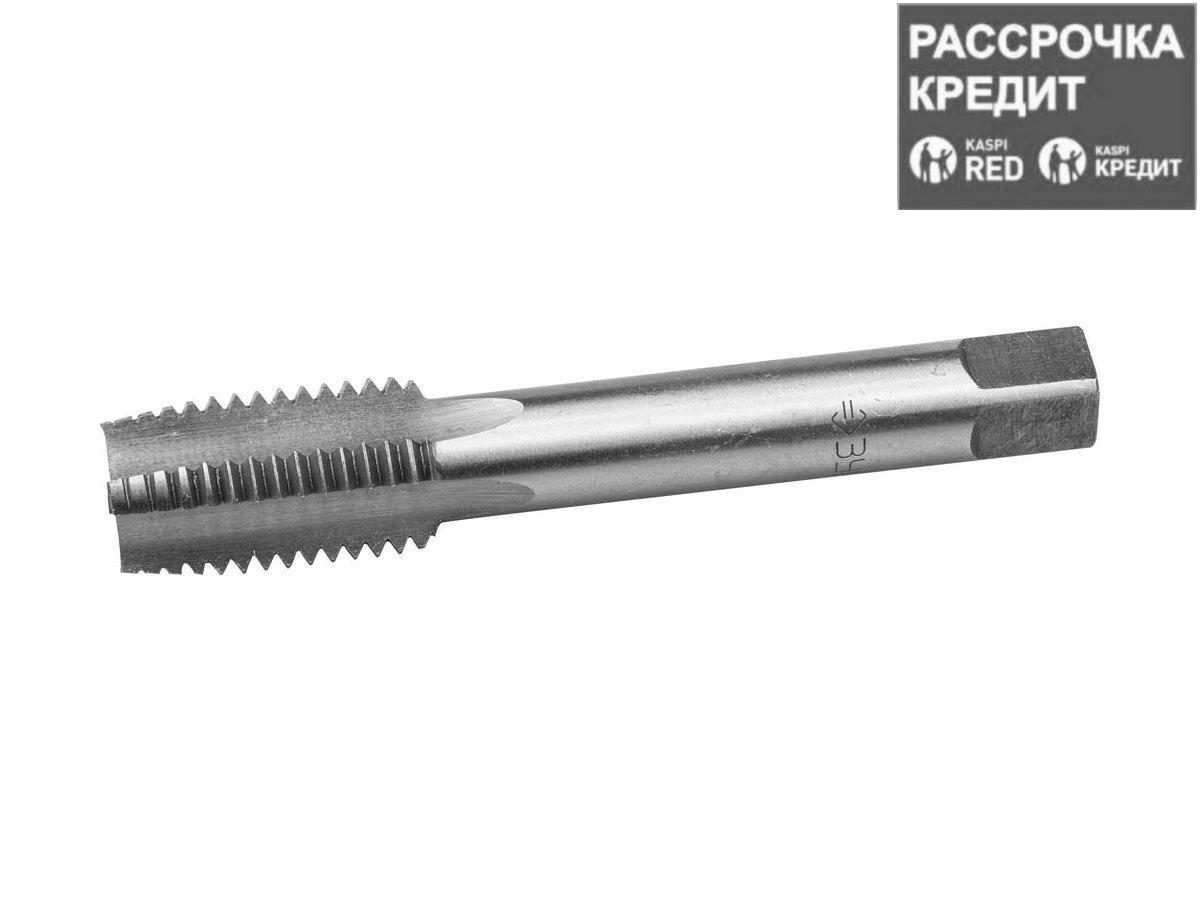
Метчики для нарезания резьбы (STAMO) | Метрический метчик – это устройство для нарезания внутренней метрической резьбы основного шаг в сквозных и глухих отверстиях. В спецификациях такие метчики фигурируют с буквенным обозначением «M» и числом после него. Метчики M измеряются в миллиметрах (в отличие от дюймовых, размер которых записывается в дюймах). Соответственно маркировка «Метчик M8» говорит о том, что размер резьбы, то есть ее диаметр, будет составлять 8 мм. Метрические метчики имеют размер угла резьбы в профиль, равный 60°.
СтраницыШаг резьбыШаг резьбы метчиков M – это расстояние между двумя соседними вершинами углов резьбы в профиль. Помимо основного шага, метчики M имеют и дополнительные шаги, которые всегда меньше основного. То есть метчик M10 с основным шагом резьбы 1,5 возможен в вариациях с шагом 1 и даже 0,75.
Метрические метчики от НПО СТАМОСтандартные размеры резьб начинаются с двух миллиметров, однако СТАМО выпускает метчики под заказ с диаметром резьбы от 1,2 до 160 мм. Накопленный производственный опыт позволяет выполнять заказы по техническому заданию или чертежам заказчика с нестандартными параметрами. Также возможно нанесение особого покрытия на изделия, представленные в каталоге, и на метчики M, созданные под заказ. Таблица соответствия диаметра и шага резьбы метчиков M:
|

 00
00 00
00 00
00 00
00 00
00 50
50 00
00 00
00 50
50 00
00 00
00 00
00 00
00 00
00 00
00 00
00 00
00 00
00 50
50 00
00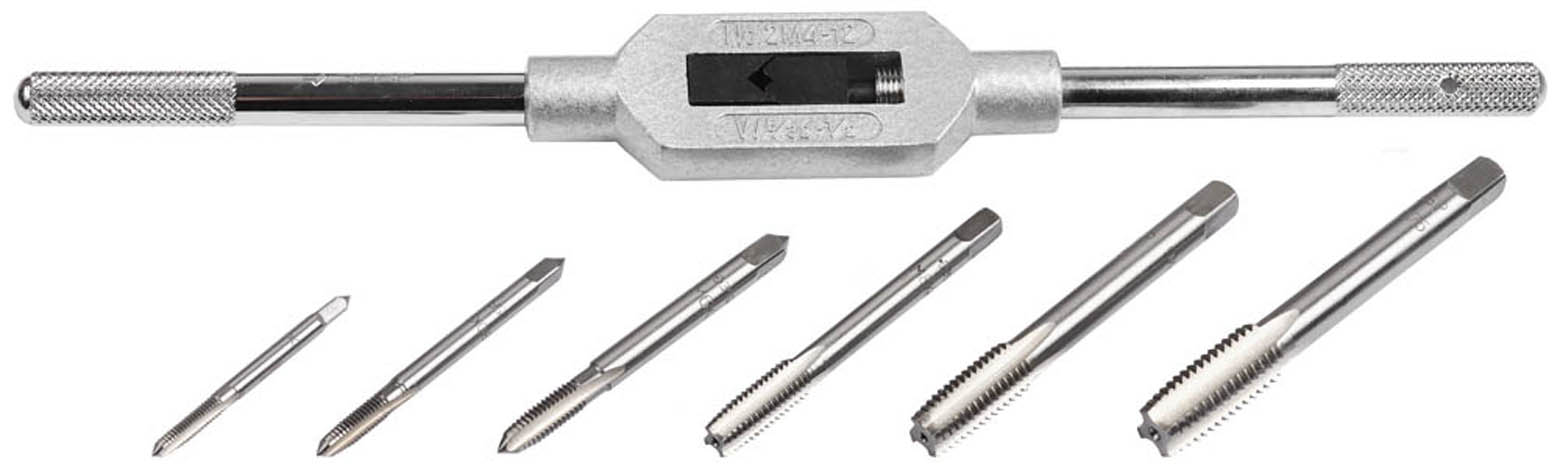 50
50 00
00 00
00 00
00 Шаг резьбы может быть мелким или крупным, но каждому размеру метчика соответствует только один основной шаг. Чем больше диаметр резьбы, тем больше ее шаг.
Шаг резьбы может быть мелким или крупным, но каждому размеру метчика соответствует только один основной шаг. Чем больше диаметр резьбы, тем больше ее шаг. 45
45 5
5Метчик для нарезки резьбы: виды, конструктивные особенности
Резьбовые соединения являются самыми надежными из разъемных соединений. Впервые были применены в античности, и с тех пор заметно усовершенствовались. До изобретения токарно-винторезного станка в 17 веке каждая пара «болт-гайка» изготавливалась индивидуально, они не были взаимозаменяемыми. В 19 веке, во время развития железных дорог в Англии, изобретатель сэр Джозефа Уитворта предложил и внедрил стандарт нарезки резьбы, носящий с тех пор его имя. Для нарезки внешней резьбы используют токарно-винторезный станок или специальные плашки, для нарезки внутренней резьбы применяют метчики – разновидность фрез.
В 19 веке, во время развития железных дорог в Англии, изобретатель сэр Джозефа Уитворта предложил и внедрил стандарт нарезки резьбы, носящий с тех пор его имя. Для нарезки внешней резьбы используют токарно-винторезный станок или специальные плашки, для нарезки внутренней резьбы применяют метчики – разновидность фрез.
- Разновидности метчиков
- Метчик для нарезки резьбы
Конструктивные особенности
Вначале внутреннюю резьбу нарезали нехитрыми приспособлениями в виде заточенного под конус четырехгранного стержня. На коническом конце выпиливали режущие зубы, которые при завинчивании стержня в отверстие процарапывали в нем резью. В ходе дальнейших усовершенствований у метчика появился положительный передний угол, канавки для выброса стружки и лучшее соответствие режущих кромок профилю резьбы.
Устройство метчикаВ современном метчике присутствуют следующие обязательные конструктивные элементы:
- Головная (или заборная) часть в форме пологого конуса, служащая для начала формирования профиля резьбы.

- Некоторое число (2-6) боковых канавок, обеспечивающих отведение стружки и поступление смазки (СОЖ).
- Калибрующая часть, в форме протяженного цилиндра, завершающая точное формирование профиля.
- Хвостовик, служащий для закрепления метчика в зажимном устройстве патрона или ворота.

В поперечном разрезе форма канавки обуславливается двумя ее поверхностями: фронтальной гранью режущего зубца метчика и спинкой этого зубца.
Различают канавки для стружки следующих типов:
- Однорадиусные – поперечный разрез представляет собой дугу окружности, применяются на калибровочных инструментах.
- Прямолинейные — поперечное сечение U-образное, используются для нарезки гаечной резьбы.
- Смешанные — прямолинейная передняя и дугообразная задняя. Так делают большую часть универсального инструмента.
Разновидности канавок метчика
Кроме того, канавки делятся на:
- Прямолинейные. Используются в универсальном инструменте.
- Левые спиральные. Левозаходные применяют для нарезания резьбы на проход. Стружка выталкивается в пространство перед метчиком, предохраняя, таким образом, уже сформированный профиль от повреждения.
- Правые спиральные. Правозаходными снабжают метчики для нарезания глухих отверстий, такими канавками стружка выталкивается наружу и не забивает отверстие.

Коническая форма головной части облегчает центровку метчика в отверстии и заход на нарезку первых ниток резьбы. Угол наклона конуса варьируется между 3° и 20°, конкретное значение определяют, исходя из назначения инструмента — чернового, промежуточного или чистового прохода.
Цилиндрическая часть в действительности представляет собой обратный конус с очень маленьким углом конусности . Занижение достигает 0,1 мм, это позволяет снизить трение в ходе нарезки.
- Конический метчик для нарезки резьбы
- Цилиндрический метчик для нарезки резьбы
Оновные размеры метчиков:
- шаг резьбы;
- высота профиля;
- полная высота профиля;
- наружный диаметр резьбы;
- длина заборной части;
- угол заборного конуса;
- величина затылования.

Кроме всего, инструменты делятся на метчики с левой и с правой резьбой.
Виды по назначению
По своему назначению различают следующие виды метчиков:
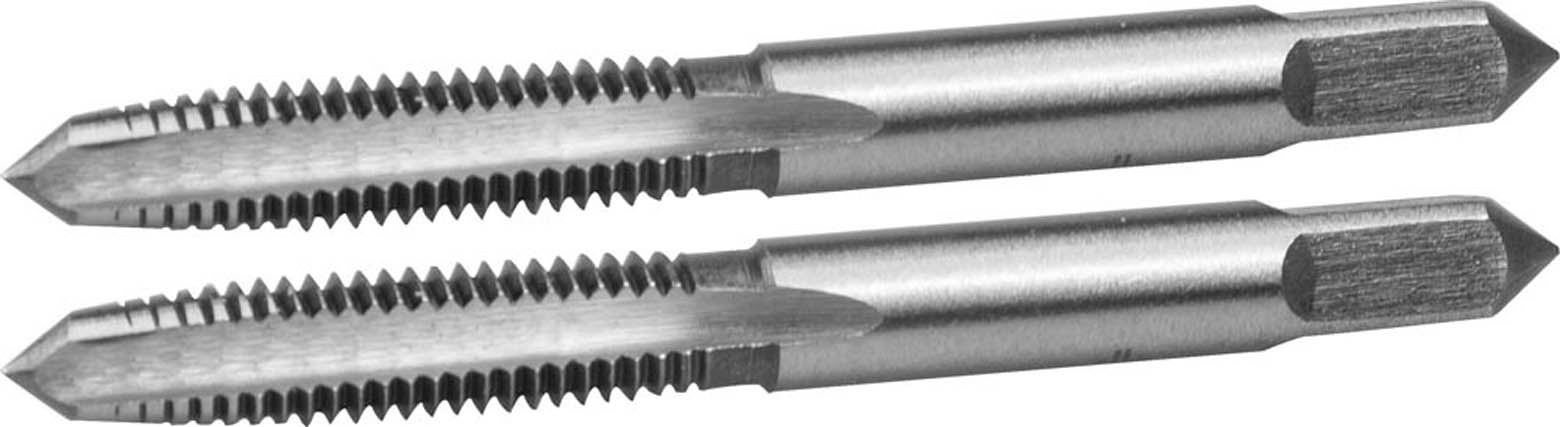
- Слесарные. Предназначены для ручного применения, имеют хвостовик квадратной формы. Они поставляются в комплекте с воротком, которым и обеспечивается вращение инструмента и нарезание резьбы. Используются в составе комплекта из двух или трех метчиков, несколько отличающихся друг от друга по диаметру. Каждый снимает с поверхности отверстия свою часть припуска. Внутри комплекта инструменты различают по числу черточек, выгравированных или отштампованных на хвостовике, самый грубый, черновой имеет одну черточку, промежуточный — две и чистовой — три.
- Машинные или машинно-ручные. Такими метчиками нарезку проводят как вручную, так с использованием оборудования. Применяются токарные, сверлильные станки или обрабатывающие центры. Отличие от слесарных, имеют более короткую заборную часть, поскольку соосность обеспечивается конструкцией станка. Выполняются из более качественной инструментальной стали, термостойкой и устойчивой к механическим нагрузкам.
- Гаечные. Предназначены для нарезки резьбы в гайках в станках-автоматах. Конструктивно отличаются более длинным хвостовиком гладкой цилиндрической формы. После прохождения резьбы гайки одна за другой перемещается на хвостовик, и ожидаются там выполнения всей серии. По окончании групповой операции хвостовик извлекается из патрона, и все гайки стряхиваются в приемный лоток.
 Выполняются из более качественной инструментальной стали, термостойкой и устойчивой к механическим нагрузкам.
Выполняются из более качественной инструментальной стали, термостойкой и устойчивой к механическим нагрузкам.- Гаечный метчик
- Слесарные метчики
Отдельно также производятся и применяются метчики дюймовые и метрические.
Виды по конструкции
Метчики сильно различаются по своей конструкции:
- Бесканавочные имеют очень короткие канавки, используются для работы с вязкими материалами: сплавами легких металлов и некоторыми низкоуглеродистыми высоколегированными сталями.
- Винтовые — канавки расположены по восходящей спирали, такими нарезают резьбу в глухих отверстиях на высокопроизводительных станках.
- Ступенчатые. Рабочая часть разделена на две зоны, первая режет, а вторая выглаживает.
- Комбинированные — перед заходной частью находится сверло, за один проход делается отверстие и нарезается в нем резьба.
- Протяжки. Служат для нарезки резьбы в проходных отверстиях с помощью токарного станка.
- С внутренней полостью для подачи СОЖ.
- Колокольного типа. Применяются при нарезке большого диаметра (до полуметра), состоят из нескольких режущих систем, закрепленных в общей оправке.

