Как сделать метчик из арматуры
Токарный станок это универсальное оборудование, позволяющее выполнять разнообразные виды работ, в том числе и изготавливать метчики для нарезания резьбы. Рассмотрим, как это делать на примере метчика М14х2,0 мм.
Что потребуется:
- стальная арматура большего диаметра, чем размер метчика;
- токарный станок;
- набор токарных резцов;
- сверла 4 и 6,5 мм;
- наждак;
- горн или газовая горелка.
Процесс изготовления метчика
Перед тем как начать делать метчик, нужно сначала прикинуть размеры, продумав хотя бы приблизительный чертеж его торцевой части. Ее окружность составит 14 мм в диаметре. Чтобы сделать грани по ее краю нужно просверлить 3 отверстия с одинаковым интервалом. Их диаметр составит 6,5 мм. Таким образом, заготовка должна быть диаметром не менее 19 мм, но лучше 21-22 мм.
На токарном станке необходимо проточить заготовку до расчетного диаметра, в данном случае 22 мм, и обрезать ее на необходимую длину.
 После этого один из торцов выравнивается и на нем намечается резцом неглубокая канавка диаметром 14 мм.
После этого один из торцов выравнивается и на нем намечается резцом неглубокая канавка диаметром 14 мм. Подровняв заготовку нужно зажать ее в патроне полностью и процарапать чертилкой 3 продольные метки по левому краю каждого кулачка.
Затем необходимо просверлить на торце заготовки 3 отверстия с центрами расположенными в канавке. Для этого необходимо разжать патрон и поменять его кулачки местами. Это нарушит его центровку, и при сжатии 2 кулачка будут сходиться вместе, а один оставаться в стороне. Зажав в патроне заготовку можно добиться ее смещения.
Это позволит сделать сдвиг при сверлении 3-х торцевых отверстий. При установке заготовки и последующем смещении можно будет ориентироваться по продольным царапинам. Отверстия сначала делаются тонким сверлом, а потом рассверливаются до 6,5 мм. Центр отверстий должен находиться на линии круглой канавки диаметром 14 мм на торце.
После сверления требуется перевернуть заготовку и проточить ее хвостовик под диаметр имеющегося держателя метчиков.
 Затем протачивается уже сторона с отверстиями до диаметра 16 мм. Сразу же на ней снимается фаска.
Затем протачивается уже сторона с отверстиями до диаметра 16 мм. Сразу же на ней снимается фаска.Далее, поскольку это метчик М14, на заготовке нарезается резьба с шагом 2 мм. Закончив с резьбой нужно проточить хвостовик на наждаке под квадрат метчикодержателя.
После этого край метчика с началом резьбы разогревается докрасна в гоне или горелкой и окунается в воду. Таким образом весь он не закалиться, поэтому с меньшей вероятностью сломается при работе.
После закалки нужно проточить на метчике заходы, чтобы он мог вкручиваться в заготовку с отверстием 14 мм.
Полученный инструмент можно использоваться для нарезки резьбы практически в любых заготовках.
Поскольку он все же сделан не из совсем подходящей стали, то понемногу стирается при работе с черными металлами, но прослужит не меньше покупных аналогов из Китая.
Смотрите видео
Метчик по дереву из болта | Мастер-класс своими руками
На чтение 2 мин.
Для многих проектов вам может понадобиться нарезать резьбу в деревянном материале. Нужный метчик может обойтись недешево, а еще придется поискать магазин, где он продается. Для домашнего применения инструмент можно сделать из болта. Его изготовление займет 5 минут, а результат вас поразит.
Инструменты и материалы
Инструменты:
- Угловая шлифовальная машина.
- Заточный станок.
- Дрель.
Материалы:
- Болт или шуруп с резьбой необходимого размера.
Придание формы метчику
Если вы используете болт, то необходимо срезать шестигранную головку. Далее формируем небольшую заходную часть с помощью заточного станка. Для этого его можно вращать вручную или закрепить в дрели – так стачивание будет проходить более симметрично. Использовать такой метчик будет удобнее.
Закрепите метчик и выточите стружные канавки
Зафиксируйте метчик при помощи струбцин или тисков.
Очистка резьбы
Это можно сделать при помощи гайки, навинтив ее по всей длине метчика. Это очистит его от всех шипов, образовавшихся в результате вытачивания стружных канавок.
Закрепите метчик в зажимном патроне и при работающей дрели убедитесь, что он вращается ровно вдоль оси. Я не заметил, чтобы на зажимном патроне от резьбы остались неровности. Но если вы хотите избежать возможных повреждений, сточите резьбу в месте зажима.
Нарезка резьбы в отверстии
Высверливаем отверстие под резьбу. Его диаметр должен равняться меньшему диаметру метчика. При нарезании резьбы метчик нужно проворачивать медленно. После каждого оборота необходимо прокручивать его в обратную сторону, чтобы осыпалась стружка. Эта резьба не будет такой же прочной, как у втулки или стяжки, но при некоторых применениях она будет вполне подходящей.
Полезное видео по теме
Original article in English
Как нарезать резьбу болта и гайки
Вопрос о том как нарезать резьбу болта или гайки далеко не праздный. Во время ремонта владельцы квартир и домов сталкиваются с необходимостью реставрации старых резьб анкеров, болтов, гаек или просто резьбы, находящейся в пластинах из металла.
А то и вовсе нужно нарезать новую резьбу на болту или гайке. Для профессиональных токарей или слесарей эта задача не представляет трудностей, однако тот, кто ни разу не сталкивался с подобным процессом нужно вооружиться некоторыми теоретическими знаниями, которые изложены в данной статье.
Характеристики метрической резьбыПрежде чем приступить к практическим действиям по нарезке резьбы необходимо знать основные ее параметры и виды.
Характеристики метрической резьбы
Интересующая нас резьба имеет форму треугольника, резьба трапецеидальная – форму трапеции. Кроме того, существует такое понятие, как шаг резьбы, то есть расстояние между ее вершинами: в случае с метрической резьбы – между вершинами треугольника резьбы. И, конечно, к характеристике резьбы нужно отнести ее диаметр.
Рассмотрим вышеописанный абзац на примере резьбы М 12, где буква «М» говорит о том, что резьба метрическая, цифра «12» определяет диаметр резьбы. А где же размер шага? Дело в том, что метрические резьбы делятся на основные и мелкие, и если после цифры не стоит еще какое-нибудь цифровое значение значить резьба основная. А вот если у нас резьба М12 х 1,5 или М 12 х 1,25, то это значить что шаг резьбы 1,5 и 1,25 мм соответственно.
Рекомендуемые диаметры сверл (в мм) для нарезания метрической резьбы
Все эти значения для любых типов резьб можно найти в справочниках или на страницах соответствующих сайтов в интернете. Для внутренних резьб (гаек) существует еще одна справочная величина – диаметр отверстия под резьбу, которую можно узнать там же. Для нашего болта М12 внутренний диаметр гайки должен быть 12 мм минус высота профиля зуба, то есть согласно справочников 10,2 мм. Для мелкой резьбы М 12 х1,25 диаметр соответственно будет меньше – 10,4 мм.
Стоить заметить, что нечто подобное относится и к болту или как его называют в справочниках – к стержню. Опять же для резьбы М 12 диаметр стержня должен быть чуть меньше 11,7 мм, а вот для резьбы М 12 Х 1,25 – 11,9 мм. Если не соблюдать допуски размеров под резьбу как для гайки, так и для болта резьба будет некачественной, прослабленной с одной стороны, а с другой если допуск больше ее просто порвет.
Не стоит пугаться слова «оснастка» потому что, по сути, это приспособление где крепится режущий инструмент: метчики и плашка (лерка). В скобках приведено старое название плашки, однако его еще можно встретить. К оснастке относятся воротки довольно простой конструкции куда вставляется метчик для нарезки резьбы в гайках и другой вид приспособление где крепится плашка для нарезки резьбы болта.
Оснастка и режущий инструмент для нарезки резьбы
Метчики, как, впрочем, и плашки изготавливаются из высоко углеродистого чугуна поэтому они хрупки и боятся сильной нагрузки. Нарезка резьбы в гайках в основном осуществляется двумя метчиками: N 1 и N 2. Первый имеет неполную резьбу для предварительной проходки, по следу которой нарезку производит второй метчик.
Метчики для нарезания резьбы
В результате чего резьба получается полной и качественной, а значить будет прочно держать соединение с гайкой. Используется еще один тип метчика, называемого «машинным», который совмещает два номера метчиков.
Плашкодержатель и набор плашек
Еще один вид оснастки, без которой процесс нарезки резьбы практически невозможен – это слесарные тиски среднего размера. Что это такое, наверное, объяснять никому не нужно. Единственно, что нужно помнить так это то, что тиски должны быть надежно закреплены.
Приемы нарезки резьбыСразу нужно оговориться что в стержне на конце и в отверстии под резьбу в гайке должны быть сняты фаски любым доступным способом. Фаски необходимы для точного захода без перекоса режущего инструмента, то есть метчика и плашки. Далее, зажимаем в вороток предмет для нарезки резьбы, зажимаем стержень или заготовку под гайку с тиски и приступаем к нарезке резьбы.
Нарезание резьбы плашкой
Делается это без применения чрезмерных усилий и обязательно со смазкой, в качестве которой идеально подходит сульфо-фрезол. Однако, если такового не имеется можно использовать эмульсию (раствор минерального масла в воде) или просто растительные масла.
Кстати, если вы решили нарезать резьбу болта из нержавейки или меди – лучшей смазки чем обыкновенное сало не существует, что проверено не раз на практике.
Нарезая резьбу нужно чувствовать метчик или плашку: если они начинают немножко подпружинивать, то есть сильно сопротивляться необходимо вывернуть их и очистить от стружки. Если этим пренебречь режущий инструмент может банально треснуть и вам придется готовить опять новый стержень или заготовку под гайку.
И напоследок: если у вас нет возможности заказать заготовки под болт или гайку у токаря приобретите кругляк (металлопрокат в виде круга), который бывает диаметром от пяти до 20 мм, а больше и не надо, потому что резьбу большого диаметра вручную нарезать практически невозможно.


Как нарезать резьбу в отверстии с помощью болта » Изобретения и самоделки
Наверняка многие часто сталкивались с необходимостью «прогнать» резьбу, не имея при этом нужного метчика. На помощь всегда приходит болт с такой же резьбой, но чистить и править им резьбу не всегда удобно. Чтобы витки на импровизированном метчике не забивались ржавчиной можно сделать две-три канавки в самом начале резьбовой части.
Когда нужно вернуть подсевшую резьбу в отверстии детали, гайке или даже нарезать ее в мягком металле, наш метод поможет.
Как сделать метчика из стального болта
Винт вначале нужно обработать, иначе вряд ли получится сделать из него метчик из подручных материалов.
Закрепляем болт в тиски и напильником делаем в рабочей части конус для удобного ввинчивания в отверстие и центровки.
Делаем две или три канавки под углом к продольной оси стержня – также, как это сделано на заводском метчике. Они необходимы для приема, накопления и вывода наружу ржавчины и металлической стружки, образуемой при восстановлении или нарезке резьбы.
Они необходимы для приема, накопления и вывода наружу ржавчины и металлической стружки, образуемой при восстановлении или нарезке резьбы.
Те, кто пробовал болт в качестве метчика, рекомендуют делать это в 1,5 раза больше вертикального профиля резьбы. В итоге болт стал похож на реальный инструмент для резьбы и его можно тестировать в полевых условиях.
Проверим наш самодельный инструмент в деле. Закрепляем деталь с нарушенной внутренней резьбой или даже просто с отверстием под резьбу в детали из мягкого материала в тисках.
Аккуратно вставляем конусную часть стержня болта-метчика в отверстие, максимально обеспечивая соосность инструмента и детали, и начинаем осторожно поворачивать головку болта гаечным ключом.
Первые обороты – наиболее ответственные. Если не чувствуется полноценного захода или болт начинает перекашивать, то его необходимо вывернуть и начать сначала, удалив образовавшуюся стружку и добавив еще немного смазки.
Как только произойдет полноценный заход, болт можно вкручивать более интенсивно, заменив рожковый ключ на головку с воротком. Для формирования полноценного профиля резьбы вкручиваем и выкручиваем наш самодельный метчик по всей резьбе несколько раз.
Для формирования полноценного профиля резьбы вкручиваем и выкручиваем наш самодельный метчик по всей резьбе несколько раз.
Полностью выворачиваем самодельный метчик, формируем гранью напильника входную фаску и проверяем качество нарезанной или восстановленной резьбы с помощью стандартного болта. По всем признакам резьба получилась отличной.
Как надежно загерметизировать основную резьбу медной проволокой
Обычно для этих целей применяется мелкая резьба, но есть возможность обеспечить герметичность и стандартного резьбового соединения, если воспользоваться медным проводом.
Для этого удаляем пластиковую изоляцию с медной жилы с помощью стриппера и отрезаем необходимую длину.
Наматываем медную проволоку на стержень болта непосредственно под его головкой, совершая несколько витков.
Снимаем образовавшееся медное кольцо с болта и укладываем его соосно на отверстие с резьбой.
Вворачиваем в отверстие болт поверх импровизированного медного кольца вначале силой одной руки, а затем плотно затягиваем с помощью гаечного ключа до упора.
Проверяем качество герметизации резьбы, надежно зафиксировав деталь с болтом и уплотнением из медной проволоки к штуцеру источника высокого давления.
Постепенно увеличиваем напор и доводим его до 110 psi или 750 кР, что примерно равно 7,5 кг/см2.
Видим, что резьбовое соединение спокойно держит это давление, так как показание манометра не падает.
Наносим на болтовое соединение мыльный раствор и еще раз убеждаемся, что соединение герметичное, поскольку не видно мыльных пузырей.
Это простой и быстрый способ поможет сделать инструмент, который пригодится не один раз.
