Как нарезать резьбу на трубе клуппом?
Как лучше всего создать необходимую резьбу на трубе? Оптимальный вариант — использовать специализированный инструмент. Причем, мы рекомендуем в большинстве случаев выбирать в пользу устройств с ручным приводом.
Во-первых, ручные модели обойдутся вам значительно дешевле электроклуппа. Во-вторых, такие модели обеспечивают вам универсализм в работе: они не требуют источника питания для привода, компактны, могут быть использованы даже в условиях ограниченного рабочего пространства, просты в работе, а благодаря простоте конструкции долговечны, надежны и готовы к очень серьезным эксплуатационным нагрузкам.
Приобретение электрического клуппа целесообразно только в том случае, если вам необходимо регулярно нарезать резьбу на стандартизованных трубах, в таком случае электрический привод предпочтительнее человеческих усилий в виду больших рабочих объемов.
В данной статье эксперты интернет-магазина «Труборезофф» расскажут о самых популярных и востребованных моделях ручных клуппов для нарезки резьбы на мировом рынке инструмента.
REX
Если вам необходим небольшой клупп с демократичной ценой, тогда обратите внимание на качественную ручную модель от японского производителя REX. Данный инструмент пользуется большой популярностью на российском рынке благодаря своей надежности и привлекательной цене. Компактные размеры и малый вес и вовсе делают данный инструмент отличным решением при необходимости работы в условиях ограниченного рабочего пространства. Также часто этот клупп выбирают в случае проведения работ по нарезке трубной резьбы на высоте.
VIRAX
Ручной клупп от французского производителя VIRAX отличается отличными режущими качествами. Инструмент быстро справляется с разными типами труб, благодаря высококачественным современным режущим головкам. Также в модели предусмотрена возможность вариации типов трещотки инструмента: выбирая между односекционной или двухсекционной ручкой, вы можете настроить оптимальные рабочие параметры устройства, которые будут учитывать все ваши пожелания и необходимости.
Voll
Высоким спросом пользуются на европейском рынке ручные резьбонарезные клуппы от белорусского производителя Voll. Особо стоит отметить модель V-Cut 2, которая отвечает передовым требованиям. Режущие головки созданы из высококачественного современного сплава, что обеспечивает инструменту впечатляющую производительность. Удобная ручка гарантирует надежный захват и комфорт в процессе работы. Одна из лучших моделей на рынке для создания конической резьбы на трубах с диаметром в диапазоне от 1/2» до 2».
Как нарезать ровную резьбу на полипропиленовой трубе
Резьбовые соединения ослабляют позиции последние годы. Связано это с появлением пластиковых труб, которые соединяются спайкой. Однако определённая часть трубопроводов собирается по старым технологиями. Чтобы сделать качественное соединение металлических труб, можно провести нарезку резьбы клуппом.
Нарезка резьбы клуппом
Основные способы нарезки
Чтобы сделать резьбу на металлических трубах, применяются три способа, которые подразумевают под собой применение разных инструментов:
- С помощью токарного станка. Возможно обрабатывать изделия разных диаметров.
- Плашка (второе название — лерка).
- Клупп — ручной или электрический инструмент.
Метчики применяются для обработки внутренней части изделий.
Правила использования
Для создания винта на трубе потребуется набор соответствующих плашек, вороток и специальный зажим. Для нарезания резьбы подбирается наиболее подходящий набор плашек в зависимости от диаметра трубы и требуемого шага расположения витков. Определить некоторые параметры можно при визуальном осмотре поверхности, но на поверхности корпуса также должна быть соответствующая маркировка. Не стоит забывать о том, что создаваемый винт может быть левым или правым.
Для нарезания резьбы подбирается наиболее подходящий набор плашек в зависимости от диаметра трубы и требуемого шага расположения витков. Определить некоторые параметры можно при визуальном осмотре поверхности, но на поверхности корпуса также должна быть соответствующая маркировка. Не стоит забывать о том, что создаваемый винт может быть левым или правым.
Весь процесс создания винта на трубе можно разделить на несколько основных этапов:
Работу следует начать с подготовки трубы. Поверхность металла не должна иметь ржавчины или серьезных дефектов. Очистку можно провести достаточно быстро при применении специальных устройств. С торцевой поверхности снимается фаска. Эту работу можно сделать при применении напильника. Как и при использовании метчика, в этом случае поверхность следует смазать маслом или другим подобным веществом. Без смазывающегося вещества при работе может возникнуть высокая нагрузка, которая приведет к деформации режущей кромки. Плашка закрепляется в специальном плашкодержателе
Уделяется внимание тому, насколько прочно крепление, так как на основную часть инструмента может передаваться высокая нагрузка. Во время работы одной рукой выполняется вращение инструмента, второй — его вдавливание. Для врезания инструмента в металл на него должно оказываться существенное воздействие. Рекомендуется делать два оборота в направлении резьбы и один оборот в обратном направлении
За счет этого обеспечивается удаление образующейся стружки с зоны резания, что облегчает ход инструмента.
Резьбу более высокого качества можно получить только при применении разрезной плашки. Это связано с тем, что конструкция имеет стопорное кольцо, с помощью которого проводится регулировка диаметра.
При проведении работы следует учитывать то, что существует несколько видов винтовых соединений:
- Треугольное.
- Трапециевидное.
- Прямоугольное.
- Упорные.
Упорный тип соединения характеризуется тем, что на соединяемые элементы оказывается постоянное одностороннее давление.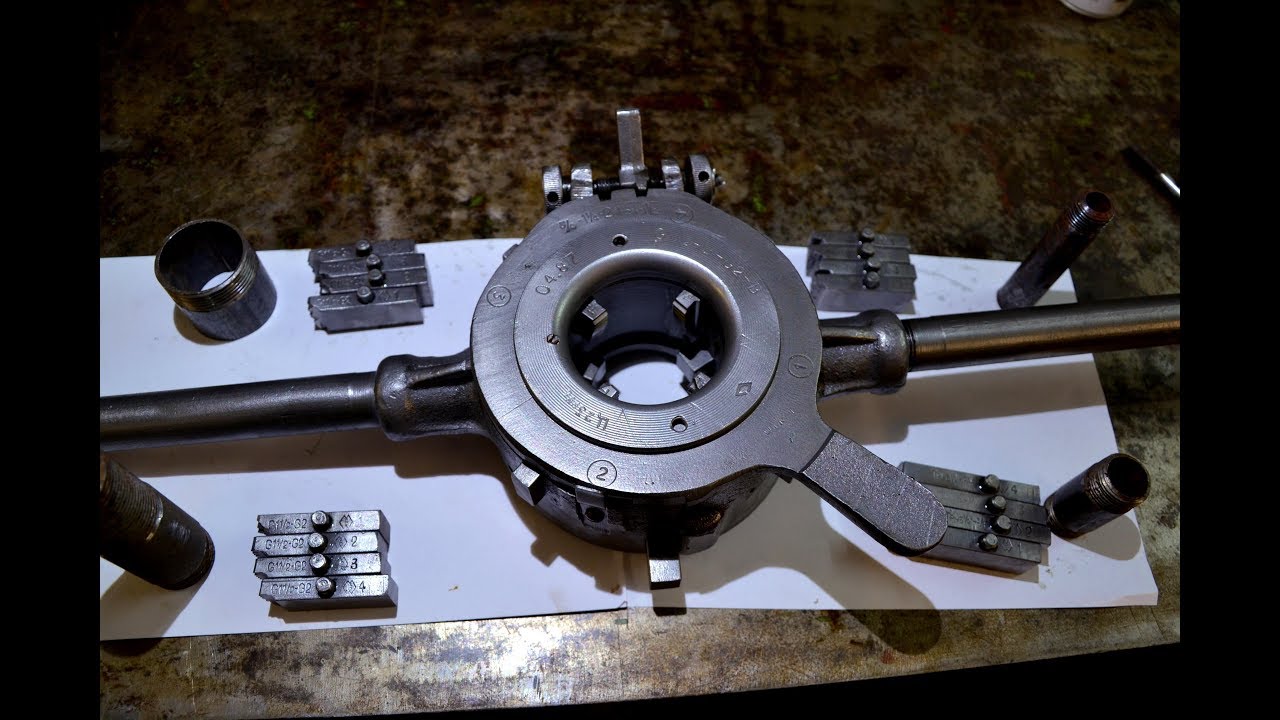 Именно поэтому витки должны обладать высокой прочностью. Прямоугольный тип соединения характеризуется тем, что применяется для объединения подвижных элементов конструкции.
Именно поэтому витки должны обладать высокой прочностью. Прямоугольный тип соединения характеризуется тем, что применяется для объединения подвижных элементов конструкции.
В заключение отметим, что в продаже встречается довольно большое количество наборов плашек. Если работа по нарезанию резьбы проводится часто, то следует приобрести наборы от известных производителей, которые при создании инструмента применяют качественную сталь.
Что такое клупп?
Трубный клупп можно сравнивать с плашками. Они представляют собой монолитную оснастку, которая позволяет нарезать точные канавки на металле нужной формы. Однако монолитность конструкции создаёт серьёзное напряжение при обработке элементов трубопроводов большого диаметра. Снять напряжение можно, сделав корпус плашки менее прочным. Но это снизит твердость резцов, от чего они быстро затупятся. Чтобы продлить срок эксплуатации лерки до заточки, оснастка оборудуют пружинным механизмом.
Клупп мало чем отличается от привычной сантехникам плашки. Он состоит из цилиндрического корпуса, изготовленного из металла, имеющего отверстия для вывода стружки. По периметру металлического кольца есть отдельные зажимы для надёжного удержания оснастки на трубе. На внутренней части закрепляют резцы, расположенные в определённом порядке.
Методы нарезки резьбы на трубах
Резьбу на водопроводных трубах возможно нарезать своими руками при помощи двух инструментов – плашки (ее еще именуют лерка) и клуппа. В чем отличие между ними?
Плашка представляет собой ручной резьбонарезной инструмент, внешняя сторона которого имеет посадочное место под корпус в виде двух противоположно расположенных пазов. А внутренняя сторона является пластиной с канавками и резьбовым отверстием для отвода стружки, воспроизводящие шаг и диаметр требующейся резьбы. На конце резьбового профиля имеются так именуемые участки сбега. Они делают двойную функцию: снабжают легкость при центровке участков двух труб перед их соединением и улучшают выход стружки, образующейся при нарезании резьбы. На торцовой поверхности плашки наносится обозначение диаметра резьбы. Для нарезания плашку вставляют в корпус-вороток, снабжаемый съемными ручками для проворота плашки, и закрепляют винтами.
На торцовой поверхности плашки наносится обозначение диаметра резьбы. Для нарезания плашку вставляют в корпус-вороток, снабжаемый съемными ручками для проворота плашки, и закрепляют винтами.
