Как нарезать резьбу на трубе
Домашние мастера сегодня не так часто задумываются о том, как нарезать резьбу на трубе. Большинство проектов реализуются с использованием альтернативных материалов. Но такая потребность иногда возникает. Благодаря основным навыкам появится возможность самостоятельно осуществлять несложный ремонт в домашних или других условиях.
Базовые понятия
Резьбовое соединение является неотъемлемым, если необходимо установить запорную арматуру, переходной тройник или муфту на металлическую трубу. Очень часто стыки приходят в негодность, и их приходится переделывать. Резьба характеризуется:
- глубиной;
- шагом;
- профилем;
- углом профиля;
- местом расположения.
В зависимости от профиля и шага различают резьбу:
- Дюймовую. Имеет форму треугольника. Получила свое название благодаря единицам, в которых измеряется внешний диаметр.

- Коническую. Основное применение этого вида сводится к тому, чтобы соединение получилось герметичным без применения различных уплотняющих материалов.
- Цилиндрическую. Это разновидность дюймовой резьбы с более мелким шагом. Верхняя кромка профиля сглажена и напоминает часть цилиндра. Обычно шаг резьбы совпадает с дюймовым у подходящих по диаметру деталей.
- Трапециевидную. Имеет угол при вершине в 30°. Чаще всего применяется в болтовых соединениях для придания большей надежности при фиксации. Резьбу, стороны витка которой напоминают неравнобедренную трапецию, называют упорной.
- Прямоугольную. Применяется для тех же целей, что и предыдущий вид.

Обратите внимание! Последние две разновидности относят к классу метрических. Они могут нарезаться на патрубках небольшого диаметра, которые используются в специфических инструментах.

По месту расположения нарезки выделяют:
- внешнюю;
- внутреннюю.
Каждый из этих видов требует индивидуального подхода и предназначен для определенных целей.
Подготовительный этап
От того, насколько ответственно будет пройден этот этап, зависит качество конечного изделия.
- Инструмент, которым будет производиться работа должен быть в надлежащем состоянии. На нем не должно быть ржавчины. Для этого при длительном хранении он покрывается консервирующей смазкой. Резцы клуппа должны быть хорошо заточены.
- Если труба уже была в эксплуатации и на ней есть краска, тогда ее обязательно надо хорошо зачистить. Делается это при помощи напильника, болгарки и шлифовального круга, наждачной бумаги или строительного фена.
- При помощи болгарки или ножовки выводится плоскость торца. Для этого отрезается небольшой кусок, чтобы получился прямой угол относительно оси.
- Напильником убираются заусенцы.
- Снимается фаска таким образом, чтобы создать небольшой конус.

Нарезка резьбы вручную
Вся работа производится плашкой или леркой. Это тождественные понятия и являются синонимами. В зависимости от конструкции они могут быть:
- Регулируемые или раздвижные. Обычно в них присутствует несколько резцов, расстояние между которыми может быть изменено. Особенно полезны они бывают в тех случаях, когда профиль трубы неравномерный вследствие деформации или заводского брака, но все равно требуется нарезать резьбу. Чаще всего они устанавливаются в клуппы, которые обеспечивают им хорошую фиксацию. При помощи таких изделий резьбу можно нарезать за несколько проходов, что увеличивает ее точность и качество.
- Монолитные. Представляют собой небольшой цилиндр с отверстием в середине. Такой инструмент зажимается в специальный плашкодержатель. Обычно фиксируется одним или несколькими болтами. Таким инструментом изготавливается нарезка за один проход.
- Конусные. Предназначены для нарезания соответствующих резьб, о которых говорилось выше.

Лерка подбирается в зависимости от того, какой диаметр обрабатываемой трубы, также от того, какое должно быть направление резьбы — правое или левое. Все обозначения наносятся на упаковку или непосредственно на сам инструмент. Весь процесс будет сводиться к следующим действиям:
- Обрабатываемая деталь фиксируется. Если она не закреплена ни в какой системе, тогда она зажимается в тиски. В случае когда нарезка будет делаться на водопроводной трубе или трубе отопления, необходимо сделать подкладки, чтобы обездвижить ее.
- Торец подготовленного отрезка трубы смазывается машинным маслом или солидолом. Если этих составляющих нет, тогда можно использовать то, что есть под рукой, – даже сало.
- Смазке также подвергается поверхность резцов инструмента.
- Плашкодержатель с леркой подносятся к торцу трубы. Сделать это нужно точно под прямым углом. Сделать это намного проще плашкодержателем с направляющей.
- Одновременно необходимо вращать инструмент для нарезания резьбы и придавливать его к патрубку. Должно произойти сцепление. Таким образом важно нарезать первые 2 витка.
- Если не пользоваться плашкодержателем с направляющей, то потребуется постоянно следить за тем, чтобы угол оставался 90°. Если не соблюдать это требование, тогда может пойти перекос. Это грозит тем, что резьба будет сорвана, инструмент испорчен, или не будет соблюден требуемый шаг.
- Не стоит осуществлять нарезку непрерывным проходом. В процессе будет образовываться металлическая стружка. Для того чтобы удалить ее, необходимо делать один оборот по направлению движения и половину оборота обратно. Именно благодаря этому и будут удаляться накопившиеся отходы.
- По ходу продвижения также надо добавлять смазку.
- После завершения необходимо выкрутить лерку и пройтись ей еще раз, чтобы произвести финишную подводку.
 Сделать это нужно точно под прямым углом. Сделать это намного проще плашкодержателем с направляющей.
Сделать это нужно точно под прямым углом. Сделать это намного проще плашкодержателем с направляющей.
Обратите внимание! Для того чтобы конечный результат был намного качественнее, применяется две плашки. Одна из них называется черновой. Ее предназначение — быстро проложить путь и метки для следующего элемента — чистового. Благодаря второй плашке выводится идеальная нарезка.Набор клуппов
Нарезание резьбы при помощи клуппа происходит по такому же механизму. В дополнение ко всему в некоторых изделиях есть возможность не только сдвигать резцы, но и разворачивать их. При таком раскладе можно одним и тем же инструментом выполнить и чистовой и черновой проход. При использовании такого агрегат необходимо быть очень внимательным во время начального этапа. Связано это с тем, что благодаря рукоятке с трещоткой можно приложить большее усилие, чем в случае с обычным держателем лерки. Если в самом начале не выставить правильно угол, тогда можно испортить всю заготовку и не заметить этого.
Использование электрического инструмента
Электрический резьбонарезательЭлектрическим резьбонарезателем можно осуществить планируемую работу в несколько раз быстрее, а по качеству конечное изделие будет намного выше. Последовательность работ будет такой:
- Труба обрезается до необходимого размера. Наиболее приемлемый результат получается при использовании сабельной пилы с направляющей.
- Фаску, как для лерки, снимать не нужно. Кстати, это правило актуально и при использовании ручного клуппа.
- На патрубок надевается специальный держатель. Он выступает в роли направляющей. Его важно хорошо зажать.
- Подводится электроинструмент и вставляется в приемник держателя. Клупп надевается на трубу.
- Осуществляется смазка при помощи специального состава.
- Далее агрегат все делает автоматически.

Нарезка внутренней резьбы
Бывают случаи, когда для сборки конструкции необходимо нарезать внутреннюю резьбу в трубе. Для таких целей применяется совсем другой инструмент — метчик. Представляет он собой небольшой металлический штырь, на одном из концов которого находятся наружные резцы. Чтобы все было правильно, необходимо придерживаться таких шагов:
- При помощи штангенциркуля осуществляется замер внутреннего диаметра патрубка.
- Точно по этому значению подбирается соответствующий метчик.
- При помощи напильника убираются все заусенцы.
- Поверхность обрабатывается при помощи металлического ершика.
- Метчик под номером 1 зажимается в держателе и вводится в трубу. Он снимет 70% материала при проходе. Остальные 30% удаляются метчиком для чистовой обработки под номером 2.
- Для того чтобы по ходу убирать стружку, применяется такое же правило, как и в случае с леркой.
- Если резьбу нужно нарезать в одной из стенок трубы, тогда дрелью сверлится отверстие. Сверло должно находиться четко перпендикулярно. Это важно, т. к. в противном случае не получится качественной нарезки.

Обратите внимание! Если труба находится в стене, то резьбу можно нарезать до тех пор, чтобы несколько миллиметров выглядывающего патрубка были без нее. Необходимо оставить такой зазор, чтобы не сорвать изделие при вкручивании соединителя.
Нюансы
Есть нюансыСуществуют некоторые секреты, которые нарабатываются годами и о них рассказывают нечасто. Вот несколько из них:
- Облегчить себе задачу при использовании обыкновенной лерки можно специальной направляющей. Она представляет собой небольшой зажимной механизм с резьбой на конце. Его необходимо вставить в середину трубы до упора в бортик и разжать губки. Плашка накручивается на резьбу фиксатора и потом ровно и точно идет по трубе.
- В качестве смазывающего материала некоторые мастера рекомендуют применять средство для мытья посуды. Как бы абсурдно это ни звучало, но оно обеспечивает прекрасное прохождение, при этом стружка получается не рваная, а цельная, что говорит о лучшем качестве проведенной работы.
- Если на стальную трубу планируется установка латунного крана, необходимо нарезать резьбу настолько, чтобы при накручивании запорного механизма получилось 4–5 оборотов. Это будет гарантией хорошей фиксации и долгой службы.
- Устройство клуппа таково, что резьба получается немного под конус, т. е. последние витки получаются с меньшей глубиной, чем первые. При этом сгоны накручиваются не полностью. Чтобы компенсировать такую разбежность, необходимо после клуппа пройтись еще обыкновенной леркой.
- Бывают такие ситуации, когда резьбу надо нарезать на трубе, которая выходит из стены на небольшое расстояние. В таком случае можно воспользоваться леркой, либо подрезать направляющую клуппа. На производительности это не скажется, но предоставит большее удобство.
- При замене резцов в клуппе обязательно соблюдайте последовательность, в которой они должны быть установлены. Чаще всего на них нанесены цифры, которые соответствуют приемнику.
- Если резьбу необходимо нарезать на трубе, которая утоплена в стену, тогда поступить нужно так. Вокруг патрубка выбивается небольшая площадь, чтобы поместился клупп. Проворачивать механизм для нарезки можно при помощи Т-образной рукоятки. На ее конец надевается шестигранная головка, в которой сделаны прорези. Подбирается она таким образом, чтобы входить через внешнее отверстие клуппа и цепляться за пространство между резцами.

 На производительности это не скажется, но предоставит большее удобство.
На производительности это не скажется, но предоставит большее удобство.Используя перечисленные методы и способы, у вас точно получится отличный результат, которого вы добьетесь своими руками. Если и вам известны некоторые секреты о том, где нарезать резьбу и как это лучше сделать, делитесь ими в комментариях к этой статье.
Видео
Технология нарезки резьбы на металлической трубе продемонстрирована ниже:
 youtube.com/embed/uNlrk68ZQos» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/uNlrk68ZQos» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
Читайте также:
Как нарезать резьбу на трубе
Почти ежедневно, монтажникам трубопроводов, приходится использовать инструмент: лерка в леркодержателе (плашка),
Лерка в леркодержателе (плашка)
либо альтернатива ей: клупп.
Клупп
При помощи этих нехитрых приспособлений нарезается резьба, вручную, и лишь в случае невозможности их использования прибегают к помощи сварщика. Отнюдь не из-за того, что это проще и легче, нет.
Просто сварщика на объект снарядить и доставить сложнее. Эти габаритные газовый и ацетиленовый баллоны, шланги, открытый огонь опять же.. Не буду здесь вдаваться в подробности, сегодня статья не об этом.
Имеем следующую ситуацию: необходимо вырезать стальную трубу, и смонтировать, скажем, разводку водопровода по квартире, из современного материала (неважно полипропилен это, металлопласт, или медь). Для герметичности применяем резьбовое соединение, посредством соответствующего фитинга.
В принципе, нарезать резьбу на трубе задача, как уже сказал почитай повседневная, но хочу довести до вашего внимания десяток не маловажных моментов. Не соблюдая которые, уже без сварки не обойтись.
10 советов по нарезке резьбы на трубе:
Отнеситесь к каждому из них со вниманием, всё нижеперечисленное: залог беспроблемной опрессовки, достижения наилучшего результата и упрощения работы. Дабы не отнимать много у вас времени, добавлю, лишь короткие пояснения.
1. Участок трубы для нарезки должен иметь форму круга на срезе (не эллипсоидную, без вмятин)
Установить это можете элементарно ощупью. В противном случае вас ожидает, как минимум протечка по месту соединения, а как максимум — невозможность нарезки, соответственно незапланированный вызов сварщика.
2. Выберите участок наименее подверженный коррозии
Внимательно осмотрите прежде, чем осуществить рез, ощупайте, при необходимости воспользуйтесь зеркальцем.
3. Срез произвести под прямым углом оси трубы
Иначе резьбонарезным не осуществишь надлежащего зацепа по всей плоскости. Инструмент будет срываться.
Инструмент будет срываться.
4. Произведите срез, как можно ближе к врезке в стояк
Внутри вычистите налёт, часто там отверстие для прохода воды толщиной со спичку. Вычищайте аккуратно, так что-бы не затрамбовать ржу внутрь.
5. Если используете лерку(плашку) в леркодержателе, на срезе снимите фаску под 30-45 градусов, по всей окружности
Это обеспечит лёгкий заход для первого витка, снимается она при помощи болгарки с заточным диском.
6. Если используете клупп, в противоположность выше написанному пункту, фаску не снимать
Так как клупп имеет конусный заход, им проще зацепиться на ровном срезе трубы.
7. Перед нарезкой обработайте трубу и режущий инструмент смазочным материалом
Используйте для этого моторное масло, спецсмазку, либо кусочек сала. Будет легче нарезать, и меньше износ резьбонарезного инструмента.
8. Не ленитесь периодически «сбрасывать» стружку
Нарезка резьбы производится по часовой стрелке. Пройдя один-два витка сбрасывайте стружку производя вращение против часовой стрелки. Не соблюдение чревато, как максимум сминанием уже нарезанных витков, а как минимум увеличением трудоёмкости работы.
Не соблюдение чревато, как максимум сминанием уже нарезанных витков, а как минимум увеличением трудоёмкости работы.
9. При необходимости удерживайте трубу газовым ключом
Дабы избежать слома, сминания. Актуально для «рыхлой» трубы, или «рыхлого»-же места врезки.
10. Надёжная резьба имеет пять ниток(витков)
К достижению этого всегда стремимся, но не всегда предоставляется возможным достичь. По опыту знаю, что и три нитки(витка) дают герметичное соединение.
Вот собственно и все тонкости, соблюдая которые, получите положительный результат.
Видеоролик: Клупп. Как нарезать резьбу на трубе.
Возможно вам будут полезны и эти статьи:
Чем я нарезаю резьбу.
Как подмотать резьбу герметично.
Достоинства и недостатки материалов для водопровода.
Есть чем дополнить, или вопросы — в графу комментарии. А у меня на этом сегодня всё, успехов в работе, с уважением, Андрей.
А у меня на этом сегодня всё, успехов в работе, с уважением, Андрей.
Надоело искать информацию от практиков? Подпишись (крути страницу вниз), и информация найдёт тебя сама. Клик по иконке соцсети — лучшая для меня награда от вас.
Поделиться с друзьями в сети:
1
Нарезка резьбы клуппом: способы, преимущества и приспособления
Резьбовые соединения ослабляют позиции последние годы. Связано это с появлением пластиковых труб, которые соединяются спайкой. Однако определённая часть трубопроводов собирается по старым технологиями. Чтобы сделать качественное соединение металлических труб, можно провести нарезку резьбы клуппом.
Нарезка резьбы клуппомОсновные способы нарезки
Чтобы сделать резьбу на металлических трубах, применяются три способа, которые подразумевают под собой применение разных инструментов:
- С помощью токарного станка. Возможно обрабатывать изделия разных диаметров.
- Плашка (второе название — лерка).
- Клупп — ручной или электрический инструмент.