Смотрите видео
https://sdelaysam-svoimirukami.ru
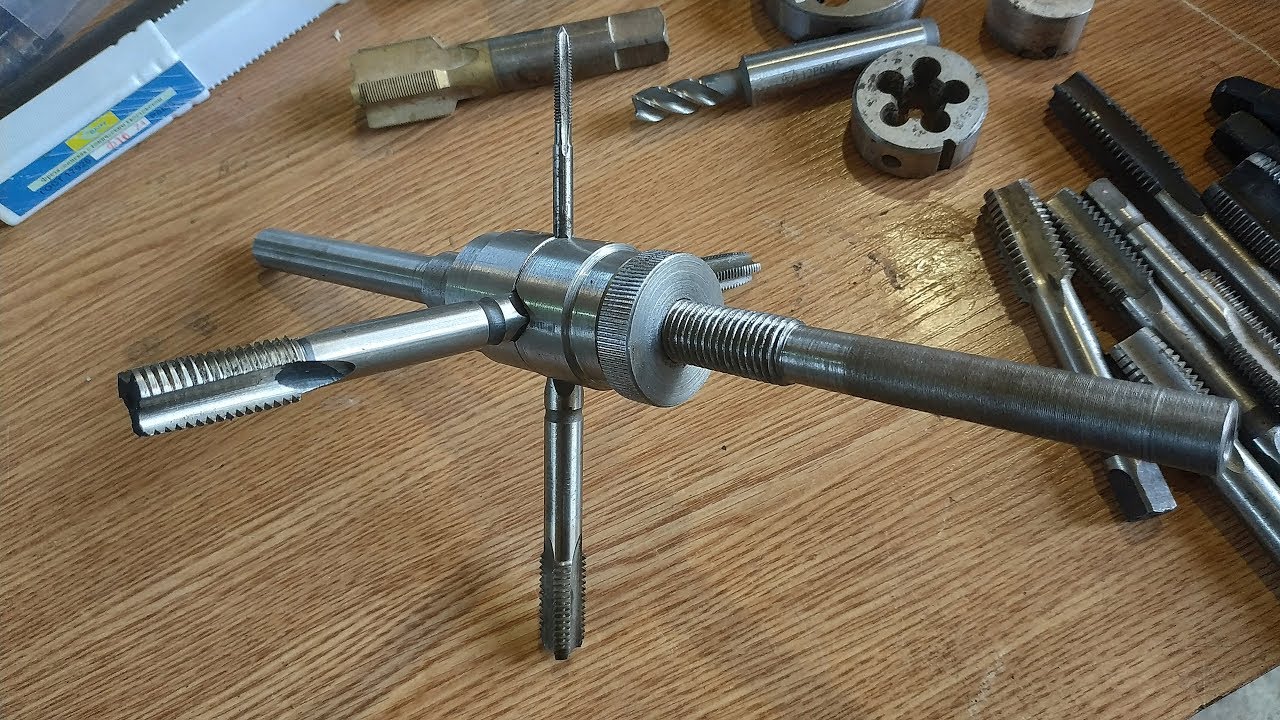
Делаем метчикодержатель своими руками
Рассматриваемый самодельный держатель метчиков прост в изготовлении, и материалы для него найти легко. Если подходящих метизов не окажется в гараже, их можно купить за незначительную сумму. Процесс изготовления своими руками займет примерно полчаса, а результатом будет добротный вороток для метчиков.
Если подходящих метизов не окажется в гараже, их можно купить за незначительную сумму. Процесс изготовления своими руками займет примерно полчаса, а результатом будет добротный вороток для метчиков.
Самодельный метчикодержатель — фото.
Что вам потребуется
Основой для самодельного приспособления послужит длинная гайка-муфта, а в качестве рукояток понадобятся болты или шпильки. Вороток изготавливается под несколько типовых размеров метчиков, при этом хвостовик наиболее крупного не должен превышать диаметр используемых болтов. Здесь важно соблюдать пропорциональность: не стоит подбирать крупную гайку для самых мелких метчиков, лучше сделать два держателя – большой и малый.
Гайка-муфта и 2 болта для воротка.
Таблица 1. Ориентировочные параметры распространенных метчиков, производимых по ГОСТу.
| Размер метчика | Диаметр хвостовика, мм |
| М3, М4 | 4 |
| М5 | 5 |
| М6 | 6,3 |
| М8 | 8 |
| М10, М12 | 10 |
| М14 | 11,2 |
| М16 | 12,5 |
| М18 | 14 |
Список необходимого инструмента:
- Дрель.
- Сверла по металлу.
- Молоток.
- Кернер.
- Штангенциркуль.
- Напильник.
- Тиски.
Инструмент для изготовления самодельного воротка.
Как сделать вороток своими руками
Определившись с типоразмерами метчиков, замерьте штангенциркулем их хвостовики.
Подберите три подходящих сверла (или четыре, как захотите).
Подобранные сверла.
Разметьте на длинной гайке центры сверления и сделайте кернером углубления. Зажав заготовку в тисках, выполните сначала все отверстия сверлом наименьшего диаметра.
Затем расширьте соответствующие отверстия до требуемого размера.
Прогоните внутреннюю резьбу подходящим метчиком, используя для вращения гаечный ключ, если у вас нет другого воротка.
Заготовка для воротка.
Закрутите болты с обеих сторон – самодельный держатель готов.
Самодельный держатель метчиков.
Для надежного зажима инструмента в корпусе воротка следует равномерно затягивать болты-рукоятки, выдерживая перпендикулярное расположение метчика в посадочном отверстии. Ещё более стабильной фиксации можно добиться установкой двух контргаек, затягиваемых рожковым ключом.
Изготовленный метчикодержатель.
Как видно, метчикодержатель представленной конструкции весьма прост, доступен для изготовления своими руками и гораздо надежнее дешевых воротков сомнительного происхождения. Для удобства использования выступающие резьбовые части рекомендуется спрятать под резиновые или термоусадочные трубки, а острые грани головок болтов закруглить на наждачном станке.
Метчик для нарезки резьбы
В сложных деталях и элементах механизмов бывают крепления при помощи болта и гайки. Для такой связи необходимо дополнительное пространство. Бывают ситуации, когда толщины деталей не хватает для сквозного отверстия. В подобных ситуациях используется винтовое соединение. Но для закручивания винта нужна резьба, ее делают при помощи метчика для нарезки резьбы.
Но для закручивания винта нужна резьба, ее делают при помощи метчика для нарезки резьбы.
Конструкция приспособления состоит из металлического стержня, включающего в себя хвостовик и рабочую область. Саму резьбу делает именно хвостовик. Он имеет форму конуса с зазубринами. Чтобы при проделывании отверстий паз не забивался стружкой на хвостовике имеются канавки.
Классификация метчиков по типу конструкции
В зависимости от задачи и вида отверстия может потребоваться тот или иной вид метчика. Существует несколько вариантов исполнения этого инструмента, различающихся не только назначением, но и формой.
Проходной
Резьбу на таком инструменте наносят в одну колею. На хвостовике располагают острия, которые выполняют как разметку, так и резку. Инструмент идеален для работы с мягкими металлами, при контакте с твердыми материалами потребуется больший нажим.
Комплектный
При нарезке резьбы таким метчиком необходимы 2-3 насадки одного калибра. В работах с твердыми металлами применяют до пяти разных насадок. Резьбу наносят не сразу, а поэтапно. Первым делом вручную прокладывают колею разметочной насадкой, после чего по ней прорезают более глубокую резьбу. Последний этап – финальный проход по колее, он делает грани идеально ровными.
В работах с твердыми металлами применяют до пяти разных насадок. Резьбу наносят не сразу, а поэтапно. Первым делом вручную прокладывают колею разметочной насадкой, после чего по ней прорезают более глубокую резьбу. Последний этап – финальный проход по колее, он делает грани идеально ровными.
Подобный метод нанесения резьбы наиболее длительный и трудоемкий, но риск повреждения деталей минимален.
Классификация по назначению
Разделяют разные виды метчиков в зависимости от того, для каких работ они предназначены. Существуют следующие виды этого инструмента:
- Машинно-ручной. Хвостовик имеет укороченную форму, а по его длине расположены квадратные засечки. Инструмент используют в электродрелях и ручных инструментах. При нарезании вручную применяют специальный держатель для метчика.
- Машинный. Длина хвостовика увеличена. Используется для фиксации в электроинструменте.
В некоторых случаях возможно использование инструмента не по назначению.
Классификация по типу отверстия
Разные метчики могут делать отверстия различных форм. Бывают инструменты для:
- Сквозных отверстий. Входная область насадки увеличена по длине и практически сливается с рабочей частью. Для нанесения нарезки таким метчиком используют электропривод.
- Глухих отверстий. Входная область имеет форму сходную с фрезой. Благодаря чему можно наносить резьбу на всю глубину отверстия. При погружении метчика необходимо соблюдать осторожность – так как он может треснуть. При работе с таким инструментом чаще всего используется ручная нарезка.
Классификация по типу детали
В зависимости от того, на каком металле необходима нарезка, используют метчики с разной формой зубцов (засечек). Они бывают: прямыми, с канавками меньшей длины и винтовыми. Универсальные инструменты не могут применяться на всех типах металлов.
Совет! Если вам нужно нанеси резьбу – используйте метчик, соответствующий типу металла рабочей поверхности и форме отверстия.
Таблица метчиков и сверл
Чтобы крепление будущей детали было плотным, необходимо точное соответствие величин проходного отверстия и диаметра резьбы (величины указаны в таблице по ГОСТу). Если эти показатели разнятся – резьбовое отверстие будет хлипким. Даже при минимальных нагрузках нарезка повредится. Если же она будет слишком узкой, то метчик быстро сломается при погружении в металл.
Обратите внимание! Если у вас нет метчика необходимого диаметра – лучше сделать отверстия немного меньшего размера, нежели большего.
Правильное нанесение резьбы вручную
Опыт нанесения нарезки приходит при регулярных работах подобного плана. Если вы ранее не пользовались метчиком воспользуйтесь следующей инструкцией по проделыванию резьбы:
- Выбор сверла соответственно будущему отверстию (смотрите в таблице выше). Сверло для работ должно быть острым и ровным, иначе нарезка будет хлипкой. При работах входную область зенкуют. Делать отверстия сподручнее на станке, это облегчит процесс вкручивания.
- Нанесение резьбы. В данных работах главное – точность, поэтому спешить не стоит. Проделывание отверстие начинают с насадки меньшего диаметра, постепенно увеличивая калибр. Это позволит создать прочную и гладкую резьбу. Также рекомендуется в обязательном порядке использовать финишную глубину. Она обеспечит легкое вхождение винта. Размер метчика должен соответствовать маркировке винта. Не стоит использовать половинчатые значения, в ГОСТе не существует ни соединений, ни винтов с такими показателями.
- Очистка. После нанесения резьбы из нее необходимо удалить частички металла, а отверстия прочистить металлическим ершиком. Глухие отверстия чистят кистью и продувают сжатым потоком воздуха. После чистки вкручивают винт и тестируют резьбу. Крепеж должен входить легко, без нажима.

Заключение
Если вы допустили ошибку при нанесении резьбы – придется переделать деталь или перенести отверстие. Крепеж на неправильную резьбу недопустим. Правильное нанесение резьбы метчиком смотрите на видео:
Ремонт и восстановление сорванной резьбы
Ремонт резьбового отверстия (восстановление повреждённой резьбы)
Наша компания не занимается восстановлением резьбы. Данная статья служит исключительно для ознакомления с процессом восстановления резьбы. В наших магазинах вы можете купить футорки (резьбовые вставки), сверла, метчики, наборы для восстановления резьбы.
Информация предназначена для лиц, производящих ремонт в условиях личного гаража, и автосервисов. В соответствии с этим выстроен текст и даны рекомендации. Применение данного метода на производственных предприятиях предполагает использование специфических инструментов и устройств, и другой технологии.
Способ восстановления резьбы
Повреждённую резьбу можно полностью восстановить по следующей технологии:
1. Рассверлить резьбовое отверстие до диаметра, указанного в приведённой ниже таблице
Рассверлить резьбовое отверстие до диаметра, указанного в приведённой ниже таблице
2. Нарезать в нём резьбу особого профиля специальным метчиком
3. Ввернуть в полученную резьбу спиральную ремонтную вставку (футорку из прочной нержавеющей стали, с помощью специального инструмента.
После такой операции резьба становится более прочной, чем первоначальная в исправном состоянии. Этот эффект особенно заметен, когда резьба выполнена в мягком материале, например, алюминии. При срыве болта (шпильки) в резьбовой вставке эффект “закусывания” отсутствует. Сорванный болт (шпильку) можно легко вывернуть.
Посмотрите видео, как используется резьбовая вставка
Какие возможности есть у резьбовых вставок
Особенно актуален этот способ для восстановления резьбовых отверстий в корпусных деталях автомобильных двигателей, например, свечного отверстия. Резьба под свечу становится очень прочной и надёжной.
Резьба под свечу становится очень прочной и надёжной.
Если сорвана резьба под шпильку, иногда рассверливают её, и нарезают резьбу следующего размера. В таком случае приходится применять ступенчатую шпильку неизвестного происхождения, сомнительного качества. Да и не всякую ступенчатую шпильку найдёшь в нужный момент. Если же отремонтировать отверстие с применением резьбовой вставки, остаётся возможность применить штатную, фирменную шпильку.
Ещё одно применение ремонтных резьбовых вставок – в латунных гайках выхлопного коллектора. Получается гайка, совмещающая очень прочную резьбу и свойство не «пригорать» к шпилькам.
Владельцам некоторых иномарок стоит обратить внимание и на возможность замены резьбы М12 х 1,5 на резьбу М12 х 1,25. Нередко случается, что болт с такой резьбой повреждён, а найти его в розничной сети в вашем городе практически невозможно (в нашем магазине есть такие болты). Токарь приличный болт не выточит, т.к. резьба на заводских болтах формируется давлением (накаткой), что обеспечивает необходимую прочность. А на токарном станке резьба получается резцом, при этом волокна стального прутка перерезаются и витки резьбы не могут нести необходимой нагрузки.