Метчики-протяжки
Существуют и другие конструкции метчиков для редких и специальных применений.
Типы нарезаемой резьбы
Для нарезания каждого типа и размера резьбы существуют свои наборы метчиков. Они не взаимозаменяемы, как и резьбовые элементы разных типов. Различают следующие основные типы:
- Метрическая. Профиль в виде равнобедренного треугольника углом у вершины 60°, все размеры профиля выражены в миллиметрах. Маркируется литерой М.
- Дюймовая. Профиль имеет более острый угол – 55°. Диаметр выражается в дюймах и их долях в виде простых дробей, а шаг – числом витков на дюйм. Некоторые маркируются литерой W(в честь Дж. Уитворта).
- Трубная. Отличается разным наклоном передней и задней части профиля для обеспечения надежности соединения и предотвращения его самопроизвольного раскручивания. Существуют как цилиндрические, так и конические трубные резьбы.
 Профиль имеет более острый угол – 55°. Диаметр выражается в дюймах и их долях в виде простых дробей, а шаг – числом витков на дюйм. Некоторые маркируются литерой W(в честь Дж. Уитворта).
Профиль имеет более острый угол – 55°. Диаметр выражается в дюймах и их долях в виде простых дробей, а шаг – числом витков на дюйм. Некоторые маркируются литерой W(в честь Дж. Уитворта).Виды резьбы
Существуют и другие типы резьбы для специальных применений
Материалы для производства метчиков
Элементы метчика испытывают большие механические и термические нагрузки, он должен быть способен за время своей эксплуатации нарезать несколько сотен, а машинный — много тысяч отверстий. Поэтому для их изготовления применяют высококачественные инструментальные стали:
- Для ручных моделей — высокоуглеродистые У10А или У 12А.
- Для машинных – быстрорежущие РМ5 и др.
- Для автоматического оборудования высокой производительности — твердосплавные с повышенной термостойкостью.

Нарезание резьбы метчиком
Кроме преимуществ в виде высокой производительности и долговечности, такие материалы имеют и один недостаток — в случае поломки метчик для нарезки резьбы невозможно высверлить.
Как правильно и без потерь инструмента нарезать резьбу вручную
Технологический процесс нарезки резьбы разбивается на несколько операций.
- Подготовка. По таблице соответствий подобрать сверло нужного диаметра и точно просверлить отверстие, не допуская увода сверла. Сверло должно быть правильно заточено, иначе материал перегреется, и прочность резьбы снизится. Отверстие зазенковать. В случае глухого отверстия дать припуск по глубине.
- Для нарезания резьбы использовать метчики только стандартных типоразмеров.
- Нарезка. Движения должны быть аккуратные и размеренные. Не пропускать номера, следует использовать последовательно все три — от грубого до финишного.
- После каждого полного оборота воротка следует давать пол-оборота в обратном направлении для скола стружки и ее выталкивания из канавок.
- Очистка. Проходные отверстия очищаются проволочным ершиком, глухие — промышленным пылесосом или потоком сжатого воздуха.
- Проверка. Закрутить в отверстие винт. Он должен заходить без перекоса и идти по резьбе плавно и без усилий.

Последовательность нарезания резьбы метчиком
В народном фольклоре существуют и другие секреты ручной нарезки, однако для получения качественной резьбы достаточно четко соблюдать вышеперечисленные
Если что-то пошло не так или что делать со сломанным метчиком
Метчик, как и любой другой инструмент, не вечен и подвержен естественному износу и старению. Чтобы это не случилось раньше времени, следует соблюдать вышеизложенные рекомендации. Самые распространенные причины, приводящие к поломке:
- Перекос.
- Слишком маленькое отверстие.
- Излишние усилия, прикладываемые к воротку.
- Несоблюдение правила обратного пол-оборота после каждого полного оборота воротка.
Сломанный метчик
Не надо торопиться, стараться прогнать резьбу побыстрее или пытаться пропустить метчик из набора. Все это обернется большим потерями времени при извлечении сломанного инструмента и при повторном прохождении резьбы.
Все это обернется большим потерями времени при извлечении сломанного инструмента и при повторном прохождении резьбы.
Как выкрутить сломанный метчик
Если вы все же нарушили рекомендации и сломали метчик — не отчаивайтесь. Несмотря на то, что высверлить обломанный метчик практически невозможно — его прочность выше прочности обычного сверла, существуют способы спасения ситуации.
- Экстрактор. Для метчиков применяется специальный экстрактор с закаленными изогнутыми тонкими шпильками, которые одним концом вводятся в канавки, а другим зажимаются в специальной цилиндрической оправке. Осторожно вращая оправку воротком, можно выкрутить пострадавший инструмент.
- Точечная сварка. К обломку приваривается L-образный стержень, за который конструкция и выкручивается пассатижами.
- Вытравливание кислотами. Выбирается кислота, сильнее действующая на материал метчика, чем на материал детали. Способ опасный и не рекомендован для применения в домашних мастерских.
- Электроискровой способ. На деталь подают минус, а плюсовым электродом контактной сварки аккуратно прикасаются к обломку. В ходе электроискрового разряда он теряет мельчайшие частицы металла в виде раскаленных брызг. Через несколько разрядов, как правило, заклинивание пропадает, и обломок можно выкрутить.
 На деталь подают минус, а плюсовым электродом контактной сварки аккуратно прикасаются к обломку. В ходе электроискрового разряда он теряет мельчайшие частицы металла в виде раскаленных брызг. Через несколько разрядов, как правило, заклинивание пропадает, и обломок можно выкрутить.
На деталь подают минус, а плюсовым электродом контактной сварки аккуратно прикасаются к обломку. В ходе электроискрового разряда он теряет мельчайшие частицы металла в виде раскаленных брызг. Через несколько разрядов, как правило, заклинивание пропадает, и обломок можно выкрутить.
Но самый лучший способ — это вовсе не ломать метчик.
Подготовка к нарезанию внутренней резьбы
Чтобы резьба нарезалась без проблем, необходимо тщательно подготовить отверстие.
Таблица соответствий диаметров сверла конкретному метчику для метрических, дюймовых, трубных и трапецеидальных резьб приведена по ссылке.
Скачать таблицу диаметров отверстий под резьбу
Сверло должно соответствовать материалу детали, быть правильно и хорошо заточено. Угол заточки должен быть не более 140°. Это позволяет избежать перегрева и невольной термообработки материала детали, приводящей к ухудшению качества резьбы.
Сверло должно быть тщательно закреплено, нужно исключить биение как сверла в патроне, так и самого патрона.
При высверливании глухих отверстий нужно тщательно контролировать глубину и обязательно дать припуск по глубине относительно заданной глубины нарезки — даже самый лучший метчик не нарежет резьбу до конца.
Потребуются следующие инструменты и принадлежности:
- Низкооборотный сверлильный станок. Использование ручных дрелей не рекомендуется.
- Подобранное по таблице сверло.
- Сверло большего диаметра (примерно в два раза) для зенковки.
- Набор метчиков с воротком.
- Тиски для закрепления детали.
- Керн и молоток.
- Минеральное масло для смазки метчика и отверстия во время работы.
- Протирочный материал.
Правила нарезания трубной резьбы в целом совпадают с вышеизложенными, лишь для нарезания больших диаметров используется специальная оснастка для более точной центровки
Особенности технологии
Последовательность действий при прохождении внутренней резьбы при помощи метчика следующая:
- Разметить отверстие.
- Накернить его молотком и керном.
- Смазать деталь и сверло.
- Закрепить деталь в тисках или прижать ее к рабочему столу струбциной.
- Закрепить сверло в патроне станка, выставить самые малые обороты и начать сверление, после того, как головка сверла погрузится в металл, обороты можно добавлять.
- По окончании сверления убрать стружку и раззенковать отверстие.
- Смазать метчик №1 и деталь, выставить метчик строго по оси отверстия.
- Аккуратно начать первые витки нарезки резьбы метчиком. После каждого полного оборота делать пол-оборота в обратном направлении. Добавлять смазку каждые несколько оборотов.
- Если усилие на воротке резко возрастает, необходимо сдать назад, чтобы сбросить стружку.
- После прохождения №1, пройти отверстие №2 и №3 тем же способом.
Самая главная особенность при нарезании резьбы — это тщательность, аккуратность, отсутствие спешки и излишних прикладываемых усилий. Лучше потратить несколько секунд на лишние пол-оборота назад, чем часами возиться со сломанным и заклинившим метчиком, извлекать его с риском повредить деталь и потом заново оказаться перед тем же отверстием.
Лучше потратить несколько секунд на лишние пол-оборота назад, чем часами возиться со сломанным и заклинившим метчиком, извлекать его с риском повредить деталь и потом заново оказаться перед тем же отверстием.
Маркировка
Маркировка метчиков начинается с буквы, обозначающей тип резьбы. М для метрической; G для трубной; Tr для трапецеидальной. Метчики для дюймовой резьбы маркируются без буквы.
Особенности маркировки метчика для нарезки резьбы
Далее идет диаметр в миллиметрах для метрической и в дюймах с целыми долями для дюймовой
Если резьба имеет нестандартный шаг — следующим идет обозначение шага в миллиметрах или в витках на дюйм.
Если метчик выполнен из закаленной нержавеющей стали — к маркировке добавляют HSS (Hardened Stainless Steel)
Для метчиков левой резьбы в конце маркировки добавляют LH (Left Hand).
Действующие стандарты
Конструкция и параметры метчиков для нарезания резьбы описаны в ГОСТ 3266-81,: «Метчики машинные и ручные. Конструкция и размеры».
Конструкция и размеры».
Скачать ГОСТ 3266-81
Отдельно стандартизованы:
- Машинные метчики для метрической резьбы – ГОСТ 8859-74.
- Гаечные метчики для метрической резьбы – ГОСТ 1604-71
- Гаечные метчики с изогнутым хвостовиком для метрической резьбы – ГОСТ 6951-71.
Скачать ГОСТ 1604-71
Скачать ГОСТ 6951-71
Зарубежные стандарты DIN 352, ISO 529 и другие не противоречат ГОСТ за исключением меньшей на 1 см длины хвостовой части
что это, применение, виды, конструкция
Метчик относится к металлорежущему типу инструментов, с помощью которого наносится внутренняя
резьба и калибруется существующая. Способ нанесения – ручной или автоматизированный, зависит от размера заготовки. По внешнему
виду метчик схож с винтом или валиком цилиндрической формы. Максимальный диаметр резьбы – до 50 мм как для глухих, так и сквозных
отверстий. Для производства метчиков используют сталь марки – Р9, Р18, Р6М5.
Для производства метчиков используют сталь марки – Р9, Р18, Р6М5.
Применение
Резьбонарезной инструмент по конструкционным особенностям и применению подразделяется на типы:
- • ручной, где зубья расположены по окружности. Используется в слесарных работах и при ручном способе нарезки;
- • гаечный, для сквозных отверстий на гайках. С удлиненным или изогнутым хвостовиком;
- • машинный, для создания глухих отверстий машинным способом. Обработка происходит на токарных станках;
- • комбинированный, возможно использование как ручного, так и машинного способа несения резьбы на деталь.
Инструмент позволяет наносить все виды резьбы – метрическая, дюймовая, трапецеидальная.
Конструкционные особенности
Метчик любого типа состоит из рабочей области, шейки и хвостовика. Вся механическая работа приходится на рабочую
область, которая в сою очередь имеет заборную часть, и два типа зубьев – режущие и калибрующие. Роль крепежа выполняет хвостовик, который фиксируется на станках в специальном резьбонарезном патроне, а при ручных
работах в воротке или метчикодержателе. Характерной особенностью для ручных метчиков является их комплектность –
не менее 3 штук. Каждый со своей рабочей функцией: черновой, серединный и чистовой.
Роль крепежа выполняет хвостовик, который фиксируется на станках в специальном резьбонарезном патроне, а при ручных
работах в воротке или метчикодержателе. Характерной особенностью для ручных метчиков является их комплектность –
не менее 3 штук. Каждый со своей рабочей функцией: черновой, серединный и чистовой.
Как нарезать внутреннюю резьбу метчиком
Для создания внутренней резьбы в готовых отверстиях необходимо подобрать соответствующий метчик по размеру и характеристикам. Практически все показатели по выбору и качеству резьбы регулируются нормативные документом ГОСТ 19257-73. Рекомендации по работе:
- • для изделий, полученных литьем или штамповкой требуется дополнительная подготовка прежде чем наносить резьбу. Отверстие зенкеруется или рассверливается для увеличения диаметра;
- • для точной и качественной резьбы рекомендуется хвостовик метчика крепить в патронах с реверсивными, самоцентрующимися и плавающими свойствами;
- • со всех обрабатываемых заготовок предварительно снимается фаска;
- • в процессе нарезания обязательно применяются охлаждающие и смазывающие растворы.