Метчики применяются для обработки внутренней части изделий.
Что такое клупп?
Трубный клупп можно сравнивать с плашками. Они представляют собой монолитную оснастку, которая позволяет нарезать точные канавки на металле нужной формы. Однако монолитность конструкции создаёт серьёзное напряжение при обработке элементов трубопроводов большого диаметра. Снять напряжение можно, сделав корпус плашки менее прочным. Но это снизит твердость резцов, от чего они быстро затупятся. Чтобы продлить срок эксплуатации лерки до заточки, оснастка оборудуют пружинным механизмом.
Клупп мало чем отличается от привычной сантехникам плашки. Он состоит из цилиндрического корпуса, изготовленного из металла, имеющего отверстия для вывода стружки. По периметру металлического кольца есть отдельные зажимы для надёжного удержания оснастки на трубе. На внутренней части закрепляют резцы, расположенные в определённом порядке.
Преимущества клуппа перед простой плашкой
Сравнивая плашку с клуппом, человек без опыта не найдёт серьёзных отличий. Однако второй вариант оснастки обладает определёнными преимуществами:
- Оснастка имеет меньше нефункциональных частей, цена снижается.
- Комплектуется дешёвым держателем, прочными зубьями.
- Резцы съёмные. Это даёт возможность менять рабочие части, когда каждая из них выходит из строя, не покупая инструмент целиком.
- Позволяют обрабатывать заготовки больших размеров, задействуя меньшие усилия.
Нельзя объективно сказать, дешевле лерки клуппов или нет. Второй вариант оснастки можно найти в магазинах за сотни долларов. Главное преимущество этих инструментов — удобство при работе, применение меньших усилий. Благодаря этому улучшается качество проводимых работ, увеличивается эффективность.
Разновидности
Перед покупкой инструмента для создания резьбовых соединений нужно рассмотреть разные модели, которые представляют перед покупателями строительные магазины. Можно выделить три типа оснастки, которая отличается по конструкции, управлению.
Можно выделить три типа оснастки, которая отличается по конструкции, управлению.
С трещоткой и одной ручкой
Оснастка с трещоткой напоминает ключ со сменными головками, который используется при починке машин. Механизм позволяет быстрее нарезать резьбу, затрачивая меньше усилий, времени. Однако у трещоток есть некоторые недостатки:
- Попадание грязи, пыли, мусора, жидкостей в механизм ухудшают его характеристики. Со временем он выходит из строя. Требуется соблюдать правила хранения, ухода за трещоткой, чтобы она прослужила дольше.
- Низкое качество материалов, используемых при изготовлении большинства трещоточных моделей.
- Прочные виды сплавов могут вывести из строя подвижный механизм. Приспособление придётся заменить.
Дешёвым, более надёжным аналогом может стать газовый ключ.
С регулируемой головкой
Сантехники часто носят с собой набор сменных головок, держатель, дополнительные приспособления. Весит сборка не мало, что затрудняет переноску. Поэтому были разработаны модели с регулируемыми головками. Механизм позволяет изменять диаметр рабочей части. Это расширят функционал оснастки, позволяет носить меньше деталей для работы.
Поэтому были разработаны модели с регулируемыми головками. Механизм позволяет изменять диаметр рабочей части. Это расширят функционал оснастки, позволяет носить меньше деталей для работы.
С электроприводом
Профессиональные модели оборудуются электрическим приводом. У электрического оборудования есть ряд сильных и слабых сторон. Преимущества:
- Возможность работать с элементами трубопроводов разного диаметра.
- Затрачивается минимум усилий при работе.
- Увеличение скорости создания нарезки.
Недостатки:
- Весит больше чем ручной инструмент, занимает много места.
- Нужно подключение к сети.
Критерии выбора трубного клуппа
Модели клуппов для нарезки резьбы многообразны. Они отличаются разными параметрами, конструкцией, размерами. При выборе нужно учитывать следующие особенности:
- Не покупать дорогих моделей для домашних мастерских.
- Самые дешёвые инструменты быстро выйдут из строя. Они подойдут для проведения разовых работ.
- Обращать внимание на размер, форму съёмных резцов. Они не всегда подходят к оснастке других производителей.
- Желательно выбирать наборы рабочих головок с различными диаметрами.
- При выборе материала рабочей части отдавать предпочтение легированной стали.
 Они подойдут для проведения разовых работ.
Они подойдут для проведения разовых работ.При расчёте мощности электрических моделей нужно учитывать вид обрабатываемого металла, сплава.
Как нарезать резьбу на трубе?
Использованием ручного инструмента подразумевает соблюдение определённой последовательности действий. Нарезка резьбы на трубах:
- Очистить рабочие поверхности от грязи, декоративных покрытий. Для этого можно воспользоваться шлифовальной машинкой, наждачной бумагой.
- Зажать трубу с помощью тисков, чтобы она находилась неподвижно.
- Смазать оливой рабочую поверхность.
- Выкрутить зажимные болты из оснастки.
- Надеть насадку на трубу. Медленно вкрутить прижимные болты.
- Направляющие закрепить на месте.
- Установить режущие части.
- Под лёгким нажимом начать крутить инструмент по часовой стрелке.

Проводить нарезку нужно плавными движениями, без рывков, чтобы не испортить резьбу. Снимается оснастка после откручивания стопорных болтов.
Существует несколько особенностей, которые нужно изучить до создания резьбового соединения:
- Трубы, которые соединены с общей системой трубопровода, должны удерживаться газовым ключом при создании соединения. Это нужно для предотвращения вращения изделия.
- Легче нарезать смазанное солидолом место. Резцы меньше тупятся после добавления смазки.
- Резцы желательно покупать той же фирмы, что и держатель. Если фирмы различаются, рабочие части могут не подойти к общей конструкции.
- Перед началом работ проверять заточку резцов. Тупые грани могут испортить поверхность металла.
- При работе можно изменять положение рабочих частей, что позволяет не снимать конструкцию до окончания работ.
- Использовать специальную охлаждающую смазку, которая не будет позволять резцам перегреваться.