Токарь приличный болт не выточит, т.к. резьба на заводских болтах формируется давлением (накаткой), что обеспечивает необходимую прочность. А на токарном станке резьба получается резцом, при этом волокна стального прутка перерезаются и витки резьбы не могут нести необходимой нагрузки.
Если заменить резьбу в корпусной детали на более распространённую в России М12 х 1,25, появляется возможность подобрать болт необходимых размеров и прочности в ассортименте Российских и Европейских производителей автомобильного крепежа, представленных в нашем каталоге.
Видео – как работает резьбовая вставка, демонстрация
Какие инструменты применяются при восстановлении резьбы
1. Сверло
Диаметр сверла выбирается из таблицы.
Таблица подбора диаметров свёрл для наиболее распространённых резьбовых отверстий
| № п/п | Размеры восстанавливаемой резьбы | Диаметр сверла |
| 1 | М5 х 0,8 | 5,2 |
| 2 | М6 х 1 | 6,3 |
| 3 | М8 х 1 | 8,3 |
| 4 | М8 х 1,25 | 8,4 |
| 5 | М10 х 1 | 10,25 |
| 6 | М10 х 1,25 | 10,4 |
| 7 | М10 х 1,5 | 10,5 |
| 8 | М12 х 1,25 | 12,25 |
| 9 | М12 х 1,5 | 12,5 |
| 10 | М12 х 1,75 | 12,5 |
| 11 | М14 х 2 | 14,5 |
| 12 | М14 х 1,5 | 14,5 |
| 13 | М14 х 1,25 (под свечу) | 14,25 |
2. Метчик
Для ремонта свечного отверстия рекомендуется метчик ступенчатый. Он центрируется в старом отверстии своей заходной частью, и сразу нарезает новую резьбу, минуя операцию рассверливания.
Он центрируется в старом отверстии своей заходной частью, и сразу нарезает новую резьбу, минуя операцию рассверливания.
Ступенчатый метчик существенно уменьшает риск порчи свечного отверстия, но он заметно дороже обычного.
Для удлинения метчика при ремонте глубоко утопленного свечного отверстия можно использовать обычную торцовую двенадцатигранную головку на 10 с соответствующим инструментом.
3.Шпиндель (инструмент для вворачивания вставки)
Рабочая часть шпинделя похожа на резьбовую часть болта, с зацепом на торце.
4.Вставка ремонтная
Вставка представляет собой спираль ромбовидного профиля.
На одном конце её имеется поводок, за который вставка вращается шпинделем.
Вставки имеют разные длины.
Описание технологии восстановления резьбы
Внимание: эта технология применяется для ремонта резьбовых отверстий в бытовых, гаражных условиях.
1. Рассверлить отверстие. Периодически вынимать сверло из отверстия и обмакивать его конец в ёмкость с моторным маслом. Желательна минимальная скорость вращения сверла.
Желательна минимальная скорость вращения сверла.
2. Нарезать метчиком резьбу под вставку. В процессе работы необходимо постоянно подавать в зону резания моторное масло, например из медицинского шприца, особенно при работе с алюминием. Иначе резьба может получиться «рваной», шероховатой, а на метчик налипнет алюминий.
Если отверстие глухое — вместо моторного масла лучше применить смазку, например Литол. Ею нужно обмазать рабочую часть метчика, чтобы стружка не сыпалась в отверстие, а прилипла к метчику.
3. Промыть полученную резьбу керосином.
4. Надеть вставку на шпиндель, ввести в зацепление поводок и зацеп.
Нужно иметь в виду, что вставка несколько больше шпинделя, она не сидит на нём плотно, а свободно болтается. При вкручивании в отверстие вставка сжимается и тем самым закрепляется в отверстии. Вставку вворачивать до тех пор, пока её задний конец не углубится в отверстие на 1/4 шага резьбы. После этого вывернуть шпиндель и отломить поводок вставки, надавив на него подходящим стержнем.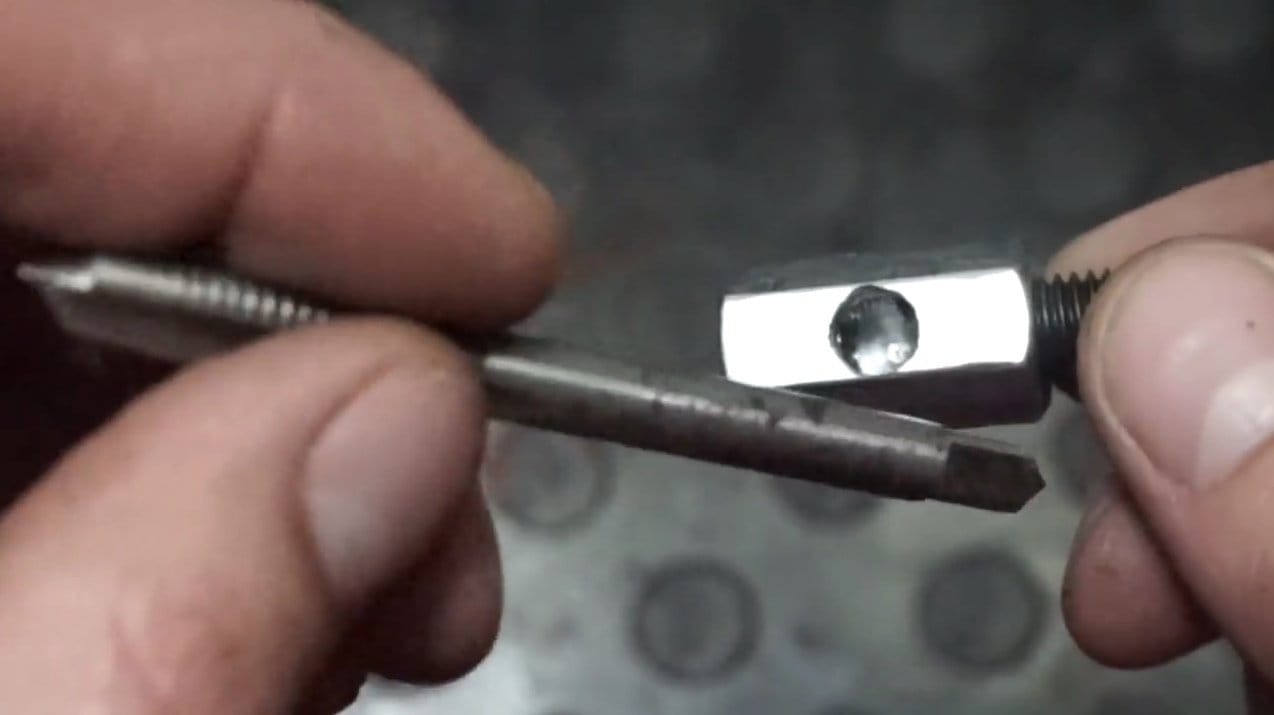 Для этого на витке за поводком имеется риска, по которой и отломится поводок. Примечание:При использовании ступенчатого метчика пункт 1 исключается.
Для этого на витке за поводком имеется риска, по которой и отломится поводок. Примечание:При использовании ступенчатого метчика пункт 1 исключается.
Наша компания не занимается восстановлением резьбы. Данная статья служит исключительно для ознакомления с процессом восстановления резьбы. В наших магазинах вы можете купить футорки (резьбовые вставки), сверла, метчики, наборы для восстановления резьбы.
Изготовление метчиков по дереву
Вы можете использовать метчики с металлической резьбой по дереву, но я хотел поэкспериментировать с Сделаю свой из куска стержня с резьбой.
Я начал с изготовления «приспособления», чтобы удерживать стержень с резьбой для заточки в нем пазов.
Но перед тем, как прорезать прорези в стержне с резьбой, я сделал на его конце небольшой конус.
Таким образом, нить будет обрезана за несколько оборотов, а не за
по самой подсказке.
Затем я использовал приспособление, чтобы зажать стержень с резьбой в тисках.Сама приспособление служит направляющей для отрезного диска в угловой шлифовальной машине для вырезания пазов в стержне с резьбой.
Я прорезал в стержне с резьбой всего шесть прорезей. Я использовал две шестигранные гайки, зажатые против друг друга на стержне с резьбой, чтобы определить, на сколько его нужно повернуть, чтобы слоты. Равномерно расположить четыре слота было бы сложнее, если бы я не нашел квадратную гайку, подходящую для резьбового стержня (или, полагаю, я мог бы зажать квадратный кусок дерева между двумя гайками в качестве направляющей)
Я заземлил три плоских точки на другом конце стержня с резьбой, чтобы облегчить задачу. захватить его в патрон дрели.Опять же, я использовал два ореха в качестве наглядного пособия, чтобы помочь мне три плоских пятна равномерно.
Самодельный метчик с резьбой рядом с подходящим метчиком по металлу.
Металлический прекрасно работает с деревом (и металлом).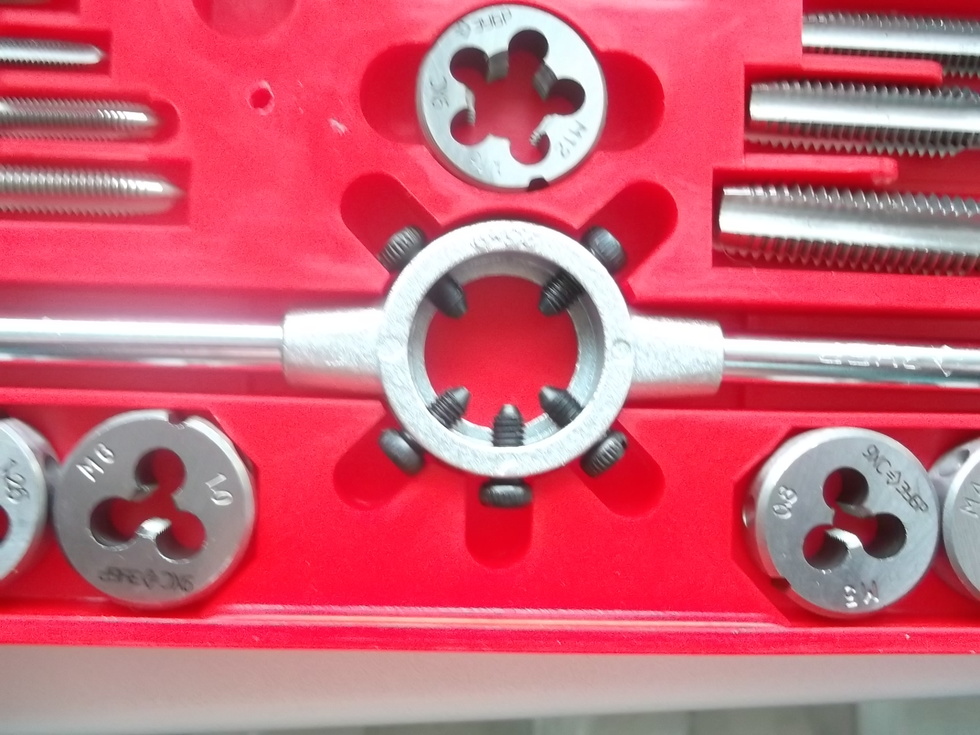 Интересно, что металлический кран
немного больше того, что я сделал. При нарезании отверстий в металле отверстие требует
быть немного больше, чем болт или стержень с резьбой, которые ввинчиваются в него, или
застрять. В дереве отверстие немного меньше — не проблема, потому что
древесина обладает некоторой гибкостью.Вот так зацепляются шурупы для дерева.
Интересно, что металлический кран
немного больше того, что я сделал. При нарезании отверстий в металле отверстие требует
быть немного больше, чем болт или стержень с резьбой, которые ввинчиваются в него, или
застрять. В дереве отверстие немного меньше — не проблема, потому что
древесина обладает некоторой гибкостью.Вот так зацепляются шурупы для дерева.
Самодельный метчик обрезает нить всего за несколько первых оборотов, чтобы можно было разрезать нитки ближе ко дну глухой дыры. Я мог бы просто сделать еще одну без конусность, чтобы обрезать резьбу до самого дна отверстия. Это хорошая особенность самодельных инструментов — их можно бесконечно настраивать.
Проверяю это. Сработало хорошо. Хотя, оглядываясь назад, я должен был резать флейты немного больше, потому что они имели тенденцию заполняться опилками.Также может помочь просверливание большего отверстия перед нарезанием резьбы.
В получившееся отверстие можно было легко вкрутить стержень с резьбой, просто повернув его с помощью
мои пальцы.
Затем попробуйте тот же метод с деревянным болтом, у которого гораздо более грубая резьба.
В этой я вырезал более широкие канавки, поэтому мне не пришлось откатывать ее на полпути очистить фишки.
Я полагаю, это может быть удобной альтернативой использованию крепежного винта и резьбовой вставки. для какой-то ручки регулировки или ручки крепления на самодельном станке.При таком большом количестве дерева между нитками маловероятно, что нити изнашиваются.
Я провел быстрый тест на износ, закручивая и выкручивая винт много раз, нажимая сильно против сверла. Тогда у меня возникла идея настроить его, чтобы использовать винт для подъема моя настольная пила. Опять же, много раз вверх и вниз, никаких следов износа.
Я полагаю, что эти грубые нити могут быть полезны там, где нужно держать крышку.
на месте. Если я сделаю деревянные ручки для деревянных болтов, это будет дешево и
простой способ сделать резьбовые ручки, чтобы удерживать крышку на чем-либо.
Я использую здесь кусок дуба. Мягкие породы дерева, такие как сосна или ель, тоже не выдержат.
См. Также:
Вернемся на мой сайт Woodworking . Схема сверления для метчиков
и способы ее использования | Домашний ремонт
Практически невозможно узнать, какой размер сверла для метчика использовать для вашего винта или болта, без хорошей таблицы сверл для метчика под рукой.