Типы резьбы: метрическая, дюймовая и трубная.
- Метрическая – параметры резьбы измеряются в мм, с соответствующей маркировкой «М».
- Дюймовая – используется для конической формы метчиков, измеряется в дюймах.
- Трубная – для цилиндрических метчиков, резьба наносится на трубные соединения.
Классификация метчиков
По конструктивным особенностям и типу резьбы различают: плашечные (резьба формируется за один проход), маточные (для очистки резьбы) и безканавочные метчики с высокой производительностью. В зависимости от конструкционных особенностей рабочей части (типа резьбы) метчики бывают: шахматные или спиральные; прямые, винтовые, укороченный.
Машинные и машинно-ручные метчики
Для калибровки и создания резьбы в глухих и сквозных отверстиях разной формы используют инструмент – метчик, машинного или машинно-ручного типа.
— Машинные металлорежущие инструменты применяют для работы на токарных, сверлильных, агрегатных и револьверных
станках, чтобы нарезать резьбы всех видов. Они намного быстрее обрабатывают изделия, их можно использовать для конвейерного
производства и больших заказов. Оснасткой этого типа можно нарезать резьбу за один подход, если нужна резьба
с шагом до трех миллиметров. Резьбу крупного шага изготавливают на несколько проходов метчиком по металлоизделию.
Они намного быстрее обрабатывают изделия, их можно использовать для конвейерного
производства и больших заказов. Оснасткой этого типа можно нарезать резьбу за один подход, если нужна резьба
с шагом до трех миллиметров. Резьбу крупного шага изготавливают на несколько проходов метчиком по металлоизделию.
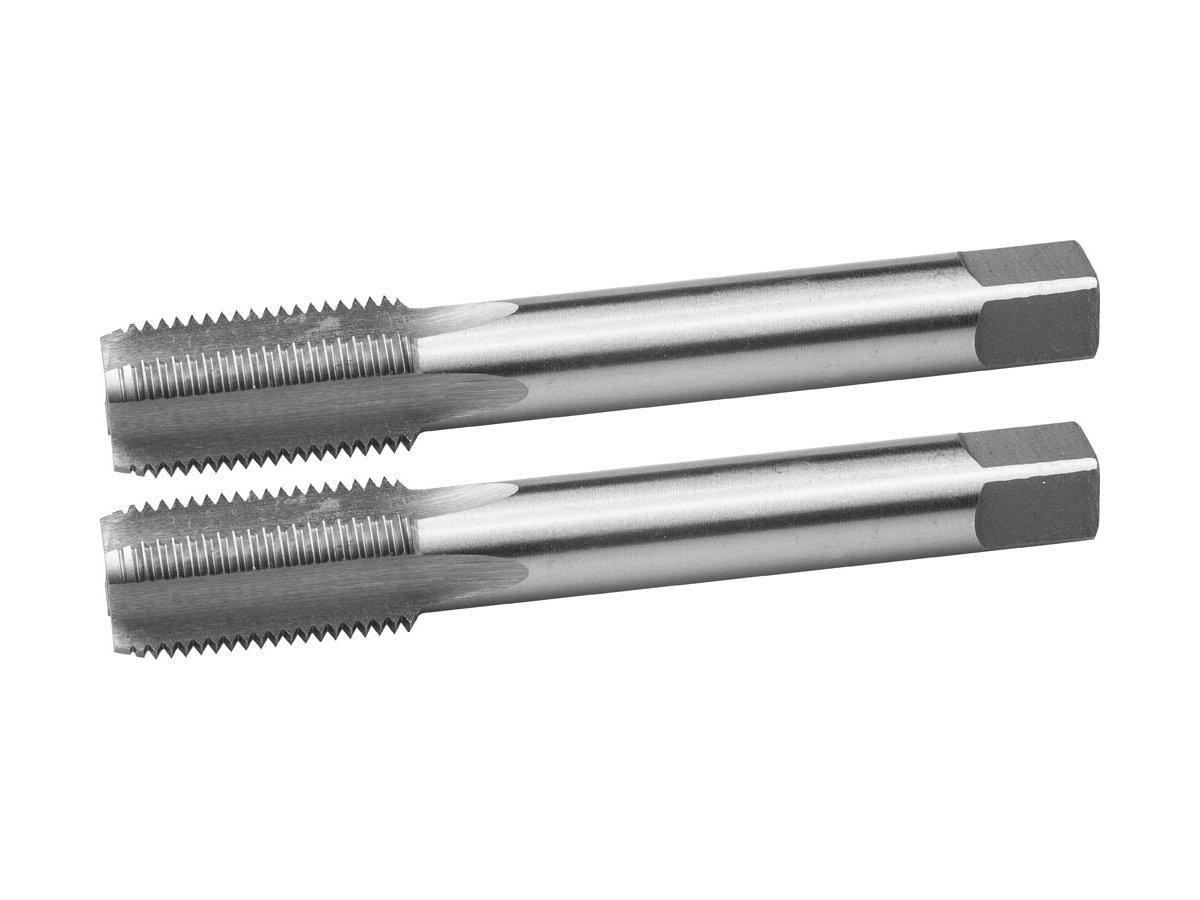
— Машинно-ручными оснастками можно выполнять нарезку резьбы и ручным способом, и с помощью сверлильных устройств
(станков). Инструмент выпускается в количестве одной или двух штук. В наборе из двух метчиков один металлорежущий
инструмент применяют для черновых работ, а другой – чистовых. Часто комплект машинно-ручных оснасток используют для
работы с разными видами материалов: мягкую сталь и чугун обрабатывают одним инструментом, а твердую сталь обрабатывают двумя метчиками.
От просто ручных резьборезов машинно-ручные виды отличаются видом хвостовика – там имеется квадрат и кольцевая выточка,
благодаря которой оснастка не вываливается из патрона в процессе обработки изделий. Машинно-ручным изделием для работы с металлом можно делать резьбу в автомобильных деталях, нарезать крепёжную резьбу и
мелкометрическую, цилиндрическую и коническую. В сквозных проймах и глухих.
Машинно-ручным изделием для работы с металлом можно делать резьбу в автомобильных деталях, нарезать крепёжную резьбу и
мелкометрическую, цилиндрическую и коническую. В сквозных проймах и глухих.
Метчики – протяжки
Чтобы получить крупнопрофильную резьбу в металлоизделии, используют метчик-протяжку. Им обрабатывают сложные сквозные или трапецеидальные отверстия. Протяжки могут работать только в токарном станке. Резьба нарезается за один проход вдоль отверстия. От других видов этот метчик отличается более точным исполнением и жёсткостью. Он работает на растяжение, а не на сжатие, как обычные резьбонарезные инструменты. За счет функции протяжки толщина спила уменьшается, а длина режущей части – увеличивается.
Гаечные метчики
Инструменты гаечного типа предназначены для резьбонарезания в гайках разного диаметра. Конструкция гаечного
метчика такова, что инструмент не нужно выворачивать в конце процесса обработки отверстия гайки. Гаечные оснастки могут быть
с разными хвостовиками: изогнутыми и удлинёнными. С изогнутыми – применяют в работе с гайконарезными автоматами. Хвостовик
у гаечного метчика в любом случае длиннее, чем у других видов, это необходимо для того, чтобы нанизывать на него гайки по
мере нарезания в них резьбы. Это увеличивает скорость и производительность.
Гаечные оснастки могут быть
с разными хвостовиками: изогнутыми и удлинёнными. С изогнутыми – применяют в работе с гайконарезными автоматами. Хвостовик
у гаечного метчика в любом случае длиннее, чем у других видов, это необходимо для того, чтобы нанизывать на него гайки по
мере нарезания в них резьбы. Это увеличивает скорость и производительность.
Слесарные метчики
Для работы с отверстиями разного вида и формы мастера берут комплект из слесарных метчиков. Резьбонарезные оснастки изготавливаются комплектами, в которые входят черновые инструменты конусной формы, получистовые и чистовые цилиндрические оснастки. Слесарными метчиками можно обработать деталь вручную. Комплектом металлорежущих оснасток мастер может выполнить нарезку крупной и метрической резьбы. Метчики для слесарных работ бывают левыми и правыми в зависимости от направления их вращения.
Из каких материалов изготавливаются метчики
Плашки металлорежущего инструмента изготавливают из высококачественной стали разных марок: инструментальной, быстрорежущей,
легированной. Технология современного производства позволяет делать метчики из твердосплавной стали и из стали порошковой, в
последнем случае инструмент получает способом спекания порошков.
Метчики из твёрдых сплавов более качественные, так как обладают устойчивостью к высоким температурам, износостойкость и могут
долго работать на быстрых скоростях, что позволяет обработать большое количество металлоизделий. У оснасток, сделанный из порошков
стали тоже есть свое преимущество – это высокая прочность за счет меньшей твердости инструмента.
Технология современного производства позволяет делать метчики из твердосплавной стали и из стали порошковой, в
последнем случае инструмент получает способом спекания порошков.
Метчики из твёрдых сплавов более качественные, так как обладают устойчивостью к высоким температурам, износостойкость и могут
долго работать на быстрых скоростях, что позволяет обработать большое количество металлоизделий. У оснасток, сделанный из порошков
стали тоже есть свое преимущество – это высокая прочность за счет меньшей твердости инструмента.
ГОСТы
Машинно-ручные с канавками прямыми/винтовыми/укороченными изготовленные из углеродистой стали регулируются
ГОСТ3266-71-71/ГОСТ17933-72/ГОСТ 17931-72. Гаечные метчики с прямым/изогнутым хвостовиком производятся из низколегированной
стали согласно ГОСТ1604-71/ГОСТ6951-71. Машинно-ручные, где зубья расположены в шахматном порядке из нержавеющей стали –
ГОСТ17927-71. Гаечные с шахматным расположением и прямым хвостовиком (метчики из жаропрочной стали) по ГОСТу 17929-72. Машинные с винтовыми или укороченными типами канавок (инструмент из легких сплавов) – ГОСТ 17932-72/17930-72.
Машинные с винтовыми или укороченными типами канавок (инструмент из легких сплавов) – ГОСТ 17932-72/17930-72.
Подготовка к нарезанию резьбы
Отверстие перед нарезкой резьбы готовят несколькими способами – затачиванием, обтачиванием или сверлением поверхности металлической заготовки. Для наружной резьбы необходимо диаметр уменьшить на 0,1 – 0,4 миллиметра. В начале участка, на котором будет резьба, делают фаску методом затачивания – это нужно, чтобы притупить заход резьбы. А если перед резьбонарезкой отверстие растачивают, его диаметр увеличивается до 0,4 мм. Отверстие под резьбу должно быть диаметром немного больше, чем диаметр самой резьбы – это позволяет предотвратить поломку резьборежущей оснастки.
Как подобрать сверло под метчик
Можно использовать специальный инструмент, сверло-метчик, который позволяет одновременно выполнять операции сверления и нарезания резьб.
В выборе сверла необходимо ориентироваться на два параметра — шаг и диаметр отверстия.
Как вытащить сломанный метчик из отверстия
Метчик может сломаться, если резьба нарезается в отверстии с низким диаметром, также может произойти защемление стружки при извлечении инструмента.
Способы извлечения
- 1. Сдвоенные концы жесткой проволоки нужно просунуть в канавки метчика и выкрутить его;
- 2. Можно пирварить к сломанному инструменту ручку и с помощью нее извлечь;
- 3. Существуют специальные оправки и зенкера, которые помогут справиться с данной проблемой;
- 4. Если часть метчика осталась снаружи, можно приварить к нему хвостовик с квадратным наконечником;
- 5. Высверливание винтовыми сверлами;
- 6. Выжигание электроэрозионными станками;
- 7. Вытравливание разбавленной азотной кислотой.
таблица наиболее часто используемых метчиков, разновидности и конструкция
Любая конструкция не может обойтись без резьбового соединения. Чтобы получить внутреннюю резьбу, был создан специальный инструмент, получивший название – метчик.
Чтобы получить внутреннюю резьбу, был создан специальный инструмент, получивший название – метчик.Было разработано очень много видов этого инструмента. Каждый выполняет определенную функцию. Одни из них предназначены только для работы на металлорежущих станках, другие можно использовать в бытовых условиях. Были созданы специальные таблицы, где можно подобрать нужный инструмент, в зависимости от размеров, конструкции и стоимости.
Конструкция резьбового инструмента
Метчик для нарезания состоит из нескольких частей:- Хвостовика;
- Рабочей части;
- Заборного элемента;
- Калибровки.
При помощи хвостовика осуществляется крепление в шпинделе станка или патроне, когда появляется необходимость нарезать внутреннюю резьбу.
Нарезание выполняет рабочая часть. Ее внешний вид напоминает винт, оборудованный несколько винтовыми, а также продольными канавками.
У инструмента, имеющего винтовые канавки, есть одно важное преимущество. Операция нарезания выполняется в более благоприятных условиях, чем выполнять такую же операцию, метчиком для нарезания резьбы, у которого имеются продольные канавки.
Операция нарезания выполняется в более благоприятных условиях, чем выполнять такую же операцию, метчиком для нарезания резьбы, у которого имеются продольные канавки.
Практически каждый инструмент имеет переднюю часть, которой дали название «заборная». Она имеет конусный вид. Заборная часть инструмента, первая начинает нарезание резьбы. Ее продолжает калибрующая часть. В ее функции входит калибровка и зачистка отверстия.
Зубья, которыми выполняется нарезание резьбы, получили название режущих перьев. Они своей формой напоминают резцы, расположенные по всему диаметру инструмента. Каждый зуб заточен согласно технологическим требованиям к режущим деталям.
Углубления, отделяющие режущие перья между собой, называются канавками. Они образуют режущие кромки, и по ним осуществляется удаление стружки из зоны нарезки. Размеры канавок можно увидеть в соответствующих стандартизованных таблицах.
Небольшие детали, диаметр которых менее 20 мм, снабжен тремя канавками. Инструмент с максимальным диаметром 40 мм, изготавливается с четырьмя канавками.
Инструмент с максимальным диаметром 40 мм, изготавливается с четырьмя канавками.
Метрические метчики
Их измеряют миллиметрами, они относятся к метрической системе. Инструмент маркируется буквой «М», обозначающей метрическое измерение. Например, маркировка М8 обозначает, что таким инструментом можно получить резьбу 8 мм.Размерный ряд метрических метчиков имеет большой диапазон. Начиная с 2 мм и кончая 60 мм. То есть, нарезать можно абсолютно любую резьбу. Все данные о таком инструменте сведены в специальные таблицы.
В зависимости от назначения, выбирается конструкция метчика. Они подразделяются на несколько групп:
- Машинные;
- Ручные.
Для слесарных работ используется только ручной инструмент. Он, в свою очередь, подразделяется на несколько типов:
- Гаечный;
- Плашечный;
- Маточный;
- Специальный.
Слесарные
Комплект таких ручных метчиков, обычно состоит из трех инструментов:
- Чернового;
- Среднего;
- Чистового.