После создания соединения на двух элементах трубопровода, необходимо проверить насколько подходят отдельные части друг к другу. Если произошёл перекос, трубы не смогут соединиться.
Резьбовые соединения используются до сих пор. Изготавливать их можно с помощью плашек, клуппов, токарных станков. Второй вариант считается удобнее, если сравнивать их с другими ручными инструментами. Важно выбирать качественные рабочие части, проверять их заточку перед проведением работ. Качественные резцы изготавливают из легированных сталей.
Как самостоятельно нарезать резьбу на трубах, Нарезка резьбы в трубах
Резьба – один из основных типов скрепления металлических труб. Резьба на трубе представляет собой чередование выступов и канавок, которые винтообразно нанесены на металл. Ее можно наносить как на внутреннюю, так и на внешнюю поверхность изделия. Как правило, резьбу производят на трубах, различных крепежах и элементах оборудования.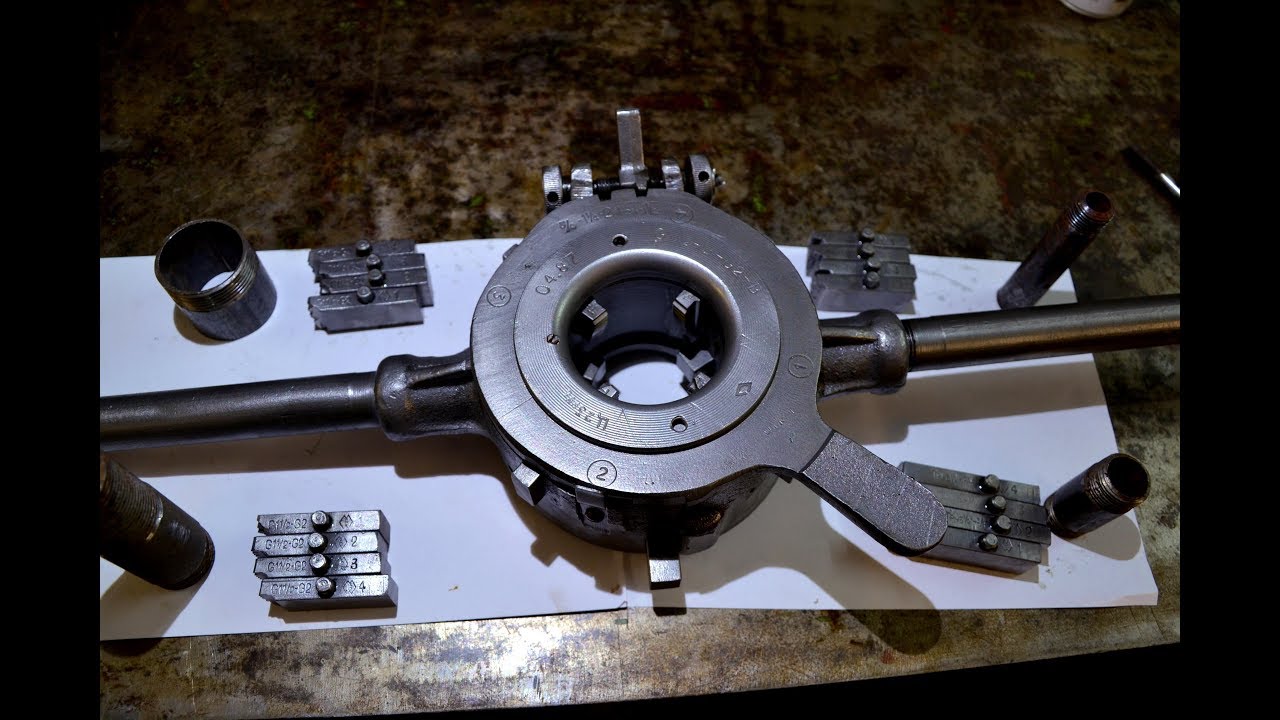
Основные характеристики и виды резьбы
Для более удобной работы с резьбой используют общепринятые определения:
- Профиль. Бывает треугольным, прямоугольным либо трапецеидальным. Треугольные профили довольно специфичны и обычно используются в разных технических системах.
- Угол профиля. Это угол, который образовывают боковые грани получившихся витков.
- Направление. Бывает правым либо левым. Левое направление, при котором гайка накручивается на болт против часовой стрелки, встречается достаточно редко. Более частым вариантом является правое направление.
- Шаг. Это расстояние, получающееся между основаниями либо вершинами, которые образовывают соседние витки.
- Глубина. Это величина отрезка, расположенного между самой глубокой точкой и вершиной.
Также специалисты различают внутренний, наружный и средний диаметр. Треугольные профили могут подразделяться на дюймовые и метрические.
Треугольные профили могут подразделяться на дюймовые и метрические.
Метрические представляют собой равносторонний треугольник, у которого углы составляют 60. В таком случае наружный и внутренний диаметры указывают в миллиметрах. Шаг также указываются в миллиметрах и долях.
Дюймовые профили отличаются от метрических тем, что угол их вершин составляет 55. Как очевидно из названия, все размеры выражаются в дюймах. Такую резьбу принято подразделять на крепежную и трубную. Крепежный вариант отличается большим шагом и обычно используется для болтов, гаек и различных отверстий, где требуется точная стыковка элементов. Трубная же применяется для соединения труб и обладает меньшим шагом.
Таблица соответствия наиболее популярных диаметров для метрической, дюймовой и трубной резьб с примером подбора заготовки под резьбу
Нарезка резьбы ручным способом
Для того, чтобы качественно нарезать резьбу, вам потребуется специальне инструменты:
Плашки или лерки — инструмент для нарезания резьбы, представляющий собой прокаленные гайки с особыми кромками и стружечными отводами. Резьбонарезное приспособление состоит из 8-10 шагов резьбы, где первые пара витков представляют собой заборную часть. Используются совместно с держателями. По конструкции могут быть цельными, разрезными и раздвижными. Разрезные имеют возможность точной регулировки диаметра и применяются для нарезки более точных размеров с регулировкой диаметра до 1,25 мм.
Резьбонарезное приспособление состоит из 8-10 шагов резьбы, где первые пара витков представляют собой заборную часть. Используются совместно с держателями. По конструкции могут быть цельными, разрезными и раздвижными. Разрезные имеют возможность точной регулировки диаметра и применяются для нарезки более точных размеров с регулировкой диаметра до 1,25 мм.
Плашки трубные
Тип плашек с трубной дюймовой резьбой для нарезания соответствующих резьб на трубах и фасонных элементах. Маркируются буквой G. Диапазон размеров резьб составляет от 1/8 до 2 дюймов. Из них наиболее часто используются в системах водоподачи размеры — 1/2, 3/4 и 1 дюйм. Более редко, как правило, в гидравлике используется с размером резьбы 5/8, 7/8, 5/6 и 3/8 дюйма.
Плашки конические трубные
Специальные виды плашек для нарезания резьбы круглого конического типа, наиболее часто применяемой в трубопроводах высокого давления. Имеют особую конструкцию, обеспечивающую одностороннюю нарезку резьбы, а не напроход, как в обычной конструкции. Плашки имеют заборный конус с углом 30 – 55°, имеют малую ширину перьев для снижения усилий резания и трения. Имеет число стружечных отверстий от 4 до 7 (для диаметров от 1/6 до 2 дюймов).
Плашки имеют заборный конус с углом 30 – 55°, имеют малую ширину перьев для снижения усилий резания и трения. Имеет число стружечных отверстий от 4 до 7 (для диаметров от 1/6 до 2 дюймов).
Резьбонарезной клупп — представляет собой круглый держатель для сменной лерки, оборудованный трещоткой. Для облегчения работы с этим инструментом его комплектуют довольно длинным рычагом, который при необходимости может наращиваться.
Нарезка внутренней резьбы при помощи метчика
Чтобы нанести резьбу внутри трубы, обычно используется метчик. Он имеет форму стержня с режущими кромками. Вставлять его необходимо в специальный вороток.
Метчик состоит из следующих частей:
- Заборная часть. Представляет собой конус, который производит непосредственное нарезание резьбы. Зубья резцов расположены по всей окружности.
- Калибрующая часть. Этот элемент является продолжением заборной части и имеет вид цилиндра, на котором расположены зубья.
- Хвостовая часть. Имеет головку с квадратным сечением и предназначена для удержания метчика в вороте.
 Зубья резцов расположены по всей окружности.
Зубья резцов расположены по всей окружности.Чтобы инструмент не перегревался во время работы, для охлаждения используют различные среды:
- Для алюминия и алюминиевых сплавов подходит керосин,
- Для медных изделий используют скипидар,
- Сталь охлаждают эмульсией.
Если охладителя будет недостаточно, то профиль может получиться неравномерным или с шероховатостями.
Специалисты советуют использовать в работе комплектные метчики. В комплект входит инструмент для черновой нарезки и для чистовых работ. Исключив хотя бы один из метчиков, вы не сэкономите много времени, однако качество конечного результата может быть низким.
 youtube.com/embed/YXJ5b1e21qo» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»/>
youtube.com/embed/YXJ5b1e21qo» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»/>
Требования к организации процесса
Чтобы нарезка резьбы прошла успешно, важно выполнять основные требования:
- Первым делом поверхность тщательно очищается от грязи и пыли,
- Далее поверхность рабочего инструмента и обрабатываемой детали нужно смазать спецжидкостью,
- Перед началом работы следует убедиться, что инструмент исправен.
На складе Минской оптово-розничной металлобазы «Аксвил» вы можете подобрать и купить любые стальные трубы необходимые для проведения строительных или сантехнических работ:
Нарезка резьбы на трубе вручную: инструмент, клуппом
Правильное изготовление резьбы на трубе, используя специальный инструмент, надежно состыкует смеситель с трубами или подключит батарею к центральной отопительной системе.
С помощью сварочного аппарата подключать сантехническое оборудование приходится в редких случаях на дачах, огородах, с целью защиты от воровства. Поэтому в большинстве случаях в бытовых условиях (в квартирах) такие узлы подключаются на изготовленной резьбе, без вредных сварочных процессов.
Поэтому в большинстве случаях в бытовых условиях (в квартирах) такие узлы подключаются на изготовленной резьбе, без вредных сварочных процессов.
При замене смесителя для квартирной раковины умывания или обыкновенной ванны иногда можно натолкнуться на старые заржавевшие соединения трубопроводов, которые отсоединить обычным гаечным ключом практически невозможно. В этом случае изготовление резьбы является единственным оптимальным выходом, который делится на следующие этапы:
1. закрыть кран для прекращения подачи воды;
2. в месте прикрепления смесителя обрезать заросший ржавчиной старый участок соединения труб болгаркой;
3. выполнить нарезку;
4. на трубу прикрутить аварийный краник или тройник;
5. гибкой трубой (шлангом) присоединить выбранный смеситель для ванны или раковины к трубе.
Каждый хозяин квартиры или дома, применяя подходящий инструмент, сможет собственными руками изготовить резьбу, а также прикрутить кран к водопроводу без вызова опытного специалиста.
Для качественного ее изготовления и надежного соединения существует два типа современных нарезающих приспособлений:
• плашка для нарезки;
• клупп.
Используя такой инструмент можно без особого труда изготовить резьбу на различном трубопроводе для подачи воды или отвода канализационных стоков, который эксплуатируется в трубных бытовых сетях многоквартирных или частных домов.
Новичку по нарезке при использовании плашки необходимо помнить о недопустимости малейших наклонов инструмента в процессе нарезания, во избежание брака.
Основные понятия изготовления
• создание это процесс преобразования внешней части водопроводной, канализационной или отопительной в винтообразную поверхность;
• винтообразная часть это участок трубы для соединения/отсоединения ее с остальными трубами или узлами (краниками, тройниками и т. д.) при соответствующем вращении вокруг своей оси по/против часовой стрелке;
• шаг при нарезке резьбы один целый поворот (на 3600) присоединяемого на резьбе элемента трубы, крана (см. Применение шаровых кранов), вокруг своей оси.
Применение шаровых кранов), вокруг своей оси.
Для надежного и плотного присоединения различных трубопроводов и установок к ним, выдерживающего скачки давлений в системе, необходимо изготовить трубную резьбу на соединяющихся элементах с одинаковым количеством резьбовых шагов.
Процесс выполнения
С целью изготовления резьбы своими руками следует иметь несколько специальных инструментов плашки различного диаметра или профессиональный набор нарезающих клупп.
Чтобы приступить к данному процессу, вначале необходимо выполнить:
1. тщательно удалить грязь, ржавчину и краску с участка трубы под нарезание резьбы с помощью специальной бумаги (наждачки) или напильника. Зачистку этого участка произвести до металлического блеска;
2. срезать напильником или наждачкой фаску на торце для образования гладкого вкручиваемого вхождения, нарезающего инструмента;
3. применить для качественного нарезания необходимо только исправный инструмент;
4. обязательно смазать трубу и нарезающий прибор для более качественного исполнения нарезки и тщательного удаления металлической стружки.
Пошаговое изготовление при использовании различных специальных инструментов
При использовании плашки необходимо действовать в следующем порядке:
1. зафиксировать нарезаемую трубу одним из доступных способов тисками, прикручиванием и т. д., для организации неподвижности ее в процессе работы;
2. плашку установить в специальный держатель и затянуть ее крепежами;
3. обработать нарезаемый участок и режущую часть плашки смазкой;
4. точно расположив режущий прибор на торце выполнить по часовой стрелке первый поворот (шаг) резьбы;
5. следя за строгой перпендикулярностью держателя плашки по отношению к обрабатываемой трубе нарезать необходимое количество шагов резьбы;
6. закрутить плашку еще раз по готовой резьбе для полировки разрезов.
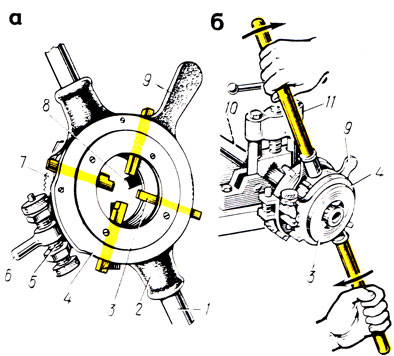
Использование клуппа
Нарезающий клупп это модификация обычной плашки, оснащенная дополнительно приспособлением для организации направления и трещоткой, с целью упрощения способа нарезки. На рынке клупп предлагается обычно в виде набора инструментов для нарезки резьбы.
При использовании клуппа необходимо действовать в таком порядке:
1.установить в трещотку нарезной клупп выбранного из набора диаметра;
2.обработать смазкой нарезаемые и режущие части трубы и клуппа;
3.надеть приспособление для направления клуппа (направляющую) на торец;
4.вращая трещотку по часовой стрелке, нарезать все шаги резьбы;
5.в процессе вращения прибора продолжать смазывать нарезаемые и режущие части трубы и клуппа.
Причины возникновения дефектов. Как избежать бракованных изделий?
Условием для возникновения брака при нарезании может стать невыполнение одного из следующих правил:
1.диаметр обрабатываемой трубы должен соответствовать диаметру изготовляемой резьбы;
2.применять только исправные приборы заточенные, четко отцентрированные;
3.необходимо смазывать изделие и прибор машинным маслом (жидкость специальная для резьбы) как перед нарезанием резьбы, так и в процессе работы;
4.выполнять работы должен опытный специалист.
Можно сделать вывод о том, что для надежного и плотного присоединения различного сантехнического оборудования к трубным системам водоснабжения, отопления или канализации, а также труб между собой, необходимо обязательно придерживаться описанных выше правил, при строгом выполнении которых вероятность появления дефектов существенно снижается. Для облегчения выполнения этих правил рекомендуется иметь при себе набор специальных инструментов для нарезки.
Как нарезать резьбу на трубе водопровода своими руками
В настоящее время для прокладки водопроводных систем используют в основном пластмассовые или металлические трубы.
Изделия из пластика соединяют между собой, как правило, методом сварки (для этих целей применяют специальный сварочный аппарат).
Металлические трубы состыковывают резьбовыми фитингами, в этом случае сопряжение получается, максимально, прочным.
Основы ремонта водопровода
Не многие задумывались над тем, как подключается ввод водопровода в частный дом.
Состоит он из:
- труб,
- вентилей,
- клапанов,
- кранов и других компонентов.
Собирается все это в единую систему посредством резьбовых соединений.
Для того, чтобы процесс замены старой детали на новую не занимал много времени, и существует резьба.
Иногда приходится сталкиваться с такими случаями, когда самому доводится менять изношенный элемент (например, трубу), а на ней нет пазов.
Как поступить в этом случае?
Выход из создавшегося положения очень простой – своими руками нарезать резьбу. Идеальный вариант – это, когда у вас есть возможность воспользоваться токарным станком.
Но такое оборудование есть далеко не у каждого домашнего мастера.
Оно стоит дорого, и для того, чтобы им пользоваться, нужно иметь определенный опыт и навыки.
А вам известна цена установки батарей отопления в квартире? Примерная стоимость алюминиевых, биметаллических и чугунных радиаторов для обогрева жилой площади указана в полезной статье.
Узнайте, что можно клеить силиконовым герметиком на этой странице.

