Нарезка резьбы метчиком/леркой | Уплотнение соединений
Здравствуйте, уважаемые читатели и посетители блога. Напомню, в прошлой статье мы обсуждали роль стандартного листа гипсокартона в строительстве. А сегодня я хочу с вами рассмотреть, как нарезать резьбу на заготовку. Думаете, что это не в тему? Зря. И однажды вы в этом убедитесь. Ну, не будем отвлекаться. Приступим.
Подготовка материалов и инструментов
По характеру расположения резьбы на заготовке она может быть как внутренней, так и внешней.
Приспособления и инструменты, применяемые для произведения внешней и внутренней резьбы, различаются между собой.
Для выполнения внутренней резьбы применяются специальные метчики. Они, как правило, реализуются в наборах, каждый метчик имеет два варианта (черновой и чистовой). Отдельные виды метчиков могут иметь и три (черновой, посредственный и чистовой).
Для верчения метчика в момент нарезания резьбы применяются воротки.
Простейшим считается окончатый вороток – металлическая плашка имеющая несколько окон под хвостовик метчика разных размеров.
Разъемный вороток более удобен, так как имеет две расходящиеся части и может ухватывать хвостовики метчиков довольно разных размеров.
Внимание: Поменяв рабочие стороны щечек воротка, мы можем получить окно для меньшего или большего диаметра метчика.
Воротки с цанговым патроном (идут в комплекте со съемным рычагом) предназначены на скромный диапазон диаметров метчиков. Его преимущество в том, что он может позволить нарезать резьбу в отверстиях и углублениях, неприступных для обычных воротков.
На строительных рынках можно встретить и комбинированные метчики для нарезки, уже с воротком. Однако они имеют малый спрос, так как работать с ними не совсем удобно.
Для произведения внешней резьбы применяются так называемые плашки для нарезания резьбы. Они могут быть круглыми (лерки) и раздвижными (призматические плашки).
Лерки, или круглые плашки, бывают разрезными и цельными. Шаблонные диаметры круглых плашек для наружного нарезания резьбы от 1/8 до 2 дюймов, или от 1 до 26 мм.
При нарезании внешней резьбы, и раздвижные плашки, и лерки устанавливаются в специальный вороток (плашкодержатель). Для этого предварительно нужно выкрутить фиксирующие винты из воротка. Установить плашку в вороток и зафиксировать ее винтами.
Помещая плашку в вороток, убедитесь, что она ровно расположилась в пазах: плоскость плашки должна находиться параллельно плоскости воротка плашкодержателя. Во время фиксации плашки для нарезания резьбы, винты должны заходить в выемки, расположенные на корпусе.
Подготовка заготовки

Внимание: Чтобы возобновить сорванную резьбу, нужно учитывать, что будущая резьба будет больше прежней на 1 мм.
Заготовку с высверленным отверстием зажмите в тисках. Пройдите сначала черновым метчиком (в некоторых случаях следует несколько раз пройти черновым метчиком), затем чистовым.
Перед началом нарезки внешней резьбы, закрепите заготовку в обычных тисках и при помощи напильника снимите с краев заготовки, где будет выполняться резьба, небольшую фаску.
Нарезание внутренней резьбы
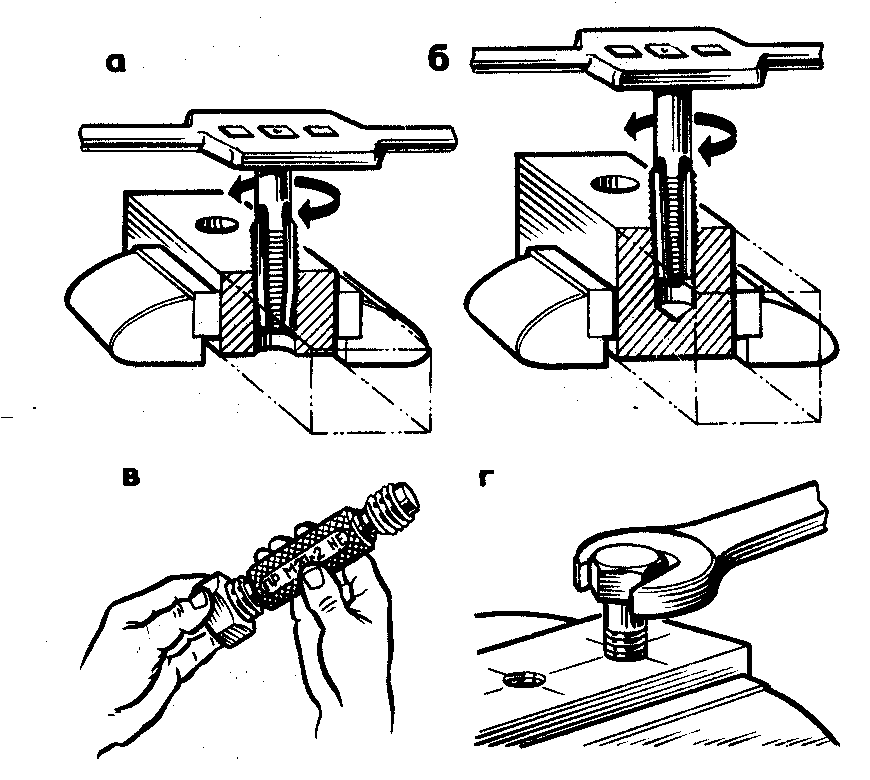
Черновой метчик нужного диаметра установите в вороток и приступите к нарезке. В процессе, обратите внимание на расположение: метчик должен находиться строго перпендикулярно плоскости заготовки.