Это потому, что необходимо учитывать так много переменных; в зависимости от размера винта, шага его резьбы, основы, в которой вы сверляете, и даже от того, требуется ли вам плотное или свободное соединение.
При всем этом вам понадобится быстрый и удобный справочник, в котором учтены все эти спецификации и изложены все в единой организованной таблице.
Поскольку таблица может быть сложной, полезная таблица может оказаться полезной только в том случае, если вы сможете ее понять и быстро прочитать.
Но как?
Ниже приведены некоторые практические инструкции по использованию таблицы размеров сверл для метчиков, включая полезное руководство для каждого раздела матрицы.
Цель состоит в том, чтобы сделать это легким справочником для вас, будь вы случайным домашним мастером, любителем, студентом или опытным машинистом, работающим в магазине с использованием передовых инструментов Starrett.
Говоря о простоте, мы даже рассмотрим полезный трюк, который использует быстрый обходной расчет для поиска нужных размеров сверл для метчика. Продолжай читать!
СОВЕТ: Ознакомьтесь с нашей полной таблицей ниже, чтобы найти все эквиваленты размеров сверл для метчиков для SAE и метрических единиц.
В противном случае давайте рассмотрим диаграмму, чтобы вы могли использовать ее без затруднений.
Как читать таблицу сверления метчика
Вкратце, хорошая таблица сверления метчика, подобная приведенной ниже, или версия PDF для печати будет иметь три основных столбца или раздела.
В первом столбце указан размер используемого винта или болта. Во втором столбце будет указан размер метчика, который вам нужно использовать. В третьем и последнем столбце указано, какой размер сверла использовать, чтобы вырезать отверстие для врезки.
Давайте рассмотрим каждый более подробно, чтобы вы могли эффективно использовать диаграмму.
Начните с размера болта и винта, который вам нужен
При использовании таблицы преобразования метчиков убедитесь, что вы знаете, какой размер крепежа вы используете. Размеры винтов относятся к двум разным классам измерений: стандартный (SAE) и метрический .
Большинство из нас знакомы со стандартными размерами, поскольку в Северной Америке они используются в основном в мебели, станках и другом оборудовании. Конечно, вам придется достаточно часто работать с метрическими болтами.
Стандартные размеры делятся на два разных класса: набор малого диаметра и набор большего диаметра.
Вот разбивка стандартных размеров:
Размеры менее 1/4 дюйма:
Для размеров менее 1/4 дюйма дробные измерения не используются. Вместо этого была создана система нумерации от 0 до 12. «0», конечно, является самым маленьким, а «12» — это размер непосредственно перед тем, как вы дойдете до 1/4 дюйма.
Вместо этого была создана система нумерации от 0 до 12. «0», конечно, является самым маленьким, а «12» — это размер непосредственно перед тем, как вы дойдете до 1/4 дюйма.
Размеры 1/4 дюйма и больше:
Для размеров более 1/4 дюйма используется дробный размер, основанный на фактическом диаметре винта. Для нашей таблицы сверл для метчиков мы увидим, что этот диапазон колеблется от 1/4 дюйма до 1 дюйма, чтобы коррелировать с размером нашего сверла для метчика.
Но это еще не все.
При поиске размера сверла для метчика в таблице сверл для метчика вам потребуется немного больше информации о креплении.Знание размера — это только первая часть головоломки.
Вы также захотите узнать соответствующий основной диаметр болта. Хорошая новость в том, что у каждого размера винта есть только один большой диаметр. Это просто расстояние между двумя внешними выступами резьбы, и оно включено в таблицу сверл для метчика для удобства.
Вы почти у цели!
Вы также захотите узнать Шаг вашего винта. Это просто количество резьбы, или витков на дюйм (TPI) , для которого предназначен винт, который вы используете.
Это просто количество резьбы, или витков на дюйм (TPI) , для которого предназначен винт, который вы используете.
Это может показаться сложным, но опять же, хорошая таблица сверл для метчика перечислит все возможные количества резьбы, чтобы помочь вам подобрать соответствующий размер сверла для метчика.
Каждый размер крепежа в стандартной спецификации имеет два возможных значения резьбы на дюйм для винтов размером от №1 до №10. Для размеров № 12 и больше предусмотрено три размера ниток.
Эти различные значения шага просто относятся к тому, насколько крупной или мелкой является каждая резьба. В нашей таблице сверл для метчиков для стандартных размеров меньшее число шага вверху соответствует более крупному типу резьбы, а другое (или два) — более мелкому.
В частности, первое число называется тоном UNC (Unified National Coarse). Второе число — это поле UNF (Unified National Fine). И нижняя цифра в стопке — UNSF для «Super Fine».
В таблице вы просто найдете номер, соответствующий вашей застежке. Вот пример:
Вот пример:
Чтобы узнать больше о шагах, которые не указаны в таблице сверл и метчиков, вы можете загрузить PDF-файл, содержащий информацию о шагах болтов / винтов.
Например, размер винта 7/16 ″ может иметь 14, 20 или 28 витков резьбы на дюйм, как указано в соответствующем столбце таблицы.
И последнее замечание: в зависимости от количества витков резьбы крепеж может иметь разные значения для своего малого диаметра . Не волнуйтесь, они также являются стандартными в зависимости от количества потоков. В основном, чем больше резьбы, тем больше число второстепенного диаметра.
Теперь размеры сверл для метчика для идеальной посадки
Следующий набор столбцов в таблице сверл для метчика просто соответствует размеру вашего винта, указанному в левой части таблицы (и только что рассмотренному выше). Эта информация сообщает вам, какой размер метчика использовать для каждого размера застежки.
Эта информация сообщает вам, какой размер метчика использовать для каждого размера застежки.
Что такое постукивание?
Проще говоря, если вы выберете отверстие, вы равномерно нарежете в него резьбу. Сверло для метчика нарезает внутреннюю резьбу , помещается в предварительно просверленное отверстие и поворачивается специальным ключом.
Каждый метчик сужается для первых нескольких резьб, чтобы облегчить начало процесса резки. Вы можете купить метчики (и матрицы для нарезания наружной или наружной резьбы) в наборах, которые поставляются с необходимым гаечным ключом.
В последние годы производители разработали комбинированные сверла для метчиков для электродрелей. Подробнее об этом позже — и касательная диаграмма все еще будет полезна!
Когда вы покупаете метчик или штамп, он будет отмечен тремя разными числами: 1. его диаметр, 2. его резьба на дюйм (шаг) и 3. тип резьбы, которую он нарезает.
Набор метчиков и матриц с указанием размера крепежа, типа резьбы и диаметра Итак, таблица показывает вам правильный размер сверла для метчика, который вы можете использовать для соответствия болту или винту, для которого вы нарезаете резьбу.
Это похоже на выбор размеров сверл для обычного сверления, за исключением того, что размеры сверл под метчик назначаются в соответствии с размером отверстий промышленного стандарта для нарезания резьбы.
Это немного усложняется, поэтому, к счастью, наша таблица сверл для метчиков упрощает нам задачу.
В нашей таблице метчиков для сверл мы обозначаем два разных размера в зависимости от прочности основания (материала, который вы режете). Мы делим их на мягкие и твердые материалы.
Мягкие материалы включают медь , алюминий и все виды пластика.Более твердые вещества используются в промышленности и обычно относятся к нержавеющей стали , стали , железу и титану .
В таблице будут указаны два значения размеров сверл для метчика; стандартный размер сверла и его десятичный эквивалент в дюймах. Например, размер сверла 5/16 соответствует 0,313 дюйма при сверлении мягкого металла.
Получение предварительно просверленного отверстия до нужного размера
Последний сегмент таблицы сверления метчика — столбцы в правой трети нашей таблицы. Это преобразование размера сверла с зазором, или, проще говоря, сверло размера, которое вам нужно, чтобы вырезать исходное отверстие перед выполнением остальной части инструмента.
Это преобразование размера сверла с зазором, или, проще говоря, сверло размера, которое вам нужно, чтобы вырезать исходное отверстие перед выполнением остальной части инструмента.
В этих столбцах перечислены два класса размеров. Один для более тесной или узкой посадки, а другой для более свободной.
В зависимости от проекта и работы крепежа может потребоваться его плотное ввинчивание в вал. Или вы можете захотеть, чтобы он был менее плотным и имел небольшой зазор.
Каждое указанное здесь значение правильно соответствует размерам сверл для метчика слева, которые, конечно же, соответствуют размеру вашего болта или винта и типу резьбы.
Пример, который поможет вам освоить схему сверления и метчика
Иногда лучший способ понять что-то полностью — это на примере. Давайте кратко рассмотрим одну из них.
Допустим, вам нужно что-то отремонтировать в машине, или, может быть, вы строите машину или конструкцию. Вам нужно скрепить болтами две разностные детали из твердого металла, например стали.
Во-первых, определите, какие болты вы используете.
Вы исследуете и определили, что болт SAE «12-28» выполнит работу по скреплению ваших частей вместе.
Что теперь?
Это легко, проверьте таблицу, найдя болт № 12 в крайнем левом столбце.
Снимок диаграммы, показывающий наш пример размера болтаОтсюда просто проведите пальцем и найдите соответствующий размер сверла для метчика в строке, которая выровнена. Вы увидите, что для тяжелых материалов, таких как сталь, правильный размер сверла для метчика — «10» (или метчик диаметром 0,194 дюйма).
Столбцы, показывающие размеры сверл под метчик для болта № 12-28, входящего в сталь.Наконец, определите, подходит ли плотная посадка или посадка с более «открытым» зазором.Обдумайте материал, к которому вы прикрепляете прикрепленную деталь. Найдите размер сверла, совпадающий в строке, точно так же, как вы только что нашли значение сверла для метчика.
Это легко, если вы научитесь читать таблицу слева направо.
А как насчет нашей таблицы сверл для метчиков?
Его можно читать так же, как и в таблице SAE. Просто имейте в виду, что метрические сверла не используют «резьбу на миллиметр» для шага резьбы. Они просто следуют формуле 1, деленной на количество нитей на миллиметр.
В метрической таблице также будет указан размер сверла для метчика в миллиметрах, а также место, которое эквивалентно или приблизительно соответствует размерам сверл в Северной Америке. Вы увидите по одному столбцу для каждого.
Это действительно полезно, если в вашем ящике с инструментами или в мастерской мало доступных метрических размеров.