Как верно нарезать резьбу плашкой? Лучше, в случае если нарезаемая труба будет надежно и ровно закреплена в слесарных тисках. Мельчайший перекос приведет к тому, что резьба будет нарезана с уклоном. Это приведет к прослаблению стены трубы и перекосу всего соединяемого участка водопроводной либо сантехнической системы.
Дабы обеспечить надежное направление направляться совершить маленькую доработку плашки. Для этого к одному из торцов плашки приваривают направляющую втулку, которая обязана с маленьким зазором (не более 0,2–0,4 мм) входить в трубу, где нарезается резьба. Протяженность направляющей втулки должна быть как минимум несколько диаметров нарезаемой резьбы.
Клупп – более опытный резьбонарезной инструмент (в продаже в большинстве случаев не редкость комплект из нескольких клуппов разного диаметра). Принципиальное отличие клуппа содержится в том, что его плашки раздвижные и складываются из четырех половинок, исходя из этого смогут настраиваться на нарезку резьбы различного диаметра, но одного шага. При насаживании клуппа на участок трубы плашки подводятся к поверхности и закрепляются в нужном положении. Регулировка относительного размещения разъемных плашек клуппа производится перемещением его замысел-шайбы.
Резьбовой клупп уже имеет в своей конструкции направляющий элемент, исходя из этого перекоса нарезаемой резьбы при его применении не будет.
Более практичной разновидностью клуппов считается трещоточный, в конструкции которого предусмотрен храповой механизм. Нарезка резьбы производится не вращательными, а качательными перемещениями рукояток с одновременной подачей плашки. Клупп незаменим, в случае если требуется нарезать резьбу на трубе, не снимая ее с участка трубопровода.
Преимущества клуппа перед простой плашкой
Сравнивая плашку с клуппом, человек без опыта не найдёт серьёзных отличий. Однако второй вариант оснастки обладает определёнными преимуществами:
Однако второй вариант оснастки обладает определёнными преимуществами:
- Оснастка имеет меньше нефункциональных частей, цена снижается.
- Комплектуется дешёвым держателем, прочными зубьями.
- Резцы съёмные. Это даёт возможность менять рабочие части, когда каждая из них выходит из строя, не покупая инструмент целиком.
- Позволяют обрабатывать заготовки больших размеров, задействуя меньшие усилия.
Нельзя объективно сказать, дешевле лерки клуппов или нет. Второй вариант оснастки можно найти в магазинах за сотни долларов. Главное преимущество этих инструментов — удобство при работе, применение меньших усилий. Благодаря этому улучшается качество проводимых работ, увеличивается эффективность.
Характеристики
В настоящее время существует множество вариантов лерок. Различить из можно по маркировке. «G» – это трубная плашка, а «M» — метрическая. Плашки, которые изготавливают резьбу с левым направлением витков, обозначаются «L».
Основной характеристикой метрической плашки является диаметр и шаг резьбы, который измеряется в миллиметрах. Стандартный диаметр – это 1 – 60 мм. Приобретая агрегат с маркировкой «M 10» , можно изготовить резьбу диаметром 10 мм. Шаг резьбы – это расстояние между витками. Данный показатель увеличивается у плашек с большим диаметром.
Если необходимы дюймовые плашки трубные, ГОСТ предусматривает их выпуск в размерности до 2 дюймов. При расчете параметров требуемого под определенных размер труб инструмента, следует учитывать, что 1 дюйм = 25,4 мм. Для трубы диаметром 32 мм используется плашка маркировкой «G 1 1/4».
Так же, как у метрической, шаг резьбы трубной плашки зависит от диаметра. Наиболее распространены сегодня инструменты G1¼ c шагом резьбы 1,337 мм, G1 2,309 мм, G1/2 1,814 мм, Плашка трубная, цена на которую непосредственно зависит от качества материала. Самыми лучшими считаются кобальтовые инструменты, а вот лерки производства малоизвестных брендов часто выпускаются неудовлетворительного качества. Сегодня на рынке в основном представлены плашки из быстрорежущей стали типа ХСС, 9ХС, Р6М5.
Сегодня на рынке в основном представлены плашки из быстрорежущей стали типа ХСС, 9ХС, Р6М5.
Интересует трубная плашка – купить ее вы можете в магазине «Энкор24». Данные детали представлены в наиболее широком ассортименте, благодаря чему можно подобрать изделие, полностью удовлетворяющее требуемым параметрам. В магазине вы без труда подберете интересующие вас инструменты, которые будут незаменимы при выполнении самых разных ремонтных и строительных работ.
Разновидности
Перед покупкой инструмента для создания резьбовых соединений нужно рассмотреть разные модели, которые представляют перед покупателями строительные магазины. Можно выделить три типа оснастки, которая отличается по конструкции, управлению.
Клупп с ручкой
С трещоткой и одной ручкой
Оснастка с трещоткой напоминает ключ со сменными головками, который используется при починке машин. Механизм позволяет быстрее нарезать резьбу, затрачивая меньше усилий, времени. Однако у трещоток есть некоторые недостатки:
- Попадание грязи, пыли, мусора, жидкостей в механизм ухудшают его характеристики. Со временем он выходит из строя. Требуется соблюдать правила хранения, ухода за трещоткой, чтобы она прослужила дольше.
- Низкое качество материалов, используемых при изготовлении большинства трещоточных моделей.
- Прочные виды сплавов могут вывести из строя подвижный механизм. Приспособление придётся заменить.
Дешёвым, более надёжным аналогом может стать газовый ключ.
С регулируемой головкой
Сантехники часто носят с собой набор сменных головок, держатель, дополнительные приспособления. Весит сборка не мало, что затрудняет переноску. Поэтому были разработаны модели с регулируемыми головками. Механизм позволяет изменять диаметр рабочей части. Это расширят функционал оснастки, позволяет носить меньше деталей для работы.
С электроприводом
Профессиональные модели оборудуются электрическим приводом. У электрического оборудования есть ряд сильных и слабых сторон. Преимущества:
Преимущества:
- Возможность работать с элементами трубопроводов разного диаметра.
- Затрачивается минимум усилий при работе.
- Увеличение скорости создания нарезки.
Недостатки:
- Весит больше чем ручной инструмент, занимает много места.
- Нужно подключение к сети.
Клупп с электроприводом
Горячий способ нарезания резьбы
Горячим способом нарезать резьбу на полипропиленовой трубе намного легче. Для этого пригодится тот же сварочный аппарат или строительный фен. Им нужно разогреть трубу, потом насадить её на фитинг, а затем провернуть до нужной глубины. И оставить до остывания.
Разогретый пластик легко поддаётся деформации, так что проблем в процессе не возникнет, хотя неловкие действия могут нарушить идеальные ветки резьбы.
Холодный метод в этом плане – процесс более контролируемый.
Критерии выбора трубного клуппа
Модели клуппов для нарезки резьбы многообразны. Они отличаются разными параметрами, конструкцией, размерами. При выборе нужно учитывать следующие особенности:
- Не покупать дорогих моделей для домашних мастерских.
- Самые дешёвые инструменты быстро выйдут из строя. Они подойдут для проведения разовых работ.
- Обращать внимание на размер, форму съёмных резцов. Они не всегда подходят к оснастке других производителей.
- Желательно выбирать наборы рабочих головок с различными диаметрами.
- При выборе материала рабочей части отдавать предпочтение легированной стали.
При расчёте мощности электрических моделей нужно учитывать вид обрабатываемого металла, сплава.
А надо ли нарезать эту резьбу?
Сразу в ответ тем, кто скажет, что нет смысла изобретать велосипед. Да, резьбовые соединения на полипропиленовых трубах ненадёжны. Такой вариант нельзя использовать для водопровода в многоквартирном доме, это всё равно что добровольно заложить у себя в квартире бомбу. Малейшее повышение давления – и появится течь. А вот провести воду во дворе дачного участка – идея неплохая.
А вот провести воду во дворе дачного участка – идея неплохая.
Если вы пользуетесь дачей только в сезон, вы можете провести воду к огороду и потом разобрать на зиму эту конструкцию, чтобы сохранить от мороза и тех, кто присматривает себе то, что плохо лежит
Из полипропиленовых труб с резьбой также можно собрать теплицу, навес от солнца, конструкцию для сушки белья, этажерку для ампельных растений и даже садовую мебель. Есть масса вариантов в сети подобных конструкций, вот примеры таких в видеоматериале:
А как вы считаете, есть ли смысл использовать резьбовые соединения в конструкциях из полипропиленовых труб? Может быть, вы уже используете их? Поделитесь своим мнением и опытом в комментариях!
Обсудить 0
ПОНРАВИЛАСЬ СТАТЬЯ? Поддержите нас и поделитесь с друзьями
Как выкрутить сломанный метчик
Если вы все же нарушили рекомендации и сломали метчик — не отчаивайтесь. Несмотря на то, что высверлить обломанный метчик практически невозможно — его прочность выше прочности обычного сверла, существуют способы спасения ситуации.
Экстрактор. Для метчиков применяется специальный экстрактор с закаленными изогнутыми тонкими шпильками, которые одним концом вводятся в канавки, а другим зажимаются в специальной цилиндрической оправке
Осторожно вращая оправку воротком, можно выкрутить пострадавший инструмент. Точечная сварка. К обломку приваривается L-образный стержень, за который конструкция и выкручивается пассатижами. Вытравливание кислотами
Выбирается кислота, сильнее действующая на материал метчика, чем на материал детали. Способ опасный и не рекомендован для применения в домашних мастерских. Электроискровой способ. На деталь подают минус, а плюсовым электродом контактной сварки аккуратно прикасаются к обломку. В ходе электроискрового разряда он теряет мельчайшие частицы металла в виде раскаленных брызг. Через несколько разрядов, как правило, заклинивание пропадает, и обломок можно выкрутить.
Но самый лучший способ — это вовсе не ломать метчик.
Основные причины брака
Следует помнить, что при нарезании резьбы может получиться брак.
Причины его возникновения классифицируются как:
Совет!
При нарезании резьбы обязательно нужно смазывать трубу либо машинным маслом, либо специальной жидкостью для резьбы.
Таким образом, вы значительно упростите себе работу и добьетесь качества.
Выводы: наилучшим решением задачи по установке запорной арматуры на трубы для отопления и водоснабжения будет изготовление качественного резьбового соединения. Для его получения обязательно необходимо приобрести резьбонарезной набор трубный, значительно облегчающий работу.
Понравилась статья? Подписывайтесь на наш канал Яндекс.Дзен
Дюймовая и метрическая нарезка
Характерным отличием считается несколько параметров:
- Измерение детали выражается в дюймах.
- Профиль резьбы напоминает равнобедренный треугольник, вершина которого составляет 55 градусов.
- Отличается большим шагом.
- Крупный профиль.
- Высокая прочность.
В России все измерения выполняются в метрической системе. Не стало исключением и нарезание резьбового соединения. Характерными отличиями являются:
- Размеры указываются в миллиметрах.
- Профиль напоминает равносторонний треугольник.
- Небольшой шаг.