Если вам нужно оснастить трубу резьбой, например, для подключения мембранного бака для водоснабжения (написано здесь), можно задействовать один из двух видов приспособлений, предназначенных для нарезания пазов:
- резьбонарезная лерка,
- трубный вороток.
С помощью этого инструмента нарезают резьбу в водопроводных и канализационных трубах (зачем нужен гидрозатвор прочитайте здесь), которые применяются в инженерных сетях многоэтажных домов и частных постройках.
Обратите внимание! Если у вас нет никакого опыта в этом деле, то работать с леркой вам будет очень сложно. Так как даже минимальный перекос инструмента неизменно приведет к образованию дефекта.
В этом случае, лучше всего использовать вороток, процесс нарезки с его помощью упрощается наличием в конструкции такой важной детали, как — направляющая.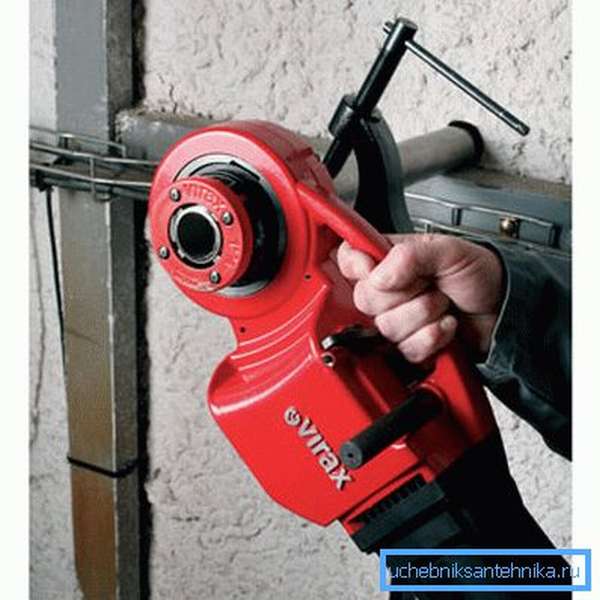
Чтобы не испортить водопроводную трубу, для приобретения определенного навыка, потренируйтесь на не нужном куске пустотелого предмета.
Теперь давайте попытаемся освежить в своей памяти, что собой представляет процесс нарезания резьбы:
- при нанесении пазов на трубы, образовывается винтовая поверхность на внешней стороне пустотелого предмета;
- винтообразная плоскость играет роль соединительного элемента, который размеренно вращается кругом оси сгонки;
- шаг резьбы соответствует одному полному витку.
Для того, чтобы место сопряжения водопроводных труб было водонепроницаемым, прочным, и узел мог выдерживать высокий напор в системе, необходимо нарезать резьбу таким образом, чтобы шаг в точности совпадал с шагом стыковочных деталей.
Используемые для этих целей инструменты
Перед тем, как приступить к работе, нужно убедиться, что у вас под рукой имеются все необходимые приспособления.
В магазинах продаются трубные резьбонарезные наборы. Это могут быть плашки необходимого диаметра или комплект клупп (данный вариант более практичный).
В первую очередь, необходимо, тщательным образом очистить трубу от ржавчины и остатков старой краски.
С торцевой поверхности трубы нужно снять заходную часть резьбы.
Крайне важно знать! Инструмент для работы должен быть высокого качества.
А вы знаете зачем нужна обсадная труба для скважины? В полезной статье написано о правилах производства буровых работ на приусадебном участке.
Как продавить воздушную пробку в системе отопления прочитайте здесь.
На странице: https://ru-canalizator.com/santehnika/s-oborudovanie/kosvennye.html написано про изготовление бойлеров косвенного нагрева из нержавейки своими руками.
Есть еще один момент, который стоит учитывать:
- не забудьте приобрести смазку для более продуктивной работы режущего приспособления и удаления стружки.

Перечень инструментов, без которых вам не справиться с данной работой:
- карандаш или кусочек мелка,
- рулетка,
- штангенциркуль.
Монтаж трубопровода должен происходить по заранее подготовленным чертежам. Первое, что нужно сделать – подготовить трубы.
Их длина должна соответствовать указанным на схеме отопления и водоснабжения частного дома параметрам (написано здесь).
Рулетка и карандаш необходимы для нанесения разметки.
Без штангенциркуля вы не сможете правильно определить сечение труб и точно подобрать инструмент.
Наносить отметки на трубы нужно, чрезвычайно, аккуратно и, максимально, внимательно.
Если вы допустите хоть малейшую погрешность в измерениях, то устройство получится неправильным, а в результате вам придется изготавливать новую конструкцию.
Болгарка или ножовка по металлу.
Этими приспособлениями разрезают трубы по разметке, нанесенной ранее.
Важное условие! Срез по отношению к стенкам трубы должен получиться, строго, перпендикулярным. Иначе, резьбовое сопряжение, например, при подключении циркуляционного насоса к системе отопления, не будет герметичным.
Устройство для зажима и удержания предмета при обработке – тиски. С их помощью вы сможете нарезать трубу, максимально, ровно.
Материал для смазки (это может быть машинное масло).
При разрезании пустотелого предмета вручную, можно значительно облегчить себе работу. Для этого нужно конец трубы и инструмент смазать специальным составом.
Для защиты глаз вам понадобятся очки.
[warning]При нарезке пазов, образовывается металлическая стружка. Попав в глаза, она может сильно повредить их.[/warning]
Инструмент, предназначенный, непосредственно, для нанесения на трубы резьбы:
- набор плашек,
- клупп,
- метчик.
Чтобы не ошибиться в выборе нужного приспособления, необходимо принимать за основу вид резьбы и полагаться на предпочтения мастера.
Внешнюю резьбу наносят при помощи плашки, а внутреннюю – посредством метчика.
Как правильно сделать клуппом
Процесс должен происходить по следующей структурной схеме.
- Нужно подобрать лерку подходящего сечения. Для безошибочного подбора оборудования необходимо воспользоваться штангенциркулем.
- Подготовленный участок трубы и внутреннюю поверхности лерки, нужно смазать машинным маслом.
- В металлическую трубу вставляется клупп, для этого используется держатель (он входит в комплект для нарезки пазов на трубах).
- Если вы осуществляете первоначальную сборку трубопровода или решили установить кран для фильтра питьевой воды (написано здесь), то пустотелый предмет стоит зафиксировать в тисках – это облегчит работу.
При реконструкции водной магистрали, нарезку резьбы производят прямо на установленной трубе.
- После того, как все подготовительные мероприятия будут выполнены, необходимо ввести в проем трубы метчик соответствующего диаметра, а затем вращать его основание по часовой стрелке.
Для этой цели используют вороток, который входит в набор инструментов.

На пазах образовывается стружка, ее нужно удалять.
Каким образом?
Вокруг трубы необходимо сделать несколько поворотов, а затем отвести приспособление на 90 градусов в обратном направлении.
По окончанию работ, остатки масла надо вытереть чистой ветошью.
Нарезка пазов плашкой
Этот вид приспособления для нанесения резьбы бывает:
Данная модель инструмента применяется более часто. Причина – невысокая стоимость изделия.
Прежде, чем приступить к работе, употребляя плашку (лерку), необходимо, используя вышеописанный способ, подготовить трубу.
Только после этого стоит переходить к процедуре по такой схеме:
- Подобрать приспособление соответствующего диаметра (для этого пользуются штангенциркулем).
- Затем смазываем поверхность изделия и внутреннюю часть плашки любым смазочным материалом.
- Следующий шаг – прочно закрепляем лерку в тисках.
Если не воспользоваться держателем, резьба не получится ровной, а это может явиться причиной образования в местах сопряжения течи.
- Проворачиваем в нужном направлении плашкодержатель.
Сделав несколько оборотов, нужно удалить стружку.
Для этого устройство поворачиваем в противоположном направлении.
- По окончанию работ инструмент и резьбу, необходимо очистить от смазки.

На первом этапе, пользуются черновыми лерками (они четко прорезают трубу).
Но с их помощью вам не удастся добиться максимальной точности резьбы. Заключительную нарезку делают посредством чистовой лерки.
Нарезаем внутреннюю резьбу
Что для этого нужно сделать.
- Тщательным образом подготовить проем.
Отверстие должно быть чистым, без посторонних покрытий и отложений.Затем, его, необходимо, смазать.
- Выбрать метчик по диаметру.
- Зафиксировать инструмент в отверстии.
Помните о том, что нужно в точности соблюдать вертикальное положение нарезного приспособления.
Вращать метчик необходимо по часовой стрелке.

Важно знать! На каждую плашку изготовитель, обязательно, наносит маркировку.
В ней оговорены все величины пазов, которые можно нарезать посредством данного инструмента.
Перед тем, как приступить к работе (видео, как проложить разными способами канализационные трубы посмотрите здесь), следует внимательно изучить эти данные.
Если вам нужно будет нарезать резьбу на трубе из нержавеющей стали, придется потрудиться немного больше.
Так как нержавейка очень твердый материал, то задача, значительно, усложняется.
В данном случае придется покупать плашку, соответствующую марке стали.
Для этой цели подойдут лерки с клеймлением — Р9.
Важный момент! Если плашка будет подобрана неправильно, то, в конечном итоге, вы можете остаться не только без резьбы, но и без инструмента.
Базовые причины брака
Никто не застрахован от того, что результатом вашей работы окажется брак.
Какой может быть причина для его возникновения?
- Несовпадение сечения отверстий или стержней нарезаемых пазов.
- Применение инструмента плохого качества (затупленного или неправильно отцентрированного).
- Не использование в процессе работы смазочных материалов.
- Отсутствие профессионального мастерства.
Выводы
Нет ничего сложно в том, чтобы, самостоятельно, нарезать резьбу на трубе.
В этом нет никаких хитростей.
Главное – иметь в своем распоряжении специальный инструмент.
Выполнять все действия, аккуратно, и не спеша. И еще о чем не следует забывать:
- для того, чтобы у вас все получилось, нужно обладать желанием, а умение – это дело наживное.

