Как самостоятельно нарезать резьбу на трубе. Фото и видео
Как правильно нарезать внешнюю и внутреннюю резьбу на трубе при помощи клуппов и плашек. Резьбовые соединения металлических труб прочны и герметичны, а также способны выдержать значительное давление. Однако, самостоятельная нарезка резьбы требует знания определнных правил
Для работы потребуются инструменты и материалы:
- Штангенциркуль — для точного измерения диаметра трубы.
- Тиски — при использовании цельных плашек или метчика.
- Машинное масло или любая смазка.
- Ветошь или губка.
- Средства защиты — очки, перчатки.
А также, приспособление для нарезки резьбы, в зависимости от конкретной задачи (цельные или раздвижные плашки, электроклуппы, клуппы с трещотками или метчики).
Подготовка к работе
Для начала, нужно подобрать и при необходимости отрезать болгаркой или ножовкой по металлу подходящий кусок трубы. При отрезании нужно проконтролировать, чтобы срез был строго перпендикулярен плоскостям её стенок.
Непосредственно перед нарезанием резьбы, следует очистить поверхность трубы от ржавчины или старой краски, других посторонних отложений при помощи наждачной бумаги и напильника. Кроме того, с торца трубы напильником нужно снять фаску для того, чтобы сделать резьбу было проще. Теперь переходим к подготовке к нарезанию резьбы.
Основные ошибки при нарезании резьбы
- диаметр трубы не соответствует диаметру резьбы;
- применение неверно отцентрированного, ржавого или затупленного инструмента;
- работа без смазывания инструмента и трубы приводит к трещинам или срыву витков резьбы;
- чрезмерные физические усилия как следствие полного отсутствия навыков работы приводят к срыву резьбы.
Нарезание внешней резьбы цельной плашкой
Для нарезания внешней резьбы на трубах часто применяются цельные плашки. Они представляют собой закалённую гайку с внутренними режущими кромками. Такой инструмент пригоден для нарезания резьбы диаметром до 52 миллиметров.
Он недорог, характеризуется хорошей жёсткостью и точностью работы, однако служит недолго, поскольку быстро изнашивается. Работа с плашками требует определённого опыта, потому для того, чтобы не повредить инструмент и трубу, целесообразно потренироваться на отрезке трубы.
Порядок работы с цельной плашкой следующий. В первую очередь нужно подобрать инструмент соответствующего диаметра при помощи штангенциркуля. Плашка устанавливается в держатель, после чего фиксируется винтами. Нужно убедиться в том, что плашка закреплена надёжно, поскольку в противном случае резьба может получиться неровной.
Труба зажимается в тисках или же фиксируется любым другим способом в вертикальном положении. На поверхность трубы, а также на резцы плашки наносится смазка или масло. Смазывание следует производить в процессе работы неоднократно.
Непосредственно, нарезание резьбы осуществляется в плоскости, строго перпендикулярной направлению оси трубы, по часовой стрелке.
Работы нужно выполнять плавно и не допускать рывков. Для того, чтобы нарезать качественную резьбу, нужно прогнать её сначала черновой плашкой, а уже затем использовать чистовую. Долго нарезать не придётся — вполне достаточно длины резьбы в 10 миллиметров, что является стандартным показателем для большей части трубопроводных сетей бытового назначения. После использования плашки, смазку нужно удалить с поверхности трубы и инструментов. С помощью ветоши обработанные участки очищаются от стружки.
Проблемы могут возникнуть при работе с трубами из нержавеющей стали, поскольку, в данном случае, металл является достаточно твёрдым. Для нарезания резьбы на таких трубах нужно подбирать плашку из соответствующей стали — к примеру, с маркировкой Р18Ф2.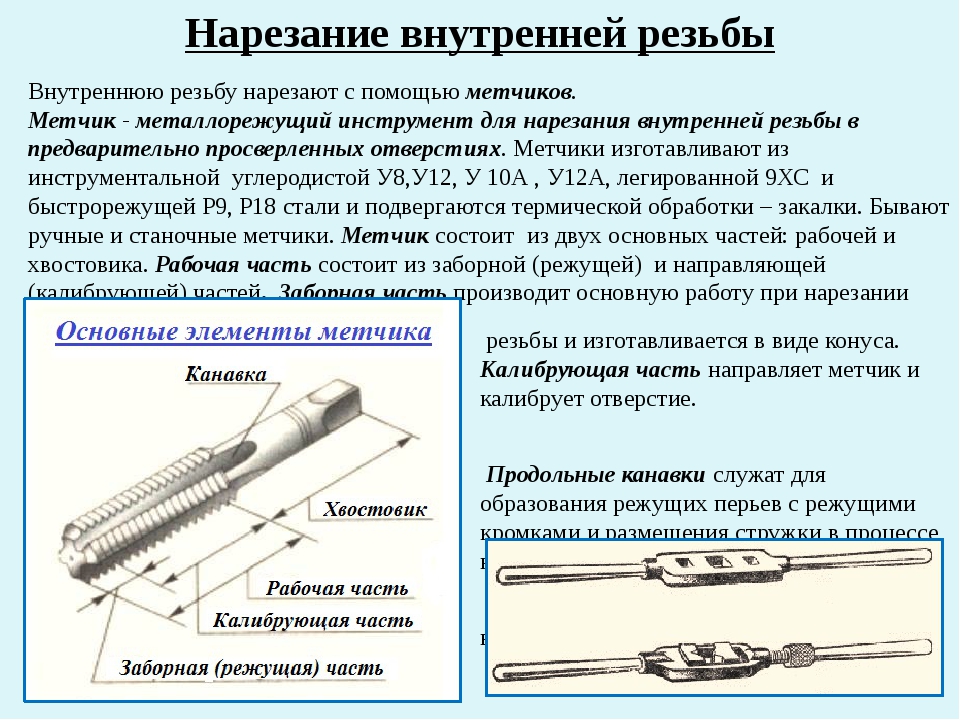 Если применять плашки из более мягких сталей, то инструмент будет безнадёжно испорчен.
Если применять плашки из более мягких сталей, то инструмент будет безнадёжно испорчен.
Применение клупповых плашек
В отличие от цельных плашек, клуппы состоят из двух раздвижных частей, закрепляющихся в рамке держателя. Диаметр резьбы регулируется. Преимуществом клупповых плашек является чистота получаемой резьбы и повышенная прочность конструкции.
При работе с клупповыми инструментами требуются меньшие усилия, чем при использовании обычных плашек, в некоторых модификациях применение тисков не требуется. Клуппы имеют специальные направляющие, упрощающие процесс работы и предотвращающие перекосы, характерные для нарезания резьбы цельной плашкой.
Для облегчения работы клуппы могут оснащаться трещотками. На нижней части головок для сменных плашек таких инструментов располагается храповое колесо. При повороте колеса головка вращается. К недостаткам систем с клуппами можно отнести большую, чем у цельных плашек, стоимость, а также значительный вес.
Последовательность действий при использовании клупповой плашки
- Фиксация трубы в зажиме, при этом её выступающая часть должна быть короткой, поскольку длинный участок может прогнуться при нарезании.

- Вставить плашку в держатель, а край трубы — в направляющую.
- Смазать трубу и инструмент.
- Нарезать трубу путём вращения клуппа. Периодически вращать его против часовой стрелки для освобождения нарезов от стружки.
Более дорогим, но при этом, достаточно удобным решением является электроклупп. Впрочем, в плане экономической целесообразности покупка такого инструмента нужна только в случае, если нарезка резьбы на трубах производится часто.
Электроклупп работает при помощи электродвигателя. Как правило, инструмент комплектуется качественной инструментальной сталью. Резьбонарезные гребёнки устанавливаются в сменную головку. Клупп такого типа позволяет нарезать резьбу предельно быстро и качественно.
Как работать электроклуппом
- Выбирается соответствующая головка с резцами и закрепляется в силовом приводе инструмента.
- Труба фиксируется в специальной струбцине, затягивается держателем. Струбцина закрепляется на корпусе электроклуппа.
- Зоны контакта гребёнок и трубы обрабатываются смазочным составом.