Таблица стандартных сверл для метчиков (SAE)
Стандарт (SAE) | Размер сверла для метчика | Предварительно Размер сверла | ||||||||||||||||||||||||||||
Размер винта | Главный диаметр | Число резьбы на дюйм | Малый диаметр |  com/embed/EJpgT2VCB_w» frameborder=»0″ allowfullscreen=»»/> com/embed/EJpgT2VCB_w» frameborder=»0″ allowfullscreen=»»/> Материалы 750004 50% Резьба для твердых материалов | Плотная посадка | Свободная посадка | ||||||||||||||||||||||||
Дробное | Десятичное | 00 Десятичное00 Десятичное00 Десятичное00 Десятичное 9308Десятичное 900 05 | Дробное | Десятичное | ||||||||||||||||||||||||||
0 | 0.060 | 80 | 0,045 | 3/64 | 0,047 | 55 | 0,052 | 45 0,052 |  com/embed/EJpgT2VCB_w» frameborder=»0″ allowfullscreen=»»/>45 com/embed/EJpgT2VCB_w» frameborder=»0″ allowfullscreen=»»/>454 | 0,070 | ||||||||||||||||||||
1 | 0,073 | 64 | 0,054 | 53 | 0.0601/16 | 0,063 | 48 | 0,076 | 46 | 0,081 | ||||||||||||||||||||
0,060 | 52 | 0,064 | ||||||||||||||||||||||||||||
2 | 0,086 | 56 00064 | 50 | 0,070 | 49 | 0,073 | 43 | 0,089 |  com/embed/EJpgT2VCB_w» frameborder=»0″ allowfullscreen=»»/>4000 44 0,089 com/embed/EJpgT2VCB_w» frameborder=»0″ allowfullscreen=»»/>4000 44 0,089 | 4000 0,089 | 0,067 | 50 | 0,070 | 48 | 0,076 | |||||||||||||||
3 | 0.099 | 48 | 0,073 | 47 | 0,079 | 44 | 0,086 |  com/embed/EJpgT2VCB_w» frameborder=»0″ allowfullscreen=»»/>44 0,086 com/embed/EJpgT2VCB_w» frameborder=»0″ allowfullscreen=»»/>44 0,086 | 44 0,086 | 44 0,110 | ||||||||||||||||||||
56 | 0,077 | 45 | 0,082 | 43 | 0.089 | |||||||||||||||||||||||||
4 | 0,112 | 40 | 0,081 | 43 | 0,024000 48 | 0,0241 4 49 | 0,116 | 30 | 0,129 | |||||||||||||||||||||
48 | 0,086 | 42 | ||||||||||||||||||||||||||||
40 | 0,098 | |||||||||||||||||||||||||||||
5 | 0,125 | 40 | 0,0241 | 0,0241 | 0,0241 | 0,109 | 30 | 0,129 | 29 | 0,136 | ||||||||||||||||||||
44 | 09737 | 0,104 | 35 | 0,110 | ||||||||||||||||||||||||||
6 | 6 | 0,138 9000 | 0,138 9000 | 0,107 | 32 | 0,116 | 27 | 0,144 | 25 | 0. | ||||||||||||||||||||
40 | 0,107 | 33 | 0,113 | 31 80005 | 0,120 | 0,120 | 0,120 | 90 32 | 0,126 | 29 | 0,136 | 27 | 0,144 | 18 | 170 | 16 | 0,177 | |||||||||||||
36 | 0,130 | 29 | 0,136 | 0,136 | 0,136 | 0,190 | 24 | 0,139 | 22 | 0,157 | 20 | 0. | 9 | 0,196 | 7 | 0,201 | ||||||||||||||
32 | 0,152 | 0,152 0 | 0,152 | 0,170 | ||||||||||||||||||||||||||
12 | 0,216 | 24 | 0,165 | 16 | 0.17712 | 0,189 | 2 | 0,221 | 1 | 0,228 | 0,228 | 0 | ||||||||||||||||||
0 | ||||||||||||||||||||||||||||||
0,182 | 10 | 0,194 | ||||||||||||||||||||||||||||
32 | 0,178 | 13 | 0. | 9 | 0,196 | |||||||||||||||||||||||||
1/4 | 0,250 | 20 | 0,19 4 4 4 4 4 4 49 7/32 | 0,219 | F | 0,257 | H | 0,266 | ||||||||||||||||||||||
| 41 90. 45206 | 3 | 0,213 | 1 | 0,228 | ||||||||||||||||||||||||||
32 | ||||||||||||||||||||||||||||||
32 | ||||||||||||||||||||||||||||||
0,228 | ||||||||||||||||||||||||||||||
5/16 | 0,313 | 18 | 0,244 |  com/embed/EJpgT2VCB_w» frameborder=»0″ allowfullscreen=»»/>41 90.257 com/embed/EJpgT2VCB_w» frameborder=»0″ allowfullscreen=»»/>41 90.257 | J | 0,277 | P | 0,323 | Q | 0,332 | 0,332 | 0 | ||||||||||||||||||
0,272 | 9/32 | 0,281 | ||||||||||||||||||||||||||||
32 | 0,274 | 9/32 | 0.281л | 0,290 | ||||||||||||||||||||||||||
3/8 | 0,375 | 16 | 0,298 4 | 0,298/9000 | Q | 0,332 | W | 0,386 | X | 0,397 | ||||||||||||||||||||
 com/embed/EJpgT2VCB_w» frameborder=»0″ allowfullscreen=»»/>45 45324 com/embed/EJpgT2VCB_w» frameborder=»0″ allowfullscreen=»»/>45 45324 | Q | 0,332 | S | 0,348 | ||||||||||||||||||||||||||
32 | ||||||||||||||||||||||||||||||
32 | ||||||||||||||||||||||||||||||
0,358 | ||||||||||||||||||||||||||||||
7/16 | 0,438 | 14 | 0,350 | 41 90. 368 368 | 25/64 | 0,391 | 29/64 | 0,453 | 15/32 | 0,469 21 | 0,469 00 0,39 | 25/64 | 0,391 | 13/32 | 0,406 | |||||||||||||||
28 | 0,394 | 0,394 | 404Z | 0,413 | ||||||||||||||||||||||||||
1/2 | 0,500 | 4 1300 | 4 00 | 0,406 4 | 29/64 | 0,453 | 33/64 | 0,516 | 17/32 | 0,531 | ||||||||||||||||||||
29/64 | 0,453 | 15/32 | 0,469 | |||||||||||||||||||||||||||
28 | 0,456 48 | 0,456 48 | 0,456 48 | 15/32 | 0,469 | |||||||||||||||||||||||||
9/16 | 0,563 | 12 | 0,460 | 0,460 | 0,460 | 0,460 | 33/64 | 0,516 | 37/64 | 0,578 | 19/32 | 0,594 21 | 0,594 21 | 0,594 00 0,4 | 33/64 | 0,516 | 17/32 | 0,531 | ||||||||||||
24 | 0,511 | 0,511 | 51617/32 | 0,531 | ||||||||||||||||||||||||||
5/8 | 0,625 | 11 | | 45 0,505 0,531 | 9/16 | 0,563 | 41/64 | 0,641 | 21/32 | 0,656 21 | 0,656 21 | 55737/64 | 0,578 | 19/32 | 0,594 | |||||||||||||||
24 | 0,574 48 | 0,574 48 | 0,574 4 | 19/32 | 0,594 | |||||||||||||||||||||||||
11/16 | 0,688 | 24 | 0,636 | 0,636 | 0,636 | 0,636 | 0,636 | 641 | 21/32 | 0,656 | 45/64 | 0,703 | 23/32 | 0,719 | 0,719 4 | 9002 9000,750 | 10 | 0,627 | 21/32 | 0,656 | 11/16 | 24 0,6245000 91 | 24 0,6245766 | 25/32 | 0,781 | |||||
16 | 0,673 | 11/16 | 0,6245000 0,73 | |||||||||||||||||||||||||||
20 | 0,689 | 45/64 | 0,703 | 23/32 130005 | 0,719 21 | 0,719 21 | 0,719 | 900 0.20 | 0,751 | 49/64 | 0,766 | 25/32 | 0,781 9308 9241 | 0,781 9308 9241 | 27/32 | 0,844 | ||||||||||||||
7/8 | 0,875 | 9 | 0,739 | 766 | 51/64 | 0,797 | 57/64 | 0,8906 | 29/32 | 0,9062 | 0,9062 45 | 13/16 | 0,813 | 53/64 | 0,828 | |||||||||||||||
20 | 0,814 | 0,814 | ||||||||||||||||||||||||||||
0,814 | ||||||||||||||||||||||||||||||
27/32 | 0,844 | |||||||||||||||||||||||||||||
15/16 | 0,938 | 20 |  com/embed/EJpgT2VCB_w» frameborder=»0″ allowfullscreen=»»/>48 com/embed/EJpgT2VCB_w» frameborder=»0″ allowfullscreen=»»/>4820 | 000 0,844 0,891 | 29/32 | 0,906 | 61/64 | 0,953 | 31/32 | 0,969 49 | 0,969 4 | 18 | 0.847 | 7/8 | 0,875 | 59/64 | 0,922 | 1-1 / 64 | 1. | 1.0313 | ||||||||||
12 | 0,898 | 15/16 | 0,938 | 61/64 | 61/64 | 0.939 | 61/64 | 0,953 | 31/32 | 0,969 | ||||||||||||||||||||
 com/embed/EJpgT2VCB_w» frameborder=»0″ allowfullscreen=»»/> / 64
com/embed/EJpgT2VCB_w» frameborder=»0″ allowfullscreen=»»/> / 64 150
150 161
161 185
185 com/embed/EJpgT2VCB_w» frameborder=»0″ allowfullscreen=»»/>4
com/embed/EJpgT2VCB_w» frameborder=»0″ allowfullscreen=»»/>4 813
813 com/embed/EJpgT2VCB_w» frameborder=»0″ allowfullscreen=»»/>4000 45
com/embed/EJpgT2VCB_w» frameborder=»0″ allowfullscreen=»»/>4000 45 0156 9128
0156 9128Диаграмма метрического сверла
| Размер сверла для метчика | Размер предварительного сверления | |||||||||||||||||||||
75% резьба для мягких материалов | 50% резьба для твердых материалов | Плотная посадка 9005 | Свободная посадка | |||||||||||||||||||
Размер винта (мм) | Шаг резьбы (мм) | Размер сверла (мм) | Прибл. | Размер сверла (мм) | Прибл. Американское сверло | Размер сверла (мм) | Прибл. Американское сверло | Размер сверла (мм) | Прибл. Американское сверло | |||||||||||||
| M1,5 | 0,35 | 1,15 | 56 | 1,25 | 55 | 1,60 | 1/16 | 1,65 | 9024 M1 9006 | 0,35 | 1,25 | 55 | 1,35 | 54 | 1,70 | 51 | 1,75 | 50 | ||||
| M1,8 | 1,5 | 1/16 | 1,90 | 49 | 2,00 | 5/64 | ||||||||||||||||
| M2 | 0,45 | 1,55 | 1/16 | 1.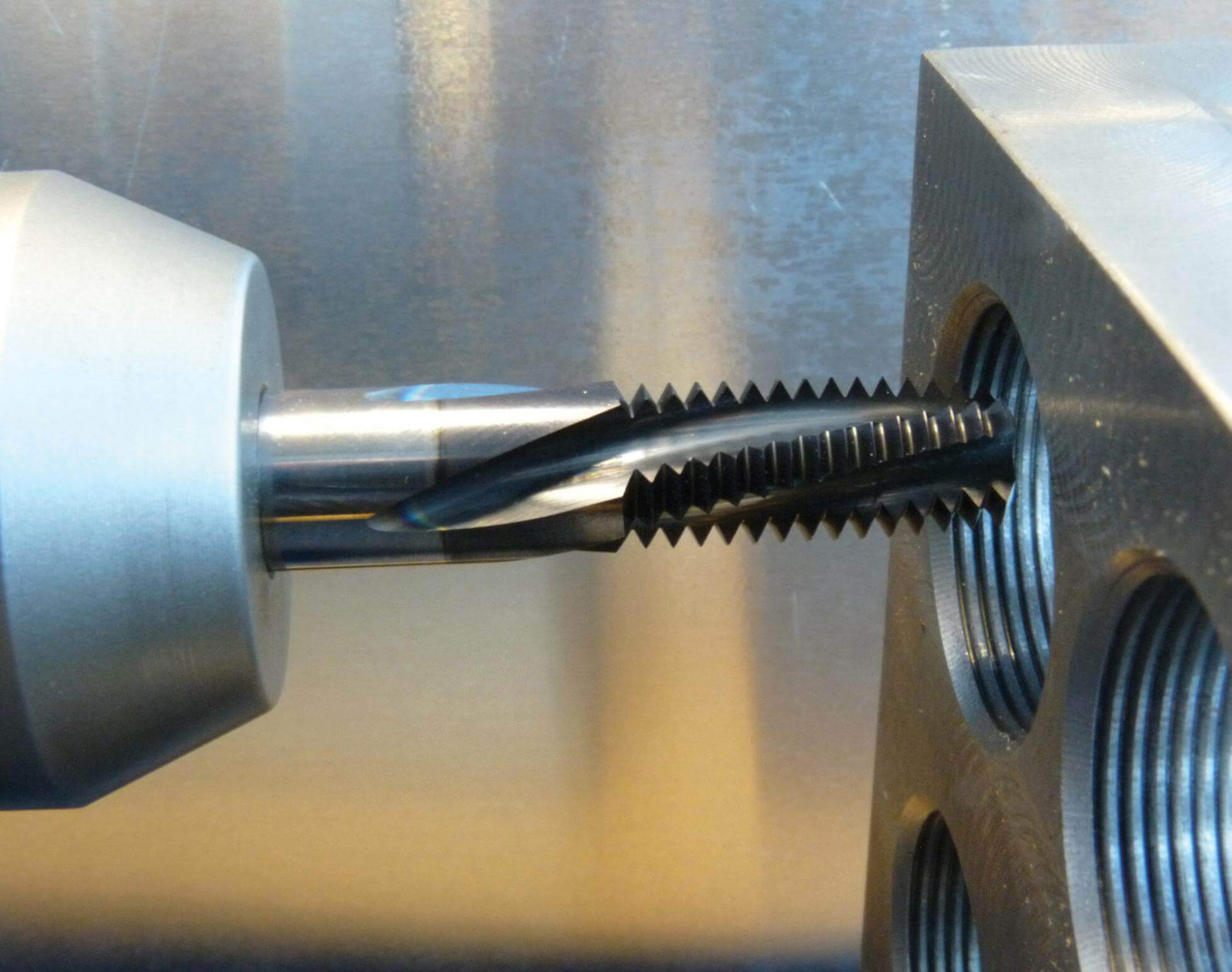 70 70 | 10 | 45 | 2,20 | 44 | ||||||||||||||
| 0,40 | 1,60 | 52 | 1,75 | 50 | ||||||||||||||||||
| M2.2 | ||||||||||||||||||||||
| 2,30 | 3/32 | 2,40 | 41 | |||||||||||||||||||
| M2,5 | 0,45 | 2,05 | 46 | 2,20 | 44 | 2.65 | 37 | 2,75 | 7/64 | |||||||||||||
| M3 | 0,60 | 2,40 | 41 | 2,60 | 37 | 3,15 | ||||||||||||||||
| 0,50 | 2,50 | 39 | 2,70 | 36 | ||||||||||||||||||
| M3,5 | 0,60 | 2,90 | 32 | 3,10 | 31. 70 70 | 27 | 3,85 | 24 | ||||||||||||||
| M4 | 0,75 | 3,25 | 30 | 3,50 | 28 | 4,20 | ||||||||||||||||
| 1925 9034 | 3,30 | 30 | 3,50 | 28 | ||||||||||||||||||
| M4,5 | 0,75 | 3,75 | 25 | 4,00 | 22 | 4,75 | 009 | |||||||||||||||
| M5 | 1,00 | 4,00 | 21 | 4,40 | 11/64 | 5,25 | 5 | 5,50 | 9024 | 5,50 | 9024 | 0,25 20 | 4,40 | 17 | ||||||||
| 0,80 | 4,20 | 19 | 4,50 | 16 | ||||||||||||||||||
| M5,5 | 0,90 | 4,60 | 4,60 | 90 | 10 | 5. 80 80 | 1 | 6.10 | B | |||||||||||||
| M6 | 1.00 | 5.00 | 8 | 5.40 | ||||||||||||||||||
| 4 | 4 | |||||||||||||||||||||
| 0,75 | 5,25 | 4 | 5,50 | 7/32 | ||||||||||||||||||
| M7 | 1,00 | 6,00 | B | 308 6,440 | L | 7,70 | N | |||||||||||||||
| 0,75 | 6,25 | D | 6,50 | F | ||||||||||||||||||
| M8 | 1,25 | 9024 9034 9034 9034 9034 9034 9034 9034 9034 9034 90348,40 | Q | 8,80 | S | |||||||||||||||||
| 1,00 | 7,00 | J | 7,40 | L | ||||||||||||||||||
| M9 5 | 1,280 | N | 8. 20 20 | P | 9.50 | 3/8 | 9.90 | 25/64 | ||||||||||||||
| 1.00 | 8.00 | O | 8,4012 | 8.40 21/241 M10 | 1,50 | 8,50 | R | 9,00 | T | 10,50 | Z | 11,00 | 0,4375 | |||||||||
| 1,25 | 8,8020 | 23/64 | ||||||||||||||||||||
| 1,00 | 9,00 | T | 9,40 | U | ||||||||||||||||||
| M11 | 1,50 | 9,50 | 9,50 | 3/4 | 29/64 | 12,10 | 15/32 | |||||||||||||||
| M12 | 1,75 | 10,30 | 13/32 | 10,90 | 27/64 | 12,60 | .33/64 | |||||||||||||||
| 1,50 | 10,50 | Z | 11,00 | 7/16 | ||||||||||||||||||
| 1,25 | 10,80 | 27/64 | 9321 | |||||||||||||||||||
| 11,20 M14 | 2,00 | 12,10 | 15/32 | 12,70 | 1/2 | 14,75 | 37/64 | 15,50 | 39/64 | |||||||||||||
| 1,50 9030 2 | 13. 00 00 | 33/64 | ||||||||||||||||||||
| 1,25 | 12,80 | 1/2 | 13,20 | 33/64 | ||||||||||||||||||
| M15 | 1,50 | 13,50 | 35/64 | 15,75 | 5/8 | 16,50 | 21/32 | |||||||||||||||
| M16 | 2,00 | 14,00 | 35/64 | 14,75 | 21/32 | 17.50 | 0,6875 | |||||||||||||||
| 1,50 | 14,50 | 37/64 | 15,00 | 19/32 | ||||||||||||||||||
| M17 | 1,50 | 15. 501 501 | 1,50 | 15,50 | 9034 818.00 | 45/64 | 18,50 | 47/64 | ||||||||||||||
| 2,50 | 15,50 | 39/64 | 16,50 | 41/64 | 900 200 | 16,00 | 5/8 | 16,75 | 21/32 | 19,00 | 3/4 | 20,00 | 25/32 | |||||||||
| 1,50 | 16,50 21/32 | 16,50 | 43/64 | |||||||||||||||||||
| M19 | 2,50 | 16,50 | 21/32 | 17,50 | 11/16 | 20,00 | 25/32 | 21,00 53256 | 2. 50 50 | 17,50 | 11/16 | 18,50 | 23/32 | |||||||||
| M20 | 2,00 | 18,00 | 45/64 | 18,50 | 47/64 | 18,50 | 4725864 64 | 22,00 | 55/64 | |||||||||||||
| 1,50 | 18,50 | 47/64 | 19,00 | 3/4 | ||||||||||||||||||
 Американское сверло
Американское сверло 20
20Есть старый ярлык, который вы можете использовать, чтобы быстро найти метрические размеры сверл с помощью небольшой математики в начальной школе.