Сначала нарезается «черная» резьба, для чего используют черновой метчик. Для получения точности резьбы применяют средний метчик. Чистовым метчиком выполняется окончательное нарезание резьбы, проводится ее калибровка.
На хвостовике каждом метчике делается специальная отметка, по которой определяется вид метчика. Она может быть в цифровом виде или в виде нанесенных круговых колец. Количество рисок определяет назначение метчика:
- Черновой – одно кольцо;
- Чистовой – три кольца.
Кроме того, на хвосте маркируют размер резьбы, которую можно нарезать этим метчиком.
Слесарные метчики комплектуются двумя инструментами. У них несколько удлиненный заборный конус, а также увеличенный размер первого метчика.
Когда выполняется нарезание метрической резьбы в диапазоне 8 – 18 миллиметров, применяются одинарные метчики.
Для резьбы 6 — 24 мм, используют два метчика, один и черновой, другой чистовой.
Тремя метчиками нарезается резьба в диапазоне 2 — 52 мм. Дюймовая резьба также нарезается несколькими инструментами в зависимости от размеров. Более подробно, какие необходимы метчики, можно увидеть в гостированной таблице. В ней указаны диаметры, вид метчика и необходимый комплект.
Дюймовая резьба также нарезается несколькими инструментами в зависимости от размеров. Более подробно, какие необходимы метчики, можно увидеть в гостированной таблице. В ней указаны диаметры, вид метчика и необходимый комплект.
В зависимости от направления канавок, метчики подразделяются на группы:
- Прямые;
- Винтовые.
Причем направление канавок также имеет разное исполнение:
- Правые;
- Левые.
Инструмент имеющие винтовые канавки, в большинстве случаев используется для нарезки очень точных резьбовых отверстий.
Режущая часть инструмента подразделяется на два типа:
- Коническая;
- Цилиндрическая
Конические
Отличаются конструкцией заборной части, изготовленной немного удлиненной, и имеющей неполную резьбу, которая постепенно становится калибрующей частью. Такими метчиками нарезается резьба в отверстиях, имеющих сквозной характер.
Цилиндрические
Этим инструментом нарезается резьба в деталях, где не требуется сквозного отверстия.
Когда проводится нарезка гаек, без использования станочного оборудования пользуются гаечными приспособлениями. Благодаря удлиненному хвостовику, нарезанные гайки остаются на инструменте.
У плашечных деталей имеется заборный конус большого размера. Таким инструментом в плашках проводится предварительная нарезка резьбы. Операция выполняется в один проход. Очистка резьбы осуществляется маточными деталями, имеющими канавки в виде правой спирали.
Кроме обыкновенных машинных приспособлений, применяются и бесканавочные инструменты. У них отсутствуют продольные канавки. Причем их приемный конус делается намного короче. Эти инструменты имеют повышенную прочность, они ломаются очень редко, поэтому количество бракованных деталей из-за такой поломки сводится к минимуму. Резьбовая часть большой длины, дает возможность перетачивать такие инструменты несколько раз.
Основным преимуществом бесканавочных деталей является их высокая производительность. Ими можно провести нарезку резьбы в любых отверстиях. Для такого инструмента не имеет значения сквозное или глухое отверстие.
Ими можно провести нарезку резьбы в любых отверстиях. Для такого инструмента не имеет значения сквозное или глухое отверстие.
Универсальные детали изготавливаются сборными. Каждая часть отделена специальной шейкой. Черновая операция выполняется первой частью, проходит предварительная нарезка, а уже второй частью, делается чистовая нарезка резьбы.
Работа таким оборудованием позволяет сэкономить время. Ведь для нарезки резьбы нужен только один инструмент. Отпадает необходимость в целом комплекте, монтаж которых, требует много дополнительного времени.
Трубные метчики
Для измерения берутся дюймы, так как в трубах применяется другая система изменения.
Все трубные детали маркируются буквой G, которая говорит о трубной резьбе. Вот несколько примеров:
- G 1/2 – полдюймовая резьба;
- G 3/4″ – трехчетвертная;
- G1 – дюймовая.
Больше всего используется полдюймовая трубная резьба. Это особенной касается проводки водопровода в жилых домах, где трубы имеют такие размеры.
В комплект трубных метчиков входит две детали. Одна имеет острый заход, другая тупой.
Как уже было сказано выше, разновидностей такого инструмента, очень много. Поэтому делая выбор, стоит обратиться к специальным таблицам. Они подскажут, какой нужно взять инструмент, какого диаметра и какого вида.
Оцените статью: Поделитесь с друзьями!Метчики для нарезания резьбы. Таблица размеров
Любое техническое изделие состоит из отдельных деталей, скрепляемых между собой с помощью крепёжных элементов. Хотя резьбовые соединения были известны ещё в Древнем Риме, Китае, а также цивилизации Майя, метчик стал использоваться в качестве резьбообразующего инструмента лишь в конце Средних веков (XV–XVI столетие). До этого внутреннюю спираль гайки изготавливали другими способами, в том числе и с помощью токарного станка.
Особенности устройства
Вначале использовали трёх- или четырехгранный стержень, на котором выпиливали зубчики. Конец затачивали на пологий конус. При завинчивании такого артефакта в отверстие гайки или корпуса зубчатые перемычки нарезали внутреннюю резьбу. Понятно, что такой инструмент был далёк от совершенства, поскольку режущие зубья не имели заднего угла, а передний угол был отрицательным. Однако постепенно его конструкция совершенствовалась, пока не стала более рациональной. Сегодня любой метчик для нарезания резьбы имеет схожие конструктивные элементы:
Конец затачивали на пологий конус. При завинчивании такого артефакта в отверстие гайки или корпуса зубчатые перемычки нарезали внутреннюю резьбу. Понятно, что такой инструмент был далёк от совершенства, поскольку режущие зубья не имели заднего угла, а передний угол был отрицательным. Однако постепенно его конструкция совершенствовалась, пока не стала более рациональной. Сегодня любой метчик для нарезания резьбы имеет схожие конструктивные элементы:
- Канавки для выхода стружки и подведения охлаждающе-смазочной жидкости (СОЖ). Количество их обычно — от 2 до 6.
- Профиль впадин может быть разным: однорадиусный, прямолинейные передняя и задняя поверхности, прямолинейная передняя и радиусная задняя.
- Направление канавок: прямолинейные, спиральные правые и левые. Первые применяются в обычных универсальных метчиках. Канавки с левонаправленной винтовой линией служат для нарезания резьбы на проход. При этом стружка идёт перед метчиком, чтобы не портить нарезку. Правые углубления применяют для глухих отверстий, чтобы стружка выводилась назад, в противном случае она, будучи спрессованной, сломает инструмент.
 Правые углубления применяют для глухих отверстий, чтобы стружка выводилась назад, в противном случае она, будучи спрессованной, сломает инструмент.
Правые углубления применяют для глухих отверстий, чтобы стружка выводилась назад, в противном случае она, будучи спрессованной, сломает инструмент.- Заборная часть выполняется конической, для того чтобы облегчить врезание режущих зубьев в материал детали. Угол наклона выполняют от 3 до 20 градусов, в зависимости от назначения метчика (черновой, промежуточный, чистовой).
- Калибрующая часть — цилиндрическая, имеет обратное занижение до 0,1 мм, служащее для уменьшения силы трения. С этой же целью калибрующие зубья затылуют на расстоянии 1/3 ширины пера от вершины зуба. Занижение составляет около одной десятой миллиметра для резьб диаметром от 12 до 30 мм.
Виды метчиков
По назначению- Слесарные (ручные) метчики используют для изготовления резьбы с помощью воротка. С целью уменьшения усилия, изготавливаются комплектом, в составе которого 2–3 инструмента, каждый из которых снимает лишь часть припуска на обработку. Первый метчик является черновым, последний — чистовым. Чтобы различить их между собой, на хвостовик наносят маркировку в виде чёрточек (одна, две, три черты). Слесарные метчики в основном используют для нарезания резьбы в корпусных деталях.
 Первый метчик является черновым, последний — чистовым. Чтобы различить их между собой, на хвостовик наносят маркировку в виде чёрточек (одна, две, три черты). Слесарные метчики в основном используют для нарезания резьбы в корпусных деталях.
Первый метчик является черновым, последний — чистовым. Чтобы различить их между собой, на хвостовик наносят маркировку в виде чёрточек (одна, две, три черты). Слесарные метчики в основном используют для нарезания резьбы в корпусных деталях.- Машинные (машинно-ручные). Применяются для механизированного нарезания резьбы на станках: сверлильных, токарных, агрегатных, типа обрабатывающий центр. Конструктивно не отличаются от слесарных, разве что имеют укороченную заборную часть и более высокую стойкость. Основное назначение — нарезание резьбы в деталях.
- Гаечные. Как видно из названия, используются для нарезания гаек. Состоят всегда из одного метчика с удлинённым заборным конусом. При работе метчик из гайки не вывинчивают, а готовые гайки нанизывают на удлинённый хвостовик, который имеет 2 исполнения: прямолинейный и радиусный (изогнутый). Первое используют на сверлильных и токарных станках. После заполнения накопительной части хвостовика инструмент вынимают из быстрозажимного патрона и стряхивают готовые гайки. Кривой метчик применяют на резьбонарезных автоматах. В этом случае гайки под напором друг друга перемещаются до конца инструмента, где падают в тару.
 Кривой метчик применяют на резьбонарезных автоматах. В этом случае гайки под напором друг друга перемещаются до конца инструмента, где падают в тару.
Кривой метчик применяют на резьбонарезных автоматах. В этом случае гайки под напором друг друга перемещаются до конца инструмента, где падают в тару.- Метчики с короткими канавками (бесканавочные). Используются для нарезания резьбы в алюминиевых сплавах, вязких низкоуглеродистых или высокопрочных легированных сталях.
- С винтовыми канавками. Используют на обрабатывающих центрах, при нарезании глухих резьб.
- С шахматным расположением зубьев. Последние на калибрующей части срезаны через один, тем самым уменьшается сила трения, что актуально для вязких материалов.
- Ступенчатые. Режущая часть инструмента разделена на два участка, каждый из которых работает по своей схеме формообразования. Например, 1-й участок режет по генераторной схеме, 2-й — по профильной. Или, 1-й работает как режущий инструмент, 2-й — как выглаживающий.
- Комбинированные. 1-я ступень представляет собой сверло, 2-я метчик. Как говорится — два в одном.
 Как говорится — два в одном.
Как говорится — два в одном.- Метчик-протяжка. С его помощью нарезают резьбу любого диаметра и шага в деталях со сквозным отверстием на токарном станке. Деталь надевают на хвостовик инструмента, после чего зажимают её в патрон станка, а хвостовик закрепляют в резцедержателе. Устанавливают автоматическую подачу, равную шагу нарезки и включают соответствующее вращение шпинделя. После того как протяжка выйдет из обрабатываемой детали, резьба готова.
- С внутренним подводом СОЖ. Применяют на специализированных или многооперационных станках для повышения производительности.
- Колокольного типа. Используют при нарезании сквозной резьбы большого диаметра (50–400 мм). Инструмент выполняется составным, состоящим из отдельных режущих секторов. Внутрь подводится СОЖ, количество перьев достигает 16, а просторные канавки вмещают большой объем стружки.
- Метрические, обозначаются буквой М. Размеры, в том числе и шаг резьбы, измеряются в миллиметрах. Ниже приведена таблица параметров метчиков с основным (крупным) шагом. Для каждого типоразмера ГОСТ 8724–2002 устанавливает несколько дополнительных (мелких) шагов. Три миллиметра — максимальный, который под силу нарезать с помощью воротка.
 Размеры, в том числе и шаг резьбы, измеряются в миллиметрах. Ниже приведена таблица параметров метчиков с основным (крупным) шагом. Для каждого типоразмера ГОСТ 8724–2002 устанавливает несколько дополнительных (мелких) шагов. Три миллиметра — максимальный, который под силу нарезать с помощью воротка.
Размеры, в том числе и шаг резьбы, измеряются в миллиметрах. Ниже приведена таблица параметров метчиков с основным (крупным) шагом. Для каждого типоразмера ГОСТ 8724–2002 устанавливает несколько дополнительных (мелких) шагов. Три миллиметра — максимальный, который под силу нарезать с помощью воротка.Обозначение Размеры, мм Основной шаг Сверление под резьбу
М 3 0,5 2,5
М 4 0,7 3,3
М 5 0,8 4,2
М 6 1,0 5,0
М 8 1,25 6,7
М 10 1,5 8,5
М 12 1,75 10,2
М 14 2 12,0
М 16 2 14,0
М 18 2,5 15,4
М 20 2,5 17,4
М 22 2,5 19,4
М 24 3 20,9
М 27 3 23,9
- Дюймовые конические. Диаметр выражается в английских единицах длины — дюймах (25,4 мм), а вместо шага записывается обратная величина — количество витков на 1”, или на техническом лексиконе — количество ниток. Чем больше ниток, тем меньше шаг резьбы. Средняя поверхность резьбы имеет уклон, составляющий 1° 47′ 24», поэтому метчик в конце нарезания доходит до упора, что следует иметь в виду, чтобы не сломать его.
 Диаметр выражается в английских единицах длины — дюймах (25,4 мм), а вместо шага записывается обратная величина — количество витков на 1”, или на техническом лексиконе — количество ниток. Чем больше ниток, тем меньше шаг резьбы. Средняя поверхность резьбы имеет уклон, составляющий 1° 47′ 24», поэтому метчик в конце нарезания доходит до упора, что следует иметь в виду, чтобы не сломать его.
Диаметр выражается в английских единицах длины — дюймах (25,4 мм), а вместо шага записывается обратная величина — количество витков на 1”, или на техническом лексиконе — количество ниток. Чем больше ниток, тем меньше шаг резьбы. Средняя поверхность резьбы имеет уклон, составляющий 1° 47′ 24», поэтому метчик в конце нарезания доходит до упора, что следует иметь в виду, чтобы не сломать его.- Трубные цилиндрические. Разновидность дюймовых резьб, ограниченная ассортиментом стандартных металлических труб. Шаг также выражается в нитках на 1 дюйм.
- Трубные конические. То же, что и цилиндрические, но с уклоном. Диаметр сверления под резьбу на несколько десяток меньше. Резьба нарезается до упора.
Конические
Обозначение Шаг резьбы (ниток на дюйм) Диаметр отверстия, мм
K 1/16” 27 6,0
K 1/8” 27 8,3
K 1/4” 18 10,7
K 3/8” 18 14,3
K 1/2” 14 17,5
K 3/4” 14 23,0
K 1” 11,5 28,7
Трубные цилиндрические
G 1/8” 29 8,6
G 1/4” 19 11,5
G 3/8” 19 15,0
G 1/2” 14 18,7
G 5/8” 14 20,6
G 3/4” 13 24,2
G 7/8” 12 27,9
G 1” 11 30,3
Трубные конические
Rc 1/8” 28 8,2
Rc 1/4” 19 11,0
Rc 3/8” 16 14,5
Rc 1/2” 14 18,1
Rc 3/4” 12 23,6
Rc 1” 11 29,6
Инструментальный материал
Ручные метчики при работе нагреваются незначительно, поэтому их изготавливают из высокоуглеродистых инструментальных сталей У10А, У12А. Для машинных метчиков, работающих на повышенных скоростях, применяют быстрорежущие стали Р6М5, Р6М5К5, Р6М5К8. Самый лучший быстрорез — Р18. Наконец, высокопроизводительные станки оснащают твердосплавным инструментом. Небольшие метчики изготавливают полностью из твёрдого сплава, средние выполняют напайными, а крупные обычно имеют сборную конструкцию.
Для машинных метчиков, работающих на повышенных скоростях, применяют быстрорежущие стали Р6М5, Р6М5К5, Р6М5К8. Самый лучший быстрорез — Р18. Наконец, высокопроизводительные станки оснащают твердосплавным инструментом. Небольшие метчики изготавливают полностью из твёрдого сплава, средние выполняют напайными, а крупные обычно имеют сборную конструкцию.
Технология нарезания резьбы метчиком. | МеханикИнфо
Метчик (рис. 1) представляет собой стальной цилиндрический стержень, по которому нарезана резьба. Вдоль метчика сделано несколько канавок, которые образуют режущие кромки, а также служат для выхода стружки. На конце хвоста имеется квадрат для воротка.
.
.
Рис. 1. Метчик и его элементы:
1 — рабочая часть; 2 — заборная часть; 3 — калибрующая часть; 4 — хвостовик; 5 — головка под квадратное отверстие воротка; 6 — канавка; 7 — режущее перо; 8 — передняя поверхность; 9 — задняя поверхность; ẞ — угол заострения; α — задний угол; ơ — угол резания; ɣ — передний угол.
Типы метчиков.
Метчики бывают двух типов: для сквозных отверстий и для глухих отверстий. Для нарезки сквозных отверстий употребляются цилиндрические и конические метчики, а для нарезки глухих отверстий только цилиндрические.
Комплект метчиков для нарезания резьбы состоит.
Метчики изготовляются комплектами. В комплект входят три метчика (рис. 2): первый — черновой, который выбирает часть металла и намечает резьбу; второй — средний — делает резьбу более глубокой; третий — чистовой — доводит резьбу до нужных размеров.
Рис. 2. Комплект метчиков.
1 – канавка; 2 – резьбовая часть; 3 – шейка; 4 – головка под вороток.
Ручные и машинные метчики.
Метчики разделяются на ручные и машинные. У ручных метчиков заборный конус длиннее, чем у машинных. Цилиндрические метчики для нарезки резьбы в глухих отверстиях делаются с небольшим заборным конусом, равным у первого 6 — 8 шагам резьбы, у второго 3 — 4 шагам, а у третьего — 1,5 — 2 шагам.
Для облегчения работы метчика его запиливают или стачивают задние поверхности зубьев (затылки) на длине заборного конуса, а у шлифованных метчиков — и на цилиндрической (калибрующей) части.
Нарезание резьбы метчиком.
Нарезание резьбы производится следующим образом. Изделие закрепляется в тисках. В отверстие вводят конец чернового метчика, смазанный маслом. Затем берут обеими руками вороток и при слабом нажиме вращают его по часовой стрелке. Когда метчик врежется в металл и начнет резать, нажим ослабляют и делают один оборот вперед и пол-оборота назад, что вызывает дробление стружки. При установке метчика в нарезаемое отверстие ось метчика должна совпадать с осью нарезаемого отверстия. Необходимо следить, чтобы при вращении метчик не перекашивался.
Когда метчик врежется в металл и начнет резать, нажим ослабляют и делают один оборот вперед и пол-оборота назад, что вызывает дробление стружки. При установке метчика в нарезаемое отверстие ось метчика должна совпадать с осью нарезаемого отверстия. Необходимо следить, чтобы при вращении метчик не перекашивался.
Таким способом нарезают и вторым, а затем и третьим чистовыми метчиками. По окончании нарезки размер отверстия проверяют резьбовым калибром. Метчики для газовых труб делаются комплектами из двух штук: первый черновой и второй — отделочный.
Нарезать резьбу не сложно, если знать таблицу по подбору метчиков
Для соединения изделий между собой используют разные способы:
- сварка;
- склеивание;
- клёпка;
- болтовое;
- винтовое;
- шпилькой.
Если детали соединять болтом с гайкой – требуется дополнительное место. К тому же не всегда толщина компонентов позволяет проделать сквозное отверстие.
В таком случае применяют винтовое соединение.
Для вкручивания винта требуется нарезать резьбу метчиком. Инструмент представляет собой стальной стержень, состоящий из рабочей части и хвостовика и предназначен для нарезания внутренней резьбы. Рабочая зона имеет слабовыраженную коническую форму. На ней нанесены зубцы, последовательно повторяющие форму резьбы. Для отвода опилок и стружки предусмотрены канавки.
Виды метчиков
Спецификация метчиков по способу нарезки резьбы
Проходные (универсальные).
Резьба нарезается в один проход. Рабочая часть содержит зубья для разметки и финальной нарезки. Приспособление хорошо подходит для мягких металлов. При работе с прочным материалом требуется прилагать больше усилий.
Комплектные.
Для работы используется несколько насадок (две или три) одного размера резьбы. При работе с особо твердыми металлами возможно применение набора из пяти насадок. Резьба создается в несколько этапов.
Начало прокладывается разметочным метчиком, затем выполняется проход более глубокой нарезки, и наконец – финальная часть, когда грани формируются окончательно.
На выполнение задачи уходит больше времени, но при этом качество существенно выше, а вероятность поломки инструмента практически исключена;
Спецификация по применению
Машинные.
Хвостовик увеличенной длины. Предназначены для закрепления в патроне электро инструмента.
Машино – ручные.
На укороченном хвостовике имеются лыски квадратной структуры. Могут использоваться как в электродрели, так и вручную. Во втором случае применяется специальный вороток – держатель метчиков.
Спецификация по типу отверстия
Для сквозных отверстий.
У таких насадок удлиненный заход (острый кончик рабочей зоны), плавно переходящий в рабочий диаметр. Работать с таким метчиком несложно, с нарезкой может справиться электропривод. После прохода инструмент просто выйдет с противоположной стороны заготовки.
Для глухих отверстий.
Кончик рабочей зоны срезан на манер фрезы. Это позволяет нарезать резьбу практически на всю глубину отверстия. Работать следует с особой осторожностью, поскольку при достижении дна глухого отверстия, застопорившийся метчик может сломаться. По этой причине практикуется ручная нарезка.
Спецификация по типу рабочей зоны
Для работы с различными металлами, форма рабочей зоны (зубцов) может быть прямой, винтовой и с укороченными канавками. Сами зубья располагаются по одной линии или в шахматном порядке. Универсальные конструкции метчиков в мягких и твердых сплавах использоваться не могут.
Потому, если вы хотите правильно нарезать резьбу, используйте инструмент, соответствующий типу металла и отверстия.
При нарезании резьбы метчиками и плашками, необходимо точно подобрать сверло и режущий инструмент под используемый в перспективе винт или шпильку.
Таблица метчиков и сверл для внутренней резьбы
Дело в том, что проходное отверстие и диаметр резьбы должны соответствовать стандартам. Если диаметр отверстия будет слишком большим – глубина канавок получится слишком маленькой, а резьбовое соединение ненадежным.
Если диаметр отверстия будет слишком большим – глубина канавок получится слишком маленькой, а резьбовое соединение ненадежным.
При малейшей нагрузке резьба будет сорвана. Другая крайность – узкое отверстие под резьбу. В этом случае метчик будет играть роль сверла, а его конфигурация для этого не приспособлена. Очень высока вероятность поломки инструмента.
ВАЖНО! Если нет сверла, точно подходящего по диаметру – делайте отверстие немного меньше положенного, а не больше.
После чего обязательно произведите зенковку, и аккуратно нарезайте резьбу тройным комплектом метчиков.
Как правильно, и без потерь инструмента нарезать резьбу вручную
- Подготовка отверстия. Подбираем сверло в соответствии с таблицей, и аккуратно делаем отверстие.
ВАЖНО! Сверло должно быть острым. В противном случае металл в отверстии будет «отпущен» от температурного воздействия, и резьба получится не такой прочной.
Сверлить лучше на станке. Вход отверстия желательно зенковать.
Это облегчит как нарезку, так и последующую закрутку винта.При изготовлении глухого резьбового соединения – замерьте длину нерабочей части метчика, умножьте эту величину на 2, и добавьте к глубине отверстия. Каким бы подготовленным для таких отверстий не был метчик – нарезать резьбу до самого донышка отверстия не получится;
- Процесс нарезки. При работе руками торопливость ни к чему. Именно поэтому ручная нарезка предполагает комплектные наборы. Не следует для ускорения процесса начинать сразу со следующего номера.
В противном случае резьба получится грубой, с задирами. Так же не следует пренебрегать последним номером. Недорезанная на финишную глубину резьба сулит трудности при закручивании винта, и даже его заклинивание.
Размеры метчиков также разработаны не для экспериментов. Если у вас винт М5, то и на метчике должна быть такая же маркировка. Никаких половинчатых значений не бывает, это все проделки китайских гаражных производителей.
ВАЖНО! Мнение о том, что некая резьба М4,5 будет крепче держать шпильку М5 – ошибочно в принципе.
Тем более что в технических стандартах такого размера резьбы не существует.
Держатель метчика следует крепко взять за обе рукоятки, и прилагать к ним равные усилия. Золотое правило нарезки: +360 градусов, – 180 градусов.
Это означает, что на один полный оборот по ходу резьбы, делается пол оборота назад, для скола и удаления стружки. Пусть вас не обманывает ощущение, что метчик так легко идет. Особенно велик соблазн крутануть побыстрее на финальной стадии. Нарезание внутренней резьбы должно происходить с равномерной скоростью и приложенными усилиями;
- Очистка и проверка. Последний этап – удаление из резьбового отверстия остатков стружки и опилок. Сквозные отверстия прочищаются металлическими ершиками.
 Это облегчит как нарезку, так и последующую закрутку винта.
Это облегчит как нарезку, так и последующую закрутку винта.
Глухие – сначала чистятся жесткой кистью, затем продуваются сжатым воздухом.
После чего в отверстие вкручивается винт, и проверяется качество резьбы. Закручивание должно происходить легко, без усилий. Фиксация винтового соединения при помощи «кривой» резьбы недопустима.
Если что-то пошло не так, или что делать со сломанным метчиком
При неправильной организации работы метчик может сломаться. Причины, приводящие к поломке:
- перекос инструмента;
- несоответствие диаметра отверстия;
- слишком высокая скорость нарезки;
- пренебрежение правилом +360 градусов, -180 градусов.
Если вы не знаете какое предварительное отверстие необходимо сделать в металле чтобы нарезать резьбу и не сломать метчик, скачайте ГОСТ 19257-73, называется он «Отверстия под нарезание метрической резьбы».
Как выкрутить сломанный метчик
Способов на самом деле немного.
- Экстрактор. Классические экстракторы для сломанных болтов и шпилек тут не помогут.
Высверлить отверстие в метчике практически невозможно, по причине его исключительной твердости. Необходимо специальное устройство.
Специальные направляющие заводятся в пазы застрявшего метчика, прижимаются втулкой к стержню, и метчик выкручивается обычным ключом;
- Точечная сварка. К метчику приваривается Г-образный стальной стержень. После прихватывания наконечник легко выкручивается;
- Вытравливание кислотными составами. Если метчик сломался в цветном металле – можно вытравить его кислотой. Применение соляной или серной кислот опасно для здоровья, поэтому необходимо использовать лимонную или щавелевую. В отверстие заливается раствор, и производится нагрев. Метчик интенсивно корродирует, и через какое-то время его можно извлечь.
 К метчику приваривается Г-образный стальной стержень. После прихватывания наконечник легко выкручивается;
К метчику приваривается Г-образный стальной стержень. После прихватывания наконечник легко выкручивается;А в заключение видео информация по нарезанию внутренней резьбы метчиком.
About sposport
View all posts by sposport
Загрузка…10 типов метчиков, о которых вам нужно знать — urdesignmag
На рынке вы найдете все виды метчиков. Мы покажем вам, чем они отличаются и каковы их приложения. Мы уверены, что после прочтения вы будете знать, что покупать.
Мы уверены, что после прочтения вы будете знать, что покупать.
Метчики для нарезки резьбы используются для нарезания внутренней части сопрягаемой пары в металлических застежках. С другой стороны, штамп вырезает охватываемую часть металлических крепежных элементов. Метчиками нарезать гайки и высеченные болты.
Есть разница между нарезанием резьбы и нарезанием резьбы.Как нарезание резьбы, так и нарезание резьбы обеспечивает получение винтовой резьбы. Однако при нарезании резьбы образуется внешняя резьба, а при нарезании резьбы — внутренняя.
Существует много типов метчиков с резьбой, включая ручные метчики, метчики для заглушек, метчики со спиральным острием и метчики с ручным приводом. Это лишь некоторые из множества различных метчиков.
Ниже приведен список из десяти типов резьбовых метчиков, чтобы вы знали, для чего они предназначены. Обладая информацией, которой мы вас вооружаем, вы сможете принимать обоснованные решения, чтобы решить, какой тип резьбового метчика вам нужен. Перейдите в Руководство на ToolsDuty.com, чтобы купить один из лучших наборов для штамповки и штамповки.
Перейдите в Руководство на ToolsDuty.com, чтобы купить один из лучших наборов для штамповки и штамповки.
10 типов метчиков
Вы можете купить ручные краны в местном хозяйственном магазине. Они распространены, но не для работы с ЧПУ. Сравните ручное постукивание с метчиками из магазина. Вы увидите, что ваши деньги были хорошим вложением. Купленный в магазине работает намного лучше.
Есть два вида ручных метчиков: конусный метчик и метчик для дна. Это следующие:
Метчики с конусом отлично подходят для нарезания резьбы.Он имеет множество конусов, поэтому вы можете легко резать. Вы можете найти их практически где угодно.
Метчики с нижним краем не имеют сужения к концу. Это потому, что он предназначен для прорезания нижней части досягаемости. Нижние метчики сужаются от одной до полутора резьб.
Метчики этого типа подходят для нарезания резьбы глухих отверстий, но перед тем, как делать это метчиком для забора, следует зарезать отверстие коническим метчиком.
2. Заглушка
Пробковые метчики имеют от трех до пяти конических резьб.Это число больше у метчиков с конусом и меньше у метчиков с дном.
Терминология не всегда одинакова и меняется в зависимости от того, где вы находитесь. В некоторых местах нижний отвод называется заглушкой. С другой стороны, название штекерного крана — это второй кран. Вот почему вы должны убедиться, что выбрали правильный.
3. Ответвители
Если у вас есть ручная работа или приложения с ЧПУ, то этот тип резьбонарезного станка вам подойдет.
4. Метчики со спиральным острием
Метчики со спиральным острием имеют спиральную насечку и канавки с разгрузкой.Это обычный метчик с резьбой, похожий на руку. Разница в том, что угол наклона режущей кромки по спирали способствует выпуску стружки. Кроме того, скошенный край отлично работает.
Это самый дешевый метчик для резьбонарезного нарезания резьбы. Они тоже быстрее ручных метчиков. Однако с ним трудно работать над глухими дырами.
5. Метчики со спиральной канавкой
Метчики со спиральными канавками похожи на концевые фрезы, поскольку имеют открытые спирали. Они предпочтительны, так как могут выталкивать стружку из отверстия.Кроме того, это тот, который вам следует выбрать, если вы имеете дело с глухими отверстиями.
Кроме того, они отлично подходят для отверстий с перерывами, в которых есть пересекающиеся элементы. К тому же это удобно. Вы поймете это, когда сравните это с ручным метчиком.
6. Метчик с прерывистой резьбой
В метчике с прерывистой резьбой есть зуб для каждой второй резьбы. По этой причине хорошо извлекает стружку. При использовании метчика с прерывистой резьбой стружка легко выходит.
7. Отводы для труб
Метчики для трубной резьбы. Вы найдете как прямые, так и конические смесители. Правильный выбор зависит от того, хотите ли вы, чтобы трубная резьба была конической или прямой.
Метчики для труб работают тяжело, так как сверлить конусное отверстие невозможно. Больше выходит сверху и меньше снизу.
Больше выходит сверху и меньше снизу.
8. Метчики формовочные / рулонные
Метчик для форм намного лучше, чем метчик для резки. Формовочные метчики вместо резки образуют холодную форму, что означает, что металл сжимается на месте, и выходящие из него нити представляют собой «роликовую резьбу».”
Таким образом получаются прочные метчики и прочная резьба. Поскольку нет резки, нет стружки, которую нужно удалить. Для метчиков-форм требуются разные скорости, подача и начальные размеры отверстий.
Большинство людей используют этот тип метчиков для обработки мягких материалов, например алюминия. Однако вы можете использовать его и на твердых материалах. Он может работать с твердостью 36 HRC или 340 BHN, поэтому вы можете использовать его также для многих типов стали и других материалов.
9. Удлинитель
Удлинитель с длинным хвостовиком. Это позволяет добраться до труднодоступных отверстий.«Длинный метчик акулы» — другое название этого метчика с резьбой.
10. Метчики пробивные
В этом метчике используется технология Audi и Emuge, которая позволяет сократить время цикла нарезания резьбы на 75%. Это отличный инструмент для нарезания резьбы.
Заключение
Метчики и плашки — это инструменты, которые люди используют для нарезания резьбы. Этот процесс называется потоком. Метчик перерезает женскую часть пары. С другой стороны, штамп вырезает охватываемую часть пары. Другими словами, метчик режет гайки, а штамп — болты.
Весь процесс нарезания резьбы и нарезания — это нарезание резьбы. А использование штампа называется «нарезанием резьбы».
Когда дело доходит до метчиков, у вас есть много вариантов на выбор. Каждая конструкция резьбового метчика предназначена для определенных функций. Некоторые хорошо справляются с мягким материалом, а другие — с твердым.
Теперь, когда вы знаете о различных типах метчиков, купите тот, который подходит для вашей задачи.
При таком большом количестве наборов метчиков и штампов на рынке очевидно, что сделать выбор не так просто. К счастью, вот информативная статья, которая содержит всесторонний анализ брендов топовых смесителей и штампов.
К счастью, вот информативная статья, которая содержит всесторонний анализ брендов топовых смесителей и штампов.
Комментарии
комментария
Обзор различных типов резьбовых метчиков
Люди, занятые в строительном бизнесе, всегда будут иметь в своем арсенале метчики. Но что такое метчики с резьбой?
Метчики для резьбы — это инструменты, специально разработанные для отрезания охватывающей части пары сопрягаемых металлических крепежных элементов. Матрица, с другой стороны, представляет собой инструмент, используемый для вырезания охватываемых частей.В основном метчики используются для нарезания гаек, а плашки — для нарезания болтов. Метчики также используются для нарезания резьбы в отверстии, чтобы они более эффективно принимали болт.
Существуют различные типы метчиков, которые используются по разным причинам и целям. Ниже приведены некоторые из наиболее распространенных типов метчиков и их основное описание:
- Метчики с прямой канавкой. Этот тип смесителя является наиболее доступным и самым простым.Этот метчик предназначен для использования вручную или вручную, резьба на нем прямая, поэтому его поверхность выглядит ребристой или гофрированной.
- Метчики для пистолетов. Метчики имеют угловые режущие поверхности на концах и прямые канавки. Этот конкретный тип метчика всегда обеспечивает очень плотный и точный срез, поскольку их угловые режущие поверхности помогают поднимать куски материала перед метчиком, чтобы гарантировать, что они не будут мешать во время использования метчика.
- Метчик со спиральной канавкой. Эти метчики обычно используются на станках по алюминию и мягкой стали. При использовании метчика со спиральной канавкой резьба более глубокая и точная, поскольку его форма позволяет эффективно и чисто выталкивать стружку из отверстия.
- Метчики спиральные заостренные. Этот тип смесителя специально разработан для высокоскоростного производства. Метчики со спиральным заострением имеют только одну ведущую канавку, которая отшлифована под углом к доступу к метчику. Эти метчики также похожи на метчики-пистолеты, поскольку они также выбрасывают стружку перед метчиком, что не влияет на резьбу.
- Отводы для труб. С этим типом метчика можно использовать параллельную или коническую резьбу. Отводы для труб можно использовать вручную, вручную или с помощью машины. Они также меньше, чем другие распространенные типы кранов.
- Метчики машинные с длинным хвостовиком. Эти метчики используются в станках и имеют большую длину, чем другие стандартные типы метчиков.
- Метчики машинные с длинным хвостовиком. Этот тип смесителя длиннее, чем смеситель среднего типа. Эти краны также бывают разных размеров и типов.
- Метчики NIB машинные. Этот метчик регулярно используется при производстве гаек и специально разработан для обеспечения идеальной формы резьбы гаек.
 Этот тип смесителя является наиболее доступным и самым простым.Этот метчик предназначен для использования вручную или вручную, резьба на нем прямая, поэтому его поверхность выглядит ребристой или гофрированной.
Этот тип смесителя является наиболее доступным и самым простым.Этот метчик предназначен для использования вручную или вручную, резьба на нем прямая, поэтому его поверхность выглядит ребристой или гофрированной. Метчики со спиральным заострением имеют только одну ведущую канавку, которая отшлифована под углом к доступу к метчику. Эти метчики также похожи на метчики-пистолеты, поскольку они также выбрасывают стружку перед метчиком, что не влияет на резьбу.
Метчики со спиральным заострением имеют только одну ведущую канавку, которая отшлифована под углом к доступу к метчику. Эти метчики также похожи на метчики-пистолеты, поскольку они также выбрасывают стружку перед метчиком, что не влияет на резьбу.
Метчики Инструменты для нарезания резьбы — быстрорежущая сталь, кобальт, режущие инструменты
Метчик используется для разрезания охватывающей части пары сопряжения (например, гайки). Матрица используется для вырезания охватываемой части пары сопряжения (например,г., винт).Процесс нарезания резьбы с помощью метчика называется нарезанием резьбы, а процесс с использованием штампа — нарезанием резьбы.
Оба инструмента можно использовать для очистки резьбы, что называется чеканкой.Для получения дополнительных 250 000 продуктов посетите наш новый дочерний сайт
Коснитесь Метчики с нижней, пробкой и конусом сверху вниз соответственно.Метчики разные.
Метчик и Т-образный ключ
Различные ручки для метчика (гаечные ключи).
Метчик нарезает резьбу на внутренней поверхности отверстия, создавая внутреннюю поверхность, которая действует как гайка. Три метчика на изображении иллюстрируют основные типы, обычно используемые большинством машинистов:
Три метчика на изображении иллюстрируют основные типы, обычно используемые большинством машинистов:
Метчик с нижним или заглушкой [2]
Метчик, показанный в верхней части изображения, имеет сплошную режущую кромку с почти полным отсутствием конуса между резьбой от 1 до 1,5 конуса является типичным. [3] Эта функция позволяет метчику нарезать резьбу до дна глухого отверстия. Метчик для забивки обычно используется для нарезания резьбы в отверстии, которое уже частично нарезано резьбой, с использованием одного из более конических типов метчиков; конический конец («фаска метчика») метчика для забора слишком короток, чтобы успешно войти в отверстие без резьбы.В США они широко известны как отводы для пробок, но в Австралии и Великобритании они также известны как пробковые отводы.
Промежуточный метчик, второй метчик [2] или метчик для пробки [4]
Метчик, показанный в середине изображения, имеет конические режущие кромки, которые помогают выровнять метчик и запустить его в незадействованное отверстие. Количество конических резьб обычно составляет от 3 до 5. [3] Пробковые отводы являются наиболее часто используемым типом отводов. В США они широко известны как пробковые отводы, тогда как в Австралии и Великобритании они обычно известны как второстепенные отводы.
Количество конических резьб обычно составляет от 3 до 5. [3] Пробковые отводы являются наиболее часто используемым типом отводов. В США они широко известны как пробковые отводы, тогда как в Австралии и Великобритании они обычно известны как второстепенные отводы.
Метчик с конусом
Маленький метчик, показанный внизу изображения, похож на метчик с пробкой, но имеет более выраженный конус к режущим кромкам.
Эта особенность обеспечивает плавное резание метчика с конусом, которое менее агрессивно, чем метчик для пробки.
Количество конических резьб обычно составляет от 8 до 10. [3] Метчик с конусом чаще всего используется, когда материал, который нужно нарезать, трудно поддается обработке
(например, легированная сталь) или метчик имеет очень маленький диаметр и, следовательно, склонен к поломке.Проиллюстрированные выше краны обычно называют ручными, поскольку они по своей конструкции предназначены для ручного управления. Во время работы
необходимо ручным метчиком периодически реверсировать вращение, чтобы сломать стружку, образовавшуюся во время процесса резания, тем самым предотвращая эффект, называемый
«скучивание», который может вызвать поломку. Периодическое реверсирование обычно нецелесообразно при использовании ответвлений мощности
Периодическое реверсирование обычно нецелесообразно при использовании ответвлений мощности
Наиболее распространенным типом метчика с механическим приводом является метчик со спиральной головкой (также называемый «пистолетный метчик»), режущие кромки которого смещены под углом относительно средней линии метчика.
Эта функция заставляет метчик постоянно ломать стружку и выталкивать ее в канавки, предотвращая скучивание. Другой вариант метчика со спиральной пробкой — метчик со спиральной канавкой
, чьи канавки напоминают канавки спирального сверла. Метчики со спиральной канавкой широко используются в высокоскоростных автоматических операциях нарезания резьбы благодаря своей способности хорошо работать в глухих отверстиях. Ручное или автоматическое нарезание резьбы начинается с формирования и небольшого зенкования отверстия (обычно путем сверления) с диаметром несколько меньше диаметра метчика.
Правильный диаметр отверстия может быть определен с помощью таблицы размеров сверл и метчиков — стандартного эталона, который можно найти во многих механических мастерских.
Если требуется просверлить отверстие, соответствующий диаметр называется размером сверла для метчика.
Вместо таблицы сверления для метчика можно с помощью метчиков дюймового размера рассчитать правильный диаметр сверла для метчика следующим образом:
TD = MD — \ frac {1} {N}
, где TD — размер сверла для метчика , MD — наибольший диаметр метчика (например,г., ? дюйм для? «- 16 метчиков), а N — количество ниток на дюйм (16 в случае?» — 16 метчиков).
Для метчика? «- 16 в результате приведенная выше формула даст 5/16, что является правильным диаметром сверла для метчика?» — 16.
В результате получается сверло для метчика с резьбой примерно 75 процентов.Правильный диаметр сверла для метчиков рассчитывается как:
TD = MD — шаг
, где TD — размер сверла для метчика, MD — наибольший диаметр метчика (например. g., 10 мм для метчика M101,5), а шаг — это шаг резьбы
g., 10 мм для метчика M101,5), а шаг — это шаг резьбы
Для материалов с мягкой или средней твердостью, таких как пластик, алюминий или низкоуглеродистая сталь, обычной практикой является использование промежуточного (пробкового) метчика для нарезания резьбы.
Если резьба должна доходить до дна глухого отверстия, то промежуточный метчик (заглушка) будет использоваться для обрезки резьбы до тех пор, пока точка метчика не достигнет дна,
, после чего метчик для нижней части будет использоваться для завершения дыра.Во время такой операции необходимо часто выбрасывать стружку, чтобы избежать заклинивания и возможной поломки метчика.
При работе с твердыми материалами машинист может начать с метчика с конусом, менее резкое изменение диаметра которого снижает крутящий момент, необходимый для нарезания резьбы.
Машинное нарезание резьбы
Нарезание резьбы может производиться либо ручным нарезанием резьбы с использованием набора метчиков (первый метчик, второй метчик и окончательный (чистовой) метчик), либо с помощью станка для нарезания резьбы, такого как токарный станок,
радиально-сверлильный станок, верстак тип сверлильный станок, столбчатый сверлильный станок, вертикальные фрезерные станки, HMC, VMCs.Нарезание резьбы станком происходит быстрее,
и, как правило, точнее, поскольку исключается человеческая ошибка. Окончательное нарезание резьбы осуществляется одним нажатием.Хотя в целом нарезание резьбы на станке более точное, операции нарезания резьбы традиционно было очень сложно выполнять из-за частой поломки метчика и нестабильного качества нарезания резьбы.
Исследования показали [необходима цитата], что важные причины, вызывающие поломку крана, следующие:
Проблемы, связанные с краном:
Износ крана невозможно легко определить количественно (использование изношенных кранов)
Использование крана с неправильным краном геометрия для конкретного приложения.
Использование нестандартных смесителей или смесителей низкого качества.
Засорение стружкой
Нарезание резьбы не следует за отверстием перед выпуском (несоосность)
Несоответствие машинной подачи и подачи метчика может привести к поломке метчика при растяжении или сжатии.
Использование неподходящей смазочно-охлаждающей жидкости или недостаточное количество жидкости.
Нет предохранительного механизма для ограничения крутящего момента ниже значения момента разрыва крана.
Неподходящее или нулевое смещение для использования с винторезными станками (рекомендуется подача на 0,1 медленнее, чтобы установить смещение для 40 tpi или выше и15 медленнее для 40 tpi или меньше [5])
Неправильная скорость шпинделя
Для решения этих проблем требуются специальные держатели инструмента, чтобы минимизировать вероятность поломки метчика при нарезании резьбы. Обычно они классифицируются как обычные держатели инструмента и держатели инструмента с ЧПУ.
Все эти метчики доступны в CDTooling
Метчики конические, метчики с полузаходом, метчики с ЧПУ, метрические метчики, метчики для гаек, короткие выступы для труб, метчики
Комбинированный метчик и развертка, Метчики с пилотным управлением, Метчики-ракушечные метчики, Метчики для высотных отверстий, Метчики для труб, Метчики для заглушек, Специальные метчики,
Метчики с высокими эксплуатационными характеристиками, Метчики для рук со спиральными зубьями, Метчики со спиральными канавками, Метчики для технического обслуживания, Метчики британского стандарта, Контрфорсы Метчики, метчики стандарта
Din, метчики-формы, миниатюрные метчики, наборы метчиков и штампов. Метчики
Метчикии метчики-формовщики — North American Tool
Значительное большинство резьб, производимых сегодня в производстве, обрабатывается с помощью режущих инструментов: обычно метчиков и резьбонарезных станков для внутренней резьбы, а также резьбонарезных головок и резьбонарезных фрез для наружной резьбы. Эти инструменты являются историческим стандартом для этой цели и привычны для машинистов. Поскольку обрабатываемые материалы и области применения меняются в соответствии с требованиями клиентов, альтернативы инструментам следуют их примеру.Хотя и режущие инструменты, и формовочные инструменты производят по существу одну и ту же резьбу и калибруются одинаково, требования к их использованию и достигаемые результаты во многом различаются.
Исторически внутренняя резьба создавалась метчиками. Это инструменты, предназначенные для удаления материала из отверстия, оставляя готовую форму внутренней резьбы с заданной геометрией. В этих инструментах используется функция, известная как фаска, для достижения постепенного резания по мере того, как метчик входит в отверстие, и канавки, чтобы оставить место для стружки, создаваемой этим действием резания, а также охлаждающая или смазочная жидкость для помощи в процессе резки и удаления материала из флейт.
Формовочные метчики создают резьбу за счет смещения материала внутри отверстия. Сформованный материал принимает форму резьбы метчика без образования сколов. Канавки заменены канавками для смазки, чтобы уменьшить трение, возникающее во время процесса. Другие характеристики метчика, такие как фаска, изменены с учетом сил, необходимых для того, чтобы нарезанный материал принял новую форму. Отводные площадки, разделенные канавками, заменяются высокими участками, называемыми лопастями.Эти выступы уменьшены, чтобы уменьшить контакт поверхности с рабочим материалом. Уменьшение трения — основная цель успешного формирования резьбы. Они также являются вероятным решением проблем нарезания «глухих» отверстий: поскольку метчики для формования не образуют стружки, нет проблем с натягом стружки и ее удалением.
Формовочные метчики требуют отверстия немного большего размера, так как заправляемый материал течет как в резьбу метчика, так и от нее. Готовый малый диаметр отверстия будет меньше, чем диаметр отверстия без резьбы, когда процесс будет завершен. Также следует понимать, что метчики-формовщики работают лучше на скоростях от 1-1 / 2 до 2 раз быстрее, чем метчики для резки, и требуют гораздо большего внимания к смазке инструмента, поскольку трение между метчиком и заготовкой может создавать проблемы с тепловые и крутящие силы, приложенные ко всей установке.
Также следует понимать, что метчики-формовщики работают лучше на скоростях от 1-1 / 2 до 2 раз быстрее, чем метчики для резки, и требуют гораздо большего внимания к смазке инструмента, поскольку трение между метчиком и заготовкой может создавать проблемы с тепловые и крутящие силы, приложенные ко всей установке.
Принято считать, что формованная резьба прочнее нарезанной. При формировании резьбы зерно материала сжимается, особенно в основании и вершине резьбы.В то время как зернистая структура разрезаемого материала была «разрушена» режущим действием инструмента.
Метчики-формовщики используются только для тех материалов, которые достаточно пластичны для технологического процесса, таких как цветные металлы, алюминий и мягкая сталь. Они также производят резьбу, которая немного отличается по внешнему виду от резьбы, создаваемой режущим инструментом.
Этот тип метчика также является вероятным решением проблем нарезания «глухих» отверстий: поскольку метчики-формовщики не образуют стружки, не создавая проблем с ее натягом и удалением.
Метчики более универсальны, так как геометрия инструмента может быть изменена в соответствии с характеристиками обрабатываемого материала. Они не ограничиваются материалами, подходящими для опалубки. Такие материалы, как чугун и фенольные пластмассы, которые не подходят для формования, можно обрабатывать с помощью метчика. Режущие метчики могут быть лучшим выбором для «сквозных отверстий», так как они не требуют отдельной операции для устранения деформации на входе и выходе, вызванной формовочным метчиком. Для метчиков требуется меньше машинной мощности, чем для метчиков для формования, что является важным фактором при увеличении диаметра метчика.
Мы коснулись лишь нескольких основных различий между этими типами смесителей. У каждого стиля есть свои преимущества и ограничения. Решение о том, что использовать, обычно определяется ограничениями работы, но часто зависит от опыта машиниста.
различных резьбовых метчиков и наши возможности для каждого
Хотя инженеры и машинисты используют метчики для резьбы в широком диапазоне применений, их назначение довольно стандартно. Метчики с резьбой создают охватывающую часть пары металлических крепежных деталей, которая подготавливает материал для использования с охватываемым компонентом, таким как болты или винты.Эта концепция проста, но выбор метчика может быть сложным.
Метчики с резьбой создают охватывающую часть пары металлических крепежных деталей, которая подготавливает материал для использования с охватываемым компонентом, таким как болты или винты.Эта концепция проста, но выбор метчика может быть сложным.
Существует несколько различных типов метчиков для обработки ваших станков с ЧПУ. Правильный выбор крана может помочь предотвратить неприятную поломку крана, которая может отбросить вас обратно на компонент, в который вы уже много часов работали. Понимание возможностей каждого ответвления может помочь вам сузить круг вопросов, которые могут работать лучше всего в каждой ситуации. Давайте посмотрим на распространенные метчики с резьбой, которые вам стоит рассмотреть.
Типы резьбовых метчиков, используемых при обработке с ЧПУ
Конструкция метчика может дать преимущества в зависимости от вашего проекта.В зависимости от некоторых из следующих спецификаций проекта могут потребоваться разные отводы:
- Тип отверстия: Ваши возможности нарезания резьбы на станке с ЧПУ будут зависеть от того, какое отверстие вы нарезаете — глухое или сквозное. Глухие отверстия простираются на определенную глубину, не пробивая другую сторону материала, тогда как сквозные отверстия пробивают другую сторону. Форма метчика должна соответствовать типу отверстия во избежание поломки.
- Требуется: Многие метчики имеют каналы, известные как канавки, врезанные в корпус, чтобы отводить стружку от места нарезания резьбы.Различные типы канавок позволяют метчикам либо выталкивать стружку перед инструментом, либо отводить ее вверх и от инструмента. Эти типы канавок могут быть полезны в зависимости от того, пробиваете ли вы глухое или сквозное отверстие.
- Материал: Материалы, используемые при нарезании резьбы, будут зависеть от типа выбранного вами метчика. Например, твердость материала может потребовать более прочного метчика из карбида, чем для стандартной стали. Также важно то, как материал образует стружку.В сочетании с определенными метчиками некоторые материалы образуют короткие стружки, а другие — спиралевидные. Направление, в котором ваш метчик толкает определенный вид чипа, может либо работать, либо противостоять процессу постукивания.
 Глухие отверстия простираются на определенную глубину, не пробивая другую сторону материала, тогда как сквозные отверстия пробивают другую сторону. Форма метчика должна соответствовать типу отверстия во избежание поломки.
Глухие отверстия простираются на определенную глубину, не пробивая другую сторону материала, тогда как сквозные отверстия пробивают другую сторону. Форма метчика должна соответствовать типу отверстия во избежание поломки. Направление, в котором ваш метчик толкает определенный вид чипа, может либо работать, либо противостоять процессу постукивания.
Направление, в котором ваш метчик толкает определенный вид чипа, может либо работать, либо противостоять процессу постукивания.Помня об этих соображениях, давайте рассмотрим некоторые распространенные типы кранов, а также их использование и преимущества.
1. Метчики прямые / ручные
Метчик с прямой канавкой или ручным метчиком — один из самых простых доступных метчиков.Этот метчик получил свое название от четырех прямых каналов, которые проходят вдоль корпуса для обработки стружки. Метчик с прямой канавкой или ручной метчик можно использовать на станке или приводить в действие вручную, что придает ему большую универсальность. Кроме того, этот тип смесителя хорошо работает со сквозными или глухими отверстиями.
К достоинствам метчика с прямой канавкой или ручным метчиком относятся:
- Его универсальный характер может уменьшить количество необходимых вам инструментов.
- Он хорошо подходит для таких материалов, как чугун, образующих короткую стружку.
- В зависимости от ваших потребностей, он может перейти от станка к метчику.