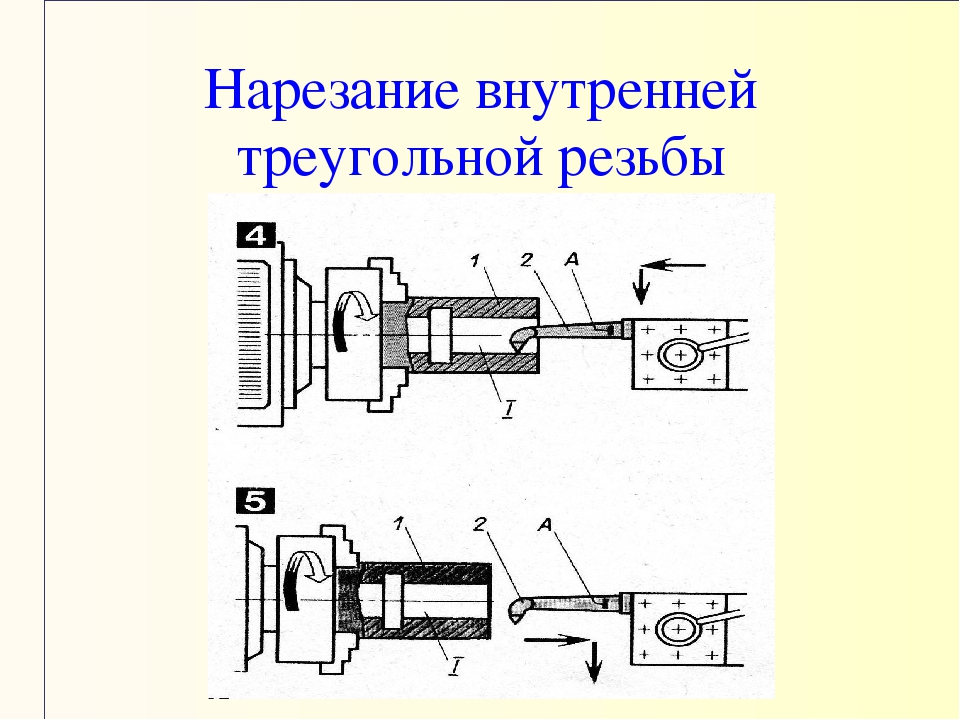
Как сделать внутреннюю резьбу
Если в трубе требуется сделать внутреннюю резьбу, применяется метчик — винт соответствующего диаметра с режущими кромками и канавками для стружки. Хвостовая часть винта закрепляется в воротке.
Для работы вполне достаточно двух метчиков — чернового и чистового. Применение чернового метчика позволит обработать порядка 70% материала по глубине витка, остальное придётся на чистовой метчик. Тем не менее, в ряде случаев, набор инструментов придётся увеличить — для работы с титановыми трубами потребуется до пяти метчиков.
Подбор конкретного метчика производится после замера диаметра внутренней полости трубы. Длина выступающего из стены участка должна быть на несколько миллиметров больше нарезаемого отрезка. Нарезание нужно осуществлять только с применением смазки. Рабочую зону нужно очистить от посторонних частиц и отложений.
После установки метчика в отверстие, следует проверить строгую сонаправленность его положения оси трубы. Если с этим всё в порядке, можно начинать нарезать трубу. Непосредственно, ход нарезки резьбы осуществляется аналогично тому, как это делается с плашкой.
Смотрите видео-ролик о том, как правильно нарезать резьбу
Как нарезать резьбу на болте и гайке
Справиться с этой задачей вам помогут слесарные инструменты — плашка, или в народе лёрка, и метчик.
Плашка, или лёрка, поможет нарезать внешнюю резьбу.
Возьмите болт и зажмите его в тисках.
Возьмите плашку и начните проходить резьбу, которая уже срезана.
Когда вы дойдёте до конца резьбы, нарежьте новые витки. При работе с плашкой существует правило: сделав пол-оборота вперёд, нужно сделать четверть оборота назад, чтобы сломать стружку и не испортить инструмент.
При работе с плашкой существует правило: сделав пол-оборота вперёд, нужно сделать четверть оборота назад, чтобы сломать стружку и не испортить инструмент.
Снимите плашку и вытащите болт из тисков.
Если вам необходимо нарезать внутреннюю резьбу или восстановить уже существующую, например, на гайке, необходимо использовать метчик.
Зажмите гайку в тисках.
Вставьте в гайку метчик и начните работу. Соблюдайте те же правила, что и при работе с плашкой.
Вытащите метчик и разожмите тиски.
Проверьте качество получившейся резьбы: накрутите гайку на болт.
Как нарезать резьбу метчиком || Крепеж24
/ /Как нарезать резьбу метчиком
Иногда, складываются такие ситуации, что приходится отрезать часть какой-либо трубы, из-за того, что резьба на ней пришла в негодность.
В таком случае необходимо, либо покупать новую трубу, либо же пойти другим путём и нарезать резьбу на старой. Первый способ менее накладный, но более дорогостоящий, нежели второй, поэтому многие делают свой выбор именно в пользу метчика. В этой статье попытаемся разъяснить, как нарезать трубу метчиком.
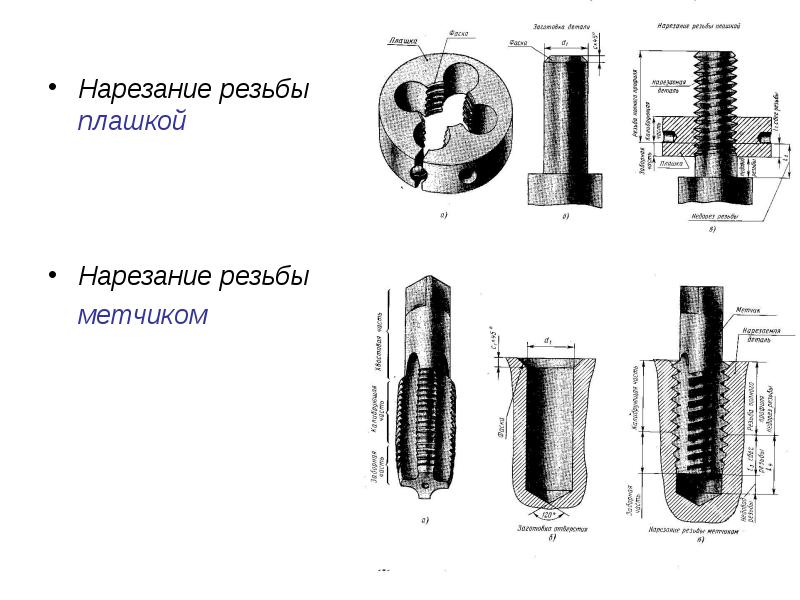
Выделяют две разновидности резьбы: внутренняя и внешняя. Для изготовления внутренней резьбы используется метчик, нарезка внешней осуществляется при помощи двух специальных инструментов: клуппа или плашки.
Перед началом работы необходимо, чтобы у вас под рукой находился резьбонарезный набор, который можно купить в любом хозяйственном или строительном магазине. Обычно такие наборы включают в себя два метчика (не путать с плашками или клуппами). Каждый из них выполняет определённую функцию в процессе нарезки резьбы. Первый номер метчика используется для первоначальной обработки трубы, его рабочая часть представлена более тупыми режущими гранями, и острым заходом. После прохождения первым номером, используют второй метчик, который называется чистовым. Он оснащён рабочей частью с тупым заходом и достаточно острыми гранями.
После прохождения первым номером, используют второй метчик, который называется чистовым. Он оснащён рабочей частью с тупым заходом и достаточно острыми гранями.
Нарезка осуществляется путём очерёдного применения метчиков, сначала используют первый, а затем чистовой. Безусловно, нарезку можно производить сразу же чистовым метчиком, но это грозит поломкой инструмента.
Перед походом в строительный магазин за набором выясните диаметр отверстия, в котором необходимо сделать резьбу. Без этой информации вы можете ошибиться в выборе инструмента, что повлечёт за собой финансовые убытки. Определить диаметр отверстия можно либо, зная диаметр сверла, либо же используя штангенциркуль. При нарезании резьбы в глухом отверстии необходимо соблюдать правило, согласно которому длина метчика должна быть на пару миллиметров меньше, чем глубина отверстия.
Алгоритм действий
Перед началом работы в обязательном порядке инструмент и рабочее поле обильно смазываются машинным маслом. После этого метчик необходимого размера закрепляют в удерживающем устройстве и аккуратно погружают в отверстие. Затем производят плавные движения по часовой стрелке. Необходимо применить некоторое усилие для того, чтобы резьба начала нарезаться. На этом этапе ни в коем случае нельзя допускать перекосов со стороны метчика, так как в этом случае нарушится структура резьбовой поверхности. Если вдруг вы почувствовали затруднение в прокручивании инструмента, то просто поверните его на четверть оборота против часовой стрелки, а потом продолжите процесс. Благодаря этому будет сбита стружка, что приведёт к уменьшению сопротивления движению инструмента.
После этого метчик необходимого размера закрепляют в удерживающем устройстве и аккуратно погружают в отверстие. Затем производят плавные движения по часовой стрелке. Необходимо применить некоторое усилие для того, чтобы резьба начала нарезаться. На этом этапе ни в коем случае нельзя допускать перекосов со стороны метчика, так как в этом случае нарушится структура резьбовой поверхности. Если вдруг вы почувствовали затруднение в прокручивании инструмента, то просто поверните его на четверть оборота против часовой стрелки, а потом продолжите процесс. Благодаря этому будет сбита стружка, что приведёт к уменьшению сопротивления движению инструмента.