Для соединения водопроводных труб применяется дюймовая система, изготовление крепёжных деталей делается в метрической системе. Если арматура накручивается согласно движению часовой стрелки, соединение называется правым. Если наоборот, резьба считается левой.
 youtube.com/embed/CYvOhaj61HA?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/CYvOhaj61HA?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Нарезание резьбы | Сантехнапевы
Резьба — одно из гениальных изобретений человечества, хотя в последние годы учёные пытаются доказать, что принцип резьбового соединения человек не придумал, а подсмотрел в природе. Оказывается, есть некий представитель жуков у которого лапки крепятся к скелету при помощи подобия резьбового соединения! Может быть оно, конечно, и так, но, тем не менее, начало применения резьбы стало весьма знаковым событием в дальнейшем развитии человеческого общества. Переоценить значение резьбы для сантехнических нужд и вовсе не возможно. Найдётся, пожалуй, ничтожное количество сантехнических приборов, фитингов и инструментов не имеющих в своём конструктиве резьбы или резьбового соединения. Мне на ум приходят только фановые трубы, молоток да складной метр, используемый до эры рулеток. Хотя, встречаются и фановые трубы, соединяемые между собой и с фасонными частями по средством хомутов, имеющих резьбовые стяжки.
Поговорим сегодня о нарезании резьбы. Нарезание резьбы в заводских условиях это одно, а нарезание резьбы в условиях мастерской, а тем более в «полевых» условиях — совсем другое дело. Я говорю не о современном способе нарезания с использованием электрического инструмента, а о стародавних временах (хотя, не таких уж и стародавних), когда никакого электрического инструмента и в помине не было и резьба нарезалась ручным инструментом при помощи какой — то матери. Особенно увлекательно резать резьбу в «полевых» условиях: берём двое «шведок» (инструмент), лерку в держателе, трубу и вперёд. Главное в этом деле, чтобы никто не стоял сзади во избежание выхлопов при работе с трубами большого диаметра и, следовательно, повышенной нагрузке на организм. Возможно отравление газами. Зато, как я уже писал в одной из предыдущих статей, ни каких тренажёров не надо было.
История нарезания резьбы начинается с плашек (ныне именуемых лерками) и клуппов. О трудностях, связанных с нарезанием резьбы и недостатком режущего инструмента, мы «узнаём» из гениального произведения Ильфа и Петрова «Двенадцать стульев» герой которого слесарь — интеллигент Виктор Михайлович Полесов сетует на недостаток плашек в 3/8 дюйма, которые сложно достать в условиях развивающегося народного хозяйства. Тем не менее, не смотря на все трудности, мы в настоящее время являемся свидетелями самоотверженного, тяжёлого труда предшественников — коллег по цеху образцы работы которых вызывают удивление и восхищение. Например, в здании Санкт — Петербургской Консерватории и в Театре при консерватории пожарный трубопровод имеет диаметр 100 мм и весь собран на резьбах с использованием различных фитингов. Представляете, сколько труда было затрачено! В здании Жилищного Коммитета Санкт — Петербурга пожарный водовод имеет диаметр 80 мм и, так же, собран на резьбах. Да, что там говорить, взять любое здание до и после военной постройки и везде инженерные коммуникации были собраны при помощи резьбовых соединений, кстати сказать, в некоторых местах с успехом работающих и в наше время. Честь и хвала труду наших предшественников, работавших, по нынешним меркам, как лохи, за идею, почти бесплатно. Это были люди по настоящему любившие свой город. К сожалению, в настоящее время такое чувство, как любовь относят только к себе самому и не к кому более. После Отечественной Войны, конечно же, пленные немцы здорово помогли в восстановлении народного хозяйства, не до конца ими же и разрушенного,но этот факт ни в коем случае не умаляет заслуг наших соотечественников.
Итак, всё началось с клуппов. На фото представлен типичный образчик данного семейства: — вес — 12 кг., размах «крыльев» — 1200 мм. Сей инструмент позволял нарезать резьбу от 1/2 дюйма до 2 дюймов, при установке соответствующих резцов: 1/2 — 3/4 дюйма — один комплект, 1 дюйм — 2 дюйма — другой так, как эти резьбы имеют один шаг резьбы.

Дальнейшим этапом в совершенствовании резьбонарезного инструмента стало появление клуппов фиксированного размера, под каждый диаметр резьбы — свой клупп который вставляется в специальный механизм для вращения вначале ручной, а, затем, и электрический. Клуппы данной конструкции были импортными и имели гораздо более качественный материал режущего инструмента тем более, что в продаже появились и сменные резцы. Лерки потеряли свои лидирующие позиции, хотя есть работы, когда без них не обойтись. Необходимость в использовании лерки возникает в том случае, когда необходимо нарезать резьбу на очень коротком участке трубы, например у отвода или торчащей из стены. Длина трубы для нарезки клуппом определяется длиной его направляющей плюс ширина инструмента для удержания нарезаемой трубы от проворачивания. Иногда и этого оказывается много и, даже отрезав направляющую от клуппа (такое приходится иногда делать) не всегда можно решить поставленную задачу так, как клупп режет только в одном направлении и перевернуть его другой стороной нельзя. Вот в такой ситуации и приходит на выручку лерка, позволяющая нарезать резьбу, практически, на участке трубы любой длины.
Длина трубы для нарезки клуппом определяется длиной его направляющей плюс ширина инструмента для удержания нарезаемой трубы от проворачивания. Иногда и этого оказывается много и, даже отрезав направляющую от клуппа (такое приходится иногда делать) не всегда можно решить поставленную задачу так, как клупп режет только в одном направлении и перевернуть его другой стороной нельзя. Вот в такой ситуации и приходит на выручку лерка, позволяющая нарезать резьбу, практически, на участке трубы любой длины.
В заключении хочу сказать несколько слов о технической стороне нарезания резьбы, а, именно, о предварительной оценке возможности выполнения той или иной работы. Работа с новыми трубами не представляет ни каких проблем, а вот подход к работе с трубами которые были в эксплуатации 20 лет и более, а в некоторых условиях эксплуатации и менее — очень серьёзное и ответственное дело — одно не ловкое движение и вы имеете массу проблем. Внешний вид трубы не всегда говорит о её истинном качестве. Иногда за отличным внешним видом труба скрывает такие тонкие стенки, что при нарезании резьбы они так и срезаются в виде проволоки. Старая труба требует особенно тщательного осмотра и оценки качества не только в месте нарезания резьбы, но и по всей длине, так как это качество может быть различным, особенно, если трубопровод имеет резьбовые соединения. В процессе работы с трубой к ней будут применяться физические, иногда, довольно не слабые, усилия и, не смотря на все предосторожности по удержанию трубы от проворачивания на 100% защитить трубу от физического воздействия не возможно и трубе самой придётся противодействовать вашим усилиям и на сколько она способна их выдержать вы и должны оценить.
Думайте и удачи вам.
P.S.
Считаю разговор, всё же, не полным без упоминания о внутренних резьбах. Хоть необходимость в их нарезании может возникнуть лишь раз в жизни, а может и не возникнуть вовсе, но тем не менее без них ни куда, вернее сказать: без их качественной заводской нарезки ни куда. Вот, для правки, встречающейся время от времени, не качественной внутренней резьбы и существует инструмент именуемый: метчик. Раньше, когда в магазинах не было в свободной продаже сантех — фитингов, метчик чаще всего приходилось использовать для изменения диаметра резьбы с 1/2 дюйма на 3/4 в футорках чугунных радиаторов. Выбора не было — поступала партия радиаторов с 1/2 дюймовыми футорками, а надо 3/4 вот и приходилось «пыхтеть». Работы эти производились, в основном, в мастерских и крайне редко на объекте так, как сверление отверстий под резьбу не так просто, как может показаться не посвященным. В месте проведения сантехнических работ метчик используется, в основном, для того что бы прогнать (очистить) старую резьбу для дальнейшего использования.
Вот, для правки, встречающейся время от времени, не качественной внутренней резьбы и существует инструмент именуемый: метчик. Раньше, когда в магазинах не было в свободной продаже сантех — фитингов, метчик чаще всего приходилось использовать для изменения диаметра резьбы с 1/2 дюйма на 3/4 в футорках чугунных радиаторов. Выбора не было — поступала партия радиаторов с 1/2 дюймовыми футорками, а надо 3/4 вот и приходилось «пыхтеть». Работы эти производились, в основном, в мастерских и крайне редко на объекте так, как сверление отверстий под резьбу не так просто, как может показаться не посвященным. В месте проведения сантехнических работ метчик используется, в основном, для того что бы прогнать (очистить) старую резьбу для дальнейшего использования.
ПВН
Нарезать резьбу на короткой трубе во Владивостоке
Нарезать резьбу на короткой трубе
Клуппом нарезать резьбу подкорень- Форум Mastergrad
В этой точке действие прибора останавливают, включают функцию реверсивного вращения и толчковой подачей скручивают клоп с трубы. После первого прохода устройство скрутить и затем повторить ещё один-два раза уже чистовой плашкой (2). Есть 2 вида направления резьбы: правая и левая. При соблюдении стандартов нарезки, величина закругления составляет 10 размера радиуса резьбы.
Также резьба может быть однозаходной или состоять из нескольких параллельно идущих витков. С помощью ветоши обработанные участки очищаются от стружки. При работе с клупповыми инструментами требуются меньшие усилия, чем при использовании обычных плашек, в некоторых модификациях применение тисков не требуется. После нажатия на кнопку пуска резьба нарезается за секунды. Труба фиксируется в специальной струбцине, затягивается держателем.
Как нарезать резьбу на трубе : клуппы и плашки Яндекс Дзен
Ее используют для нарезки насечек на детали с конусовидной формой. Существует несколько видов таких приспособлений: цельные ; подпружиненные (разрезные клупповые (раздвижные). Труба зажимается в тисках или же фиксируется любым другим способом в вертикальном положении. Затем берут заранее подготовленный вороток с черновой плашкой (1) нужного диаметра и подходящими характеристиками резьбы.
Существует несколько видов таких приспособлений: цельные ; подпружиненные (разрезные клупповые (раздвижные). Труба зажимается в тисках или же фиксируется любым другим способом в вертикальном положении. Затем берут заранее подготовленный вороток с черновой плашкой (1) нужного диаметра и подходящими характеристиками резьбы.
Смазывание следует производить в процессе работы неоднократно. Плашки цельные для трубной резьбы, изготовленные из крепкой легированной стали, выпускаются с диаметром корпуса до. Форма для связи находится в нижнем блоке. Эту работу следует выполнять внимательно, не торопясь, постоянно контролируя прямой угол между горизонтом плашки и вертикалью трубы.
Ее используют, чтобы соединить между собой несколько деталей, например, труб, в одну конструкцию. Каждый из этих приспособлений оснащается винтами крепления блоков с резцами. Для получения похожего результата от электрических клуппов необходим богатый опыт работы с этим инструментом. Нарезание внешней резьбы цельной плашкой. Выполнение работ на токарных станках производят специалисты, обученные такому делу, имеющие соответствующую квалификацию. Набор клуппов под разный размер трубной резьбы.