2. Метчики со спиральной канавкой
Метчики со спиральной канавкой отличаются от метчиков с прямой канавкой своей конструкцией. Как следует из названия, метчик со спиральной канавкой использует каналы, которые образуют спираль вокруг корпуса метчика. Эта структура помогает направлять стружку вверх и от места установки метчика, что особенно полезно при нарезании глухого отверстия.
Если вы используете метчик для резьбы, который выталкивает стружку на дно глухого отверстия, вы можете сломать или повредить метчик, когда дойдете до его дна. Метчики со спиральной канавкой смягчают эту проблему за счет эффективного удаления стружки. Возможно, вы захотите еще больше дифференцировать свой метчик со спиральной канавкой, выбрав степень спирали, которая соответствует материалу, который вы нажимаете:
- Спираль от 5 до 20 градусов: Низкий градус спирали порождает медленные спирали. Этот метод не мешает режущей кромке, что лучше всего подходит для твердых материалов, таких как титан, никель или нержавеющие сплавы.
- Спираль от 25 до 35 градусов: Эта конфигурация хорошо подходит для свободной обработки, свинцовых или низкоэмиссионных сталей, а также для свободной обработки латуни и бронзы.
- Спираль от 38 до 42 градусов: Эта степень хорошо работает с материалами, которые образуют относительно плотную стружку, такими как нержавеющая сталь без механической обработки или средне- и высокоуглеродистые стали.
- Спираль под 45 градусов или выше: Метчики по спирали с углом 45 градусов или выше производят быструю спираль.Эта конфигурация хорошо подходит для пластичных материалов, таких как медь или алюминий.
 Этот метод не мешает режущей кромке, что лучше всего подходит для твердых материалов, таких как титан, никель или нержавеющие сплавы.
Этот метод не мешает режущей кромке, что лучше всего подходит для твердых материалов, таких как титан, никель или нержавеющие сплавы.В целом, метчики со спиральной канавкой обладают следующими достоинствами:
- Это предотвращает скопление стружки на дне глухого отверстия.
- Для нажатия может потребоваться меньше усилий.
- Это упрощает перезапуск нарезания резьбы при работе с отверстием, которое прервано другим элементом.