В некоторых случаях при чрезмерном прикладывании силы при нарезке резьбы происходит облом инструмента в отверстии. В таком случае необходимо приложить определённые усилия для того, чтобы произвести удаление обломка из заготовки. Проще всего сломанный метчик вытащить тогда, когда он выступает за пределы отверстия, в таком случае его просто захватывают плоскогубцами и выворачивают. Если же он обломился в глубине отверстия, то его удаление производят, либо при помощи гвоздя, либо П-образной проволоки.
Если же он обломился в глубине отверстия, то его удаление производят, либо при помощи гвоздя, либо П-образной проволоки.
Бывает, что под рукой нет ничего кроме чернового метчика, а резьбовое соединение необходимо сделать в кратчайшие сроки. В такой ситуации не стоит судорожно искать чистовой метчик, можно всего лишь несколько раз прокрутить имеющийся в отверстии, а после этого при помощи обыкновенного болта соответствующего диаметра произвести окончательную обработку.
При отсутствии в наборе метчикодержателя, его можно заменить обычным накидным или рожковым ключом, либо же изготовить вороток самостоятельно, для этого в небольшой полоске, размером до 8 сантиметров делают отверстие диаметром на 2-3 миллиметра меньше, чем размер метчика. После этого при помощи надфиля из отверстия делают квадрат, который и будет удерживать резьбонарезное устройство.
Купить метчик по досутпной цене можно в каталоге сайта здесь https://krepeg24.ru/catalog/bury-sverla-rashodka/metchiki-plashk — или в магазинах Крепеж24 в Красноярске, Иркутске, Лесосибирске и Абакане.
Как нарезать резьбу?
В быту и на производстве часто возникает необходимость соединить детали при помощи свинчивания. Для этого необходимо нарезать резьбу на одной детали внешнюю, а на другой внутреннюю, подходящих диаметров. В этой статье вы узнаете, какие инструменты потребуются и как их выбирать.Метчик и плашка
Для нарезки внешней резьбы используют плашки с резьбой по внутренней поверхности. Для нарезки внутренней резьбы нужны метчики — специальные инструменты в виде стержня с выступающей резьбой на конце. Эти инструменты изготавливают из твердой стали, особенно хорошо себя зарекомендовали марки Р6М5 и Р18. Если у вас под рукой есть токарный станок, то гораздо удобней и быстрее использовать плашку и метчик машинный. Но и без станка можно нарезать качественную резьбу, используя универсальную плашку и метчик машинно-ручной. Найти эти инструменты наилучшего немецкого качества можно на сайте www.volkel. ru от торгового дома «Гефест».
ru от торгового дома «Гефест».
Подбираем диаметр
Подобрать нужный диаметр плашки для нарезки внешней резьбы легко — просто измерьте диаметр изделия штангенциркулем. А вот с нарезкой внутренней резьбы все немного по-другому. Отверстие, в котором необходимо нарезать резьбу должно быть меньше диаметра метчика на шаг резьбы. Если у вас уже есть отверстие, то подберите метчик, прибавив к диаметру отверстия шаг резьбы. Если отверстие необходимо высверлить, то подберите сверло меньше диаметра метчика. Кстати, для нарезки резьбы в сквозных и глухих отверстиях используют разные метчики.
В работе
Как правило, для нарезки внутренней резьбы используют не один метчик, а два или даже три. Первый называют черновым, а последний — чистовым. Если использовать метчик машинный, то станок сделает все за вас. Ручной или машинно-ручной метчик придется поворачивать своими силами, предмет необходимо жестко зафиксировать в тисках. После каждого полного оборота по часовой стрелке метчик нужно повернуть в обратном направлении на пол оборота для скалывания стружки. Если нарезка идет слишком туго, можно использовать смазку: для алюминия подойдет керосин, для меди используют скипидар, сталь режут при помощи эмульсии. Для бронзы и чугуна смазка не используется.
Если нарезка идет слишком туго, можно использовать смазку: для алюминия подойдет керосин, для меди используют скипидар, сталь режут при помощи эмульсии. Для бронзы и чугуна смазка не используется.
Как нарезать резьбу метчиком |Строительство и ремонт своими руками
Многим хоть раз, но приходилось сталкиваться с ситуацией, когда необходимо нарезать резьбу в какой -либо детали самостоятельно. Умение нарезать резьбу может понадобиться как в быту,так и на производстве. Как правильно нарезать резьбу, какой понадобится инструмент для этого и чем это сделать расскажем в данной статье.
Прежде всего резьба бывает внешняя и внутренняя. Для нарезания внешней резьбы потребуется плашка (иногда ее называют лерка) или клупп. Более подробно про то как нарезать внешнюю резьбу советуем почитать здесь. Цель же данной статьи ознакомить с нарезанием резьбы метчиком.
Внутреннюю резьбу нарезают при помощи метчиков. Как правило, комплект состоит из двух метчиков. Чтобы резьба получилась качественной, без разрывов и перекосов, сначала резьбу нарезают первым номером метчиком, который имеет острый заход и более тупые грани, затем резьбу проходят вторым номером метчиком (еще называют чистовым), который имеет более тупой заход и более острые режущие грани.
Чтобы резьба получилась качественной, без разрывов и перекосов, сначала резьбу нарезают первым номером метчиком, который имеет острый заход и более тупые грани, затем резьбу проходят вторым номером метчиком (еще называют чистовым), который имеет более тупой заход и более острые режущие грани.
Конечно же, резьбу можно нарезать сразу чистовым метчиком, но в этом случае потребуется большее усилие, из-за чего инструмент можно сломать, и к тому же он гораздо быстрее выйдет из строя.
Как нарезать резьбу метчиком.
Для того, чтобы нарезать внутреннюю резьбу в уже высверленном отверстии требуется знать его диаметр. Важно для того, чтобы правильно подобрать метчик. Диаметр сверла берется по таблице.
Измерить диаметр отверстия в котором требуется нарезать резьбу можно при помощи штангенциркуля.
Если требуется нарезать резьбу в глухом отверстии следует знать, что глубина глухого отверстия должна быть при этом больше на несколько миллиметров чем предполагаемая длина резьбы.
Перед тем как приступать к нарезанию резьбы смажьте метчик и отверстие машинным маслом. Выбрав необходимый метчик для отверстия закрепите его в метчикодержателе. После этого введите метчик в отверстие и начинайте осторожно вращать его по часовой стрелке. Потребуется определенное усилие прежде чем метчик начнет врезаться в заготовку. Не перекашивайте метчик, следите чтобы он ровно заходил в отверстие. Если почувствуете, что метчик стал труднее нарезать резьбу,то сделав полоборота, ¼ оборота проверните назад. Это необходимо, чтобы обломить стружку, тогда нарезание резьбы пойдет легче. Периодически повторяйте это действие.
Приложение больших сил при нарезании резьбы может привести к поломке метчика. Для того, чтобы извлечь обломок метчика выступающий из отверстия возьмите плоскогубцы, захватите его и выверните. В случае, если обломок метчика не выступает из отверстия, можно попробовать достать его опустив в отверстие гвозди или согнутую П-образную проволоку и вывернуть его, воспользуйтесь для этого теми же плоскогубцами. Если остатки метчика никак не вывернуть, тогда его разбивают пробойником. Если отсутствует полный комплект метчиков, тогда при наличии только одного чернового метчика пройдите несколько раз им резьбу, а затем обильно смазав болт с таким же шагом резьбы прогоните им резьбу. Данный способ эффективен при нарезании резьбы в заготовках из алюминия и латуни.
Если остатки метчика никак не вывернуть, тогда его разбивают пробойником. Если отсутствует полный комплект метчиков, тогда при наличии только одного чернового метчика пройдите несколько раз им резьбу, а затем обильно смазав болт с таким же шагом резьбы прогоните им резьбу. Данный способ эффективен при нарезании резьбы в заготовках из алюминия и латуни.
Если у вас отсутствует вороток для метчика, то можно воспользоваться гаечным ключом. Можно вороток для метчика сделать и самому. Понадобится металлическая полоска толщиной 5—8 мм. В середине высверливаем отверстие, которое должно быть меньше размера под метчик на 1—3 мм. Затем надфилем или небольшим квадратным напильником выпиливается в отверстии квадрат.
Надеемся, что статья про то как нарезать резьбу метчиком будет вам полезна!
Еще полезные статьи по теме:
Понравилась статья?!Поделись ею со своими друзьями:
Как восстановить резьбу на колесных шпильках видео — журнал За рулем
Кого из автовладельцев волнует, что колеса к ступицам автомобиля крепятся с помощью шпилек и гаек? Да мало кого — пока резьба на шпильках цела. Можно ли самому восстановить сорванную резьбу с помощью нужного девайса, проверили эксперты ЗР.
Можно ли самому восстановить сорванную резьбу с помощью нужного девайса, проверили эксперты ЗР.