[note]Любую домашнюю работу можно сделать собственными силами, главное – найти к ней правильный подход. Так вы сможете сэкономить средства из семейного бюджета.[/note]
Мастер-класс от домашнего мастера, который впервые взялся за нарезку резьбы на трубе — посмотрите видеоролик.
Клупп трубный для нарезки резьбы, нарезание на трубах, ручной инструмент
Содержание:
Словосочетание «трубный клупп» на первый взгляд кажется довольно странным и вводит в заблуждение относительно своего предназначения. Впрочем, при детальном рассмотрении все сразу упростится, и проблем с восприятием больше не будет. В данной статье пойдет речь о том, что такое клупп для нарезки трубной резьбы, его особенностях и применении.
Назначение клуппа
Обустройство большинства трубопроводов требует нарезки резьбы, которая позволяет соединять разные части трубы. Резьба обеспечивает надежное и качественное соединение, поэтому данный вид соединения с годами не теряет актуальности.
Резьба обеспечивает надежное и качественное соединение, поэтому данный вид соединения с годами не теряет актуальности.
Впрочем, это правило распространяется далеко не на все ситуации. Например, полиэтиленовые трубы соединяются специальные компрессионными фитингами, а полипропиленовые трубы так и вовсе свариваются. Такие методы соединения давно зарекомендовали себя самым лучшим образом.
Но, несмотря на простоту и удобство, даже у столь хороших методов соединения труб имеются свои недостатки, и достаточно серьезные:
- Боязнь высоких температур. Предельная температура, при которой могут функционировать полипропиленовые и металлопластиковые трубы, составляет 95 градусов по Цельсию. Конечно, на бумаге этот норматив имеется и даже может соблюдаться, но нередки случаи, когда по трубам пускается более горячая жидкость – например, при отоплении домов в условиях очень холодных зим. В результате такого воздействия труба разрушается, со всеми вытекающими из этого последствиями. Что уж говорит о полиэтиленовых трубах, которые начинают деформироваться, как только температура достигает 40 градусов.
- Низкая механическая прочность. Укладывая пластиковые трубы, нужно учитывать их способность выдерживать физические нагрузки. Например, для монтажа трубопровода под дорогой или в помещениях с большой проходимостью изделия из пластика не подойдут совершенно – их очень легко повредить даже случайным воздействием.
 Что уж говорит о полиэтиленовых трубах, которые начинают деформироваться, как только температура достигает 40 градусов.
Что уж говорит о полиэтиленовых трубах, которые начинают деформироваться, как только температура достигает 40 градусов.В итоге можно прийти к выводу, что в определенных ситуациях можно использовать исключительно металлические трубы, причем они должны быть защищены от коррозии.
Герметичное соединение металлических труб возможно только при помощи двух методов:
- Сварка;
- Резьбовое соединение.
Сварка – вариант хороший, но подходящий далеко не всегда. Одна из причин заключается в том, что при сварке повреждается цинковый слой трубы, в результате чего она сразу же становится подвержена коррозионному воздействию.
 В итоге остается только резьба, которая данного недостатка лишена.
В итоге остается только резьба, которая данного недостатка лишена.
Методы нарезки резьбы
Существует несколько способов нарезки трубной резьбы, среди которых можно выделить:
- Нарезка на токарном станке;
- Нарезка плашкой;
- Нарезка трубным клуппом.
Со станком все понятно – труба вставляется в шпиндель, фиксируется, при помощи отрезного резца устраняется все лишнее. Далее резец меняется, выбирается шаг и глубина трубной резьбы – и на этом работа успешно завершается, после чего трубу можно использовать в любом трубопроводе.
Впрочем, в теории все это выглядит хорошо, но на практике токарный станок – это инструмент, который есть далеко не везде, да и работать с ним тоже надо уметь. В итоге остается только ручной инструмент для нарезки резьбы на трубах – плашка или трубный клупп.
Стоит упомянуть еще и о том, что для отрезания трубы потребуется еще и обычный инструмент.
 Подойдет любое приспособление – ручная турбинка, труборез или ножовка по металлу.
Подойдет любое приспособление – ручная турбинка, труборез или ножовка по металлу.
Особенности трубного клуппа
Неизвестность клуппа среди обывателей вполне понятна и обоснованна, но ирония заключается в том, что даже опытные слесари зачастую при упоминании данного инструмента лишь разводят руками в недоумении. Именно поэтому стоит сначала разобраться в том, как выглядит этот неизвестный клупп. Читайте также: «Как использовать резьборез для труб – правила нарезания резьбы».
Чтобы понять это, нужно вспомнить, какие элементы входят в конструкцию традиционной плашки:
- Стальной цилиндр небольшой длины;
- Отверстия для металлической стружки;
- Специальные углубления, которые обеспечивают фиксацию плашки в держателе;
- Гребни, за счет которых обеспечивается нарезка резьбы на внутренней стороне.
Клупп для нарезки резьбы на трубах конструктивно представляет собой основной функциональный элемент плашки – резцы.
 В случае с клуппом резцы установлены прямо в держателе, который одновременно выполняет функции направляющей.
В случае с клуппом резцы установлены прямо в держателе, который одновременно выполняет функции направляющей.
Отличия клуппа от плашки
Для производства плашки используется дорогая инструментальная сталь, причем она идет на изготовление всех элементов приспособления. Это выглядит слегка нелогично, ведь высокая механическая прочность необходима только резцам, за счет которых и прорезается резьба.
Клупп – это упрощенный вариант плашки, ведь в нем отсутствуют дорогие и ненужные элементы конструкции. Для эффективной нарезки резьбы на трубе требуются только максимально прочные резцы и держатель.
Казалось бы, все выглядит так, как будто трубный клупп – это всего лишь удешевленный аналог плашки. Но при этом стоимость некоторых клуппов может превышать все мыслимые пределы, и это выглядит странным.
Объяснить все это можно очень просто – резцы в данном случае являются расходным материалом, и на них можно экономить.
 Сам же инструмент достаточно удобен и прост, и именно за эти качества его выбирают для нарезки резьбы на металлических трубах. Читайте также: «Как выполняется нарезка резьбы на трубах в зависимости от её вида».
Сам же инструмент достаточно удобен и прост, и именно за эти качества его выбирают для нарезки резьбы на металлических трубах. Читайте также: «Как выполняется нарезка резьбы на трубах в зависимости от её вида».
Виды трубных клуппов
Клуппы для нарезания резьбы на трубах классифицируются следующим образом:
- Ручной клупп. Конструкция данного приспособления проста до невозможности – круглая направляющая с фиксаторами для резцов и две ручки, к которым и прикладываются усилия.
- Ручной клупп с трещоткой. Еще одна простая конструкция, которая немного усложнена относительно предыдущей. Все отличие заключается в трещотке, которая дает возможность нарезать резьбу при помощи возвратно-поступательные движений, осуществляемых одной рукояткой.
- Электрический клупп. Данное приспособление обеспечивает максимальный комфорт при работе. Все, что требуется для создания резьбы – зажать трубу и включить клупп. Даже устройство с небольшой мощностью отлично справляется со своей задачей.
 Даже устройство с небольшой мощностью отлично справляется со своей задачей.
Даже устройство с небольшой мощностью отлично справляется со своей задачей.Особенности нарезки резьбы клуппом
При использовании клуппа для создания резьбы возникают некоторые нюансы, за которыми нужно следить:
- Перед началом работы трубу стоит завальцевать (то есть сделать небольшое уменьшение толщины на краю трубы), используя турбинку, напильник или обычный молоток (прочитайте также: «Правила нарезания резьбы на трубах – возможные варианты»).
- Перед тем, как нарезать резьбу на трубе, стоит нанести на нее немного масла – это существенно упростит проход по трубе, увеличит срок службы резцов и предотвратит появление заусенец.
- При покупке резцов стоит подбирать варианты, рассчитанные на конкретную модель клуппа – нередко встречаются ситуации, когда приобретенные расходники не получается установить на место.
- Нарезая резьбу на трубе, являющейся частью водопровода, нужно удерживать ее при помощи газового ключа, прикладывая усилие в сторону, обратную нарезке. Если этого не сделать, старая труба может попросту оторваться, тем самым став причиной нехилых проблем.
 Если этого не сделать, старая труба может попросту оторваться, тем самым став причиной нехилых проблем.
Если этого не сделать, старая труба может попросту оторваться, тем самым став причиной нехилых проблем.
Заключение
Трубный клупп – это хороший инструмент для нарезки резьбы на металлических трубах. Он действительно очень удобен, поэтому при необходимости частой работы с трубопроводами стоит приобрести себе такой инструмент, и все проблемы будут решаться очень просто и с минимумом усилий.
Как нарезать резьбу в трубе: 12 шагов (с иллюстрациями)
Поддержите образовательную миссию wikiHow
Каждый день в Wikihow, мы упорно работаем, чтобы дать вам доступ к инструкции и информацию, которые помогут вам жить лучше, то ли это держать вас безопасным, здоровым, или улучшение Вашего благосостояния. В условиях нынешнего общественного здравоохранения и экономических кризисов, когда мир резко меняется, и мы все учимся и адаптируемся к изменениям в повседневной жизни, людям нужна wikiHow как никогда. Ваша поддержка помогает wikiHow создавать более подробные иллюстрированные статьи и видеоролики и делиться нашим надежным брендом учебного контента с миллионами людей по всему миру. Пожалуйста, подумайте о том, чтобы внести свой вклад в wikiHow сегодня.
Ваша поддержка помогает wikiHow создавать более подробные иллюстрированные статьи и видеоролики и делиться нашим надежным брендом учебного контента с миллионами людей по всему миру. Пожалуйста, подумайте о том, чтобы внести свой вклад в wikiHow сегодня.
Об этой статье
Соавтором этой статьи является наша обученная команда редакторов и исследователей, которые проверили ее точность и полноту. Команда управления контентом wikiHow внимательно следит за работой редакции, чтобы гарантировать, что каждая статья подкреплена достоверными исследованиями и соответствует нашим высоким стандартам качества.Эта статья была просмотрена 181 656 раз (а).Соавторы: 10
Обновлено: 19 декабря 2019 г.
Просмотры: 181,656
Сводка статьи X Нарезание резьбы на трубе означает добавление резьбы к концу трубы, чтобы ее можно было прикрутить на место. Вы можете нарезать резьбу в трубе, прикрепив и повернув фильеру, чтобы нарезать резьбу в трубе. Для начала надежно закрепите трубу в тисках, чтобы она не двигалась.Затем выберите штамповочную головку в зависимости от диаметра трубы и прикрепите ее к рукоятке резьбонарезного устройства с храповым механизмом. Нанесите немного смазочного масла на конец трубы и установите на него головку. Чтобы начать нарезание резьбы, поверните рукоятку с храповым механизмом, прикладывая давление к головке штампа вниз. Продолжайте вращать рукоятку до тех пор, пока все зубья фильеры не врежутся в трубу. Наконец, измените направление рукоятки трещотки на противоположное и продолжайте поворачивать ее, пока она не выйдет из трубы. Чтобы узнать, как отрезать трубу, если вам нужно сделать другую длину, продолжайте читать!
Для начала надежно закрепите трубу в тисках, чтобы она не двигалась.Затем выберите штамповочную головку в зависимости от диаметра трубы и прикрепите ее к рукоятке резьбонарезного устройства с храповым механизмом. Нанесите немного смазочного масла на конец трубы и установите на него головку. Чтобы начать нарезание резьбы, поверните рукоятку с храповым механизмом, прикладывая давление к головке штампа вниз. Продолжайте вращать рукоятку до тех пор, пока все зубья фильеры не врежутся в трубу. Наконец, измените направление рукоятки трещотки на противоположное и продолжайте поворачивать ее, пока она не выйдет из трубы. Чтобы узнать, как отрезать трубу, если вам нужно сделать другую длину, продолжайте читать!
- Печать
- Отправить письмо поклонника авторам
Как нарезать трубную резьбу без трубных тисков: 4 шага (с изображениями)
Сначала! я надеюсь, что многие придут.
ну, название говорит само за себя, мне нужно было обрезать несколько трубных резьб для моей новой станины (еще одной станины), и я не хотел вкладывать деньги в новые тиски с зажимной губкой для трубы, главным образом потому, что У меня уже есть довольно тяжелые тиски, которые подходят для большинства моих нужд.
Итак, я начал искать способ. пробовал кусочки ткани на тисках, чтобы лучше держаться, затем пытался добавить шеллак к ткани, чтобы сделать ее «более липкой», затем я сделал резиновые губки для своих тисков.никто не работал. наконец, я разработал простой метод с инструментами, которые у большинства людей уже лежат, и если они этого не делают, им действительно следует делать / покупать (я часто делаю, даже если это стоит дороже, потому что это весело!)
вам понадобится тяжелый В идеале, вы могли бы обойти это, используя какую-нибудь точку опоры, но если труба продолжает скользить, что вас до смерти беспокоит, нарезать резьбу уже достаточно сложно.
Второй инструмент — трубный ключ. да! трубный ключ! оказывается, что инструмент, используемый для приложения огромного крутящего момента, также является идеальным инструментом для сопротивления приложенному крутящему моменту.и действительно, самая сложная часть нарезания трубной резьбы — это крутящий момент, который заставляет трубу скользить в тисках.
третий инструмент — резьбонарезной штамп. это довольно просто, вам понадобится матрица, чтобы обрезать нити, если вы не хотите их подпиливать (не с тех пор, как мы этого не делаем!). необходимо купить / изготовить / арендовать матрицу и набор для нарезания резьбы (токарная штучка). у меня 1/2 дюйма.
Четвертый инструмент — масло для резки. Я использую сало. Это может показаться ретроградным, но на самом деле у него отличные сцепляющие и смазывающие свойства.Фактически, некоторые масла для машинной обработки все еще используют жир в смеси даже сегодня. Я выступаю за его использование, потому что
1º экологически безвредно, сало является побочным продуктом, полностью биоразлагаемым и относительно нетоксичным, в отличие от многих смазочно-охлаждающих масел
2º оно дешево. Маленькая чашка, которую я использую в этом руководстве, была сделана мной, и она мне почти ничего не стоила.
3º, доступная любителям, и по-прежнему обеспечивает отличные, столь же хорошие результаты, как и все остальное.
ну давайте перейдем к делу!
Метчики и плашки | Инструменты для заправки и восстановления нити
Инструменты для нарезания и восстановления резьбы
Метчики и плашки — это инструменты для нарезания резьбы по металлу, используемые для резки и восстановления внутренних и внутренних поверхностей. внешняя резьба точно.Метчик используется для формирования охватывающего компонента сборки, как в случае гайки или гнезда, на охватываемой детали используется матрица, как в винте или болт. Другими словами, метчик используется для создания внутренней резьбы в отверстии для использования с резьбовым креплением и плашкой используется для изготовления или ремонта наружной резьбы на круглый стержень, винт или болт. Ключи с Т-образной ручкой используются вместе с метчиком для создания или ремонта Внутренний поток.
Конические метчики
Конические метчики, иногда называемые стартовыми метчиками, имеют более
выраженный конус к их режущим кромкам, чем у других метчиков. Это дает метчикам с конусом
более плавное режущее действие. Метчики с коническим отверстием чаще всего используются, когда материал
с резьбой трудно работать или если метчик очень малый диаметр и
склонны к поломке. Имеет длину фаски с шагом 7-10 и начало резьбы
квадрат с заготовкой. Чтобы метчики могли резать, они должны быть тверже, чем
материалы, которые они режут. Эта дополнительная твердость также делает их хрупкими,
Это означает, что их можно легко сломать, чего можно избежать.это
Важно использовать для крана подходящую Т-образную рукоятку, а не стандартный гаечный ключ или
плоскогубцы. Использование Т-образной рукоятки позволяет удерживать силу, прилагаемую к центру крана.
или умереть, сохраняя правильную симметрию и пробивая прямое и квадратное отверстие.
Это дает метчикам с конусом
более плавное режущее действие. Метчики с коническим отверстием чаще всего используются, когда материал
с резьбой трудно работать или если метчик очень малый диаметр и
склонны к поломке. Имеет длину фаски с шагом 7-10 и начало резьбы
квадрат с заготовкой. Чтобы метчики могли резать, они должны быть тверже, чем
материалы, которые они режут. Эта дополнительная твердость также делает их хрупкими,
Это означает, что их можно легко сломать, чего можно избежать.это
Важно использовать для крана подходящую Т-образную рукоятку, а не стандартный гаечный ключ или
плоскогубцы. Использование Т-образной рукоятки позволяет удерживать силу, прилагаемую к центру крана.
или умереть, сохраняя правильную симметрию и пробивая прямое и квадратное отверстие.
Режущие зубья метчика не сплошные по всей длине корпуса метчика.
Обычно бывает три или четыре режущих секции, разделенных канавкой, называемой
флейта, между ними. Как только первые полные зубы начнут резаться, металл
удаляемая может быть длинная полоска, называемая стружкой, или стружкой. Работа флейт — обеспечить
зазор, чтобы стружка не попадала в режущие зубья и выталкивалась из
верх отверстия. Важно, чтобы обрезки были измельчены, чтобы предотвратить заедание.
и сломав кран. Лучше всего это сделать, повернув кран в направлении
режущего края, пока не почувствуете, что он заедает. На этом этапе медленно поверните кран.
в обратном направлении, пока вы не услышите или не почувствуете «щелчок» отрыва чипа от
разрезаемый материал. Удалите чип, чтобы отверстие было чистым, и продолжайте движение.
кран.Чем меньше метчик, тем важнее отломать стружку от
кран.
Работа флейт — обеспечить
зазор, чтобы стружка не попадала в режущие зубья и выталкивалась из
верх отверстия. Важно, чтобы обрезки были измельчены, чтобы предотвратить заедание.
и сломав кран. Лучше всего это сделать, повернув кран в направлении
режущего края, пока не почувствуете, что он заедает. На этом этапе медленно поверните кран.
в обратном направлении, пока вы не услышите или не почувствуете «щелчок» отрыва чипа от
разрезаемый материал. Удалите чип, чтобы отверстие было чистым, и продолжайте движение.
кран.Чем меньше метчик, тем важнее отломать стружку от
кран.
Всегда пользуйтесь таблицей размеров метчиков / сверл, чтобы подобрать сверло правильного размера для
отверстие необходимо просверлить. Просверливание отверстия правильного размера важно, потому что если
отверстие слишком большое, корень резьбы будет неглубоким, а винт может сорваться
выйти или потерпеть неудачу. Если отверстие слишком маленькое, это приведет к заеданию метчика и, возможно,
сломать, пытаясь прорезать слишком много материала. Маленькие краны очень легко защелкиваются.Это
требуется всего около 4 фунтов человеческой силы, чтобы сломать кран 6-32, продолжайте
осторожность при использовании небольших кранов.
Маленькие краны очень легко защелкиваются.Это
требуется всего около 4 фунтов человеческой силы, чтобы сломать кран 6-32, продолжайте
осторожность при использовании небольших кранов.
Шестигранные плашки для восстановления нити
Шестигранные плашки для восстановления нити используются для восстановления синяков (закругленные) или ржавая резьба на винтах и болтах. Плашки для перетяжки имеют шестиугольную форму и можно повернуть гаечным ключом. Шестигранные матрицы для перетяжки имеют такой же размер, как и их соответствующие стандартные размеры шестигранной гайки. Все штампы имеют резьбовые разгрузки для обеспечения облегчает резку и снижает трение, помогая удалить стружку с перетяжка.Количество рельефов зависит от размера матрицы.
Т-образные ключи для метчиков
Т-образные ручки удерживают конец метчика, обеспечивая дополнительное усилие
для ручного постукивания, что делает их очень полезными для ограниченного пространства или там, где дополнительная досягаемость
или требуется кредитное плечо. Ключи для метчиков с T-образной рукояткой также можно использовать с винтовыми
экстракторы, дрели и другие инструменты. В гаечных ключах с T-образной ручкой используется цанга для надежного
возьмитесь за кран. Цанга — это набор сегментированных металлических деталей, образующих хомут.
вокруг крана.Носовая крышка Т-образной ручки сужается, имеет резьбу и затягивается.
цангу, пока вы закручиваете носовую часть на Т-образную ручку. Сама ручка на Т-образной ручке
гаечные ключи регулируются и могут быть переключены на любую сторону ключа.
Ключи для метчиков с T-образной рукояткой также можно использовать с винтовыми
экстракторы, дрели и другие инструменты. В гаечных ключах с T-образной ручкой используется цанга для надежного
возьмитесь за кран. Цанга — это набор сегментированных металлических деталей, образующих хомут.
вокруг крана.Носовая крышка Т-образной ручки сужается, имеет резьбу и затягивается.
цангу, пока вы закручиваете носовую часть на Т-образную ручку. Сама ручка на Т-образной ручке
гаечные ключи регулируются и могут быть переключены на любую сторону ключа.
Быстрорежущая сталь
Быстрорежущая сталь (также известная как HSS) — это высокоэффективные специальные стали, предлагаемые
высокая твердость при температурах до 500 градусов С и высокая износостойкость благодаря
легирующие элементы. Быстрорежущая сталь как таковая не теряет закалки (твердости) с
более высокие температуры позволяют резать быстрее, чем высокоуглеродистая сталь, отсюда и название.Быстрорежущая сталь при комнатной температуре обычно имеет высокую твердость (выше Роквелла
твердость 60) и сопротивление истиранию по сравнению с углеродистой и другими видами стали. Высоко
Метчики из быстрорежущей стали можно использовать в Т-образной рукоятке или станке.
Высоко
Метчики из быстрорежущей стали можно использовать в Т-образной рукоятке или станке.
Как: Устранение неполадок метчиков
Иногда проблемы могут возникать при нарезании резьбовых отверстий. Часто это вызвано нарезной станок (если он используется), приспособления для крепления метчиков и состояние отверстия для быть затронутым. При использовании резьбонарезного станка обязательно проверьте шпиндель, приспособление и работу выравнивание на предмет проскальзывания ремней, износа и мощности.При использовании устройства удержания крана проверьте посмотрите, используется ли правильный тип для износа и совмещения с отверстием. Сама дыра Следует проверить диаметр и правильность по кругу и оси, чтобы гарантировать правильный процент зацепления резьбы. И наконец, убедитесь, что в дно отверстия для глухих отверстий. Ниже приведены типы проблем и их причины, которые могут встречаться при нарезании отверстий.
Неисправность метчика | Типичные причины |
| Поломка метчика |
|
| Отказ метчика при реверсе |
|
| Стружка забивает канавки |
|
| Обрезанная или сколотая резьба метчика |
|
| Оборванная резьба в метчике |
|
| Заедание или заедание метчика |
|
| Чрезмерный износ метчика |
|
| Поломка режущей поверхности |
|
| Перегрев метчика |
|
| Плохое качество обработки резьбы в резьбовой части |
|
| Чрезмерное сопротивление трения и требования к мощности |
|