Если вы возьмете размер винта (в мм) и вычтете из него значение шага, то получите ответ.
Так, например, возьмем винт M12 с числом резьбы (шагом) 1,5. «12 мм — 1,5 мм = 10,5 мм»
Имейте в виду, что это не учитывает количество крупной или тонкой резьбы для любого заданного размера, но дает вам приблизительный размер.
Лучше придерживаться графика!
Схема сверления метчиков для конической трубы с резьбой NPT
Конечно, винтовые крепежные детали — не единственное оборудование, на которое можно нарезать метчики.Трубы — еще одно распространенное применение для нарезания резьбы.
Соединение труб с помощью резьбовых соединений требует аналогичных знаний при создании трубной резьбы.
При установке труб следует учитывать два момента: 1. Стандартная трубная резьба против с сухой посадкой и 2. Коническая против прямой нарезки трубы.
В чем отличия?
Стандартные трубы (укороченные до NPT) представляют собой различие в соответствии с Американским национальным стандартом трубной резьбы (ANSI). Для резьбы NPT требуется герметик, такой как смазка или лента, чтобы не допустить утечки жидкости, которую она передает.
Для резьбы NPT требуется герметик, такой как смазка или лента, чтобы не допустить утечки жидкости, которую она передает.
Трубная резьба с сухим уплотнением (NPTF) по американскому национальному стандарту является самоуплотняющейся. Основные физические различия между NPT и NPTF — это плоскостность выступов и впадин резьбы.
Для использования нашей таблицы сверл для метчиков NPT вам просто необходимо знать разницу между фитингами NPT и NPTF. Таблица ниже предназначена для труб NPT.
И наконец…
Нарезка трубы может быть конической или прямой.Это говорит само за себя, и вы снова увидите дифференциацию на диаграмме сверления для метчиков.
Если вы хотите узнать об этих различиях, это видео объясняет вышесказанное более подробно:
А теперь таблица сверления метчика NPT…
Эта диаграмма NPT (американский национальный стандарт трубной резьбы) очень проста читать. Например, читая текст, вы обнаружите, что для метчика 1/8 NPT потребуется сверло для метчика размера «R». Для метчика 3/8 NPT будет использоваться размер 37/64 и так далее.
| Размер трубы | Резьба на дюйм | Размер метчика | ||||||||||
| 1/16 ″ | 27 | |||||||||||
| 1/8 ″ | 9024 | |||||||||||
| 1/4 ″ | 18 | 7/16 | ||||||||||
| 3/8 ″ | 18 | 37/64 | ||||||||||
| 1/2 ″ | 14 | 23/32 | 23/32 | |||||||||
| 3/4 ″ | 14 | 59/64 | ||||||||||
| 1 ″ | 11-1 / 2 | 1-5 / 32 | ||||||||||
| 1-1 / 4 ″ | 11-1 / 2 | 1-1 / 2 | ||||||||||
| 1-1 / 2 ″ | 11-1 / 2 | 1-47 / 64 | ||||||||||
| 2 ″ | 11-1 / 2 | 2-7 / 32 | ||||||||||
| 2-1 / 2 ″ | 8 | 2-5 / 8 | ||||||||||
| 3 ″ | 8 | 3-1 / 4 | ||||||||||
| 3-1 / 2 ″ | 9 0348 83-3 / 4 | |||||||||||
| 4 ″ | 8 | 4-1 / 4 | ||||||||||
| 4 1/2 ″ | 8 | 4-3 / 4 | ||||||||||
| 5 ″ | 8 | 5-9 / 32 | ||||||||||
| 6 ″ | 8 | 6-11 / 32 | ||||||||||
| 8 ″ | 8 | |||||||||||
| 10 ″ | ||||||||||||
| 12 ″ | 8 | |||||||||||
| 14 ″ | 8 | |||||||||||
| 16 ″ | 8 | |||||||||||
Как вставить саморез?
Любой винт можно модифицировать так, чтобы он стал самонарезающим, и этот процесс на удивление прост. Все, что требуется, — это создать одну или несколько режущих кромок и зазор, необходимый для стружки, а существующая резьба позаботится обо всем остальном (так же, как и в случае с изготовленными саморезами).
Все, что требуется, — это создать одну или несколько режущих кромок и зазор, необходимый для стружки, а существующая резьба позаботится обо всем остальном (так же, как и в случае с изготовленными саморезами).
Необходимая модификация может быть очень быстрой операцией, буквально за несколько секунд на винт. Даже самый медленный метод действительно требует лишь скромных усилий, занимающих максимум пару минут.
Это самый простой способ шлифования или шлифования стороны винта; возьмитесь за винт пальцами в перчатках или плоскогубцами (губками для предотвращения защемления резьбы) и удерживайте его напротив ленточно-шлифовального станка или шлифовального станка до тех пор, пока не будет получена плоская поверхность, примерно на 1/3 высоты резьбы.В идеале он должен сохранить свое исходное положение и выглядеть примерно так, когда вы закончите:
Другой метод более точно копирует форму коммерческих саморезов, когда вы создаете канавку на стороне винта примерно так:
Поскольку большинство винтов изготовлено из низкоуглеродистой стали, это можно сделать с помощью любой обычной треугольной иглы или напильника, или напильника Western для заточки пил. Для тех, у кого есть мини-дрель Dremel, можно использовать отрезной диск / режущий диск для выполнения аналогичной работы, но следует соблюдать осторожность, чтобы не резать слишком глубоко.
Для тех, у кого есть мини-дрель Dremel, можно использовать отрезной диск / режущий диск для выполнения аналогичной работы, но следует соблюдать осторожность, чтобы не резать слишком глубоко.
После модификации любым из этих способов винт обычно (не всегда) можно вбить и оставить там в качестве крепежа без какого-либо ущерба для удерживающей способности. Но в качестве альтернативы один винт можно использовать повторно, то есть использовать в качестве резьбонарезного инструмента. После поездки домой его можно вывернуть из отверстия и вбить на его место немодифицированный винт того же типа; поэтому в разумных пределах эта модификация может потребоваться только один раз для каждого типа винта для любого проекта.
Примечание: , вероятно, лучше не пытаться переделывать латунные винты, вероятно, они будут недостаточно прочными, чтобы выдержать нагрузку, и они могут легко сломаться пополам, когда их забивают в дерево.
Когда я собирал изображения для этого ответа, я обнаружил, что неудивительно, что в этом совете нет ничего нового. Вот упоминание об этом в Popular Mechanics от ноября 1923 года:
Вот упоминание об этом в Popular Mechanics от ноября 1923 года:
Дополнительная точка — нарезание резьбовых отверстий
Аналогичный процесс фактически может быть использован для всего с резьбой , чтобы вы могли нарезать резьбу в просверленном отверстии подходящего диаметра. Конечно, это можно сделать с помощью болтов, но только длина стержня с резьбой (включая стержень с прямой резьбой, который обычно используется в тисках) может быть изменена таким же образом, чтобы нарезать резку по дереву и другим более мягким материалам, таким как используемые более твердые пластмассы. для некоторых приспособлений и аксессуаров, а также алюминия.
Хотя некоторые современные руководства предлагают шлифовать значительные канавки по длине вашего болта / стержня с резьбой, гораздо проще и легче напилить, отшлифовать или отшлифовать 2-4 фаски на нижней части болта или стержня с резьбой, как в любом из эти примеры:
[Как сделать] Удаление сломанного болта с помощью набора для метчиков и штампов (обновлено: март 2021 г.
 )
)Если вы работали на старых машинах, вы знаете , как головки могут отламываться от , когда вы изо всех сил пытаетесь открутить его.
Это кошмар! Вы просто не можете оторвать болт. Нет головы !
Большинство людей оказываются в таком затруднительном положении, не знают, что делать дальше. .
Конечно, вы взяли с собой свои наборы инструментов, но при нынешних обстоятельствах ничего не может работать. Нет абсолютно никакой возможности отвинтить болт .
Как бы вы выбрались из этого исправления? Не волнуйтесь — есть под рукой — метчик и плашка.
Возможно, вы пытаетесь определить следующий порядок действий ; возможно, вы даже часами придумывали DIY из того, что у вас есть, но так и не пришли к решению.
Вы всегда получите правильный результат с помощью метчика и штампа , что даст вам возможность продолжить работу.
Какие инструменты вам нужны?
У вас должна быть правильная передача для безупречной работы ; поэтому вы можете подумать о возвращении в свой магазин. Однако некоторые из этих инструментов легко доступны, и вам не нужно ломать ногу, чтобы поставить их на место.
Эти материалы:
- Карандаш и бумага: это один из основных инженерных инструментов, который нельзя пропустить.Вам понадобится где-нибудь набросок того, что вы хотите.
- Динамометрический ключ или отвертка
- Набор метчиков и плашек со сверлами соответствующего размера
- Многоскоростная дрель, которую также можно использовать как отвертку
- Соответствующий набор сверл или штамповочное сверло разных размеров
- Отвертка
- Винт или болт нужного размера
Другие альтернативы, которые вы можете использовать
Если у вас нет доступа ко всем этим инструментам, вы можете заняться своими руками, поскольку в вашем распоряжении есть несколько других вариантов. Extractor Method — один из лучших. Все, что вам нужно, это дрель и сверло, бит для удаления шурупов, Т-образная рукоятка и хомут.
Extractor Method — один из лучших. Все, что вам нужно, это дрель и сверло, бит для удаления шурупов, Т-образная рукоятка и хомут.
Здесь вы собираетесь просверлить отверстие в поврежденном винте, используя сверло Powder Drill и подходящее сверло размером . Убедитесь, что диаметр пропорционален экстрактору, который вы будете использовать.
Затем воспользуйтесь экстрактором и другими инструментами, чтобы удалить сломанный болт. Вы также можете нагреть область бутаном или пропаном для расширения металлов.Затем вы можете взять смолу и нагреть область несколько раз, чтобы немного размешать.
Несмотря на то, что этот метод прост и нетехнический, он довольно инвазивен , так как может сильно повлиять на окружающую область.
Другой вариант, который вы можете применить, — это надеть гайку с шайбой на заглушку, а затем приварить гайку к шайбе . Конечно, если все остальное не поможет, вы можете полностью разобраться в этом.
Конечно, если все остальное не поможет, вы можете полностью разобраться в этом.
Как удалить сломанный болт 4 разными способами:
Как использовать метчик и матрицу, чтобы удалить сломанный болт
Использовать этот набор инструментов так же просто, и вы, вероятно, разбираетесь в инструментах — у вас не будет трудностей.Однако выполнение соответствующих шагов составляет неотъемлемой частью идеального решения .
Как пользоваться набором для штамповки и штамповки читайте здесь.
Определите размер винта или болта
Ручкой запишите размеры болта или винта , с которыми вы собираетесь работать в процессе. Вам нужно будет вспомнить подходящий размер штампа, который вам понадобится.
Наиболее частые случаи, с которыми сталкиваются люди, — это поврежденных винтов и снятых болтов из-за чрезмерной затяжки или перекрещивания резьбы.
Высверлить винт
Пришло время начать высверливание поврежденного винта или болта с помощью многоразмерного сверла. Лучше использовать самое тонкое сверло , чтобы оно могло проткнуть перетянутый винт или болт постепенно, не вызывая дальнейших повреждений.
Среди имеющихся у вас сверл выберите то, которое находится чуть ниже того, от которого вы пытаетесь избавиться. Вставьте его в сверло, а затем медленно просверлите его в отверстие , которое вы уже создали.Нажимайте на нее, пока она не войдет в отверстие наполовину.