Шпильки в колеса
Материалы по теме
Срыв резьбы на шпильках — один из самых распространенных «побочных эффектов» снятия и установки колесных дисков. Стоит чуть перестараться, и шпилька со стесанной или погнутой резьбой приходит в негодность, а владелец автомобиля пересаживается на метро, пока не устранит неисправность. Перемещаться на машине, колесо которой прикручено не на все шпильки, опасно — рано или поздно оно начнет болтаться. И тут вариантов развития событий масса, но все печальные.
Если сама шпилька цела — не обломилась, не треснула, — исправить ситуацию можно, самостоятельно восстановив резьбу. Для этого понадобится нехитрый набор инструментов.
Идеальный ход
На рынке можно найти простые комплекты для правки резьбы колесных шпилек. У нас оказался один из них. В наборе три наиболее ходовые плашки: диаметром 12 мм с шагом резьбы 1,25 мм, диаметром 12 и 14 мм с шагом 1,5 мм, а также оправка, куда эти плашки вставляются. Плашки разрезные, то есть состоят из двух половинок, которые удерживаются с помощью резинового колечка.
Плашки разрезные, то есть состоят из двух половинок, которые удерживаются с помощью резинового колечка.
Чтобы восстановить резьбу на шпильке, нужно надеть на нее плашку, совместив витки резьбы, и оправку, после чего с помощью ключа выкрутить плашку. Идея простая и грамотная. Осталось проверить, насколько она применима. Чтобы не рисковать рабочими шпильками, установленными на автомобиле, проведем работы на верстаке, зажимая поврежденные шпильки в тиски.
Тест. Дубль 1
Для начала возьмем шпильку диаметром 12 мм и шагом резьбы 1,25 мм. С ее резьбой все в порядке. Поэтому для начала повредим резьбу — замнем витки. Проверим, насколько серьезный ущерб удалось нанести. Попробуем накрутить на шпильку подходящую гайку. Мы старались не зря — гайка не накручивается. Снимаем ее и начинаем тестировать наш девайс.
Зажимаем тисками поврежденную шпильку и надеваем на нее нужную плашку. При этом половинки плашки должны располагаться так, чтобы маркировка на них была с одной стороны.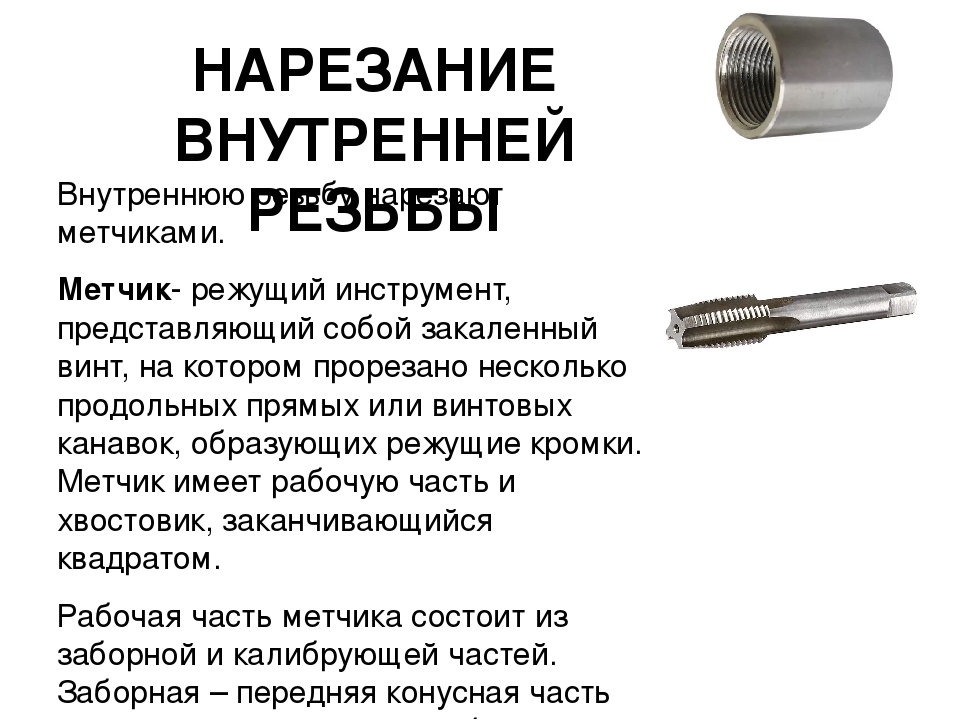 Совмещаем витки резьбы на шпильке и плашке и надеваем оправку. Следим, чтобы два штыря в оправке вошли в отверстия в половинках плашки.
Совмещаем витки резьбы на шпильке и плашке и надеваем оправку. Следим, чтобы два штыря в оправке вошли в отверстия в половинках плашки.
Начинаем крутить. По идее, нужен шестигранник, но мы крутим рукой, практически не прилагая усилий. Это очень подозрительно. Возникает небольшое сопротивление, но недостаточно сильное. Снимаем плашку — видно, что шпилька терлась о ее стенки, — и проверяем, наживится ли гайка. Гайка накручивается… и, дойдя до поврежденного участка, вновь встает! Вывод: эта плашка из комплекта нерабочая.
Тест. Дубль 2
Вторая шпилька, диаметром 12 мм с шагом резьбы 1,5 мм, уже повреждена и готова к эксперименту. Берем соответствующую плашку и устанавливаем на шпильку. Напомним, что маркировка на половинках должны быть направлены в одну сторону. Надеваем оправку. Ничего не получается. Плашка не входит в оправку!
Мы попытались установить причину фиаско и проверили шаг резьбы на плашке. Оказалось, он меньше, чем заявленные производителем 1,5 мм. Интересно, что при этом характеристики плашек диаметром 12 мм с шагом 1,25 мм и 14 мм с шагом 1,5 соответствуют действительности.
Интересно, что при этом характеристики плашек диаметром 12 мм с шагом 1,25 мм и 14 мм с шагом 1,5 соответствуют действительности.
***
Наш тест показал, что у создателей комплекта для правки резьбы была отличная идея, которую они не сумели грамотно воплотить. А это значит, что восстановить поврежденную резьбу на шпильке с помощью данного набора не получится. Отчаиваться не стоит: другие варианты есть. Можно нарезать новую резьбу с помощью отдельной — лучше цельной — плашки или, в конце концов, заменить шпильки (смекалка и молоток потяжелее в помощь!).
- Как избавиться от вибраций при движении, вызванных ненужным зазором между колесом и ступицей, смотрите тут.
- В каких случаях необходимо повторно отбалансировать колеса, читайте в этой публикации.
- Как разбортировать колесо, мы рассказывали в этом выпуске «Техсреды».
Все вопросы и предложения по серии выпусков «Техническая среда» присылайте на [email protected].
Другие выпуски «Технической среды» доступны в нашем спецпроекте, а также на нашем канале в YouTube.
Пока не отлетело колесо: две попытки восстановления резьбыКого из автовладельцев волнует, что колеса к ступицам автомобиля крепятся с помощью шпилек и гаек? Да мало кого — пока резьба на шпильках цела. Можно ли самому восстановить сорванную резьбу с помощью нужного девайса, проверили эксперты ЗР.
Пока не отлетело колесо: две попытки восстановления резьбыНарезать резьбу в г. Санкт-Петербург за 1000 рублей
У металлической трубы развалилась часть, на которой была нарезана резьба. Требуется выровнять край трубы, нарезать внешнюю резьбу, и подсоединенить гибкую подводку. Труба 1/2 дюйма
Когда: , 20:00
Адрес: проспект Ветеранов дом 135 корпус 3
Отзывы Рейтинг: 5 — 2 отзыва-
Александр С.
200
Более 200 выполненных заданий
Отзывы: 195 2 — ИсполнительОтзыв на задание «Нарезать резьбу»
все замечательно. задача выполнена. отличный заказчик. рекомендую. всегда рад буду помочь
Вежливость
Пунктуальность
Адекватность
-
Елена М.
Отзывы:
3
— Заказчик
Отзыв о выполнении задания «Нарезать резьбу»
Вежливый и приятный мастер
Качество
Вежливость
Стоимость услуг
 200
200Хотите найти лучшего мастера по ремонту?
Последние добавленные задания
-
Цена договорная
Сделать фото и видео состояния офиса
Созвониться с администратором, сделать видео и фото отчёт, отправить в what’s up помещение по указанному адресу с улицы и внутри здания
Антон улица Ленина, 158А, Ижевск
-
Цена договорная
Сделать фото и видео технического состояния офиса
Созвониться с администратором, сделать видео и фото отчёт, отправить в what’s up помещение по указанному адресу с улицы и внутри здания
Антон Советская улица, 100А, Ирбит
-
Цена договорная
Демонтаж межкомнатных дверей
Демонтаж 4 Дверей и двух проемов
Елена У.
Славянская улица, 51, Екатеринбург
-
Цена договорная
Требуются разнорабочие
Помощь в качестве подсобного рабочего на производстве. Количество разнорабочих: 2 человека. 2-4 раза в неделю. Мелкие слесарные работы сверлить отверстия, нарезать резьбу, отпилить, отрезать, отшлифовать…
Яна Е. Полевая улица, 5, Одинцово
-
Цена договорная
Сварка ворот
Нужно переварить навесы на гаражных воротах, поднять их вверх и подрезать низ, бюджет 6000р
Евгений Х.