 Метчик с обработанной поверхностью
требуется
Метчик с обработанной поверхностью
требуетсяОбщие предложения
Чтобы избежать некоторых из этих проблем, связанных с метчиками, мы предлагаем попробовать:
Если размер отверстий меньше или больше, проверьте инструкции по установке.
Проверьте метчик на предмет правильного предела диаметра деления для требуемого класса резьбы и
сверло для правильного размера.Если метчик имеет грубую резьбу, это обычно означает, что метчик толкает или рвать металл вместо того, чтобы разрезать его. Кран затупился, заел потоки или могут работать на слишком низкой скорости. Если ничего из этого нет, увеличьте крючок угол режущей поверхности.
Если кран нагружен (металл цепляется за кран) или заедает, проверьте смазка.Здесь тоже может быть затуплен кран или слишком высокий процент резьбы. Перейдите на метчик с обработанной поверхностью.
Если происходит поломка метчика, возможно, метчик режет слишком большой процент резьбы, недостаточно смазаны или слишком малый зазор для стружки на дно глухого отверстия. Если ни одно из этих условий не существует, увеличьте скорость, кроме твердых или прочных материалов. В этих материалах уменьшите скорость.
Размер метчиков и сверл для США и справочная таблица
Хотите узнать больше о крепежных деталях? Заходите в наш Еженедельный блог, чтобы увидеть новые сообщения каждый понедельник!
Нарезание резьбы 101: Введение в нарезание резьбы
Нарезание резьбы — это процесс создания винтовой резьбы для скрепления предметов. Резьбовые детали невероятно распространены, и не зря: резьба позволяет легко и недорого соединять детали. Их можно создавать различными способами, и они используются с десятками различных типов застежек. В этом посте мы расскажем о нескольких процессах, используемых для нарезания резьбы, о том, как добавить резьбовые вставки к определенным материалам, как предотвратить поломку метчиков и многое другое.
Резьбовые детали невероятно распространены, и не зря: резьба позволяет легко и недорого соединять детали. Их можно создавать различными способами, и они используются с десятками различных типов застежек. В этом посте мы расскажем о нескольких процессах, используемых для нарезания резьбы, о том, как добавить резьбовые вставки к определенным материалам, как предотвратить поломку метчиков и многое другое.
Нарезание резьбы: как это работает
Распространенный метод создания резьбы — нарезание ее метчиком или штампом.Метчики используются для нарезания внутренней резьбы, например, в гайке, а матрицы используются для нарезания внешней резьбы, например, на болте. Нарезание резьбы метчиком называется «нарезание резьбы метчиком», а нарезание резьбы штампом — «нарезание резьбы». Оба эти процесса можно выполнять вручную с помощью метчика или штампа.
(Слева направо) Плашки, ручка для метчика, ручка для штампа, метчики. Источник
Станки с ЧПУ также могут нарезать резьбу, хотя это не похоже на сверление сквозного отверстия, когда вы можете просто запустить шпиндель и клюнуть вниз. Нарезание резьбы требует хорошего крутящего момента и точного управления двигателем для точного перемещения шпинделя и оси Z. Шпиндель также должен вращаться в обратном направлении, чтобы снять метчик. К сожалению, задача непростая: метчики легко ломаются из-за недостаточной очистки от стружки, высоких скоростей или плохого угла входа в отверстие.
Нарезание резьбы требует хорошего крутящего момента и точного управления двигателем для точного перемещения шпинделя и оси Z. Шпиндель также должен вращаться в обратном направлении, чтобы снять метчик. К сожалению, задача непростая: метчики легко ломаются из-за недостаточной очистки от стружки, высоких скоростей или плохого угла входа в отверстие.
Метчик сломан. Источник
Сломать метчик в отверстии может быть реальной проблемой: если он сломается над материалом, его можно открутить плоскогубцами, но они обычно ломаются в материале или под ним.Подумайте о том, как удалить сломанный метчик из-под верхней части материала, не повредив остальную часть или резьбу. Из-за серьезности этой проблемы предприятия были построены на услугах по удалению сверл и метчиков.
Тип используемого метчика имеет решающее значение для обеспечения его пригодности для многих отверстий. Конические метчики имеют режущие зубья, которые постепенно взаимодействуют с заготовкой, что делает их идеальными для начальных отверстий с хорошим совмещением. Отводы с донным отверстием имеют плоское дно для доступа к самой глубокой части любого глухого отверстия.Существует много других типов метчиков, в том числе более конические для нарезания трубной резьбы и некоторые со спиральными канавками, которые помогают удалять стружку.
Отводы с донным отверстием имеют плоское дно для доступа к самой глубокой части любого глухого отверстия.Существует много других типов метчиков, в том числе более конические для нарезания трубной резьбы и некоторые со спиральными канавками, которые помогают удалять стружку.
Фрезерование резьбы. Источник
Для нарезания резьбы с помощью фрезы с ЧПУ, вместо использования матрицы, идеально подходит тип режущего инструмента, называемый резьбовой фрезой. В отличие от метчиков и плашек, которые изготавливаются для определенного размера и шага резьбы, резьбовые фрезы можно использовать для фрезерования практически любого типа резьбы в любом направлении (левом или правом) благодаря компьютерному управлению.Их также можно использовать для нарезания внутренней резьбы, что особенно удобно, когда в детали требуется слишком большое отверстие, чтобы метчик подходящего размера поместился в станке. Универсальность резьбовой фрезы означает, что фреза с ЧПУ может создавать резьбу в отверстиях любого размера, если деталь может поместиться в станке.
Требования к материалам резьбы
Однако нарезание резьбы подходит не для всех материалов. Его не рекомендуется использовать при обработке дерева из-за того, что древесина не способна поддерживать и удерживать резьбу, особенно если резьба небольшая.Иногда по тем же причинам стоит избегать нарезания тонкой резьбы в пластике. Однако ваши шансы на успех зависят главным образом от размера отверстия: большие и грубые резьбы могут работать нормально. Другие мягкие материалы, такие как HDPE или пена, могут изначально удерживать нити, но, вероятно, со временем не выдержат большого использования.
Гайка тройника. Источник
При использовании болтов и других резьбовых креплений с деревом хорошо подходят забитые резьбовые вставки, называемые «тройниковыми гайками». Просто сделав отверстие с зазором и ударив молотком, гайка устанавливается, захватывая дерево маленькими зубцами, чтобы предотвратить вращение.Они также являются самозатягивающимися: по мере затягивания ответной застежки на другом размере гайка вдавливается еще глубже в дерево, предотвращая ослабление. Обычное применение тройниковых гаек — удерживание скалолазания на стене спортзала.
Обычное применение тройниковых гаек — удерживание скалолазания на стене спортзала.
Helicoil. Источник
При работе с пластмассами есть несколько вариантов, в том числе винтовые, запрессованные, термофиксированные и запрессованные резьбовые вставки. Геликоилы представляют собой намотанную проволоку из нержавеющей стали с алмазным поперечным сечением — на первый взгляд они могут показаться чрезмерно сжатыми пружинами.Для них требуется начальное отверстие, которое немного больше, чем конечное резьбовое отверстие, что делает их идеальными для быстрой переделки, если вам нужно отремонтировать резьбовое отверстие. Они также просты в установке, доступны по цене и являются отличным вариантом для добавления резьбовых отверстий в пластиковые детали.
Вкладыши термоусадочные. Источник
Вставки для запрессовки дороже, но их проще установить. Они сделаны из твердого материала и имеют выступы, удерживающие их в пластике, который они деформируют при установке с помощью оправочного пресса. Термостабилизированные и формованные вставки дают одинаковый конечный результат, но с разными методами установки. Термофиксированные вставки легко вдавить кончиком паяльника, что делает их идеальными для прототипов, напечатанных на 3D-принтере. Литые вставки лучше работают при литье под давлением, когда они могут быть помещены в форму перед заполнением расплавленным материалом.
Термостабилизированные и формованные вставки дают одинаковый конечный результат, но с разными методами установки. Термофиксированные вставки легко вдавить кончиком паяльника, что делает их идеальными для прототипов, напечатанных на 3D-принтере. Литые вставки лучше работают при литье под давлением, когда они могут быть помещены в форму перед заполнением расплавленным материалом.
Невыпадающие гайки запрессовываются в листовой металл. Источник
Добавление резьбы к деталям из листового металла тоже нетривиально: тонкий материал очень часто используется при работе с листовым металлом из-за легкости, с которой он изгибается, но не удерживает больше одной или двух ниток.Для увеличения толщины в листовой металл можно вдавить невыпадающие гайки и вставки. Подобно вставкам для запрессовки пластмасс, они также имеют выступы, которые заставляют материал деформироваться и обтекать их по мере застывания.
Предотвращение обрыва резьбы
Выбрать идеальный резьбовой крепеж не всегда просто: гайки и болты бывают десятков различных типов, с множеством материалов, покрытий, стилей головок и вариантов размеров. Однако может возникнуть одна потенциальная проблема — истирание или «холодная сварка», которые могут возникнуть, когда гайка и болт или винт и резьбовое отверстие подвергаются сильному давлению.Особенно подвержены этому крепежные детали из нержавеющей стали, где две точки соприкосновения могут свариваться. Смазочные материалы можно использовать для уменьшения трения и уменьшения вероятности истирания, хотя использование более крупной резьбы также поможет.
Однако может возникнуть одна потенциальная проблема — истирание или «холодная сварка», которые могут возникнуть, когда гайка и болт или винт и резьбовое отверстие подвергаются сильному давлению.Особенно подвержены этому крепежные детали из нержавеющей стали, где две точки соприкосновения могут свариваться. Смазочные материалы можно использовать для уменьшения трения и уменьшения вероятности истирания, хотя использование более крупной резьбы также поможет.
Чрезмерная затяжка винта или болта может привести к поломке головки. Это особенно характерно для более мягких креплений, таких как латунные винты. Чтобы предотвратить это (и заедание), следует использовать инструмент с контролем крутящего момента. Фактически, динамометрические инструменты повсеместно используются на заводах.Они предотвращают истирание или поломку застежек в самолетах, поездах, автомобилях и повседневных потребительских товарах.
Блокировка резьбы
Galling, безусловно, не идеален для большинства приложений, но иногда вы можете захотеть предотвратить расшатывание чего-либо во время работы, сохраняя контроль над тем, когда они разваливаются. Вибрация может вызвать выскальзывание винтов из отверстий из-за зазора между резьбовыми соединениями каждого компонента. Если бы резьбы были выровнены точно, их было бы невозможно собрать, поэтому необходимо немного погрешить.К сожалению, из-за вибрации винт будет сильно раскачиваться взад и вперед и в конечном итоге вылетит из отверстия.
Вибрация может вызвать выскальзывание винтов из отверстий из-за зазора между резьбовыми соединениями каждого компонента. Если бы резьбы были выровнены точно, их было бы невозможно собрать, поэтому необходимо немного погрешить.К сожалению, из-за вибрации винт будет сильно раскачиваться взад и вперед и в конечном итоге вылетит из отверстия.
Здесь можно использовать резьбовые фиксаторы для контроля прочности замка: некоторые жидкие продукты будут удерживать винт только в резьбовом отверстии до тех пор, пока не будет приложен небольшой крутящий момент, в то время как другие не поддадутся, пока не будет приложен большой нагрев и крутящий момент. . Резьбовой состав даже поставляется предварительно нанесенным на некоторые крепежные детали, что делает их идеальными для заводских настроек, когда оператор не может нанести слишком много или слишком мало и просто вбить винт.
Нанесите фиксатор резьбы на болт. Источник
Существует множество других методов предотвращения откручивания винтов, включая применение нейлоновой вставки внутри гайки для предотвращения ее ослабления (обычно сокращенно «гайка найлок»). На другом конце застежки можно использовать разрезную стопорную шайбу между головкой винта и материалом, чтобы физически раздвинуть их. Эта сила подталкивает винт вверх, проталкивая верхнюю часть его резьбы в нижнюю часть резьбы резьбового отверстия.Теперь, когда система вибрирует, винт удерживается на месте.
На другом конце застежки можно использовать разрезную стопорную шайбу между головкой винта и материалом, чтобы физически раздвинуть их. Эта сила подталкивает винт вверх, проталкивая верхнюю часть его резьбы в нижнюю часть резьбы резьбового отверстия.Теперь, когда система вибрирует, винт удерживается на месте.
Резьбы в программах САПР
В программах 3D CAD резьбовые отверстия изображаются по-разному. Некоторые программы включают функции автоматического моделирования в точных потоках. Однако большинство из них просто используют сквозное отверстие, чтобы избавить программу от требуемой вычислительной мощности модели в точных потоках. Перед созданием детали с резьбовыми отверстиями типичным методом является моделирование сверла для метчика при подготовке к производству.
Если вы работаете с нами и хотите, чтобы в отверстии была нарезана резьба, вам необходимо смоделировать это отверстие. В этом случае лучше всего использовать Мастер отверстий, чтобы указать точные характеристики резьбы. Даже если это может быть косметически некорректно, именно так надстройка Plethora заметит резьбовое отверстие. Если вы не хотите использовать мастер создания отверстий и задавать резьбовое отверстие другим способом, просто отправьте PDF-файл с обозначенным резьбовым отверстием.
Даже если это может быть косметически некорректно, именно так надстройка Plethora заметит резьбовое отверстие. Если вы не хотите использовать мастер создания отверстий и задавать резьбовое отверстие другим способом, просто отправьте PDF-файл с обозначенным резьбовым отверстием.
Нарезание резьбы — это надежный способ недорогого и съемного соединения деталей.По этой причине детали с резьбой преобладают в механической конструкции и должны быть знакомы всем инженерам. В изобилии, мы прилагаем все усилия, чтобы сделать его безболезненным указать темы в дизайне. Мы хотим, чтобы вы получали удовольствие от использования резьбы с точной нарезкой и отличной посадки, поэтому дайте нам знать, если мы можем что-то сделать для улучшения процесса.
Изготовление внутренней и наружной резьбы (с использованием метчиков и штампов) — Центр инженерного проектирования Dyson
Общая информация и предварительные проверки
- Определите, какой размер резьбы вы хотите обрезать
- Обычно используются метрические резьбы M4, M5, M6, M8, M10 и M12.
- M4, например, означает «стандартный» размер резьбы M4: для болта внешняя часть резьбы будет иметь диаметр 4 мм, а расстояние между резьбой (шаг) будет составлять 0,70 мм.
- Существуют «нестандартные» формы резьбы M4, которые будут иметь другой шаг, несовместимый со стандартной резьбой M4. Например M4x0,5 мм. Это будет называться «M4 нормально», но некоторые люди назовут любой шаг M4 менее 0,70 мм M4 точным, так что будьте осторожны!
- Меньше, чем M4, вы легко рискуете сломать метчики в заготовке (метчики тверже сверл, поэтому это может означать, что вы испортили заготовку).
- Существуют альтернативы метрической резьбе, такие как британская имперская резьба, в США другой набор имперской резьбы, есть специальные резьбы Model Engineer, специальные резьбы Cycle. Трубная резьба является обычным явлением (хотя будьте осторожны, диаметр трубной резьбы относится к внутреннему диаметру трубы, а не к внешнему диаметру резьбы), как и резьба BA (Британская ассоциация).
- Найдите правильный размер отверстия для просверливания резьбы, на которой вы хотите нарезать метчик
- стандартные метрические сверла для резьбонарезания:
- M4 (x0.Шаг 70мм) — сверло саморез 3,3мм
- M5 (шаг x0,80 мм) — сверло саморезное 4,2 мм
- M6 (шаг x1,00 мм) — сверло 5,0 мм
- M8 (шаг x1,25 мм) — сверло для резьбы 6,8 мм
- M10 (шаг x1,50 мм) — сверло саморезное 8,5 мм
- M12 (шаг x1,75 мм) — сверло для резьбы 10,2 мм
- данные о других стандартных метрических резьбах (верхняя таблица на странице)