Избавьтесь от винта с помощью штампа
Возьмите метчик — набор штампов и возьмите набор инструментов для штампов. Убедитесь, что вы можете хорошо втиснуть его в только что созданную дыру. Здесь вам понадобится смазка WD-40 , чтобы облегчить снятие болта или винта.
Расположите углубление для штампа и убедитесь в достаточном контакте. Если вы купили хороший набор инструментов, вы обнаружите более легкое время.
Если вы купили хороший набор инструментов, вы обнаружите более легкое время.
Очистите болт / винт с поперечной резьбой
Удалите винт подходящего размера из набора штампов и штампов, вставьте его в отвертку, пока чистите резьбу смазкой WD-40. При необходимости можно использовать другую смазку.
Поместите правый болт или размер винта
Теперь, когда вы прикручиваете или прикручиваете — отверстие теперь свободное и чистое; можно поставить еще один болт или винт. Убедитесь, что вы хорошо затянули его , чтобы избежать ненужного давления — держите его вручную.
Затяните винт с точностью
С помощью подходящего гаечного ключа или отвертки затяните его в соответствии с идеальными характеристиками .
Удаление сломанного / отломанного винта или болта // Съемники винтов:
Вот и все — больше ничего нет; теперь вы свободны от забот. Убедитесь, что вы выполняете каждый шаг осторожно для получения правильных результатов, а — для экономии времени и ресурсов. .
Убедитесь, что вы выполняете каждый шаг осторожно для получения правильных результатов, а — для экономии времени и ресурсов. .
Вы не хотели бы создавать дополнительные проблемы помимо того, что у вас есть сейчас.Вам понравился урок? Не стесняйтесь делиться. Ваш отзыв важен , оставьте комментарий ниже вашего отзыва.
Как удалить сломанный болт и отремонтировать поврежденную резьбу
Мало что беспокоит нас больше, чем недоумение из-за сломанного болта или заедания заглушки в отливке. Вы не знаете, как избавиться от проклятой вещи. Это когда вам нужно сбавить скорость и найти лучший способ избавиться от него, не повредив при этом отливку.
Почему болты выходят из строя? Болты и винты отламываются из-за ослабления крепежа или из-за коррозии крепежного элемента заедание в отливке. Когда вы работаете со стальными крепежными деталями или железными заглушками для труб в алюминиевых отливках, основной причиной проблем в большинстве случаев является коррозия разнородных металлов (гальваническая коррозия). Гальваническая коррозия — это когда два очень разных металла плохо взаимодействуют друг с другом. Вот почему важно смазать резьбу болтов и трубных заглушек во время сборки, чтобы предотвратить проблемы в будущем.
Гальваническая коррозия — это когда два очень разных металла плохо взаимодействуют друг с другом. Вот почему важно смазать резьбу болтов и трубных заглушек во время сборки, чтобы предотвратить проблемы в будущем.
Что вызывает гальваническую коррозию крепежных деталей, заглушек и отливок? В сухих условиях вероятность гальванической коррозии снижается. Когда условия становятся влажными, вежливость между разнородными металлами теряется. Такие жидкости, как вода и кислота, служат электролитами для создания электрохимической реакции между разнородными металлами. Соленый воздух — еще одна причина, и он вызывает сильную коррозию. Электроны начинают свой путь от одного металла к другому, и металлы начинают разрушаться. Когда застежка и отливка скреплялись вместе в течение многих лет и подвергались воздействию элементов, отказ застежки неизбежен.
Также возникают проблемы со стрессом, связанные с застежками, потому что они длительное время находятся под значительным натяжением. Коррозия под напряжением возникает в результате воздействия атмосферы, нагрузки, растяжения и циклической усталости. Компоненты двигателя, трансмиссии и шасси подвергаются экстремальным нагрузкам и, как следствие, циклической усталости. Это еще одна причина, по которой болты и винты выходят из строя и ломаются. Крепежные детали двигателя, в качестве яркого примера, подвергаются огромным нагрузкам и циклическим изменениям температуры. Вот почему они склонны к сбоям в некоторых приложениях.
Компоненты двигателя, трансмиссии и шасси подвергаются экстремальным нагрузкам и, как следствие, циклической усталости. Это еще одна причина, по которой болты и винты выходят из строя и ломаются. Крепежные детали двигателя, в качестве яркого примера, подвергаются огромным нагрузкам и циклическим изменениям температуры. Вот почему они склонны к сбоям в некоторых приложениях.
Мы всегда можем сделать многое, чтобы предотвратить выход из строя крепежа, проведя правильную установку с самого начала. Резьбы болтов следует смазывать во время установки, чтобы снизить напряжение и получить точные показания крутящего момента. При установке крепежа всегда следует использовать смазку для болтов ARP, потому что она дает правильные значения крутящего момента без нагрузки на крепеж.
Извлечение болта, винта и заглушки не должно быть трудным, если вы проявите терпение и тщательно продумаете процесс. Если крепеж или заглушку невозможно выбить пробойником или зубилом, вам придется высверливать его поэтапно, пока не удастся удалить с помощью экстрактора. Иногда необходимо нагреть область вокруг застежки или заглушки, что приведет к ее расширению и ослаблению. Пропитывание области проникающей смазкой на несколько дней вперед дает некоторую надежду и снижает вероятность поломки.
Иногда необходимо нагреть область вокруг застежки или заглушки, что приведет к ее расширению и ослаблению. Пропитывание области проникающей смазкой на несколько дней вперед дает некоторую надежду и снижает вероятность поломки.
Ремонт резьбы
Что происходит, когда сломанный болт или извлечение винта превращаются в резьбу, поврежденную без возможности ремонта? Поврежденную резьбу иногда можно прогнать и очистить с помощью нарезки резьбы или метчика. Когда они настолько сильно повреждены, что их невозможно очистить, ваш единственный выбор — высверлить их и заменить на вставку Heli-Coil или Time-Sert.Эти резьбовые вставки отличаются как удобством, так и стоимостью. Вставка Heli-Coil является более доступной из двух, и ее легче найти. Time-Sert — невероятное нововведение и, следовательно, более дорогое. Оба типа ремонта резьбы доступны в Summit Racing Equipment.
При ремонте или замене резьбы проявите терпение. Убедитесь, что вы используете сверло подходящего размера для поврежденного отверстия. Сверло должно быть параллельно отверстию. В качестве направляющей можно использовать линейку или прецизионный стальной блок, не говоря уже о сверлильном станке и тисках, если деталь можно снять с автомобиля.Всегда проверяйте точность перед началом сверления. Сделайте это неправильно, и ваши проблемы только начинаются.
Сверло должно быть параллельно отверстию. В качестве направляющей можно использовать линейку или прецизионный стальной блок, не говоря уже о сверлильном станке и тисках, если деталь можно снять с автомобиля.Всегда проверяйте точность перед началом сверления. Сделайте это неправильно, и ваши проблемы только начинаются.
После высверливания поврежденной резьбы удалите из отверстия весь мусор. Когда вы надеваете метчик Heli-Coil подходящего размера, смажьте резьбу пенетрантом Permatex Fast Break Super Penetrant и медленно запустите метчик. Сделайте полный оборот краном и медленно поверните его на пол-оборота, чтобы удалить мусор. Продолжайте вращать метчик до тех пор, пока резьба не будет обрезана на всю глубину отверстия. Промойте отверстие очистителем тормозов и дайте ему высохнуть.
Вставка Heli-Coil ввинчивается в резьбу до упора. Рекомендуется использовать Permatex Threadlocker на внешнем диаметре вставки Heli-Coil для обеспечения безопасности. Как только Heli-Coil встанет на место, отломите хвостовик, и вы готовы к сборке.
2/32
1. Насколько легко выйдет сломанный болт или винт, зависит от того, почему он сломался.Если поломка болта произошла из-за разрушения материала, остатки должны быть легко удалены с помощью долота или пробойника, как показано на рисунке.
3/32
2. Когда болт застревает в отливке или поковке, вам придется его высверлить. Извлечение болта начинается с небольшой отметки пилотного сверла для центрирования сверла и съемника болтов.
4/32
3. В идеале вы будете использовать титановое сверло для врезания в крепеж. Сверлите на низкой скорости с умеренным давлением и дайте сверлу сделать свою работу. Для начала мы начали бурение с помощью долота 1/8 дюйма.
Сверлите на низкой скорости с умеренным давлением и дайте сверлу сделать свою работу. Для начала мы начали бурение с помощью долота 1/8 дюйма.
5/32
4. Ваше сверло должно постепенно увеличиваться в размерах, пока вы не достигнете полного диаметра болта, не повреждая резьбу болта.
6/32
5. Это все, что вам нужно. У нас не получилось поставить отверстие для экстрактора в мертвую точку, как хотелось бы. Когда мы начали, проклятая штука выглядела сосредоточенной.
7/32
6. Съемник болтов — это инструмент для грубой резьбы с левой резьбой, который вкручивается в отверстие, как показано. Осторожно поверните против часовой стрелки и попытайтесь удалить сломанный фиксатор. Вы не хотите сломать съемник в креплении, потому что вы никогда не сможете высверлить два. Если экстрактору требуется большое усилие для поворота, нагрейте область вокруг болта и повторите попытку.
Осторожно поверните против часовой стрелки и попытайтесь удалить сломанный фиксатор. Вы не хотите сломать съемник в креплении, потому что вы никогда не сможете высверлить два. Если экстрактору требуется большое усилие для поворота, нагрейте область вокруг болта и повторите попытку.
8/32
7. Нам удалось вытащить застежку и намотать чистую резьбу.
9/32
8. Это очиститель ниток, иногда называемый нарезчиком ниток.Используя проникающую смазку, введите ее в отверстие для болта и вращайте взад и вперед, пока он не повернется плавно.
10/32
9. Мы решили прогнать все отверстия под болты в этом коленчатом валу LS, чтобы обеспечить чистоту. Рекомендуется вырезать все отверстия под болты в данной установке, а затем использовать смазку для резьбы в качестве профилактической меры.
Мы решили прогнать все отверстия под болты в этом коленчатом валу LS, чтобы обеспечить чистоту. Рекомендуется вырезать все отверстия под болты в данной установке, а затем использовать смазку для резьбы в качестве профилактической меры.
11/32
10. Протяните очиститель / нарезчик нити до упора в отверстие и проведите им вперед и назад. Промойте отверстие очистителем тормозов. Нанесите противозадирную смазку на резьбу болтов.
12/32
11. Отверстия для свечей зажигания могут быть проблематичными, особенно в алюминиевых головках цилиндров. Всякий раз, когда вам нужно вычистить отверстия для свечей зажигания, используйте проникающую смазку и убедитесь, что поршень находится около верхней мертвой точки, чтобы предотвратить повреждение стенок цилиндра.
13/32
12. Перемещайте нарезчик / очиститель нити вперед и назад, пока он не начнет плавно вращаться.Продуть отверстие свечи зажигания сжатым воздухом, используя средства защиты глаз и лица. В идеале у вас должен быть открыт выпускной клапан, чтобы позволить любому мусору выйти.
14/32
13. Не тратьте деньги на дешевые сверла. Потратьте деньги и сделайте выбор в пользу сверл из титана или кобальта, которые более твердые, с покрытием и прослужат вам меньше денег.А во время сверления запускайте дрель на малой скорости, используя смазку с хорошей проникающей способностью. Держите сверла заостренными, чтобы вы могли использовать их снова и снова.
15/32
14. Набор для извлечения болтов для автомобильных инструментов OEM от Summit Racing Equipment предлагает вам различные размеры для широкого спектра применений, с которыми вы можете столкнуться.В комплект для удаления болтов входят пять правосторонних кобальтовых сверл механической длины и пять левосторонних экстракторов из хромомолибдена. Это все, что вам понадобится для большинства способов извлечения застежек.
16/32
15. Summit Racing Equipment предлагает широкий выбор вариантов извлечения болтов, включая Bust-N-Out (PN SUM-902-375) для 3/8 дюйма, 16, 24 и M10.Summit предлагает множество других размеров.
17/32
16. Более сложной задачей, чем извлечение болта, является удаление стальной трубной заглушки в алюминиевой отливке, что является кошмаром коррозии. Снять металлическую заглушку с алюминиевой отливки практически невозможно. У нас проблемы, потому что мы ввинчиваем железную трубную заглушку прямо в алюминий, который со временем подвергается коррозии и заедает.Удаление начинается с просверливания пилотного отверстия диаметром 1/8 дюйма.
Более сложной задачей, чем извлечение болта, является удаление стальной трубной заглушки в алюминиевой отливке, что является кошмаром коррозии. Снять металлическую заглушку с алюминиевой отливки практически невозможно. У нас проблемы, потому что мы ввинчиваем железную трубную заглушку прямо в алюминий, который со временем подвергается коррозии и заедает.Удаление начинается с просверливания пилотного отверстия диаметром 1/8 дюйма.