3.Метчики спиральные
Метчик со спиральным острием представляет собой небольшую, но важную разновидность метчика с прямой канавкой. Метчики со спиральным острием имеют острие под углом, которое помогает направлять стружку перед инструментом во время нарезания резьбы. При такой конструкции метчики со спиральным концом охватывают как сквозные, так и глухие отверстия с достаточным пространством для размещения стружки.
Многие сильные стороны метчика со спиральным острием связаны с его конструкцией с мелкой канавкой, в том числе:
- Увеличенная площадь поперечного сечения
- Повышенная прочность на резание при меньшем усилии на выпускной вал
- Емкость для увеличения скорости нарезания резьбы
4.Отводы
Метчик для труб имеет более узкое применение, связанное с созданием трубной резьбы.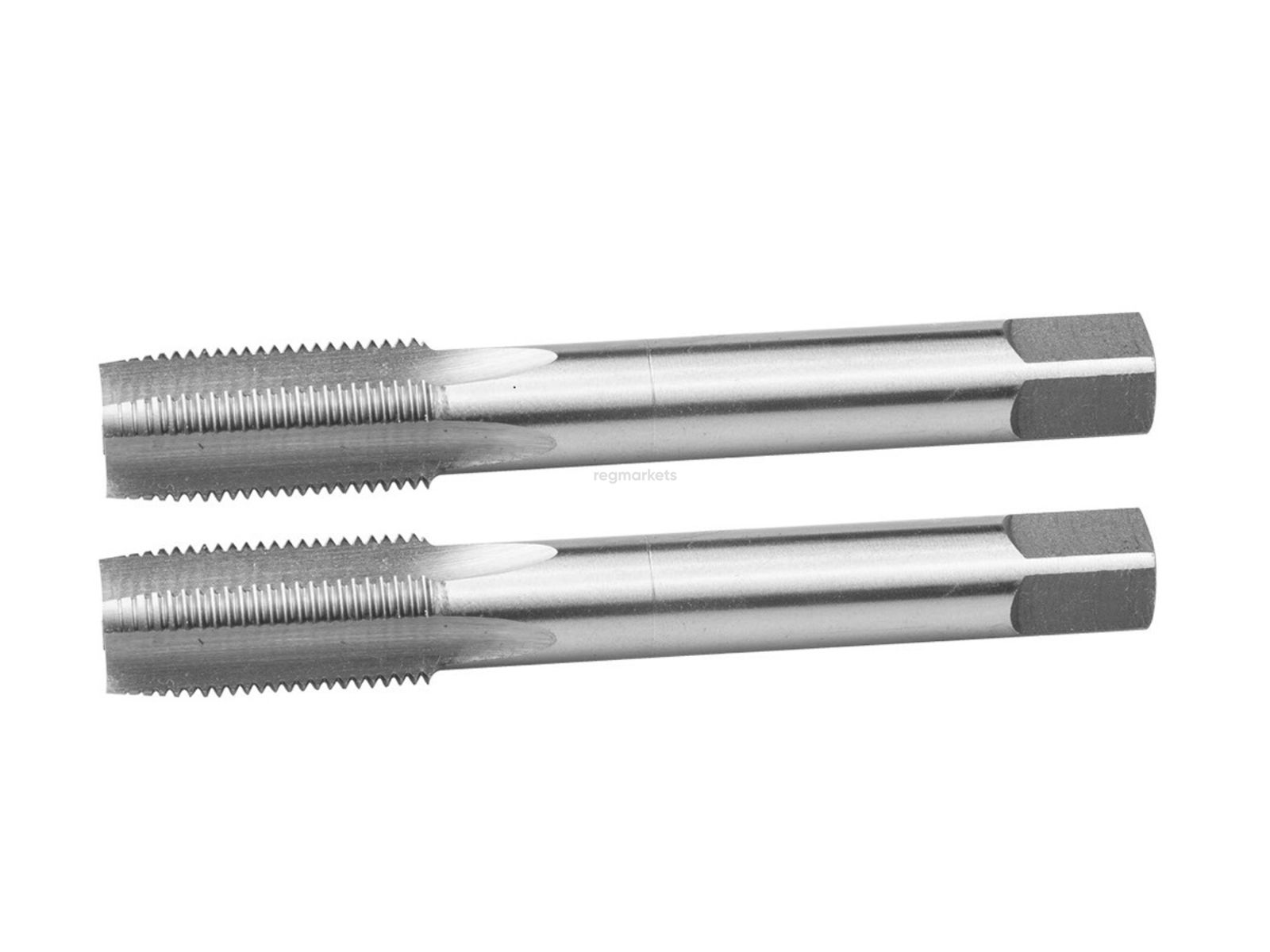 Этот инструмент используется для нарезания резьбы в части фитинга или части трубопровода, которая будет соединена с частью прилегающей трубы. Из-за такого использования метчики для труб, как правило, имеют несколько прямых канавок и требуют большего усилия для использования.
Этот инструмент используется для нарезания резьбы в части фитинга или части трубопровода, которая будет соединена с частью прилегающей трубы. Из-за такого использования метчики для труб, как правило, имеют несколько прямых канавок и требуют большего усилия для использования.
В зависимости от вашего проекта вы можете использовать другой тип смесителя, отличающийся от стандартной конструкции:
- Метчик для труб со спиральной канавкой: Метчик для труб со спиральной канавкой сочетает в себе винтовые каналы метчика со спиральной канавкой и стандартной конструкции для трубного метчика.Этот инструмент удаляет стружку из резьбового отверстия, если в противном случае она может вызвать проблемы.
- Метчики для труб с прерывистой резьбой: На каждой режущей кромке этого типа метчиков для труб удален зуб, чтобы увеличить поток стружки и снизить трение при нарезании резьбы. Метчики для прерывистых труб обычно имеют нечетное количество резьбы и могут использоваться для обработки различных металлов.
- Метчики для удлинительных труб: Метчики для удлинительных труб предназначены для сверления глубоких отверстий в трубах или фитингах.Метчик для удлинительной трубы может иметь стандартный или прерывистый рисунок резьбы, который помогает при нарезании резьбы на сложных участках.
- Метчики для нарезания резьбы для труб: Метчики для нарезания резьбы для труб перемещают материал, а не режут его. Этот тип крана может быть хорошим выбором при работе с трубами из мягкого металла, стали, меди, алюминия или латуни.