улица Дунаевского, Новосибирск
 Славянская улица, 51, Екатеринбург
Славянская улица, 51, Екатеринбург
 улица Дунаевского, Новосибирск
улица Дунаевского, Новосибирск
Накатанная резьба против нарезанной резьбы
Введение
В этой статье мы обсудим различные производственные процессы, используемые для создания внешней резьбы.
Существует два метода изготовления внешней резьбы: накатка (деформационный процесс) и нарезание (вычитающий процесс).
Мы рассмотрим эти производственные процессы, а также их преимущества и недостатки.
Резьба накатная
Когда резьба создается накаткой, используется процесс холодной штамповки, при котором заготовка пропускается между закаленными стальными пластинами или круглыми штампами.
Эти штампы будут иметь либо шаг резьбы, либо стандартную канавку, обработанную на их лицевой поверхности, в зависимости от конкретного типа резьбонарезания и используемого процесса, и когда заготовка проходит по ним, большие силы, прикладываемые штампами к заготовке в формировании резьбы.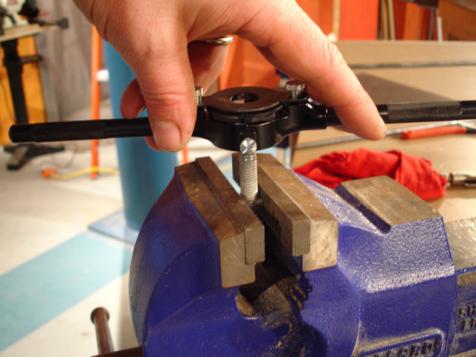
Зубчатые колеса и накатка могут быть выполнены так же, как накатанная резьба, просто с помощью различных штампов.
Из-за того, что заготовка находится под давлением, а прокатка является процессом холодной штамповки, зерна материала растекаются во многих направлениях, как показано на Рисунке 1, что приводит к улучшенным прочностным свойствам.
Рис. 1 — Пост-прокатка зернового потока — (Изображение любезно предоставлено Atlanta Rod and Manufacturing)
Накатка резьбы — очень популярный метод изготовления крепежных изделий, особенно при больших объемах производства.
В таких отраслях, как нефтегазовая, аэрокосмическая и транспортная, часто требуется использование накатанной резьбы для компонентов, важных для безопасности, по причинам, которые мы увидим далее в этой статье.
Типы накатки резьбы
Существует четыре типа методов накатки резьбы, которые используются либо на специализированном резьбонакатном станке, либо в качестве присоединяемого инструмента.
 Четыре метода и места их использования показаны в таблице ниже:
Четыре метода и места их использования показаны в таблице ниже:| Метод прокатки | Типичные области применения |
| 2 Цилиндрические матрицы | Используется на специализированных станках и инструментальной оснастке. |
| 3 Матрица Цилиндрическая | Используется на специализированных станках и инструментальной оснастке. |
| Плоская матрица | Используется на специализированных машинах. |
| Планетарная матрица | Используется на специализированных машинах. |
Резьбонакатный станок
Резьбонакатный станок с плоской матрицей
Резьбонакатный станок с плоской матрицей состоит из четырех основных частей. Это две плоские матрицы, одна фиксированная, а другая перемещаемая назад и вперед. обычно кривошипно-шатунным механизмом, токопроводящей шиной и толкателем.
Плоские матрицы имеют профиль резьбы, врезанный в них, и профиль резьбы наклонен в зависимости от шага резьбы, для создания которой они предназначены.
Токопроводящая шина удерживает заготовки, в которые должна быть намотана резьба, и обеспечивает их правильную ориентацию при подготовке к операции накатывания резьбы. Токопроводящая шина также расположена под наклоном, так что, когда заготовки входят в зацепление с шиной, сила тяжести притягивает их вниз к толкателю.
Токопроводящая шина может быть загружена вручную или автоматически через вторую токопроводящую шину, которая будет собирать сажи из бункера, обеспечивать правильную ориентацию и подавать их в токопроводящую шину фиксированного положения.
Как только заготовка достигает рычага толкателя, рычаг толкателя выталкивает заготовку в пустоту между неподвижной и подвижной плоскими штампами. По мере того, как движущаяся матрица движется вперед, в заготовке образуется резьба, которая вынуждена катиться во время процесса из-за сил трения.
Диаметр заготовки в сочетании с расстоянием между плоскими штампами определяет окончательный диаметр получаемой резьбы.
Видео ниже представляет собой отличный пример работы резьбонакатного станка с плоской матрицей:
2-х матричный цилиндрический резьбонакатный станок
Эти станки могут быть трех вариантов.Подача, подача и комбинированная подача / подача. Все варианты поставляются с рабочей подставкой, которая помогает расположить заготовку на правильной высоте между штампами.
Подающие машины состоят из двух параллельных матриц, которые вращаются с одинаковой скоростью и в одном направлении. Один штамп фиксируется, а другой перемещается в сторону. Эта матрица с боковым перемещением также является причиной того, что этот процесс иногда также называют погружной подачей.
Боковое перемещение можно отрегулировать, чтобы задать окончательный диаметр прокатываемой детали, а шаг резьбы врезан в матрицу, обеспечивая чрезвычайно точную резьбу.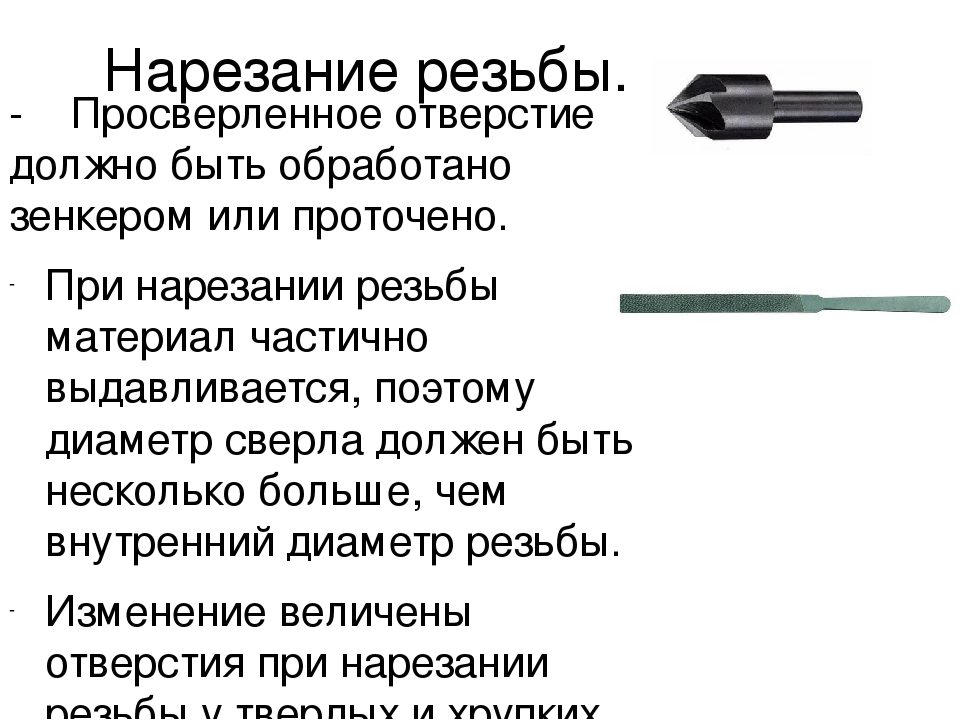 Как и в машине с плоской матрицей, в процессе прокатки для вращения заготовки используется трение.
Как и в машине с плоской матрицей, в процессе прокатки для вращения заготовки используется трение.
Поскольку длина наматываемой резьбы ограничена общей шириной используемых штампов, нарезка резьбы с подачей (врезанием) чаще всего используется для коротких резьбовых соединений и болтов.
Длина создаваемой резьбы должна быть короче рабочей поверхности матрицы. Чтобы убедиться, что используемая матрица имеет достаточную длину и остается достаточный зазор на каждом конце, следующий расчет можно использовать в качестве общего руководства.
Резьбонакатный штамп Рабочая поверхность = Общая длина резьбы + (2,5 x шаг резьбы)
Как и в процессе подачи, в процессе сквозной подачи используются параллельные штампы, которые вращаются с одинаковой скоростью и направлением. Однако, в отличие от подающих матриц, на подающих головках не врезан шаг резьбы. У них стандартный профиль паза.
Для достижения необходимого шага резьбы на заготовке угол оси плашки регулируется углом шага резьбы. Эта регулировка также приводит к осевому перемещению заготовки на расстояние в один шаг за оборот и устраняет необходимость в том, чтобы вторая матрица могла регулироваться в поперечном направлении.