18/32
17. Более крупное 5 / 16- или 3/8-дюймовое долото используется рядом, чтобы приблизить отверстие для извлечения к внешнему диаметру плунжера. Цель состоит в том, чтобы ослабить пробку для облегчения извлечения. И слово мудрым: никогда не используйте заглушки для труб из чугуна или алюминия.Используйте латунь. Оберните нити тефлоновой лентой в качестве защитного барьера.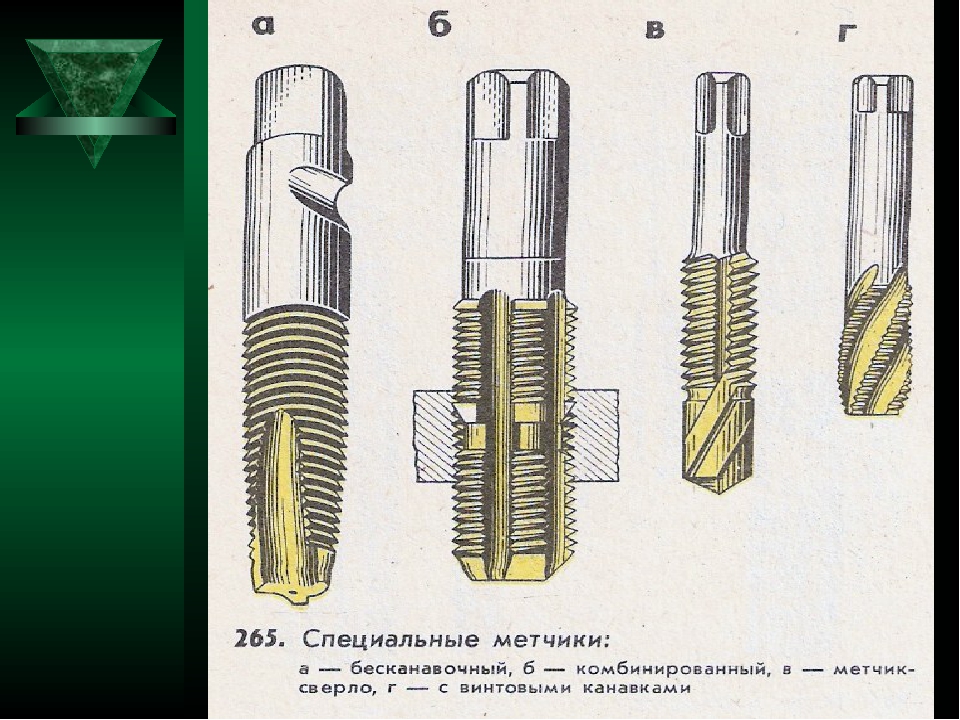
19/32
18. Алюминиевая отливка нагревается вокруг заглушки, чтобы алюминий расширялся вокруг заглушки. Однако вы должны быть очень осторожны с теплом и не использовать его слишком много. Если его слишком много, можно исказить и даже расплавить алюминий.Прикрепите тепло и поверните экстрактор против часовой стрелки.
20/32
19. Упорная заглушка трубы обрабатывается сухим льдом после нагрева окружающего пространства горелкой. Чрезвычайно холодный сухой лед заставляет трубную заглушку сжиматься в отверстии.
21/32
20. Когда трубная заглушка просверлена почти до ее внешнего диаметра, стенка достаточно ослаблена, чтобы вынуть заглушку. Пришло время изучить все резьбовые отверстия и отверстия под болты в отливке. Используйте тефлоновую ленту или герметик на заглушках во время установки.
Когда трубная заглушка просверлена почти до ее внешнего диаметра, стенка достаточно ослаблена, чтобы вынуть заглушку. Пришло время изучить все резьбовые отверстия и отверстия под болты в отливке. Используйте тефлоновую ленту или герметик на заглушках во время установки.
22/32
21. Набор для извлечения трубных ниппелей Warrior от Harbour Freight разработан для отделения трубных ниппелей от литых деталей и фитингов без трещин, царапин и царапин.Эти высококачественные экстракторы трубных ниппелей изготовлены из прочной термообработанной стали и оцинкованы. Держите их под рукой на случай чрезвычайных ситуаций в выходные дни.
23/32
22. Набор для извлечения болтов, состоящий из пяти частей, с помощью инструмента Performance Tool от Summit Racing для удаления застрявших гаек и болтов с чугунных и алюминиевых отливок. Что заставляет эти экстракторы работать так хорошо, так это захватывающие внутренние поверхности, которые удаляют ржавые, закругленные или окрашенные гайки и болты независимо от размера. Эти высококачественные розетки изготовлены из хромомолибденовой стали.
Что заставляет эти экстракторы работать так хорошо, так это захватывающие внутренние поверхности, которые удаляют ржавые, закругленные или окрашенные гайки и болты независимо от размера. Эти высококачественные розетки изготовлены из хромомолибденовой стали.
24/32
23. Вставки Heli-Coil от Summit Racing Equipment являются отраслевым стандартом для восстановления резьбы, потому что эти резьбовые вставки работают с любыми материалами: алюминием, магнием, чугуном, бронзой и многими другими.Поврежденную резьбу можно восстановить до состояния, отличного от нового, в отверстиях для свечей зажигания, впускных отверстиях для топлива карбюратора, литых деталях трансмиссии и двигателя, маслосливных пробках, выпускных и впускных коллекторах, головках цилиндров, тормозных суппортах и компонентах подвески.
25/32
24. Мы были в Burbank Speed & Machine, собирая 489ci большой блок Chevy, когда процесс затяжки головки превратился в обрыв резьбы в отверстии под болт мокрой платформы.Дэйв Акард из Burbank Speed осмотрел отверстие и пришел к выводу, что его нужно быстро исправить с помощью вставки Heli-Coil. У Дэйва также был комплект Time-Sert, который является даже лучшим решением, потому что резьбовые вставки представляют собой цельные детали, которые ввинчиваются в существующее отверстие под болт.
Мы были в Burbank Speed & Machine, собирая 489ci большой блок Chevy, когда процесс затяжки головки превратился в обрыв резьбы в отверстии под болт мокрой платформы.Дэйв Акард из Burbank Speed осмотрел отверстие и пришел к выводу, что его нужно быстро исправить с помощью вставки Heli-Coil. У Дэйва также был комплект Time-Sert, который является даже лучшим решением, потому что резьбовые вставки представляют собой цельные детали, которые ввинчиваются в существующее отверстие под болт.
26/32
25. Дэйв взял титановое сверло 1/2 дюйма и очистил отверстие, чтобы подготовить его для нарезания резьбы и вставки Heli-Coil.Дэйв проявляет терпение и аккуратность при сверлении поврежденного отверстия под болт. Установите сверло параллельно отверстию и медленно высверлите поврежденную резьбу.
27/32
26. Просверлив отверстие под болт, Дэйв прикладывает к отверстию отрицательное давление (вакуум), чтобы извлечь мусор. Сжатый воздух тоже эффективен.Используйте средства защиты лица и глаз.
28/32
27. Дэйв нанес небольшое количество проникающей смазки на метчик Heli-Coil и нарезает новую резьбу в железной деке. Он использует прецизионный стальной блок, чтобы проверить правильность положения метчика. Метчик заворачивается на один полный оборот и откручивается на пол-оборота, чтобы удалить мусор.В конце концов Дэйв доводит кран до упора и отступает.
29/32
28. Это подходящая резьбовая вставка Heli-Coil, которая будет ввинчиваться в резьбовое отверстие до тех пор, пока она не окажется чуть ниже колодки. Инструмент для установки Heli-Coil захватывает хвостовик (здесь не виден) и ввинчивает вставку в резьбовое отверстие.После посадки хвостовик отламывается, открывая отверстие для болта. Вы можете использовать Threadlocker Permatex на внешних потоках для дополнительной безопасности.
Инструмент для установки Heli-Coil захватывает хвостовик (здесь не виден) и ввинчивает вставку в резьбовое отверстие.После посадки хвостовик отламывается, открывая отверстие для болта. Вы можете использовать Threadlocker Permatex на внешних потоках для дополнительной безопасности.
30/32
29. Резьбовая вставка Heli-Coil ввинчивается в отверстие и спускается вниз до упора. После установки хвостовик, используемый для ввинчивания Heli-Coil, будет отломан и выброшен.Рекомендуется использовать фиксатор резьбы на внешней стороне вставки для безопасности.
31/32
30. Вставка Heli-Coil установлена, а выступ отломан, чтобы освободить место для болта с головкой. Будьте очень осторожны при установке вставки Heli-Coil. Легко перейти по теме и не узнать, что вы пропустили тему.Медленно и методично прикрутите Heli-Coil на место, затем проверьте установку с помощью болта. Если болт заедает, Heli-Coil установлен неправильно.
32/32
31. Time-Sert — еще один отличный вариант ремонта резьбы, при котором используются не спиральные резьбовые вставки, а сплошная вставка, которая ввинчивается в резьбовое отверстие под болт.
Фотографии автора, Summit Racing Equipment, и Harbor Freight
Склад для болтов— Таблица размеров метчиков и сверл
| Метчик | Метрическое сверло | Американская дрель |
|---|---|---|
| 3 мм x 0,5 | 2,5 мм | – |
4 мм x 0. 7 7 | 3,4 мм | – |
| 5 мм x 0,8 | 4,3 мм | – |
| 6 мм x 1,0 | 5,2 мм | – |
| 7 мм x 1,0 | 6,1 мм | 15/64 « |
| 8 мм x 1.25 | 6,9 мм | 17/64 « |
| 8 мм x 1,0 | 7,1 мм | – |
| 10 мм x 1,5 | 8,7 мм | – |
| 10 мм x 1,25 | 8,9 мм | 11/32 « |
| 10 мм x 1.0 | 9,1 мм | – |
| 12 мм x 1,75 | 10,5 мм | – |
| 12 мм x 1,5 | 10,7 мм | 27/64 « |
| 14 мм x 2,0 | 12,2 мм | – |
14 мм x 1. 5 5 | 12,7 мм | – |
| 16 мм x 2,0 | 14,2 мм | 35/64 « |
| 16 мм x 1,5 | 14,7 мм | – |
| Размеры сверл рассчитаны на глубину резьбы 75%. | ||
Как самостоятельно удалить сломанный болт
Фото: istockphoto.com
Теоретически металлические болты — крепежные детали с головками и наружной резьбой, которые подходят к подходящим неконусным гайкам — можно снимать и даже снова прикреплять по мере необходимости. К сожалению, при чрезмерном затягивании или ином принуждении болты могут заедать и ломаться, что затрудняет их удаление. Не знаете, как удалить сломанный болт, прежде чем продолжить строительство дома или палубу? С помощью правильного снаряжения и техники сломанный болт можно успешно извлечь, чтобы вставить новый.
Фото: istockphoto.com
ШАГ 1: Забейте кернером середину сломанного болта.Поместите кернер как можно ближе к середине сломанного болта. Ударьте по нему молотком прямо, чтобы создать отправную точку для сверления пилотного отверстия. Точное пилотное отверстие очень важно, чтобы не повредить резьбу сломанного болта при его извлечении. Если резьба на болте или отверстии под болт повреждена, снятие болта может стать невозможным.Кроме того, если резьба в отверстии для болта повреждена, вы не сможете использовать новый болт после извлечения старого.
ШАГ 2: Медленно используйте левое сверло для создания пилотного отверстия. Сверьтесь с таблицей на вашем комплекте для извлечения, чтобы выбрать левое сверло подходящего размера (также называемое «обратным сверлом»), чтобы проделать пилотное отверстие в этом сломанном болте. В отличие от традиционных сверл, которые считаются правыми и имеют резьбу по часовой стрелке, левые биты имеют резьбу против часовой стрелки. Это обеспечивает лучший прикус, когда вы используете сверло в обратном направлении, чтобы удалить застежку.
Это обеспечивает лучший прикус, когда вы используете сверло в обратном направлении, чтобы удалить застежку.
Совет для профессионалов: Если вы подбираете комплект для работы, инвестируйте в качество; последнее, что вам нужно, — это дешевая поломка бит во время этого процесса.
Установите сверло на задний ход и на как можно меньшую скорость (в идеале 20 об / мин) и вставьте левое сверло. Крутящий момент сверления в обратном направлении (т. Е. Против часовой стрелки) предотвратит дальнейшую затяжку резьбы на болте.Теперь поместите сверло на сделанную вами отметку перфорации и, надежно удерживая сверло, медленно просверлите в обратном направлении небольшое пилотное отверстие в болте глубиной около дюйма.
Будем надеяться, что обратное сверление пилотного отверстия ослабит болт настолько, чтобы можно было использовать плоскогубцы для тисков для извлечения болта. Помните, что «правый-плотный, левый-свободный» — поверните болт влево (против часовой стрелки), чтобы удалить его. Если болт вообще не откручивался, переходите к шагу 3 для извлечения.
Если болт вообще не откручивался, переходите к шагу 3 для извлечения.
Для прочно закрепившегося болта вам понадобится насадка для извлечения. Найдите в таблице вашего комплекта для демонтажа биту подходящего размера для размера болта. Сверло для извлечения также является левым сверлом (но с другим назначением), поэтому вы продолжите использовать настройку обратного сверления. Замените первое сверло на сверло для извлечения в вашем сверле, вставьте его в пилотное отверстие и очень осторожно постучите по сверлу и сверлу, аккуратно вставив его на место с помощью молотка.
ШАГ 4: Медленно переверните обратное сверление, чтобы удалить сломанный болт. Продолжая использовать очень медленную настройку обратного сверления, например, 20 об / мин, начните сверление пилотного отверстия. Здесь решающее значение имеет медленный и мягкий ход: сверло, скорее всего, сделано из закаленной стали, и если оно сломается во время этого процесса, вы столкнетесь с еще более сложным извлечением. Сломанный болт должен вскоре «схватиться» за долото для извлечения при обратном бурении и начать извлечение. Продолжайте медленно и равномерно, пока весь болт не будет полностью извлечен, в идеале сохраняя резьбу, чтобы вы могли вставить новый болт.Уф!
Сломанный болт должен вскоре «схватиться» за долото для извлечения при обратном бурении и начать извлечение. Продолжайте медленно и равномерно, пока весь болт не будет полностью извлечен, в идеале сохраняя резьбу, чтобы вы могли вставить новый болт.Уф!
Любую металлическую стружку или опилку, оставшуюся в резьбовом отверстии, необходимо удалить перед установкой нового болта. Установите мощный магнит над отверстием, чтобы притягивать незакрепленные биты, или используйте сжатый воздух, чтобы очистить резьбу. Не пропускайте этот шаг, иначе новый болт может заклинить или оторваться.
Испытанный и проверенный метод, который вы только что изучили, должен безопасно удалить любой сломанный болт, гарантируя, что вы сможете позже повторно использовать отверстие для вставки нового.В противном случае обратитесь в местную сварочную мастерскую, у которой должны быть необходимые навыки и инструменты для удаления сломанного болта.