обсуждение на форуме
Торцевую часть детали также нужно обточить и сделать на ней входную фаску для начала работы. Для этого следует поискать соответствующую маркировку рядом с готовой резьбой. Без опыта и профессиональных навыков пытаться нарезать резьбу своими руками на станке не рекомендуется. Такая насечка используется в более чем в 90-95 всех систем, которые связаны с трубами и ее нарезают на всей арматуре, которая используется в сантехнике, распространенной на нашем рынке.
Как минимум в два с применением инструмента с различающейся полнотой профиля. Нанести на обрабатываемую поверхность смазку для снижения сопротивления. Вариант #1 рез ручным клуппом. Некоторые производители делают комплект, состоящий из 2-5 метчиков, которые выполняют насечку по отдельности.
На нижней части головок для сменных плашек таких инструментов располагается храповое колесо. Зоны контакта гребёнок и трубы обрабатываются смазочным составом. Смазать подготовленную поверхность техническим вазелином. Org, он недорог, характеризуется хорошей жёсткостью и точностью работы, однако служит недолго, поскольку быстро изнашивается. Кр дюймовая цилиндрическая (американский стандарт, nPSM дюймовая конусная (американский стандарт, nPT ).
Нарезание резьбы на трубах — Энциклопедия по машиностроению XXL
Притирка арматуры низкого давления, гибка труб по готовым шаблонам с пригонкой их по месту. Применение правильного режима нагрева труб, замена негодных труб, муфт, угольников, тройников и т. п. новыми, нарезание резьбы на трубах различных диаметров и навертывание фланцев (нарезание резьбы вручную и на специальных станках), опрессовка арматуры и отдельных участков линии, набивка труб песком, заливка свинцом, канифолью и заделка пробками, ремонт отопительной и водопроводной систем и установка вентилей небольших размеров, опиливание и пригонка деталей. [c.120]Для нарезания резьб на трубах на месте может применяться приспособление, приведенное на фиг. 102. Приспособ.пение состоит из цилиндрического корпуса, на одном конце которого имеется гнездо для крепления резьбовых плашек (лерки), а на другом — шейка для крепления храповика. Последний находится в зацеплении с трещоткой. Круглая гайка, навинченная на нарезанную часть шейки корпуса, удерживает храповик и рукоятку трещотки от осевого смещения. Через внутреннее отверстие шейки корпуса прохо- [c.469]
Нарезание резьбы на трубах производят при закрепленной в горизонтальном положении (в прижиме) трубе (фиг. 206, а). Нарезаемый конец трубы смазывают маслом (олифой), затем на длине не более двух-трех ниток устанавливают клупп, сближая плашки с таким расчетом, чтобы резьба была нарезана на полную глубину в 2—3 прохода. Для диаметров до 1″ ограничиваются двумя проходами при диаметре свыше 1″ хорошую резьбу можно получить только за 3—4 прохода. Перед каждым повторным проходом поверхность нарезаемой резьбы и резьбу плашек необходимо
[c.266]
Перед каждым повторным проходом поверхность нарезаемой резьбы и резьбу плашек необходимо
[c.266]
Нарезание резьбы на трубах клуппом [c.271]
Приступая к нарезанию резьбы на трубах, необходимо прежде всего убедиться в исправности режущего инструмента, очистить инструмент от стружки. Следует также проверить твердость трубы. Если личной напильник оставляет на ней следы, то это свидетельствует о невысокой твердости металла на такой трубе можно нарезать резьбу. Если же личной напильник трубу не берет , значит ее металл имеет повышенную твердость и нужно концы трубы отжечь. [c.239]
Цельные квадратные плашки кроме своей внешней формы ничем не отличаются от постоянных круглых плашек. Их применяют главным образом для нарезания резьбы на трубах. [c.173]
Трещоточный клупп служит для нарезания резьбы на трубах диаметром 12, 20 и 25 мм и имеет сменные плашки. Масса его — 2,4 кг. Клупп удобен при ремонтных работах, так как при его использовании не надо делать полные обороты, а лишь ка-чательные движения, что позволяет нарезать резьбу у трубы, установленной на место. [c.90]
При заготовке трубопроводов в центральных заготовительных мастерских для нарезания резьбы на трубах применяют трубонарезные станки с механическим приводом. Наиболее простыми являются станки с ручным приводом ВМС-14 и ВМС-15, [c.67]
Трубонарезной станок ВМС-15 (рис. 50) предназначен для нарезания резьбы на трубах диаметром от 1 до 2″. Станок может работать дт ручного или механического привода — построечного механизма ВМС-12. [c.69]
Резьбонарезной станок С-225 (рис. 51) предназначен для нарезания резьбы на трубах диаметром от Д до 27г». Он состоит (рис. 51, а) из тумбы 1, станины 2, коробки скоростей 3, резьбонарезной головки 9 с четырьмя тангенциальными плашками и каретки 11. [c.69]
Положение плашек для нарезания резьбы на трубах соответствующих диаметров окончательно регулируют червячным винтом 1 (рис. 52,б).
[c.72]
52,б).
[c.72]
Нарезание резьбы на трубах и муфтах [c.471]
При нарезании резьбы на трубах наименьший наружный диаметр трубы не должен быть меньше диаметра (I. Предельные отклонения для 4 по А , для 2 и по С5. 4 и Ь — размеры сверления под резьбу коническую трубную без развертывания на конус. [c.95]
На трубах резьбу обычно нарезают клуппами с раздвижными плашками. За рубежом для нарезания резьбы на трубах диаметром до 2″ применяют также клуппы с нераздвижными плашками. Это преимущественно трещоточные клуппы со сменными головками. [c.144]
Достоинства клуппа Маевского — его простая конструкция, способствующая быстрой смене плашек, а также небольшой вес. Легким клуппом особенно удобно работать при нарезании резьб на трубах малого диаметра. [c.144]
Приступая к нарезанию резьбы на трубе, зажимают трубу а прижиме и смазывают ее в месте нарезки олифой или сульфо-фрезолом. Клупп надевают на трубу (при этом стопорные винты должны быть вывернуты), и легкими ударами деревянной киянки по рукоятке зажимного кольца сводят вплотную к трубе направляющие плашки. Сделав это, закрепляют направляющие плашки стопорным винтом. Таки.м же образом устанавливают и закрепляют режущие плашки, ориентируясь при этом на риску, соответствующую диаметру нарезаемой трубы. Когда нарезают резьбу диаметром 25 мм и более, то при первом проходе не дово- [c.173]
Станок ВМС-14 с ручным приводом (рис. 108) предназначен для нарезания резьб диаметром 15 и 20 мм. Чугунная станина 1 имеет четыре лапки 9, которыми станок прикрепляют к верстаку. Шпиндель 7 с плашкодержателем 5 на одном конце и рукояткой I3 на другом расположен в опорном подшипнике 8 и гайке 6. На станине также расположен прижим с ползунами 12. В средней части шпинделя на длине 175 мм нарезана резьба с профилем, соответствующим трубной резьбе диа.метром 15 и 20 мм (т. е. 14 ниток на 25 мм). Для нарезания резьб на трубах сменные круглые плашки 3 закрепляют винтами 4.
[c.174]
Для нарезания резьб на трубах сменные круглые плашки 3 закрепляют винтами 4.
[c.174]
Клуппы применяют для нарезания резьбы на трубах. При нарезании резьбы необходимо следить за положением (параллельностью осей) плашки по отношению к оси трубы. [c.230]
Газовый клупп Сестрорецкого инструментального завода им. Во- скова, предназначенный для нарезания резьбы на трубах диаметром до 2″, снабжают тремя комплектами радиальных режущих плашек (по четыре штуки) для диаметров /а— U»i 1—1 /4″ и 1—2″. [c.230]
Для нарезания резьб на трубах применяют трубонарезные механизмы с круглыми плашками или лерками и станки с тангенциальными плашками. Круглые плашки применяют на ручных механизмах ВМС-14 и ВМС-15, а тангенциальные на наиболее распространенных приводных трубонарезных станках ВМС-2А, СТД-Ш5 и др. На этих станках можно нарезать как цилиндрические, так и конические резьбы при использовании соответствуюш,их плашек. При замене резьбонарезной головки резьбонакатной головкой типа НТП на станке ВМС-2А можно накатывать трубную резьбу на тонкостенных трубах. [c.236]
НАРЕЗАНИЕ РЕЗЬБЫ НА ТРУБАХ [c.370]
Нарезание резьбы на трубах [c.126]
Для нарезания резьбы на трубах применяются специальные трубонарезные станки. Их рабочей частью яв- [c.109]
Для нарезания резьбы на трубах диаметром до [c.145]
Для нарезания резьбы на трубах пользуются специальными клуппами, которые отличаются от обычных тем, что в прорези обоймы клуппа входят четыре стальные гребенки 2 (рис. 170). Повертыванием верхней рукоятки 1 можно сближать или раздвигать гребенки и благодаря этому пользоваться одним и тем же клуппом для нарезания резьбы на трубах различных диаметров. Трубный клупп снабжается на- [c.392]
Нарезание резьбы на трубе производят при закреплении ее в специальном прижиме (рис. 173). Нарезаемый конец
[c.393]
173). Нарезаемый конец
[c.393]Один из комплектов предназначен для труб диаметром второй 1″—1 4″ и третий 1 —2″. При работе клуппом приходится прилагать большое усилие, поэтому нарезание резьбы на трубах диаметром более 1 /. » выполняют два человека. [c.133]
Нарезание резьбы на трубах выполняют в следующей последовательности. [c.133]
Механизм реверса служит для изменения прямого хода суппорта с резьбонарезной головкой на обратный ход и состоит из корпуса 31, в котором расположены сидящие на валиках цилиндрические шестерни. На промежуточном валике 32 механизма реверса, на шпонке 33 сидит электромагнитная муфта 27, связанная либо с шестерней 34, либо с шестерней 35, свободно сидящими на том же валике 32. На консольной части ведущего валика 36, на шпонке 33, посажена сменная шестерня 38, связанная с коробкой скоростей. В зависимости от шага нарезаемой на трубе резьбы на валик 36 крепится шестерня с числом зубьев 66, либо 84. При сцеплении электромагнитной муфты 27 с шестерней 34 крутящий момент передается через шестерни 40, 41, 42 и 43 на валик 39 (имеющий на конце трапецеидальную резьбу 45), в результате чего суппорт начнет перемещаться для нарезания резьбы на трубе. При сцеплении муфты 27 с шестерней 35 крутящий момент будет передаваться через шестерни 44, 42, 43 на валик 39, в результате чего суппорт будет отходить в исходное положение. [c.79]
Различное положение зубчатым колесам придают, передвигая рукоятки переключения 4 к 5, что обеспечивает вращение резьбонарезной головки со скоростью 32 обЫин для нарезания резьбы на трубах диаметром 2—2 /г» со скоростью 57 об мин для нарезания труб диаметром 1 /г» со скоростью 66 об1мин для нарезания труб диаметром 1 — и» и со скоростью 107 об1мин для нарезания труб диаметром V2— [c.71]
Для нарезания резьбы на водогазопроводных трубах применяют приводные станки и механизмы С-225, СТД-125, ВМС-2А, 5Д07, В заготовительных организациях широкое распространение получил высокопроизводительный четырехскоростной механизм ВМС-2А для нарезания резьбы на трубах диаметром 15—70 мм. Резьбонарезной станок 5Д07 более производителен, чем механизм ВМС-2А, но он позволяет нарезать резьбу на трубах диаметром лишь до 32 мм включительно.