Ключевая сила метчика заключается в том, что при правильном использовании он может создавать герметичные соединения труб.
5. Метчики для нарезания резьбы
Метчики для нарезания резьбы отличаются от метчиков других типов, поскольку они производят резьбу иначе. В большинстве метчиков используются режущие кромки, чтобы сбрить материал и создать резьбу. Хотя это и эффективно, из-за этого образуются неудобные стружки, которые могут затруднить процесс нарезания резьбы. Вместо нарезания метчик для нарезания резьбы вытесняет материал во время нарезания резьбы.
Метод нарезания резьбы имеет ряд преимуществ, в том числе:
- Прочность: Формованные нити прочнее нарезанных.
- Удобство: Метчики для нарезания резьбы не образуют стружки, что полезно для глухих отверстий.
- Долговечность: Метчики для нарезания резьбы менее подвержены поломке или износу.
- Эффективность: Метчики для нарезания резьбы могут работать с большей скоростью, чем метчики для нарезания резьбы.
Благодаря своей уникальной функциональности метчики для нарезания резьбы лучше всего подходят для обработки несколько податливых материалов, таких как:
- Алюминий
- Мягкие стали
- Латунь
- Свинец
- Медь
- Цинк
- Прочие средние сплавы
Важным фактором при выборе метчиков для нарезания резьбы является смазка. Метод нарезки резьбы вызывает повышенное трение, которое может помешать успешной резьбе. По этой причине большинство метчиков для нарезания резьбы имеют канавки или каналы, которые помогают транспортировать смазку к передней части метчика. Специальная жидкость для выпуска или экструзии может обеспечить наилучшие результаты при использовании этого типа инструмента.
Метод нарезки резьбы вызывает повышенное трение, которое может помешать успешной резьбе. По этой причине большинство метчиков для нарезания резьбы имеют канавки или каналы, которые помогают транспортировать смазку к передней части метчика. Специальная жидкость для выпуска или экструзии может обеспечить наилучшие результаты при использовании этого типа инструмента.
6. Комбинированное сверло и метчик
Как следует из названия, комбинированное сверло и метчик может просверливать и нарезать отверстие за один проход. Комбинированное сверло и метчик обычно включает сверло на конце, за которым следует метчик со спиральными канавками.Этот инструмент сконструирован таким образом, что сверлильная часть метчика пробивает материал до начала нарезания резьбы.
Комбинированное сверло и метчик рекомендуется использовать только для сквозных отверстий и может обрабатывать глубину до двух диаметров метчика. Этот инструмент может найти множество применений в сфере сборки, строительства, технического обслуживания и ремонта.
К сильным сторонам комбинированного сверла и метчика относятся:
- Он самоцентрирующийся.
- Работает на высоких оборотах.
- Там, где это возможно, это может сэкономить время.
7. Твердосплавные метчики с твердосплавной вставкой
Большинство метчиков с резьбой изготавливаются из стали, но в некоторых используется твердый сплав из-за его преимуществ. Как материал, карбид отличается особой прочностью и эффективностью. Это делает его идеальным при нарезании большего количества абразивных материалов, таких как:
- Чугун
- Литой алюминий
- Полимеры
- Стеклонаполненные поликарбонаты
- Прочие цветные металлы
Твердосплавные метчики могут иметь одну из двух конфигураций:
- Метчики твердосплавные: Эти метчики полностью изготовлены из твердосплавного материала, что позволяет увеличить съем металла на высоких скоростях.
- Метчики с твердосплавными пластинами: Эти метчики содержат твердый сплав на режущей части инструмента и из быстрорежущей стали (HSS) в корпусе. Хотя метчик с твердосплавной пластиной и не такой прочный, как метчик с твердосплавной пластиной, он может быть более доступным.