Шаг за шагом (внутренняя) Резьбовые отверстия (с помощью метчика)
- Поверните ручку гаечного ключа, чтобы раздвинуть губки, установите метчик с одинарной канавкой для начала.
- Используйте кернер для центрирования точки сверления.
- Просверлить отверстие меньше размера, необходимого для метчика
- Нанесите на конец метчика немного смазки Rocol.
- Удерживая уровень и перпендикулярно материалу, поворачивайте гаечный ключ до тех пор, пока не будет сделан первый надрез в материале.
- После захвата материала поверните на пол-оборота в материал, а затем на четверть оборота назад , это гарантирует, что метчик не забивается обрезками материала, и получится лучшая резьба.
- Продолжайте поворачивать до полного прохождения материала и большей части резьбы. После того, как разрез будет сделан на всем протяжении материала, сопротивление не должно возникать при повороте внутрь или наружу с помощью гаечного ключа.
- Пройдя через материал с помощью этого метчика, повторите процесс с метчиком с двумя канавками и, наконец, снова с помощью метчика без канавок .
- Проверьте резьбу с помощью болта подходящего размера.

Пошаговая инструкция Наружная резьба на стержнях (с использованием матрицы)
- Вставьте матрицу так, чтобы информация о размерах была направлена вверх, а верхний винт вошел в паз, убедившись, что все винты ослаблены, чтобы матрица располагалась на одном уровне.
- Затяните винт на держателе матрицы, чтобы матрица оставалась на месте, и убедитесь, что все винты вошли в углубления на матрице.
- Нанесите немного смазки Rocol на конец стержня для нарезания резьбы,
- Поместите стержень в тиски и затяните, используя установленный угольник, чтобы убедиться, что стержень находится под прямым углом в тисках.
- Поместите кубик на стержень и поверните его, чтобы сделать первый разрез.
- После захвата материала поверните на пол-оборота в материал, а затем на четверть оборота назад на , это гарантирует, что матрица не забьется обрезками материала и получится лучшая резьба.
- Продолжайте поворачивать до тех пор, пока не будет достигнута глубина резьбы, сопротивление должно отсутствовать после того, как надрез будет ровным и прилегающим к стержню
- Проверьте резьбу с помощью гайки подходящего размера.