[c.263]
Резьбонарезной станок 5Д07 более производителен, чем механизм ВМС-2А, но он позволяет нарезать резьбу на трубах диаметром лишь до 32 мм включительно.
[c.263]
Приступая к нарезанию резьбы на трубе, зажимают трубу в прижиме и смазывают ее в месте нарезки олифой или сульфофре-золом. Клупп надевают на трубу (при этом стопорные винты должны быть вывернуты) и легкими ударами деревянной киянки по рукоятке зажимного кольца сводят вплотную к трубе направляющие плашки. Сделав это, закрепляют направляющие плашки [c.145]
Трещоточный клупп (рис, 74, б) используется для нарезания резьбы на трубах диаметром от 13 до 50 мм. Им можно нарезать трубы трех диаметров, меняя только плащки. Вес его сравнительно небольшой — 2,4—3 кг. [c.147]
До начала работы нужно убедиться в нормальной работе всех механизмов станка на холостом ходу. При правильной наладке станка с доведением холостых ходов до минимума машинное время при нарезании резьбы на трубах на станке 5Д07 (гидравлический зажим изделия, нарезание короткой резьбы, раскрытие головки, отвод и разжим изделия) может быть равным на трубах с диаметром условного прохода 15 мм — 4,5 сек 20 мм — 5 сек 25 мм — 6 сек. [c.66]
Руководство для начинающих по использованию набора для метчиков и штампов
Наличие отличного набора для метчиков и штампов является полезным и жизненно важным для людей, работающих в гараже или в ремонтной мастерской. Набор метчиков и штампов также является отличным дополнением многих домашних наборов инструментов.
Прежде чем вы научитесь пользоваться набором метчиков и штампов, важно знать, какой из них купить, даже если вы используете его для мелкого домашнего ремонта. Набор должен быть хорошего качества и долговечным, чтобы пользоваться им с удовольствием.
Прежде чем мы углубимся в то, как использовать набор для метчика и штампа, я хочу поблагодарить блог right to rise за публикацию этой статьи на нашем сайте.
Итак, что такое набор для метчиков и штампов?
Набор метчиков и плашек — это инструмент «два в одном», используемый для нарезания резьбы вокруг отверстия и нарезания резьбы. Вы используете метчик, чтобы нарезать резьбу в отверстиях, в которых расположены резьбовые крепежные детали, и использовать матрицу для нарезания резьбы на стержнях, которые в основном сделаны из стали.
Плашкитакже предназначены для создания новой резьбы на вновь сформированных болтах и восстановления существующей резьбы на болтах и винтах.
Прежде чем научиться пользоваться, необходимо знать различных типов метчиков и штампов . Он состоит из следующего:
Метчик с конусом используется для нарезания резьбы или нарезания резьбы. Они сужаются снизу до нитки наверху.
Используется для углубления резьбы, нарезанной коническим метчиком. Углы аналогичны метчику, но только до уровня шестой резьбы.
Он сильно отличается от второго метчика и метчика с конусом.Он в основном используется для получения аккуратных результатов на концах болтов.
Циркулярная матрица предназначена для обработки резьбы целиком за одну операцию. Вы касаетесь только потоков сбоку, чтобы облегчить запуск.
- Регулируемые матрицы из двух частей
Вы используете этот штамп для изготовления длинной резьбы. Процесс включает в себя несколько операций резания, которые требуют закрытия матрицы после каждой резьбы.
Этапы использования набора для метчиков и штампов
- Определите номер резьбы для каждого дюйма
Когда вы делаете резьбу, вы должны решить, сколько резьбы вы будете использовать на дюйм.Это будет зависеть от выбора болта и объекта. Вы можете использовать калибр для болтов, чтобы измерить и рассчитать количество резьбы в замке. Определив количество, выберите плашку, которая должна вписаться в резьбу.
Коническая матрица подскажет, с какой стороны работать с ней в первую очередь. Прежде чем выбрать матрицу для использования, вам необходимо вставить ее в гаечный ключ, чтобы направлять и удерживать его.
- Сделать новую резьбу
Перед созданием резьбы необходимо зафиксировать фиксатор на тисках, чтобы предотвратить перемещение объекта или болта.Если объект или болт прикреплены достаточно хорошо, будет просто получить целую резьбу от штампов.
При проявке резьбы металл, который вы используете для нарезания, может выделять тепло; убедитесь, что вы нанесли масло для его смазки. Поместите матрицу на предмет или болт горизонтально. Этот шаг — время, когда вы можете использовать свой кубик.
Используйте гаечный ключ, чтобы удерживать матрицу и болт, и поместите матрицу в верхней части болта. Перемещение гаечного ключа создаст новую резьбу на болте.
Убедитесь, что вы выполняете операцию в обратном направлении примерно на пол-оборота после нескольких оборотов матрицы.Каждая революция будет создавать прозрачные потоки. Революция очистит всю нить и легко надрежет штамп.
Переверните гаечный ключ, чтобы проверить, проходит ли болт через матрицу. Продолжайте поворачивать ключ, пока не получите желаемую резьбу.
- Превратите металлический стержень в болт
Можно использовать матрицу для превращения обычной стали в болт. Для этого стержень должен иметь скошенный конец. Матрица не будет работать наилучшим образом, если предоставленный стержень имеет плоские концы.Вы можете использовать болгарку, чтобы сделать из стержня с плоским концом скошенный конец.
Не забывайте использовать масло в качестве смазки при нарезании резьбы. Двигайте матрицу медленно и плавно. Если вы нетерпеливы, вы испортите весь процесс.
- Резьбовое отверстие
Для начала вставьте метчик в специальный ключ. Обязательно затяните его, чтобы не сдвинуть. Чтобы создать отверстие с помощью набора метчиков и штампов, вам необходимо знать следующее: размер сверла для метчика, количество резьбы на болте или винте (на дюйм), размер метчика и размер винта, а также объект размер.
Переверните метчик на несколько оборотов и обязательно нанесите смазку при проделывании отверстия.
Часто задаваемые вопросы (FAQ)
- Как узнать размер крана?
Диаметр метчика или сверла равен стандартной ширине за вычетом шага резьбы. Диаметр крана рассчитывается по обычной и простой формуле.
Например, если диаметр метчика составляет 0,375, а шаг резьбы — 0,0625, размер метчика будет 0,312 дюйма.
- Что такое пускатель крана?
Метчик стартовый еще называют конусной фаской.Метчик стартовый используется для черновой обработки термообработанного металла. Вы можете использовать заглушку для различных применений постукивания.
Фаски стартера используются, когда недостаточно отверстия для заглушки или метчика.
- В чем разница между метчиком и плашкой?
Метчик используется для нарезания или формирования резьбы, и этот процесс называется нарезанием резьбы. Матрица используется для резки пары материалов, например болтов, и этот процесс называется нарезанием резьбы. Оба набора используются для очистки потоков, и этот метод называется погоней.
- Что означает шестигранный кубик?
Матрица с шестигранной головкой — это матрица для нарезания резьбы, предназначенная для нарезания резьбы на жестких поверхностях. Как следует из названия, все отверстия должны быть одинакового размера и одинакового размера резьбы.
При работе с наборами метчиков и штампов существует потенциальная опасность. Перед началом работы наденьте защитные очки. Метчики и плашки острые, поэтому во время операции старайтесь не порезаться.
»Нарезание резьбы
Больше вариантов нарезания резьбы означает более быструю доставку
Благодаря трем роликовым и четырнадцати нарезным резьбонарезным устройствам Portland Bolt может заправлять крепежные детали для любых проектов.Наши опытные операторы гарантируют, что вы получите качественный резьбовой продукт, который не истечет и не будет сопротивляться гайке даже после цинкования. За более чем столетний опыт нарезания крепежных деталей были разработаны два эффективных и экономичных метода нарезания резьбы, позволяющих обрабатывать сталь диаметром до 6 дюймов.
Рулонная нарезка резьбы (диаметром 1 дюйм)
Роликовая нарезка резьбы — это процесс экструзии, при котором стальной круглый стержень вдавливается между двумя штампами для образования резьбовой части крепежа, а не удаляется, как при нарезании резьбы.В этом процессе болт изготавливается из круглого прутка уменьшенного диаметра. Например, болт диаметром 1 дюйм изготавливается из круглого стержня диаметром 0,912 дюйма. Эта сталь с «делительным диаметром» представляет собой примерно середину между большим диаметром (вершинами) и малым диаметром (впадинами) резьбы. Болт «прокатывается» через набор резьбонарезных головок, которые вытесняют сталь и формируют резьбу. Конечным результатом является крепежная деталь с полным диаметром резьбы 1 дюйм, но уменьшенным диаметром корпуса (0,912 дюйма). Нарезание резьбы рулонами — чрезвычайно эффективный процесс, который часто приводит к значительной экономии средств.Таким образом, Portland Bolt будет наматывать резьбу, когда это возможно. Узнайте больше о преимуществах и недостатках нарезания рулона по сравнению с нарезанием резьбы.
Нарезание резьбы (диаметром 6 дюймов)
Нарезание резьбы — это процесс, при котором сталь отрезается от круглого стального стержня для образования резьбы. Например, болт диаметром 1 дюйм получают путем нарезания резьбы на корпусе болта диаметром всего 1 дюйм. Нарезание резьбы — гораздо более трудоемкий процесс, но он обеспечивает большую гибкость в отношении большей длины резьбы и большего диаметра.
| Кол-во | Оборудование | Функция |
|---|---|---|
| 2 | Нитевдеватель для плоских фильер Waterbury Farrel | Нитевдеватель с плоской фильерой для нарезания резьбы методом экструзии. В котором материал помещается между двумя матрицами для создания резьбы. Резьба, производимая на этом оборудовании, ограничена диаметром 1 дюйм и длиной 8 дюймов. Нарезание резьбы на плоских фильерах является наиболее эффективным производственным процессом для изготовления резьбы. |
| 1 | Вертикальный нитевдеватель с плоским фильером | Этот нитевдеватель, приобретенный нами во время покупки Northwest Bolt в 1995 году, предоставляет нам непревзойденные возможности в отрасли. Это позволяет нам производить катаную резьбу с теми же критериями размеров, что и у Waterbury Farrels, но неограниченной длины. Стяжные тяги, поперечные тяги и поплавковые штанги для морской промышленности — это продукты, которые часто производятся на этом оборудовании. |
| 14 | Нитевдеватели Landis | Эти одно- и двухшпиндельные резьбовые устройства позволяют компании Portland Bolt нарезать резьбу на крепежных деталях диаметром от 3/8 дюйма до диаметра 6 дюймов.При таком большом количестве машинных часов ни один заказ не может быть слишком большим, а время выполнения заказа слишком коротким. |
Уменьшение размера стержня, на который вы хотите нарезать резьбу с помощью штампа, упрощает запуск штампа, Размер заготовки штампа — это основной диаметр за вычетом 10% шага. |
|
Как нарезать резьбу ~ Использование метчиков и плашек
Это 4-минутное видео предоставит вам важную информацию, необходимую для нарезания резьбы и предотвращения неприятностей.