Метчики с твердосплавными и твердосплавными пластинами производятся во многих конфигурациях, которые мы рассмотрели. Если вам нужна дополнительная прочность и долговечность для вашего проекта, вы можете выбрать один из следующих:
- Метчик твердосплавный с прямой канавкой
- Метчик спиральный твердосплавный
- Отводы карбидные
- Метчики карбидные резьбонарезные
Типы фасок, используемых при обработке с ЧПУ
Метчики с резьбой можно также различать по типу фаски.Термин фаска относится к самой нижней части метчика. Конструкции с фаской служат двум основным целям: уменьшить силу, необходимую для использования метчика, и позволить режущим зубьям делать постоянно более глубокие разрезы.
Производители используют разные углы и длину фаски в зависимости от назначения метчика. При выборе типа фаски в первую очередь следует учитывать тип отверстия, которое вы нарезаете, и его глубину. Существует три основных типа фаски, с которыми вы можете столкнуться при обработке с ЧПУ.
1. Метчики конические
Конический метчик имеет самую длинную фаску — обычно от семи до 10 витков резьбы. Как правило, чем длиннее фаска метчика, тем легче будет начать нарезание резьбы в отверстии. Коническая фаска имеет небольшой угол внутрь, что упрощает выравнивание метчика в отверстии.
Поскольку конические метчики не имеют полностью сформированной резьбы на фаске, они не идеальны для нарезания резьбы по дну глухих отверстий.Вместо этого конические метчики хорошо подходят для сквозных отверстий или для первой нарезки резьбы. Обычно вы можете соединить конический метчик с другим стилем фаски, чтобы получить требуемый результат.
2. Заглушки
Метчики-пробки имеют фаски среднего размера от трех до пяти ниток резьбы со средним внутренним углом. Мелкая конструкция пробкового метчика требует большего усилия для нарезания новой резьбы, что делает его более сложным в использовании, чем конический метчик.
Мелкая конструкция пробкового метчика требует большего усилия для нарезания новой резьбы, что делает его более сложным в использовании, чем конический метчик.
Этот стиль фаски хорошо работает, когда вы ремонтируете резьбу, которая уже была нарезана.Это также может помочь врезаться глубже в отверстие после того, как вы начнете отверстие с помощью конического метчика. Если вы продеваете сквозное отверстие, метчик для заглушки может быть более эффективным выбором, чем метчик с конусом, благодаря своей конструкции.
3. Отводы донные
У донного метчика самая маленькая фаска с одной или двумя резьбой. Этот тип фаски имеет острый внутренний угол, что делает его идеальным для нарезания резьбы до дна глухого отверстия. Поскольку нижняя фаска очень короткая, ее чрезвычайно сложно использовать при начале новой резьбы.Метчики с донным отверстием идеально подходят для использования после того, как вы нарезали отверстие конусным или пробковым метчиком.
Улучшите свою обработку с ЧПУ с помощью нестандартных метчиков от American Micro Industries
Независимо от того, с какими проектами обработки с ЧПУ вы сталкиваетесь, правильные инструменты могут улучшить вашу точность и результаты. Если вы ищете способы повысить производительность, обновление метчиков может быть полезным шагом. В American Micro Industries мы понимаем, что для некоторых проектов требуется нечто большее, чем инструменты или детали массового производства.Мы здесь, чтобы предоставить высококачественные индивидуальные решения, которые идеально соответствуют вашим потребностям.
Если вы ищете способы повысить производительность, обновление метчиков может быть полезным шагом. В American Micro Industries мы понимаем, что для некоторых проектов требуется нечто большее, чем инструменты или детали массового производства.Мы здесь, чтобы предоставить высококачественные индивидуальные решения, которые идеально соответствуют вашим потребностям.
Работая с нами, вы получите выгоду от нашей способности оптимизировать индивидуальный производственный процесс под одной крышей. Мы расскажем обо всем, от исследований до идентификации материалов и создания прототипов. Огромное внимание к деталям побуждает нас делать все возможное, чтобы вы были полностью удовлетворены своим индивидуальным продуктом.
Если вам нужен обработанный прототип или вы хотите узнать больше об улучшении ваших проектов обработки с ЧПУ, свяжитесь с нами или запросите коммерческое предложение онлайн сегодня.
Метчики и плашки для нарезания резьбы по металлу от Victor Machinery
Victor Machinery предлагает полную линейку резьбонарезных инструментов на складе для немедленной отправки: Чтобы увидеть нашу полную линейку метчиков и плашек, доступных для онлайн-покупки, нажмите на ссылки на на этой странице,
или просмотрите наш список типов метчиков и типов штампов.
У нас есть как стандартные, так и труднодоступные метчики и штампы:
Мы предлагаем стандартные размеры National Coarse и National Fine. ручные метчики, метчики спиральные точечные, метчики со спиральной канавкой и негабаритные краны, а также круглые регулируемые плашки и шестигранная перетяжка умирает.Ручные метчики имеют больше канавок и предпочтительны для глухих отверстий, поскольку они вытягивают стружку из отверстия. Метчики со спиральным концом (также называемые метчиками Gun) выталкивают стружку вперед и используются в основном в сквозных отверстиях.
Для нарезания метрической правой резьбы поставляем метчики и метчики. метрические плашки.
Вы можете приобрести индивидуальные размеры или наборы для метчиков и штампов.
Чтобы сделать левую резьбу, выберите левосторонние метчики и матрицы дюймового размера или метчики и плашки метрические левосторонние.
Для нарезания трубной резьбы используйте метчики и плашки.
Доступны варианты: коническая труба (NPT), прямая труба (NPS — часто используется в осветительной арматуре), прерывистая резьба NPT и левая NPT.
У нас на складе тысячи специальные метчики с резьбой,
специальные резьбовые плашки, и краны acme.
В дополнение ко многим размерам, которые мы перечисляем, нестандартные смесители в соответствии с вашими требованиями часто могут быть отправлены всего за 24 часа.
Мы также предлагаем ручки для метчиков и штампы.
Прямые ручки обеспечат максимальный эффект, в то время как модели с Т-образной ручкой будут работать в более ограниченных пространствах.
Несколько типов
Направляющие для метчиков помогут получить прямую и точную резьбу.
Для обеспечения плавности резания и увеличения срока службы инструмента,
мы предлагаем несколько жидкостей для выпуска.
Чтобы определить отверстие подходящего размера для сверления перед нарезанием резьбы, обратитесь к нашей таблице для метчиков и сверл.
Если вы ремонтируете существующую резьбу, вы можете выбирать между шестигранными плашками для повторной нарезки резьбы,
инструменты для ремонта резьбы и
винтовые резьбовые вставки.
Метчики и плашки | Наборы метчиков и штампов
Thread Check Inc.предлагает полный ассортимент метчиков и штампов , наборов метчиков и штампов, а также режущих инструментов от ведущих мировых производителей, включая Kennametal, Cleveland, Guhring, Titex Tools, Chicago Latrobe, OSG, Michigan Drill, Triump Twist Drill, Accupro, MA Ford, Atrax, SGS, Kyocera, Sumitomo Electric Carbide, Kenna Perfect, Met Cut, SECO, Komet, Ingersoll Cutting Tools, Melin Tool Company, Alvord Polk Tool, DeWalt, Milwaukee, Irwin Auger and Router Bits, Lenox, Greenfield Tap and Die Sets, Balax, Emuge, Heli-Coil®, Jergens, EZ LOK, Putnam, Hanita, PROMAX, Widell Industries и другие.Thread Check Inc. предлагает полный выбор стандартных и специальных сверл, разверток, концевых фрез, резьбонарезных станков, метчиков и штампов, метчиков для нарезания резьбы и штампов для нарезания резьбы . Инженеры-специалисты по продажам Thread Check имеют многолетний опыт обработки и могут помочь вам в выборе подходящих метчиков и матриц для работы.
Thread Check Inc. предлагает обширный ассортимент стандартных режущих метчиков, режущих штампов и многих специальных изделий, изготовленных в течение 24 — 48 часов.
Метчики метчики
|
|
|
Плашки
|
|
|
Сверла и развертки
|
|
|
Концевые фрезы
|
|
|
Заказ метчиков
Thread Check, Inc. настоятельно рекомендует по возможности предоставлять чертеж с информацией о резьбе. Это поможет нашему инженерному персоналу подобрать подходящие метчики для работы и избежать длительных задержек и дорогостоящих проблем на производстве.
настоятельно рекомендует по возможности предоставлять чертеж с информацией о резьбе. Это поможет нашему инженерному персоналу подобрать подходящие метчики для работы и избежать длительных задержек и дорогостоящих проблем на производстве.
Важная информация, необходимая для поставки правильных метчиков, следующая:
- Номинальный размер, TPI или резьба на дюйм, форма резьбы, и если резьба является многозаходной.
- Класс изготавливаемой резьбы — 2Б или 3Б.
- Правая или левая резьба. Если не указано иное, всегда предполагается правая рука.
- Материал для нарезки резьбы.
- Тип отверстия для нарезки резьбы.
- Просверленные, перфорированные или литые.
- Метчик сверла или размера отверстия.
- Глубина отверстия.
- Сквозное или глухое отверстие.
- Требуемая длина полной резьбы.
- Требуемый тип метчиков — конус, заглушка, дно, метчик и метчик со спиральными канавками.
- Наш инженер-технолог определит это на основании предоставленной информации.

Любая дополнительная информация, касающаяся типа и состояния используемой машины или оборудования, может быть полезна при изготовлении метчиков лучшей конструкции для работы.
Контрольный список устранения неисправностей при нарезании резьбы
- Использование неправильного стиля или дизайна для работы.
- Использование неправильного предельного размера метчика для класса резьбы.
- Использование затупившихся метчиков, штампов и режущих инструментов, требующих повторной заточки.
- Использование плохо заточенных метчиков, штампов и режущих инструментов.
- Материал детали слишком твердый или мягкий.
- Материал детали низкого качества, неоднороден по структуре или анализу.
- Материал детали нарезан на резьбе метчика.
- Избыточная укладка стружки в канавки.
- Саморез слишком тяжелый или легкий для работы.
- Саморез без качественного ходового винта.
- Диапазон скоростей резьбонарезного станка слишком ограничен.
- Стол резьбонарезного станка или обрабатываемая деталь не перпендикулярна метчику.
- Станок с ЧПУ неправильно запрограммирован.
- Неблагоприятные условия перед выпуском отверстий (размер, глубина, прямолинейность, округлость, глазурованная или упрочненная поверхность, сколы на дне).
- Метчик и подготовленное отверстие не совмещены.
- Подъем заготовки и приспособления при развороте при вертикальном нарезании резьбы.
- Отсутствие надлежащей смазки при применении.

Измерительные метчики
Главный диаметр и делительный диаметр — два важных измерения на метчиках. Важно следить за износом этих размеров, поскольку они со временем изнашиваются при длительном использовании. Обратный конус, разгрузка резьбы и нарастающий большой диаметр — это три фактора при разработке режущих метчиков , режущих штампов и режущих инструментов , которые следует принимать во внимание при измерениях основного диаметра и делительного диаметра метчики, штампы и режущие инструменты.
Обратный конус — это постепенное уменьшение диаметра резьбы по направлению к хвостовику. Обычно это около 0,001 дюйма в диаметре на один дюйм длины. Рельеф резьбы постепенно уменьшает диаметр резьбы по направлению к пятке площадки и, как правило, покрывает около двух третей ширины площадки, хотя в некоторых случаях может покрывать всю ширина.Задний конус и разгрузка резьбы предназначены для облегчения резания и уменьшения трения.Измерения размера всегда следует проводить по всей резьбе сразу за фаской и как можно ближе к режущей поверхности фаски. Режущие метчики , Режущие плашки и Режущие инструменты всегда делаются больше основного диаметра, чтобы учесть износ и обеспечить зазор большого диаметра в резьбовом отверстии.
Базовый микрометр может использоваться для измерения большого диаметра метчиков. Наковальня микрометра должна контактировать с зубьями на поверхности режущих метчиков и режущих штампов .