Эта регулировка также приводит к осевому перемещению заготовки на расстояние в один шаг за оборот и устраняет необходимость в том, чтобы вторая матрица могла регулироваться в поперечном направлении.
Процесс сквозной подачи особенно подходит для длинных резьбовых участков, таких как шпильки и ходовые винты. Следует отметить, что для более крупных потоков может потребоваться более одного прохода для создания завершенной резьбы.
Комбинированная машина позволяет выполнять как подачу, так и подачу на одной машине.
Видео ниже представляет собой хороший пример комбинированного резьбонакатного станка с подачей и сквозной подачей:
Цилиндрический резьбонакатный станок с тремя матрицами
Как и в случае с цилиндрическими резьбонакатными станками с двумя матрицами, так и с резьбонакатным станком с тремя матрицами может быть в одном из трех вариантов, упомянутых в предыдущем разделе.
Две из трех матриц являются фиксированными, а третья может перемещаться либо в поперечном, либо в вертикальном направлении в зависимости от конкретной компоновки станка.Эта машина особенно полезна для деталей с длинной резьбой, таких как ходовые винты.
В приведенном ниже видео показано в действии 3 резьбонакатный станок:
Планетарный резьбонакатный станок
Планетарный резьбонакатный станок похож на резьбонакатный станок с плоской матрицей по принципу действия в котором заготовки подаются в штампы.
Обычно на этом станке используются две матрицы. Имеется круглая матрица, которая вращается, и фиксированная изогнутая матрица.Изогнутый штамп также иногда называют штампом изогнутого сегмента или просто сегментом. Некоторые машины могут иметь несколько сегментов, установленных на них вокруг круглой матрицы.
Очень высокая производительность достигается за счет планетарной накатки резьбы.
На видео ниже показан планетарный резьбонакатный станок в действии:
Приспособление для накатки резьбы
Другой вариант для создания накатной резьбы — использовать приспособление для накатки резьбы для станков с ЧПУ.Существует два типа резьбонакатных приспособлений: головки для накатывания тангенциальной резьбы и головки для накатывания осевой резьбы.
Тангенциальная накатка резьбы
Приспособление для накатки тангенциальной резьбы особенно полезно для нарезания резьбы за буртиком из-за того, что кольцо предотвращает попадание осевого резьбонарезного приспособления в место навинчивания.
Аналогично этому, когда накатанная резьба требуется рядом с буртиком, буртик может препятствовать созданию полной резьбы при использовании насадки для накатывания осевой резьбы. Как правило, накатка тангенциальной резьбы позволяет резьбе находиться в пределах 1x шага резьбы на поверхности заплечика.
Как правило, накатка тангенциальной резьбы позволяет резьбе находиться в пределах 1x шага резьбы на поверхности заплечика.
Приспособления для накатывания тангенциальной резьбы не подходят для длинной резьбы, так как длина резьбы, которая может быть создана, ограничена шириной установленных штампов.
Нарезание резьбы диаметром до 42 мм и длиной до 31 мм обычно можно получить с помощью приспособлений для накатывания тангенциальной резьбы.
Плашки имеют резьбу, которая должна быть обработана или зашлифована в них, поскольку плашки входят в зацепление с заготовкой в боковом направлении без осевого перемещения ни насадки, ни заготовки во время процесса.
Плашки перемещаются к заготовке с постоянной скоростью и постепенно создают резьбу по мере продвижения к центральной оси. Как только две матрицы выровняются с центральной осью заготовки, нарезание резьбы завершено.
Резьба на гидравлических фитингах часто создается на станках с ЧПУ с использованием приспособления для накатывания тангенциальной резьбы.
На видео ниже показана головка для накатывания тангенциальной резьбы, используемая для наложения накатанной резьбы на конец заготовки, а также на участок, который находится между двумя заплечиками.
Осевая накатка резьбы
В отличие от приспособления для накатывания тангенциальной резьбы, приспособление для накатывания осевой резьбы позволяет наматывать длинные резьбы, причем длина ограничивается самим станком с ЧПУ, а не приспособлением.
Возможна прокатка и большего диаметра, при этом имеются приспособления для накатывания осевой резьбы диаметром до 230 мм.
Так же, как специализированные резьбонакатные станки с двумя головками и тремя головками со сквозной подачей, три штампа в приспособлении для накатывания осевой резьбы устанавливаются под углом, причем угол, под которым они установлены, зависит от шага резьбы, которая катится.
Как и в случае станков со сквозной подачей, когда заготовка входит в контакт с матрицами, больше не требуется внешних сил для проталкивания заготовки через приспособление, поскольку результирующие силы создают осевое движение.
Плашки имеют коническую форму, поэтому резьба постепенно образуется по мере прохождения заготовки, что означает, что срок службы инструмента может быть увеличен.
Видео ниже очень информативно, поскольку в нем показано, как собирается головка для накатки осевой резьбы и как она работает.
Необходимые характеристики материала для накатки резьбы
Для обеспечения точной и высококачественной накатанной резьбы очень важно, чтобы материал, предназначенный для накатывания, подходил для этой цели.
В целом, чем тверже материал, тем труднее его раскатывать и тем больше отрицательный эффект будет иметь операция на срок службы штампов.

Проблемы также возникают при накатывании резьбы на полых профилях из-за действующих сил, часто приводящих к овалу заготовки.
В таблице ниже представлены основные факторы, определяющие пригодность материалов для прокатки, и приведены приблизительные цифры для каждого фактора. Если предполагаемый материал имеет характеристики, которые не соответствуют этим значениям, то нарезание резьбы или шлифование могут быть более подходящим процессом для использования.
| Соответствующие характеристики материала | |
| Минимальное удлинение | 12% |
| Максимальная твердость | 40 HRC |
| Максимальная прочность на растяжение | 1079 МПа |
Если материал предназначен считается подходящим для накатки резьбы, необходимо принять во внимание дополнительные соображения, поскольку наиболее подходящие материалы для накатывания не обязательно будут давать резьбу наивысшего качества в конце процесса по сравнению с материалами, которые могут быть труднее накатывать.
Также, как уже упоминалось выше, твердость материала влияет на срок службы штампа, поэтому это необходимо будет учитывать при принятии окончательного решения о том, является ли предполагаемый материал подходящим и лучшим материалом для использования, принимая во внимание назначение компонентов и предполагаемое использование. Иногда штампы имеют покрытие, такое как PVD или CVD, которое может повысить их долговечность.
Заготовки для накатки резьбы
Подготовка заготовок для нарезания резьбы так же важна, как и выбор материала, так как определяет окончательную точность и качество накатанной резьбы.Поскольку накатка резьбы приводит к смещению материала, диаметр заготовки меньше, чем конечный диаметр готовой накатанной резьбы.
Заготовки необходимо обработать или отшлифовать с жестким допуском примерно 0,0005 дюйма (0,0127 мм). Также рекомендуется иметь фаску 37 градусов на каждом конце секции, на которую будет нарезана резьба, чтобы снизить риск выкрашивания и также производят окончательную фаску примерно под 45 градусов после прокатки.
CJWinter предоставляет отличный онлайн-калькулятор для расчета диаметров заготовок.
Для дюймовых резьб у Thread Rolling Inc есть очень полезная справочная таблица для катания резьбы.
Решение, какой метод накатывания резьбы использовать
Как мы видели, рассматривая различные типы методов накатывания резьбы и их подпроцессы, существует несколько факторов, которые играют роль в определении пригодности того или иного метода. Это, но не ограничивается следующим:
Общая длина требуемой резьбы
Некоторые процессы накатывания резьбы ограничены длиной рабочей поверхности матрицы.
Диаметр резьбы
Как резьбонакатные станки, так и приспособления имеют максимальный диаметр резьбы, который они могут создать.
Расположение резьбы по отношению к другим элементам детали
Находится ли резьба рядом с буртиком? Или за плечом? Диаметр прокатываемого профиля меньше максимального диаметра детали?
Преимущества накатной резьбы:
- Более однородная обработка поверхности.
- Высокоскоростное производство в больших количествах.
- Повышенная прочность резьбы (без термообработки)
- Высокая точность.
- Повышенная устойчивость к повреждению резьбы.
- Меньший диаметр корпуса, что снижает общий вес.
- Это снижение веса повлияет на стоимость стали, систем покрытия, обработки поверхности и транспортировки.
- Без отходов.

Недостатки накатной резьбы:
- Высокая начальная стоимость роликов и оснастки. Для каждого типа резьбы требуется набор плашек.
- Не подходит для материалов с низкой пластичностью.
- Не подходит для изделий с полостями (например, труб и т. Д.) Из-за требуемых больших усилий.
- Ограничения размера резьбы.
Нарезанная резьба
Нарезанная резьба (также называемая обработанной резьбой или шлифованной резьбой) — это резьба, образованная путем отрезания материала от заготовки.
Это может быть достигнуто с помощью резьбонарезного штампа или одноточечного режущего инструмента, такого как токарный станок.