Скачать версию для печати (PDF) — Руководство по нарезанию резьбы
Добавление данных резьбы
Данные для других типов резьбы приведены ниже:
Следующие источники данных взяты с сайта www. alanstepney.info, работа которого сейчас прекращена:
alanstepney.info, работа которого сейчас прекращена:
Ссылка на внешний сайт с подробной информацией о резьбах NPT.
RLR20, 23 марта 2016 г.
Нарезание винтовой резьбы — Appropedia: Theustainability wiki
Рис. 1 — Стандартная форма резьбы Арнерика. P равно шагу резьбы, d обозначает глубину резьбы, f равно ширине плоскости вверху и внизу резьбы.
Хотя резьба может быть разной, американский стандарт является наиболее часто используемым в этой стране (США) для всех общих работ. Форма нити — треугольник с углом между сторонами 60 градусов.Верх и низ сплющены до ширины в одну восьмую шага; глубина составляет 0,649519 шага. Шаг или подъем любой резьбы — это расстояние, которое гайка проходит за один полный оборот. Американская стандартная резьба показана на рис.1.
Нитки могут быть левыми или правыми; правая резьба — это резьба, при которой гайка навинчивается на болт поворотом вправо или по часовой стрелке; обратное применимо к левой резьбе. Следует помнить об этой разнице в направлении резьбы, поскольку очень часто случается, что гайка или болт не могут быть ослаблены гаечным ключом не из-за ржавчины, а из-за того, что гайка или болт поворачиваются в неправильном направлении — скорее затягиваются. чем расшатывать.
Одинарная и двойная резьба показаны на рис. 2. Множественная резьба необходима там, где гайке нужно пройти большее расстояние за один оборот, чем это было бы возможно для одинарной резьбы.
Рис. 2 — Одинарная и двойная резьба. Двойная резьба используется, когда гайка должна пройти большее расстояние за один оборот, чем это возможно для одинарной резьбы.
Детали, которые должны быть соединены резьбой, состоят из внешней и внутренней резьбы, причем внешняя резьба формируется на болте, а внутренняя — на гайке.
Винтовая резьба типа V диаметром до одного дюйма может быть нарезана вручную, но что-либо помимо этого или других типов резьбы обычно нарезается на токарном станке.
Наиболее удовлетворительный ручной процесс состоит из нарезания внутренней резьбы набором метчиков и наружной резьбы штампом, удерживаемым в заготовке. Рассматривая сначала использование метчиков, очевидно, что если необходимо нарезать резьбу на внутренней стороне объекта, такого как гайка, сначала необходимо просверлить отверстие; поскольку диаметр всех витков резьбы измеряется снаружи, отсюда следует, что, скажем, для 1-дюймовой резьбы диаметр отверстия должен быть 1 дюйм за вычетом глубины резьбы с каждой стороны.Этот момент проиллюстрирован на рис.3.
Рассматривая сначала использование метчиков, очевидно, что если необходимо нарезать резьбу на внутренней стороне объекта, такого как гайка, сначала необходимо просверлить отверстие; поскольку диаметр всех витков резьбы измеряется снаружи, отсюда следует, что, скажем, для 1-дюймовой резьбы диаметр отверстия должен быть 1 дюйм за вычетом глубины резьбы с каждой стороны.Этот момент проиллюстрирован на рис.3.
Рис. 3 — Из приведенной выше диаграммы читатель может получить четкое представление о разнице между размером резьбы, размером зазора и диаметром в том, что касается резьбы винта.
Диаметр просверливаемого отверстия называется размером резьбы. Набор метчиков того типа, который используется для нарезания внутренней резьбы, показан на рис. 4. Следует отметить, что в наборе три метчика, все одинакового максимального диаметра. Сначала используется конический метчик, и видно, что на некотором расстоянии от его конца нет резьбы.Это позволяет метчику входить в отверстие и помогает рабочему удерживать метчик на одном уровне с отверстием, что очень важно для точных разрезов. Ключ для метчика подходит к квадратному концу крана и образует ручку, с помощью которой кран можно постепенно вводить в отверстие. Если кран пройден. через отверстие нарезается полная резьба; но если отверстие не проходит сквозь металл, резьба на дне отверстия не нарезается. Чтобы сделать чистую резьбу в таком глухом отверстии, необходимо установить второй метчик, который, как видно, имеет только несколько сточенных резьб на нижнем конце.Наконец, пробка или метчик для заделки дна используются для завершения резьбы до дна глухого отверстия.
Ключ для метчика подходит к квадратному концу крана и образует ручку, с помощью которой кран можно постепенно вводить в отверстие. Если кран пройден. через отверстие нарезается полная резьба; но если отверстие не проходит сквозь металл, резьба на дне отверстия не нарезается. Чтобы сделать чистую резьбу в таком глухом отверстии, необходимо установить второй метчик, который, как видно, имеет только несколько сточенных резьб на нижнем конце.Наконец, пробка или метчик для заделки дна используются для завершения резьбы до дна глухого отверстия.
При нарезании резьбы в тонком металле часто бывает трудно удерживать метчик в вертикальном положении. Простой способ преодолеть эту проблему — разместить гайку того же размера и формы, что и резьба, которую нужно нарезать, поверх отверстия и плотно прижать ее к поверхности металла. Метчик проходит через гайку перед входом в отверстие и, таким образом, поддерживается.
Рис.4 — Комплект из трех отводов более распространенного типа. Хотя каждый из этих метчиков имеет одинаковый максимальный диаметр, следует отметить, что концы как конуса, так и вторых метчиков сужаются.
Хотя каждый из этих метчиков имеет одинаковый максимальный диаметр, следует отметить, что концы как конуса, так и вторых метчиков сужаются.
Метчики должны быть чрезвычайно твердыми, чтобы их резьба могла прослужить как можно дольше. Как следствие, они чрезвычайно хрупкие и легко ломаются неопытным пользователем. При использовании требуется большая осторожность, особенно с меньшим диаметром. Обеими руками следует прикладывать одинаковое давление к метчику; Правой рукой обычно давят сильнее, но этого следует избегать.Кстати, слишком длинный метчик увеличивает опасность неравномерного давления и приложения чрезмерной силы.
Следует проявлять осторожность, чтобы не поворачивать кран постоянно; в противном случае стружка не удаляется, и метчик плотно заклинивает в отверстии. Его следует повернуть вперед примерно на четверть оборота, назад на четверть оборота, вперед на пол-оборота и т. Д. Скорость нарезания резьбы может быть увеличена, когда оператор привыкнет к ощущениям от работы и сможет судить по прошлому опыту, какое давление нужно приложить до заклинивания метчика.
Если метчик сломался, его можно извлечь, открутив плоскогубцами, если какая-либо часть метчика выступает, или сделав кусок стали пальцами, чтобы он соответствовал канавкам, если метчик отломился ниже поверхности. В некоторых случаях может потребоваться нагреть и размягчить метчик, а затем просверлить его (как описано для удаления сломанных сверл в разделе «Сверление металла»).
Для предотвращения перегрева метчика и потери правильной степени жесткости масло во время нарезания резьбы следует наносить свободно.
Ложки и плашки используются для нарезания наружной резьбы. Существует множество различных конструкций, наиболее распространенная форма показана на рисунке 5. Матрица представляет собой гайку из закаленной стали, разрезанную на две половины. Обе части имеют V-образные канавки по краям, которые перекрывают соответствующий выступ на стороне прямоугольного отверстия в ложи. Таким образом, две половинки могут скользить вдоль и регулируются до нужного размера с помощью установочного винта. Плашки точно подогнаны к направляющим на ложе и имеют маркировку 1 и 2, чтобы гарантировать правильное положение при каждом использовании.
Плашки точно подогнаны к направляющим на ложе и имеют маркировку 1 и 2, чтобы гарантировать правильное положение при каждом использовании.
Рис. 5 — Матрица для нарезания наружной резьбы.
Ложа обычно рассчитана на три размера штампов (например, 1/4 дюйма, 3/8 дюйма и ½ дюйма). Для следующих трех размеров штампов используется больший запас. В центре каждой половины штампа вырезается выемка для удаления обрезанного металла. Это также обеспечивает дополнительные режущие кромки и в то же время снижает трение и предотвращает заедание. Чем меньше поверхность винта, тем быстрее режется матрица.С другой стороны, большая поверхность сшивания помогает сохранить точность штампа и формирует лучшую резьбу.
Перед тем, как начать нарезать резьбу с помощью заготовки и матрицы, очень важно, чтобы стержень был правильного диаметра. Идеальная нить. может быть разрезан на стержне, который либо слишком мал, либо слишком велик, но в первом случае гайка будет незакрепленной, во втором случае не поместится.
Лучший план, когда необходимо сделать и нарезание резьбы, и нарезание резьбы, — сначала нарезать резьбу в отверстии, так как оно имеет фиксированный размер, а затем нарезать резьбу болта по размеру.Стержень должен быть слегка сужен ближе к концу, чтобы матрица начала движение, а затем можно отрегулировать матрицы, чтобы они соответствовали стержню, и обе половинки должны быть достаточно затянуты, чтобы удерживать заготовку и матрицы на месте. Убедитесь, что приклад находится под прямым углом к стержню, на который навинчивается резьба.
Поворачивайте приклад, пока не будет нарезана мелкая резьба необходимой длины. Затем поверните обратно до конца и еще немного затяните плашки; повторяйте процесс, пока нить не будет обрезана до нужной глубины.Проверьте, используя гайку с резьбой, ранее нарезанную резьбой. Если гайка не затягивается после того, как резьба на стержне была полностью нарезана, это означает, что стержень слишком большой в диаметре, и часть резьбы необходимо отпилить, прежде чем плашки снова спустятся. Было бы неразумно следовать практике некоторых мастеров по металлу использовать штампы для уменьшения диаметра стержня. Это не только повредит матрицу, но и почти наверняка повредит резьбу или полностью ее сорвет. Если стержень маленького диаметра, вероятно, он открутится.
Было бы неразумно следовать практике некоторых мастеров по металлу использовать штампы для уменьшения диаметра стержня. Это не только повредит матрицу, но и почти наверняка повредит резьбу или полностью ее сорвет. Если стержень маленького диаметра, вероятно, он открутится.
Использование штампов. При использовании штампа для нарезания резьбы по железу или стали стержень должен быть хорошо смазан легким машинным маслом, чтобы предотвратить перегрев штампа. Кроме того, важно не допускать попадания металлических отходов в зазоры.
После того, как штампы нарезаны на необходимую длину резьбы, их необходимо снова повернуть без затяжки, так как они предназначены для нарезания резьбы только в одном направлении.
На рис. 5 показан другой распространенный тип заготовки и матрицы, подходящие для нарезания резьбы меньшего размера.Ложа рассчитана на большее количество штампов, чем у более крупного типа. Круглая разрезная матрица удерживается в ложе тремя маленькими установочными винтами, и небольшая регулировка диаметра матрицы возможна, сначала затягивая центральный винт. Это открывает разрез и увеличивает эффективный диаметр. Этот тип ложи и штампов очень часто продается в наборах и является чрезвычайно полезным дополнением к домашней мастерской.
Это открывает разрез и увеличивает эффективный диаметр. Этот тип ложи и штампов очень часто продается в наборах и является чрезвычайно полезным дополнением к домашней мастерской.
Железная труба. Самая распространенная работа по нарезке резьбы, с точки зрения домашнего мастера, связана с трубами для использования в водопроводной системе.Резьба на трубах и фитингах соответствует американскому стандарту. трубная резьба, имеющая угол 60 градусов. Трубная резьба имеет небольшой конус, диаметр передней части меньше диаметра торца. Это делается для того, чтобы при скручивании двух отрезков трубы полученное соединение было водонепроницаемым. Факт остается фактом: зачастую невозможно получить абсолютно водонепроницаемое соединение, даже если резьба искусно нарезана и перед соединением на внешнюю резьбу нанесена смазка для труб или компаунд.Этот состав обеспечит герметичность соединения.
Ложа и плашки, используемые для нарезания трубной резьбы, аналогичны по конструкции тем, которые используются для других работ на станке. Невозможно правильно разрезать трубу и нарезать резьбу, если она не зажата в тисках. Используйте либо трубные тиски, либо тиски с параллельными губками, оснащенные трубными губками (см. Тиски).
Перед нарезанием резьбы трубу, конечно же, необходимо обрезать до нужного размера. При измерении трубы необходимо сделать некоторый припуск для резьбовой части на каждом конце, который будет ввинчиваться в фитинг.Это количество будет варьироваться в зависимости от диаметра трубы. Хороший план — отрезать трубу и нарезать резьбу так, чтобы ее можно было провести прямо до выступа фитинга.
Железную трубу обычно режут труборезом. Можно использовать ножовку, но сделать идеально прямой пропил с помощью этого инструмента практически невозможно, а если конец трубы будет неровным, резьба будет выброшена за пределы отверстия.
Труборез имеет небольшие стальные ролики и отрезной круг. Пространство между роликами и отрезным кругом можно регулировать поворотом ручки резака.
Рис. 6 — Ложа, предназначенная для обработки штампов большого ассортимента. Разрезная матрица, используемая с этой ложей, показана вместе с методом, использованным для ее закрепления в ложе. Приставка этого типа с набором матриц отлично подходит для работы с малым диаметром.
6 — Ложа, предназначенная для обработки штампов большого ассортимента. Разрезная матрица, используемая с этой ложей, показана вместе с методом, использованным для ее закрепления в ложе. Приставка этого типа с набором матриц отлично подходит для работы с малым диаметром.
Поместите трубу, которую нужно разрезать, в тиски и дайте ей выйти за пределы стола, чтобы труборез можно было вращать вокруг трубы в точке, отмеченной для резки. Наденьте резак на трубу и отрегулируйте его положение так, чтобы отрезной диск находился точно над той точкой, которую нужно отрезать.Поверните ручку резака так, чтобы отрезной диск немного вошел в трубу, затем поверните резак вокруг трубы. Прежде чем продолжить, убедитесь, что этот первый разрез точен. После того, как будет сделан первый разрез, затяните ручку резака и снова поверните ее вокруг трубы. Продолжайте этот процесс, затягивая ручку резака после каждого оборота. Несколько капель машинного масла на отрезном круге облегчат работу. Излишне говорить, что успех этой операции зависит от наличия острого и точного отрезного круга на фрезе.
После того, как труба нарезана, она готова для нарезания резьбы, это делается так же, как нарезание резьбы в стержне. Чтобы матрица начиналась прямо на трубе, используется втулка. Медленно поворачивайте приклад и время от времени смазывайте матрицу маслом. Если резьба не прямая или не сформирована должным образом, при сборке трубы будет невозможно получить плотное соединение. Теперь необходимо удалить заусенцы на внутренней стороне трубы, иначе поток воды через трубу значительно сократится.Эта работа выполняется с помощью расширителя для труб, такого как описано ранее в разделе «Развертка по металлу».
Заправка трубы для лампы — Урок DIY
Как заправить трубу для лампы
Не секрет, что я люблю ремонтировать старые осветительные приборы. Иногда детали, которые мне нужны для лампы, недоступны в местных магазинах товаров для дома, и это означает, что мне нужно проявить творческий подход. Я хотел повторно использовать кусок латунной трубки в осветительной арматуре. У него были резьбы на одном конце, но они действительно были нужны на обоих концах.После небольшого исследования я нашел простую технику, которую я мог бы использовать сам… Позвольте мне показать вам, как продеть трубку для лампы!
У него были резьбы на одном конце, но они действительно были нужны на обоих концах.После небольшого исследования я нашел простую технику, которую я мог бы использовать сам… Позвольте мне показать вам, как продеть трубку для лампы!
Я знал, что могу использовать штамп для нарезания резьбы на трубе, но я не был уверен, какой размер мне понадобится для лампы. Когда я искал в Интернете кристалл, я наткнулся на кристалл, который мне нужен от Tx Lamp Parts. Они потрясающие — в них есть все, что нужно для сборки и ремонта ламп, их стоимость доставки разумная, и они стали моей последней страстью.Я нашел в их магазине запчасти, которые заставили мое сердце трепетать!
Большинство труб с резьбой, используемых при производстве ламп, являются полыми и классифицируются как 1/4 ″ — 27 NPT. Это означает, что размер трубы составляет 1/4 дюйма в диаметре, имеется 27 витков резьбы на дюйм, а NPT означает National Pipe Taper. Труба с конической резьбой создает более плотное уплотнение и обычно используется для газопроводов, водопроводов и, очевидно, для ламп. Кроме того, используются трубы IPS 1/8 дюйма, причем IPS означает прямая резьба для железных труб, а внешний диаметр трубы составляет 3/8 дюйма.Трубы IPS предназначены для уплотнения шайб. Теперь ты знаешь, ха-ха! Это полезная информация, особенно когда речь идет о покупке трубы!
Кроме того, используются трубы IPS 1/8 дюйма, причем IPS означает прямая резьба для железных труб, а внешний диаметр трубы составляет 3/8 дюйма.Трубы IPS предназначены для уплотнения шайб. Теперь ты знаешь, ха-ха! Это полезная информация, особенно когда речь идет о покупке трубы!
Итак, для штампа будет использоваться специальная рукоятка для штампа. Матрица помещается посередине и удерживается на месте установочным винтом.
Труба помещается в тиски, чтобы удерживать ее. Не затягивайте тиски слишком сильно — труба разобьется! Матрица и рукоятка будут расположены на конце трубы перпендикулярно трубе так, чтобы маркировка матрицы была обращена к трубе.Для облегчения нарезания резьбы, а также для защиты режущей кромки матрицы следует использовать масло для резки труб. Начните медленно поворачивать ручку и умереть по часовой стрелке, удерживая ручку и умирает идеально перпендикулярно трубе, пока резьба не начнет обрезаться. Продолжайте поворачивать ручку и штамповать, пока не будет достигнута желаемая длина резьбы.