Размеры метчиков как дюймовых, так и метрических размеров указаны в таблице ниже.
Если вам нужен дешевый набор для метчика и штампа, возьмите набор (-ы) для портовых грузов. Наши текущие наборы из 45 единиц SAE и Metric (~ 85 долларов за каждый) используются в обычных магазинах уже более четырех лет. Мы потеряли пару, но не сломали. При правильном использовании смазочно-охлаждающей жидкости они остались острее, чем ожидалось.
В качестве альтернативы Amazon предлагает несколько доступных вариантов набора для метчиков и штампов.
Таблица сверл для метчиков и справочная информация
| Таблица отверстий для метчиков в британских единицах | |||||||||||||||||||||||
| Размер машинного винта | Количество резьбы на дюйм Мин. | Сверла для метчиков | Сверла для отверстий с зазором | ||||||||||||||||||||
| Алюминий, латунь и пластмассы Резьба 75% | Нержавеющая сталь, сталь и железо Резьба 50% | Все материалы | |||||||||||||||||||||
| Плотная посадка | Свободная посадка | ||||||||||||||||||||||
| № или диам. | Большой диам. | Размер сверла | Десятичный Экв. | Размер сверла | Десятичный Экв. | Размер сверла | Десятичный Экв. | Размер сверла | Десятичный Экв. | ||||||||||||||
| 0 | .0600 | 80 | .0447 | 3/64 | .0469 | 55 | .0520 | 52 | .01481 | .0730 | 64 | .0538 | 53 | .0595 | 1/16 | .0625 | 48 | .0760 | 46 | .0810 | 0 | .0595 | 52 | .0635 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 2 | .0860 | 56 | .0641 | 50 | 0,0700 | 496 | 496 | 49 | 41 | .0960 | |||||||||||||
| 64 | .0668 | 50 | .0700 | 48 | .0760 | ||||||||||||||||||
| 3 | .0990 9085 | 480157 470157 | |||||||||||||||||||||
| .0860 | 37 | .1040 | 35 | .1100 | |||||||||||||||||||
| 56 | .0771 | 45 | 0,0820 | 9064 43||||||||||||||||||||
| 40 | .0813 | 43 | .0890 | 41 | .0960 | 32 | .1160 | 30 | .1285 | ||||||||||||||
| 40 | .0980 | ||||||||||||||||||||||
| 5 | .1250 | 40 | .0943 | 38 | .1015 | 7/64 | 94 | 94 | 29.1360 | ||||||||||||||
| 44 | .0971 | 37 | .1040 | 35 | .1100 | ||||||||||||||||||
| 6 | .1380 | 32 | .1160 | 27 | .1440 | 25 | .1495 | ||||||||||||||||
| 40 | .1073 | 33 | .1130 | 31 | |||||||||||||||||||
| 32 | .1257 | 29 | .1360 | 27 | .1440 | 18 | ,1695 | 16 | .1770 | 36. .1360 | 26 | .1470 | |||||||||||
| 10 | .1900 | 24 | .1389 | 25 | .1495 | 20 | .1610 | 9 | .2010 | ||||||||||||||
| 32 | .1517 | 21 | .1590 | 18 | .1695 | ||||||||||||||||||
| 12 | .2160 | 24 | .207 | .206 | .1890 | 2 | .2210 | 1 | .2280 | ||||||||||||||
| 28 | ,1722 | 14 | .1820 | 10 | |||||||||||||||||||
| 1777 | 13 | .1850 | 9 | .1960 | |||||||||||||||||||
| 1/4 | .2500 | 20 | .1887 | 7 | .2010 | 7F | .2570 | H | .2660 | ||||||||||||||
| 28 | .2062 | 3 | .2130 | 1 | .2280 | ||||||||||||||||||
| 90/32 | . 2188 | 1 | .2280 | ||||||||||||||||||||
| 5/16 | .3125 | 18 | .2443 | F | .2570 | J | .2770 | P | . | 24 | .2614 | I | .2720 | 9/32 | .2812 | ||||||||
| 32 | ,2742 | 9/32 | .2812 | 03/8 | .3750 | 16 | .2983 | 5/16 | .3125 | Q | .3320 | W | .3860 | X | .3970 24156 | ||||||||
| .3320 | S | .3480 | |||||||||||||||||||||
| 32 | .3367 | 11/32 | .3438 | T | .3580 | ||||||||||||||||||
| 43 909 | 14 | .3499 | U | .3680 | 25/64 | .3906 | 29/64 | .4531 | 15/32 | ||||||||||||||
| 25/64 | .3906 | 13/32 | .4062 | ||||||||||||||||||||
| 28 | .3937 | Y | .4040 | Z | .5000 | 13 | .4056 | 27/64 | .4219 | 29/64 | .4531 | 33/64 | .5156 | 17/32 | .5312 | ||||||||
| 20 | .4 64 | .4531 | 15/32 | .4688 | |||||||||||||||||||
| 28 | .4562 | 15/32 | .4688 | 15/32 | .4688 | 33 .562512 | .4603 | 31/64 | .4844 | 33/64 | .5156 | 37/64 | .5781 | 19/32 | .5938 | ||||||||
| 18 | .4943 | 33/64 | |||||||||||||||||||||
| .5312 | |||||||||||||||||||||||
| 24 | .5114 | 33/64 | .5156 | 17/32 | .5312 | ||||||||||||||||||
| 5/8 | 5905 | 17/32 | .5312 | 9/16 | .5625 | 41/64 | .6406 | 21/32 | .6562 | ||||||||||||||
| 18 | .5568 | 37/64 | .5781 | 19/32 | . 24 | .5739 | 37/64 | .5781 | 19/32 | .5938 | |||||||||||||
| 11/16 | .6875 | 24 | .6364 | ||||||||||||||||||||
| 41/64 | |||||||||||||||||||||||
| 41/64 | 21/32 | . 6562 | 45/64 | .7031 | 23/32 | .7188 | |||||||||||||||||
3/4 | .7500 | 10 | .6273 | 21/32 | .6562 | 5 | 49/64 | .7656 | 25/32 | .7812 | |||||||||||||
| 16 | .6733 | 11/16. | .7031 | ||||||||||||||||||||
| 20 | .6887 | 45/64 | .7031 | 23/32 | .7188 | ||||||||||||||||||
| 1-3 / 16 | .8125 | 20 | .7512 | 49/64 | . 25/32 | .7812 | 53/64 | .8281 | 27/32 | .8438 | |||||||||||||
| 7/8 | .8750 | 9 | .7387 49/64 | .7656 | 51/64 | .7969 | 57/64 | .8906 | 29/32 | .9062 | |||||||||||||
| 14 | .7874 | 13/16 | .8125 | 53/64 | .8281 | 64 | .8281 | 27/32 | .8438 | ||||||||||||||
| 15/16 | .9375 | 20 | .8762 | 57/64 | .8906 | 29/16 | 61/64 | . 9531 | 31/32 | .9688 | |||||||||||||
| 1 | 1.000 | 8 | .8466 | 7/8 | .8750 | 59/64 | .9219 | 1-1 / 64 | 1,0156 | 1.0156 | 321.0313 | ||||||||||||
| 12 | .8978 | 15/16 | .9375 | 61/64 | .9531 | ||||||||||||||||||
| 20 | .9387 | 631/32 | .9688 | ||||||||||||||||||||
| 1-1 / 16 | 1.0625 | 18 | .9943 | 1.000 | 1.000 | 1-1 / 64 | 1.0156 | 1-5 / 64 | 1.0781 | 1-3 / 32 | 1.0938 | 1,1250 | 7 | .9497 | 63/64 | .9844 | 1-1 / 32 | 1.0313 | 1-9 / 64 | 1,1406 | 1-5 / 32 | 1,1562 | |
| 12 | 1,0228 | 1-3 / 64 | 1.0469 | 1-5 / 64 | 1.0781 | ||||||||||||||||||
| 18 | 1.0568 | 1-1 / 16 | 1.0625 | 1-5 / 64 | 1.0781 | ||||||||||||||||||
| 1-320 1,1875 | 18 | 1,1193 | 1-1 / 8 | 1,1250 | 1-9 / 64 | 1,1406 | 1-13 / 64 | 1.2031 | 1-7 / 32 | 1,2188 | 1,2188 | 1-1 / 4 | 1,2500 | 7 | 1.0747 | 1-7 / 64 | 1.1094 | 1-5 / 32 | 1.1562 | 1-17 / 64 | 1.2656 | 1-9 / 32 | 4 90|
| 12 | 1,1478 | 1-11 / 64 | 1,1719 | 1-13 / 64 | 1.2031 | ||||||||||||||||||
| 18 | 1,1818 | 1-3 / 16 | 1,18 / 641.2031 | ||||||||||||||||||||
| 1-5 / 16 | 1.3125 | 18 | 1.2443 | 1-1 / 4 | 1.2500 | 1-17 / 64 | 1.2656 | 1-21 / 64 | 1,3281 | 1-11 / 32 | 1-3 / 8 | 1,3750 | 6 | 1,1705 | 1-7 / 32 | 1,2187 | 1-17 / 64 | 1,2656 | 1-25 / 64 | 1,3906 | 1 / 32 | 1.4062 | |
| 12 | 1.2728 | 1-19 / 64 | 1.2969 | 1-21 / 64 | 1,3281 | ||||||||||||||||||
| 18 | 1,3068 | 1-5 / 16 | 1,3125 | 1-21 / 64 | 1,3281 | ||||||||||||||||||
| 1-720 / 16/16 1.4375 | 18 | 1.3693 | 1-3 / 8 | 1.3750 | 1-25 / 64 | 1.3906 | 1-29 / 64 | 1.4531 | 1-15 / 32 | 1.4683 | 1-1 / 2 | 1,500 | 6 | 1.2955 | 1-11 / 32 | 1.3437 | 1-25 / 64 | 1.3906 | 1-33 / 64 | 1.5156 | 1-17 / 32 | 1.5312 | |
| 12 | |||||||||||||||||||||||
| 12 | 1-27 / 64 | 1.4219 | 1-7 / 16 | 1.4375 | |||||||||||||||||||
| 18 | 1.4318 | 1-7 / 16 | 1.4375 | 1-29 / 64 | 1-9 / 16 | 1,5625 | 18 | 1.4943 | 1-12 | 1.500 | 1-33 / 64 | 1.5156 | 1-37 / 64 | 1,5781 | 1-19 / 32 | 1,5938 | |||||||
| 1-5 / 8 | 1,62518 | 1,5568 | 1-9 / 16 | 1,5625 | 1-37 / 64 | 1,5781 | 1-41 / 64 | 1,6406 | 1-21 / 32 | 1,6562 | 21-11 / 16 | 1,6875 | 18 | 1.6193 | 1-5 / 8 | 1.6250 | 1-41 / 64 | 1.6406 | 1-45 / 64 | 1.7031 | 1-23 / 32 | 1,7188 | |
| 1-3 / 4 | 1,750 | 5 | 1,5046 | 1-9 / 16 | 1,5625 | 1-5 / 8 | 1,6250 | 1-49 / 64 | 1,7659 | 1-25 / 32 1.7812 | |||||||||||||
| Таблица метрических сверл | ||||||||||||
| Размер метчика | Major Диаметр (мм) | Резьба согласно | Сверло для метчика (мм) | Сверло для метчика (дюйм) | Зазор (мм) | Клиренс (дюйм) | ||||||
| M1.6 × 0,35 | 1,6 | 0,35 | 1,25 | # 55 | 1,8 | # 49 | ||||||
| M2x0,4 | 2,0 | 0,40 | 1,60 5220 | |||||||||
| M2,5 × 0,45 | 2,5 | 0,45 | 2,05 | # 46 | 2,9 | # 32 | ||||||
| M3x.05 | 3,0 | |||||||||||
| 0,50 | 3.4 | # 29 | ||||||||||
| M3,5 × 0,6 | 3,5 | 0,60 | 2,90 | # 32 | 3,9 | # 23 | ||||||
| M4x0,7 4,0 | 3,3 | # 30 | 4,5 | # 16 | ||||||||
| M5x0,8 | 5,0 | 0,80 | 4,20 | # 19 | 5,5 | 7/32 | ||||||
| 5.0 | # 8 | 6,6 | G | |||||||||
| M8x1,25 | 8,0 | 1,25 | 6,8 | H | 9,0 | T | | 8,0 | J | 9,0 | T | | |
| M10x1,5 | 10,0 | 1,50 | 8,5 | R | 12,0 | 31/64 | M10x1 | |||||
| 1,25 | 8,8 | 11/32 | 12,0 | 31/64 | ||||||||
| M12x1,75 | 12,0 | 1,75 | 10,2 | 9015/326 13/32 9014|||||||||
| M12x1,25 | 12,0 | 1,25 | 10,8 | 27/64 | 14,0 | 35/64 | ||||||
| M14x2 | 14,0 | 2,00 .0 | 5/8 | |||||||||