Поскольку этот метод нарезает резьбу в материале, зерно материала также разрезается / разрезается (как показано на Рисунке 2), это может повлиять на предел текучести материала, если только после нарезания не используется термообработка.
Рисунок 2 — Пост-нарезка потока зерна — (Изображение любезно предоставлено Atlanta Rod and Manufacturing)
Преимущества нарезанной резьбы
- Нарезанная резьба может соответствовать практически всем спецификациям, включая размеры большего диаметра
- Подходит для деталей с полостями, таких как трубы и т. д.
- Рентабельность для небольших объемов производства.
- Достигаемая высокая точность.
Недостатки нарезной резьбы
- Трудоемкость.
- Стружка, появившаяся в процессе обработки, может вызвать ослабление корня резьбы.
- Требуется термообработка для восстановления прочности на разрыв.
- В результате процесса образуются отходы.

Ссылки
[1] https://www.bhamfast.com/rolled-thread-vs-cut-thread-bolts/
[2] http: // www .tesker.com / thread-Rolling / types-thread-Rolling
[3] https://tesker.com/thread-rolling/inside-thread-rolling-process
[4] https: // www.atlrod.com/products/advantages-of-rolled-threads
[5] https://www.manufacturingguide.com/en/thread-rolling
[6] https://www.portlandbolt.com/technical/ faqs / свернутые-против-нарезанные-резьбовые-болты /
[7] https://link.springer.com/chapter/10.1007/3-540-33217-0_6
[8] https://mfgtechupdate.com / 2015/08 / thread-Rolling-on-cnc / #: ~: text = Существует три основных системы: осевая, тангенциальная и радиальная. & Text = Осевая система используется для изготовления резьбы неограниченной длины.
[9] https://www.wagnercarbidesaw.com/pdf/tangential.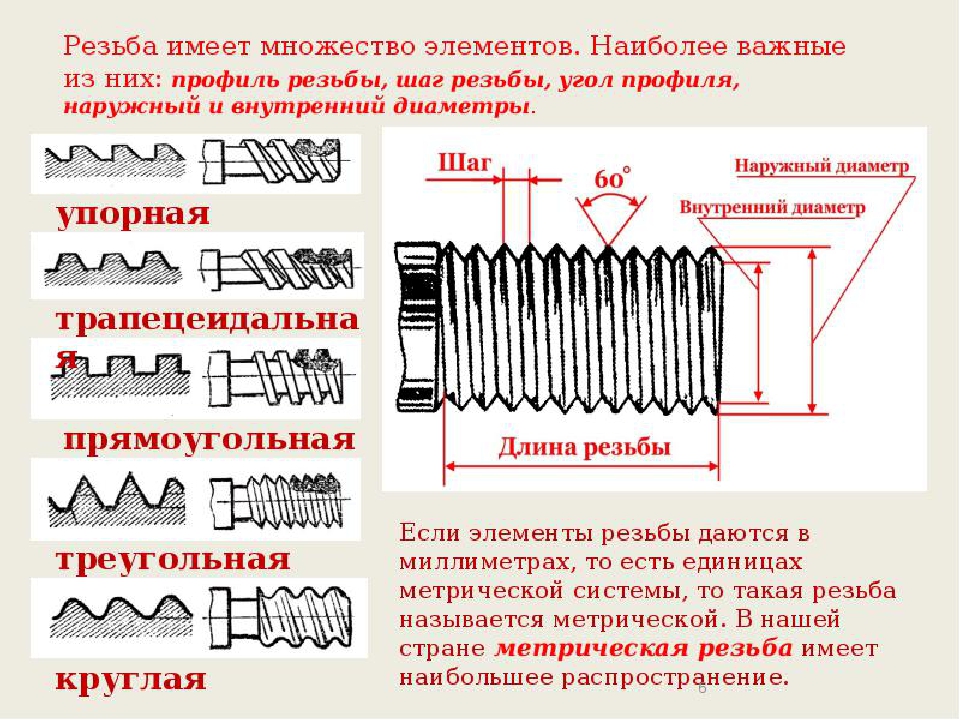 pdf
pdf
[10] https://www.boehlerit.com/fileadmin/user_upload/PDF/Thread_rolling_systems.pdf
[11] https : //eandjtooling.co.uk/products/tangential/
[12] https://www.cjwinter.com/blog/thread-rolling-fundamentals#:~:text= Другие материалы, например нержавеющая сталь, могут повредить нить закончить.
[13] https://www.threadtools.com/uploads/pdf/technical-specs/thread-rolling.pdf
[14] https://www.thomasnet.com/articles/custom-manufacturing-fabricating/about-thread-rolling-machines-materials-and- process /
Об авторе — Stuart Ferrier
Stuart Ferrier получил степень бакалавра машиностроения в Университете Напьера. Стюарт имеет почти 10-летний опыт работы в подводном инженерном проектировании и специализируется на оборудовании для транспортных средств с дистанционным управлением, в течение своей карьеры он работал в Fugro Subsea Ltd и Oceaneering International Inc.Он увлеченный инженер и стремится расширить свои инженерные знания и знания своих коллег, а также побудить людей из всех слоев общества участвовать во всех областях инженерии.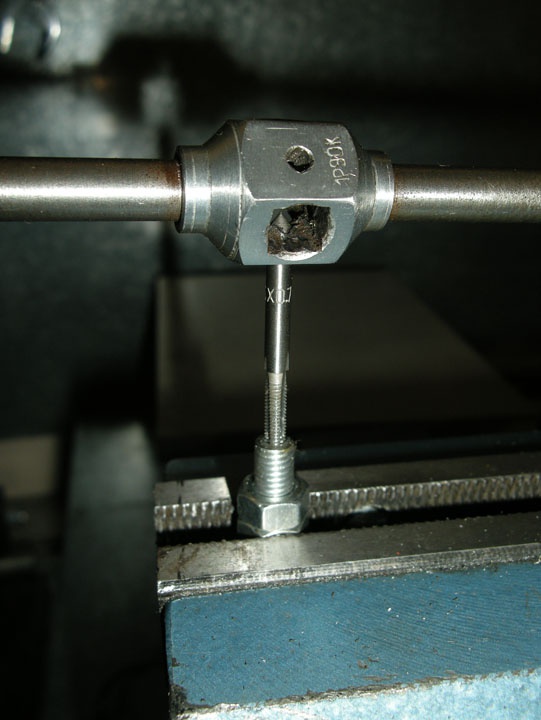
На технические советы и рекомендации, содержащиеся в этой статье, нельзя полагаться или действовать без проведения собственных дальнейших исследований. Информация, содержащаяся в этой статье, предназначена только для справки. Пожалуйста, проконсультируйтесь со специалистами отрасли и актуальными редакциями отраслевых стандартов.All About Precision не несет ответственности в связи с информацией в этой статье.
Мы не можем найти эту страницу
(* {{l10n_strings.REQUIRED_FIELD}})
{{l10n_strings.CREATE_NEW_COLLECTION}} *
{{l10n_strings.ADD_COLLECTION_DESCRIPTION}}
{{l10n_strings.COLLECTION_DESCRIPTION}} {{добавить в коллекцию.description.length}} / 500 {{l10n_strings.TAGS}} {{$ item}} {{l10n_strings.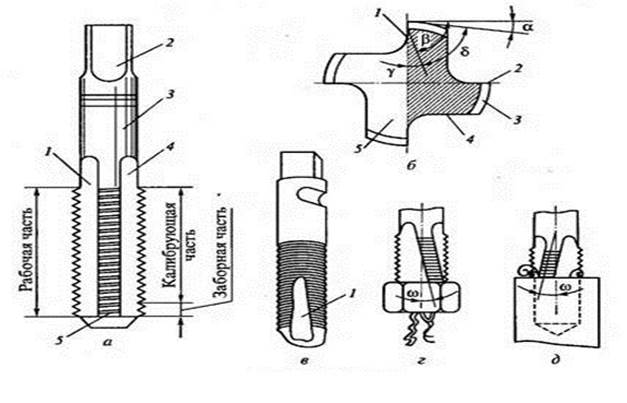 PRODUCTS}}
{{l10n_strings.DRAG_TEXT}}
PRODUCTS}}
{{l10n_strings.DRAG_TEXT}}{{l10n_strings.DRAG_TEXT_HELP}}
{{l10n_strings.LANGUAGE}} {{$ select.selected.display}}{{article.content_lang.display}}
{{l10n_strings.АВТОР}} {{l10n_strings. AUTHOR_TOOLTIP_TEXT}}
AUTHOR_TOOLTIP_TEXT}}
Наружная резьба SOLIDWORKS: Инструмент для резьбы SOLIDWORKS
Давайте посмотрим на внешнюю резьбу SOLIDWORKS. В этом руководстве вы узнаете, как создать внешнюю резьбу в SOLIDWORKS с помощью инструмента «Резьба».