| M14x1,5 | 14,0 | 1,5 | 12,5 | 1/2 | 16,0 | 5/8 | ||||||
| M16x2 | 90,035/64 | 18,0 | 45/64 | |||||||||
| M16x1,5 | 16,0 | 1,50 | 14,5 | 37/64 | 18,0 | 45/64 | 2.50 | 15,5 | 39/64 | 20,0 | 51/64 | |
| M18x1,5 | 18,0 | 1,50 | 16,5 | 21/32 | 20,0 | M20x2,520,0 | 2,50 | 17,5 | 11/16 | 22,0 | 7/8 | |
| M20x1,5 | 20,0 | 1,50 | 20,0 | 1,50 | 18,5 | 7/8 | ||||||
| M22x2.5 | 22,0 | 2,50 | 19,5 | 49/64 | 25,0 | 1 | ||||||
| M22x1,5 | 22,0 | 1,50 | 20,5 13/64 | |||||||||
| M24x3 | 24,0 | 3,00 | 21,0 | 53/64 | 27,0 | 1-5 / 64 | ||||||
| M24x2 | 24,0 | 2,00 227 | 2,00 227 | 0 | 1-5 / 64 | |||||||
| M27x3 | 27,0 | 3,00 | 24,0 | 15/16 | 30,0 | 1-3 / 16 | ||||||
| M27x2 | M27x2 | 2,0 25,0 | 1 | 30,0 | 1-3 / 16 | |||||||
Три причины, по которым производители предпочитают катаную резьбу
Введение в накатку резьбы
Накатка резьбы — это процесс холодной штамповки или холодной штамповки металла, при котором резьба создается с использованием прецизионных резьбонакатных головок, которые являются зеркальным отображением изготавливаемой резьбы.Этот процесс отличается от других процессов, таких как резка металла, шлифовка и чеканка, поскольку он не удаляет металл для создания желаемого профиля. Вместо этого, эти резьбовые ролики из закаленной стали перемещаются и формуют пластичные металлы быстро и очень точно в желаемую форму резьбы.
Форма зуба резьбовых роликов выступает за внешний диаметр цилиндрической заготовки для преобразования поверхности. Заготовка обычно имеет диаметр заготовки между большим и малым диаметром резьбы или близкий к диаметру делительной части производимой резьбы.Конечный диаметр заготовки для заготовки будет зависеть от марки материала и значения пластичности. Чрезвычайное давление со стороны ниточных роликов заставляет заготовку перемещаться наружу в полость между ниточными роликами. Внешняя поверхность будет формироваться быстрее, чем центр, поскольку она заполняет полость. В результате получается деталь с резьбой, которая отражает резьбу валков.
Одним из особых различий между нарезанной и накатанной резьбой является верхняя часть гребня резьбы. В операции заправки ролика материал проталкивается вверх в основание резьбовой матрицы.Материал на внешних краях резьбы удлиняется быстрее, чем центр резьбы. Когда материал встречается с основанием матрицы, внешние края загибаются внутрь, образуя гребень. Центр гребня имеет небольшую вогнутость, как показано на рис. 1, что является нормальным явлением. Эта вогнутость является частью зазора между сопряженными резьбами и не влияет на посадку или функцию резьбового соединения. Наличие этой особенности на вершине резьбы является одним из способов визуально подтвердить, что резьба на самом деле является продуктом накатывания резьбы, а не нарезания, поскольку нарезанные резьбы не имеют этой характеристики.Дальнейшее формование вызовет перекрытие двух сторон и, возможно, переполнение матрицы.
Рис. 1: Допускаются отклонения контура на большом диаметре.
Резьбонарезание и нарезание резьбы
Многие производители предпочитают накатывание резьбы традиционному нарезанию резьбы, потому что процесс накатки усиливает профиль резьбы, а не нарушает естественную структурную целостность материала путем врезания в него. Вращение удлиняет зерна, позволяя им течь более чем в одном направлении, следуя контуру застежки.Это также приводит к сжимающим напряжениям в основании резьбы. Новое контурное расположение волокон приводит к значительному увеличению прочности получаемой резьбы.
По той же причине накатанная резьба часто намного более гладкая и устойчивая к повреждениям при обращении, чем нарезанная резьба. Накатка резьбы изменяет механические свойства материала за счет его деформационного упрочнения, что приводит к увеличению сопротивления износу и усталости, а также к увеличению прочности на сдвиг, растяжение и текучести.Однако это снижает пластичность резьбы, придавая накатанной резьбе повышенное сопротивление отслаиванию при больших нагрузках — преимущество перед нарезанной резьбой. Нарезанная резьба имеет структуру потока волокон, которая остается параллельной оси детали, что снижает прочность резьбы по продольной оси. Нить обычно выходит из строя на границах зерен, которые имеют тенденцию быть слабее, чем само зерно. В случае накатанной резьбы зерно течет в поперечном направлении, обеспечивая устойчивость к разрушению, когда эти силы действуют поперек волокна.
Накатка резьбы также улучшает сопротивление усталости. Процесс прокатки увеличивает холодную обработку и «полирует» корни и боковые поверхности. Это также улучшает качество поверхности и обеспечивает более стабильную форму резьбы. Дефекты поверхности, возникающие в результате нарезания резьбы, могут стать имитацией усталостного разрушения. Работа с мелкозернистыми материалами — еще один способ еще больше повысить сопротивление усталости резьбовой области. Чем мельче зерно, тем выше сопротивление усталости, но это качество материала обычно необходимо указывать, поскольку мельницы производят как мелкозернистые, так и крупнозернистые материалы.
Поскольку поверхностные слои накатанной резьбы, особенно в корнях, испытывают сжимающее напряжение, затягивающие и другие силы должны преодолевать эти сжимающие напряжения до того, как нарастают растягивающие напряжения, вызывающие разрушение. Таким образом, накатка резьбы улучшает способность резьбы противостоять этим усталостным напряжениям. См. Рисунок 2 для получения более подробной информации.
Рис. 2: Нарезанная резьба, показывающая, как естественная структурная целостность материала нарушается при врезании в него, что существенно ослабляет резьбу.Накатанная резьба является результатом сжатия зерен в основании резьбы. Это новое структурированное расположение зерен приводит к значительному увеличению прочности получаемой резьбы, но также улучшает качество обработки, геометрию формы и сопротивление усталости.
Материальные аспекты
Прокатываемый материал должен обладать некоторой пластичностью и, как правило, не может прокатываться в закаленном состоянии. Материалы, используемые в обрабатывающей промышленности, поставляются в холодном состоянии.Он либо холоднотянут, либо прессуется в пруток, либо обтачивается и / или шлифуется. В холоднотянутых материалах израсходована часть пластичности материала. Объем холодной обработки обычно минимален, но может ограничить объем формования. Тем не менее, они находятся в благоприятном состоянии для заправки валков. Даже нержавеющие стали, подвергнутые деформационному упрочнению, могут подвергаться резьбонарезанию из-за более высоких показателей пластичности нержавеющей стали. Точеные материалы обычно имеют более высокие значения пластичности. Обычно это горячекатаный материал, который подвергался точению.Этот материал не подвергался холодной обработке, которая может снизить пластичность.
Пластичность также может зависеть от размера зерна материала. Материалы с меньшим или более мелким зерном, ASTM 5 или более мелкие, будут обеспечивать повышенный уровень пластичности по сравнению с материалом с крупными зернами.
Как и в случае накатывания резьбы, материалы во время холодной обработки будут иметь некоторое восстановление диаметра после операции штамповки. Марки углерода и сплавов с содержанием углерода выше примерно 0,3% дадут различный эффект извлечения.1045 с 0,43% углерода будет иметь другую пружину, чем 0,50% углерода. Если машина настроена на фиксированный диаметр перед валком, необходимо посмотреть на химический состав поступающего материала и внести коррективы, чтобы компенсировать возврат пружины.
Нержавеющие стали подвержены механическому упрочнению в гораздо большей степени, чем углеродистые и легированные стали. Формовочные нити нужно формировать быстро, с небольшими задержками. Если матрица будет находиться на материале более 2–3 оборотов, упрочнение увеличится, и может произойти образование полос.
Три причины, по которым производители предпочитают резьбу резьбонарезной, а не резьбонарезной
Превосходное качество и точность
Чистота прокатной поверхности обычно составляет 32 микродюйма Ra или меньше, по сравнению с нарезанной резьбой, которая редко бывает менее 63 микродюймов Ra. Хорошее эмпирическое правило заключается в том, что при накатывании резьбы качество получаемой поверхности обычно в два раза лучше, чем исходное качество обработки материала. Например, если чистовая поверхность составляет 40 микродюймов Ra, результирующая поверхность будет близка к 20 микродюймам Ra после накатывания резьбы.Геометрия формы резьбы, получаемая при накатке резьбы, является более точной и обычно превышает требования к форме резьбы из-за точности и чистоты, присущих используемым штампам резьбонарезных валков. Благодаря высокой точности и точности в инструментах для накатки резьбы, накатка резьбы по своей сути поддерживает точность исходной настройки во время длительных серий высокоскоростного производства
Снижение затрат
Резьбопрокатный состав меньше по диаметру, чем полноразмерный нарезной материал, без потерь материала.Это означает отсутствие брака от рутинной обработки. Подача поверхности резьбонарезания в минуту до 10 раз быстрее, чем нарезание одноточечной резьбы. Нарезание резьбы требует в среднем 10 проходов по сравнению с 1 проходом, необходимым для накатывания. Это означает значительное снижение затрат на резьбу из-за большего количества, производимого на комплект рулонов.
Даже когда накатывание резьбы сравнивается с нарезанием резьбы, это намного эффективнее — при получении истинного профиля резьбы. Стандартные устройства для нарезания резьбы должны будут использовать резьбовую муфту для получения высококачественной резьбы, сравнимой с накаткой резьбы.При использовании резьбовой муфты эффективность нарезания резьбы резко снижается и обычно не является жизнеспособным вариантом по сравнению с накаткой резьбы.
Отсутствие брака, меньшая рабочая сила, меньшая стоимость инструмента на произведенную резьбу — это формула, которая обеспечивает снижение затрат.
Более прочные соединения с использованием катаной резьбы
Холодная обработка увеличивает предел прочности на разрыв по крайней мере на 30% больше, чем нарезка резьбы, что увеличивает прочность резьбы. Дополнительно накатанная резьба улучшает усталостную прочность от 50% до 75%.Нити не теряют усталостной прочности даже при нагревании до 500 ° по Фаренгейту в течение нескольких часов. Более прочные резьбы без необходимости дорогостоящей внешней термообработки являются прямым результатом выбора накатанной резьбы, а не нарезания резьбы.
У производителей есть много альтернатив при соединении и сборке сегодняшних высокопроизводительных деталей. Превосходное качество накатанной резьбы, точность, чистота обработки, улучшенные механические свойства и экономичность производства делают их идеальным выбором, когда «соединения имеют значение.”
Спасибо Бобу Драбу из Corey Steel Company и Майлзу Фри из ассоциации Precision Machine Products Association за рецензирование рукописей.
Болты с накатной резьбой и нарезанной резьбой
Существует два способа нарезания резьбы на механическом креплении: накаткой или нарезанием. Иногда наши клиенты спрашивают о процессе нарезания резьбы — особенно о том, какой тип резьбы болта сильнее. Хотя оба процесса дают схожие результаты, в каждом процессе есть несколько различий, которые вызывают различия в продуктах.Прежде чем перейти к прочности изделий, давайте рассмотрим различия между болтами с накатанной и нарезной резьбой.
Болт с накатанной резьбой
Процесс нарезания резьбы роликом в болте — это процесс холодной штамповки с использованием набора штампов из закаленной стали для формирования резьбы на болте. Матрица выступает во внешний диаметр болта-заготовки, образуя резьбу на болте. Поскольку болт находится под высоким давлением, стальное зерно течет в нескольких направлениях, в результате чего болт становится прочнее, так как это не нарушает структурную целостность стали.Болты с накатанной резьбой также более гладкие при установке и более устойчивы к повреждениям из-за их закалки и сжатия.
Болты с нарезной резьбой
Нарезка болтов с нарезкой резьбы включает разрезание структуры зерна стали для получения резьбы. Хотя болты с накатанной резьбой имеют некоторое преимущество перед болтами с нарезанной резьбой в отношении прочности и стоимости, нарезанная резьба может быть изготовлена практически по всем спецификациям, включая болты большего диаметра. Birmingham Fastener способен нарезать резьбу диаметром до 4 дюймов.
Прочность накатанной и нарезанной резьбы
В прошлом наши клиенты спрашивали, являются ли болты с катанной резьбой более слабым продуктом из-за меньшего диаметра стержня. Пруток с резьбой ломается в самом слабом месте, которое находится в основании резьбы, и поскольку диаметр основания резьбы меньше, чем диаметр прутка на изделиях с нарезанной или прокатанной резьбой, диаметр стержня не имеет значения при рассмотрении прочности на растяжение. Важно то, что работа была выполнена в самом слабом месте на резьбовом изделии.Для болта с нарезанной резьбой никаких работ с материалом не производилось. Удаление металла используется для формирования резьбы. Резьбовой участок болта с накатанной резьбой формируется движением металла в процессе холодной штамповки. Этот процесс делает накатанную нить более прочной во время испытания на растяжение. Однако важно отметить, что термообработанные крепежные детали с нарезанной резьбой, такие как наши болты A325 1-1 / 2 ”, будут работать на том же уровне, что и любой болт с накатанной резьбой, потому что термообработка будет определять прочность болта как в отличие от метода их формирования.
3 лучших набора для метчиков и штампов (2020)
Наборы метчиков и штампов представляют собой набор метчиков и штампов, собранных вместе в хорошо организованном корпусе. Помогают отремонтировать старые болты и гайки и исправить резьбу на винтах. Если вы механик, вы найдете этот набор инструментов очень полезным, но только если вы получите правильный. В приведенном ниже руководстве по покупке мы собрали одни из лучших наборов метчиков и штампов.
Почему нам доверяют
Все наши обзоры основаны на исследованиях рынка, мнениях экспертов или практическом опыте работы с большинством продуктов, которые мы включаем.Таким образом, мы предлагаем подлинные и точные руководства, которые помогут вам найти лучший выбор.
Узнать больше
Лучший результат
Несмотря на свое название, набор из 60 метрических элементов ABN и стандартный набор для восстановления резьбовых отверстий и штампов SAE не только восстанавливает резьбу на поврежденном оборудовании, но и помогает пользователям создавать новые потоки при необходимости. Каждый метчик и матрица изготовлены из закаленной стали, что обеспечивает максимальную прочность и долговечность. В этот набор входят метчики и штампы с метрическими и SAE-метчиками, ручки для метчиков и штампов, небольшой патрон для метчиков и калибр для резьбы, которые хранятся в прочном пластиковом ящике для выдувной формы для удобства организации и транспортировки.Механики, машинисты и энтузиасты могут легко отремонтировать резьбу и резьбовые соединения из стали, чугуна, меди, алюминия и пластика. Набор для восстановления метчиков и штампов ABN из 60 элементов с метрической системой и стандартным SAE поставляется с годовой гарантией, чтобы обеспечить пользователям душевное спокойствие. Этот набор метчиков и матриц лучше всего подходит для ремонта резьбы и непрофессионального нарезания резьбы из-за меньшего количества вариантов размера и периодической проблемы с долговечностью.
Лучшее соотношение цены и качества
Титан — прочный металл, и набор для метчиков и шестигранников Neiko из 40 деталей использует все его свойства для нарезания или ремонта резьбы на болтах, винтах и т. Д.Каждый режущий компонент изготовлен из высокопрочной легированной стали GCr15 и имеет титановое покрытие, обеспечивающее дополнительную прочность и долговечность. Более легкие резьбовые детали из углеродистой стали, чугуна, латуни или алюминия с метчиками и плашками как для крупной, так и для мелкой резьбы. В этот набор входят 16 метчиков и плашек с мелкой и крупной резьбой, метчик NPT, плашка NPT, два гаечных ключа, регулируемый плашечный ключ, отвертка и направляющая шага винта. Набор для метчиков и шестигранных матриц Neiko из 40 элементов может фиксировать или создавать резьбу размером от 4-40 до 1/2-13.Конечно, он ограничен только размерами SAE, что может быть проблемой для механика, специализирующегося на импортных автомобилях.
Самый универсальный
При поиске набора для метчика и штампа подумайте о приобретении набора для метчиков и штампов Efficere из 60 элементов премиум-класса. С помощью этого набора можно без особых усилий нарезать и отремонтировать резьбу SAE и метрическую резьбу. Каждый метчик и матрица изготовлены из подшипниковой стали промышленного класса GCr15 для повышения прочности и долговечности в профессиональных условиях. Все режущие зубья обрабатываются на станке с ЧПУ, а затем подвергаются термообработке до твердости по Роквеллу 60 HRC.Этот набор инструментов идеально подходит для нарезания резьбы по большинству видов металлов, включая нержавеющую сталь, углеродистую сталь, чугун, латунь, медь и алюминий. В комплект также входят 40 метчиков и плашек, две ручки для метчиков, ручка для штампа, два измерителя шага резьбы, отвертка и организованный чемодан для хранения. В наборе для метчиков и штампов Efficere Premium из 60 деталей используются матрицы с коническими зубьями для облегчения запуска. Наверное, самым большим разочарованием для некоторых пользователей является отсутствие инструкций к этому набору.
Советы
- При нарезании резьбы на стержне рекомендуется очищать резьбу, делая три оборота назад на каждые три оборота, которые вы нарезаете.Это поможет вам сохранить чистый срез.
- Если вы разрезаете изношенный болт, не забудьте смазать стержень, чтобы облегчить резку материала. Смазка также уменьшит перегрев, вызванный контактом металла с металлом.
- Матрица может не работать на стержне с плоским концом. Вам нужно использовать болгарку, чтобы сделать на стержне скошенный конец.
Часто задаваемые вопросы
В: Сможет ли матрица сломать старый болт?
A: Вы можете сломать старый болт, если не будете осторожны при нарезании его на матрицу.Вы должны делать повороты медленно, чтобы шток легко вошел в резьбовую конструкцию. Не забудьте повторно нанести смазочно-охлаждающее масло, чтобы не допустить перегрева болта или искрения.
Q: Как мне узнать, какой инструмент лучше использовать?
A: Наборы метчиков и штампов поставляются в корпусах с маркировкой SAE или метрических единиц. Вы найдете этикетку на корпусе или на самом инструменте. Организовать свой набор — это единственный способ выбрать подходящий инструмент для работы. Обычно вы выбираете инструмент, который соответствует размеру вашего болта или стального стержня.
Q: Трудно поворачивать гаечный ключ?
A: Возможно, это не то, что вы можете сделать одной рукой, но это не сложнее, чем использовать гаечный ключ. Если вы прикладываете слишком много усилий, возможно, вам придется установить более длинную Т-образную рукоятку.