Наружная резьба SOLIDWORKS перед резьбовым инструментом
Впервые я начал использовать SOLIDWORKS еще будучи студентом в 2006 году, и одной из вещей, для изучения которой потребовалось довольно много повторений, было создание элементов внешней резьбы SOLIDWORKS вручную. Старый процесс включал создание эскиза круга и его использование для создания спирали (с правильным шагом и другими параметрами!), Затем расчет и создание эскиза подходящего профиля резьбы и его протягивание вдоль спирали для создания либо вытянутой, либо обрезной резьбы.
Старый процесс включал создание эскиза круга и его использование для создания спирали (с правильным шагом и другими параметрами!), Затем расчет и создание эскиза подходящего профиля резьбы и его протягивание вдоль спирали для создания либо вытянутой, либо обрезной резьбы.
К счастью, этот процесс был значительно упрощен благодаря введению элемента резьбы в SOLIDWORKS 2016. Это устранило многие подводные камни ручного моделирования потоков и сделало весь процесс намного быстрее и проще для изменения .
Использование резьбового инструмента
Чтобы использовать инструмент для резьбы, сначала необходима модель с цилиндрическим сечением (например, круглая бобышка). Инструмент для резьбы затем можно найти под инструментом Hole Wizard на вкладке «Элементы» в диспетчере команд или в меню «Вставка»> «Элементы»> «Резьба».
Начните с детали с круглым элементом После выбора инструмента «Резьба» необходимо указать положение резьбы, выбрав круговую кромку. Затем следует задать спецификацию резьбы.
Затем следует задать спецификацию резьбы.
Для внешней резьбы SOLIDWORKS можно использовать такие параметры, как Метрическая или Дюймовая матрица, тогда как такие параметры, как Метрическая или Дюймовая резьба, лучше всего подходят для резьбовых отверстий. Существует огромный выбор стандартных размеров резьбы, а диаметр и шаг также можно изменить вручную.
Выберите круговую кромку для резьбы и установите размер и длину.Как обычно, в SOLIDWORKS есть много дополнительных параметров, позволяющих полностью настроить элемент: начало резьбы можно легко смещать, начальный угол полностью регулируется, направление резьбы можно можно настроить (больше не будет случайного создания деталей с обратной резьбой!) и можно создать несколько пусков.
Также можно указать точную длину резьбы с помощью ряда опций, таких как общая длина заглушки, количество оборотов резьбы и использование конечных условий до выбора.
При необходимости установите любые дополнительные подпараметры.
Наконец, также можно создавать полностью настраиваемые профили резьбы, которые затем можно использовать с Thread Tool для создания настраиваемых резьб.
Наконечники резьбового инструмента
Хотя он существует уже несколько лет, я иногда встречаю пользователей, которые все еще моделируют потоки вручную.Оба варианта будут работать, и оба должны дать одинаковый конечный результат, но Thread Tool — отличная экономия времени, которая действительно упрощает весь процесс создания и настройки потоков.
- Начните с модели с круглым элементом
- Выберите инструмент «Резьба», затем выберите круглую кромку
- Инструмент можно использовать для внешней резьбы SOLIDWORKS или для внутренних отверстий
- Укажите тип и размер резьбы
- Установите длину резьбы
- Установите дополнительные параметры, если необходимо
Удачного моделирования и рендеринга!
Также читайте:
Об авторе: Это гостевое сообщение Джонно Эллисона, инженера-конструктора с более чем пятнадцатилетним опытом работы, специализирующегося на 3D-моделировании SolidWorks в САПР. Джоно является автором следующих онлайн-курсов SolidWorks:
Джоно является автором следующих онлайн-курсов SolidWorks:
Master Solidworks 2021 — 3D CAD на реальных примерах
Master Solidworks 2019 — 3D CAD на реальных примерах
Master Solidworks 2018 — 3D CAD на реальных примерах
»Обзор внешней резьбы
Portland Bolt формирует резьбу двумя способами: нарезанием резьбы и нарезанием рулона. Нарезание резьбы — это процесс удаления стали для формирования резьбы. Используемый нами метод нарезания резьбы начинается со стали с уменьшенным центральным диаметром корпуса.Чтобы сделать однодюймовый болт, мы использовали бы круглый стержень 0,912 дюйма. Эта сталь помещается между двумя матрицами, и сталь экструдируется для образования резьбы.
Несмотря на то, что готовые потоки из любого метода работают одинаково, неподготовленному глазу будет трудно визуально отличить различия. Нарезанная резьба формируется в соответствии со стандартами UN (Unified National), а накатанная резьба — в соответствии со стандартами UNR (Unified National Radius). Согласно выдержке IFI (2003, A-33) ASME B1.1 2002, «… разница между резьбой UN и UNR в дополнение к обозначению заключается в том, что для резьбы UN указывается плоский или необязательный закругленный контур корня, в то время как только Для резьбы UNR задан закругленный контур корня.В большинстве случаев нарезанная резьба будет иметь плоский гребень резьбы (верхняя часть), а накатанная резьба будет иметь закругленный гребень. Типовые строительные крепежи предназначены для крупной резьбы (UNC / UNRC).
Согласно выдержке IFI (2003, A-33) ASME B1.1 2002, «… разница между резьбой UN и UNR в дополнение к обозначению заключается в том, что для резьбы UN указывается плоский или необязательный закругленный контур корня, в то время как только Для резьбы UNR задан закругленный контур корня.В большинстве случаев нарезанная резьба будет иметь плоский гребень резьбы (верхняя часть), а накатанная резьба будет иметь закругленный гребень. Типовые строительные крепежи предназначены для крупной резьбы (UNC / UNRC).
Терминология резьбы
Согласно IFI (2003, A-33) диаметр шага — это «диаметр теоретического цилиндра, который проходит через резьбу в таком положении, что ширина гребней резьбы и канавок равны. . На идеальной резьбе каждая эта ширина будет равна половине шага резьбы.”
Шаг резьбы — это расстояние, измеренное параллельно его оси, между соответствующими точками на смежных поверхностях в одной и той же осевой плоскости. Для унифицированной резьбы шаг резьбы является обратной величиной резьбы на дюйм (TPI).
Для унифицированной резьбы шаг резьбы является обратной величиной резьбы на дюйм (TPI).
Главный диаметр резьбы — это расстояние до вершины внешней резьбы.
Малый диаметр (диаметр основания) — это диаметр цилиндра, который касается только основания внешней резьбы.
Вершина резьбы — это верхняя часть резьбы.
Корень — это самая нижняя канавка между двумя боковыми сторонами резьбы.
Боковые стороны резьбы — это стороны, которые соединяют вершину и основание.
Угол резьбы — это угол между боковыми поверхностями, измеренный в осевом плоском сечении.
Биение резьбы описывает конец резьбовой части, который не обрезан или прокатан на всю глубину, и обеспечивает переход к стержню болта.
Это только базовая сводка основных характеристик внешней резьбы. Для более подробного объяснения см. ASME B1.1 или -дюймовые стандарты на крепежные детали от IFI (Винтовые резьбы, 2003, раздел A) для подробного описания резьбовых механических креплений.
04.03.2020
https: // www.portlandbolt.com/about/team/greg-lindsay/ Грег Линдсей Телефон: 800.599.0565
Электронная почта: greg@portlandbolt.com
— нарезание резьбы глубже в металле. Винты
— нарезание более глубокой резьбы в металле. — Обмен стеками товаров для домаСеть обмена стеков
Сеть Stack Exchange состоит из 177 сообществ вопросов и ответов, включая Stack Overflow, крупнейшее и пользующееся наибольшим доверием онлайн-сообщество, где разработчики могут учиться, делиться своими знаниями и строить свою карьеру.
- 0
- +0
- Авторизоваться Зарегистрироваться
Home Improvement Stack Exchange — это сайт вопросов и ответов для подрядчиков и серьезных домашних мастеров.Регистрация займет всего минуту.
Зарегистрируйтесь, чтобы присоединиться к этому сообществуКто угодно может задать вопрос
Кто угодно может ответить
Лучшие ответы голосуются и поднимаются наверх
Спросил
Просмотрено 475 раз
Я пытаюсь собрать подставку под телевизор с 3 ножками, 2 из которых поддерживаются металлическими стержнями диаметром 18 дюймов в пластиковых трубках, ввинченными в основание. Глубина отверстия в одном из них слишком мала, поэтому шток легко ослабить, что делает его бесполезным. Как увеличить глубину резьбы в этом (алюминиевом) отверстии? или увеличить жесткость стержня?
Глубина отверстия в одном из них слишком мала, поэтому шток легко ослабить, что делает его бесполезным. Как увеличить глубину резьбы в этом (алюминиевом) отверстии? или увеличить жесткость стержня?
Создан 08 ноя.
4Если отверстие есть, но без резьбы, можно нарезать резьбу метчиком на большую глубину.Вы должны быть уверены в размере, который легче измерить по внешней резьбе ответной части. Однако часто отверстие оказывается слишком свободным.