Сделав несколько оборотов, вернитесь и извлеките металлические стружки и опилки из отверстия. Такие действия следует повторять несколько раз, не прибегая к большим усилиям. Метчик для резьбы довольно хрупкий и при больших усилиях может сломаться и остаться внутри.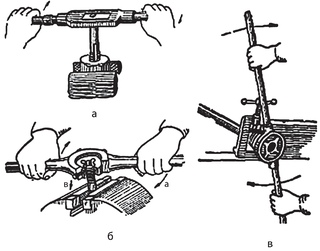 Чтобы его извлечь потребуется немало усилий. Но даже если вы его извлечете, резьба будет испорчена – заготовка на выброс.
Чтобы его извлечь потребуется немало усилий. Но даже если вы его извлечете, резьба будет испорчена – заготовка на выброс.
После прохождения черновым метчиком для резьбы его следует сменить на посредственный или чистовой, повторяя все выше перечисленные операции в той же последовательности.
Чтобы облегчить процесс нарезания, предполагаемое место резьбы следует смазать обычным машинным маслом либо специальным средством «жидкий ключ».
Нарезание внешней резьбы
На торец заготовки со снятой предварительно фаской помещаем плашку. Затем начинаем выполнять несколько оборотов воротком. Плашка с воротком должны вращаться четко по горизонтали, без перекосов.
При больших диаметрах (как например на трубах водопровода), потребуется немалая физическая сила. Движения, так же как и при внутреннем нарезании резьбы, следует проводить: 2-3 оборота вперед, 1-2 назад. Это позволит облегчить процесс нарезания резьбы, а заодно очистит плашку и резьбу от металлических стружек и опилок.
Качественно нарезанная резьба не должна содержать разрывов в нитке резьбы. Нарезание её должно протекать без затруднений вращения и заеданий плашки.
Уплотнение резьбовых соединений
Добиться оптимального уплотнения резьбовых соединений (водопроводных и других видов труб) можно при помощи специальной ленты ФУМ либо пакли.
В наше время чаще всего, для качественного уплотнения резьбовых соединений применяется лента ФУМ. Это обычная полоска фторопласта, которая в несколько слоев, плотно наматывается на резьбу. Из-за своей малой толщины она ровно ложиться на резьбу и надежно уплотняет резьбовые соединения. Кроме этого, лента ФУМ наиболее устойчива к влиянию жидкостей практически любой температуры.
Ленту ФУМ можно применять и при уплотнении резьбовых соединений на газопроводах. Она, в отличие от пакли, не оставляет после себя отхода.
Пакля – проверенный многими годами надежный материал, который надолго обеспечивает герметичность уплотнения резьбовых соединений.
На этом я закончу статью о нарезке резьба. Считаю обязательным также, знание техники безопасности при работе с металлом, поэтому следующую статью посвящаю этой теме. Всем удачи и благ.
Как нарезать резьбу на трубе
При исполнении разнообразных ремонтных работ, которые связаны с восстановлением элементов водопровода, заменой сантехнических устройств, отопительных регистров и другого, приходится применять части металлических трубопроводов с резьбовыми участками. В данной статье мы поведаем, как нарезать резьбу на трубе самостоятельно. В случае если знать особенности нарезания и запастись соответствующим инструментом, то эта задача будет вами выполнена как следует и относительно быстро.
Особенности трубной резки
с покон веков для нарезания резьбы на трубчатых элементах употребляется не метрическая, а так называемая дюймовая резьба, которая отличается от простой другим углом профиля резьбы (55? против 60? у метрической). Помимо этого, дюймовая резьба имеет меньшее значение шага, что разъясняется малом толщиной стены трубы.
Помимо этого, дюймовая резьба имеет меньшее значение шага, что разъясняется малом толщиной стены трубы.
Небольшой ход свидетельствует, что на одной и той же длине резьбовой части витков резьбы окажется больше. Соответственно, возрастает и надежность соединения.
Резьба не редкость правой и левой. У правой резьбы витки, при рассматривании с торцевой части изделия, уходят вправо, а соответственно, у левой – влево. Существенно чаще используется правая резьба.
Выяснить, какая резьба на одном из резьбовых участков весьма легко: в случае если при наворачивании стыкуемого элемента, он проворачивается по часовой стрелке – значит, резьба правая.
На водопроводной трубе направление витков значения не имеет, потому, что изделия по окончании соединения не вращаются, а остаются неподвижными. Не считая трубной резьбы в соединениях применяют кроме этого и крепежную резьбу, у которой ход – более большой. Она выполняется на отверстиях и метизах под них.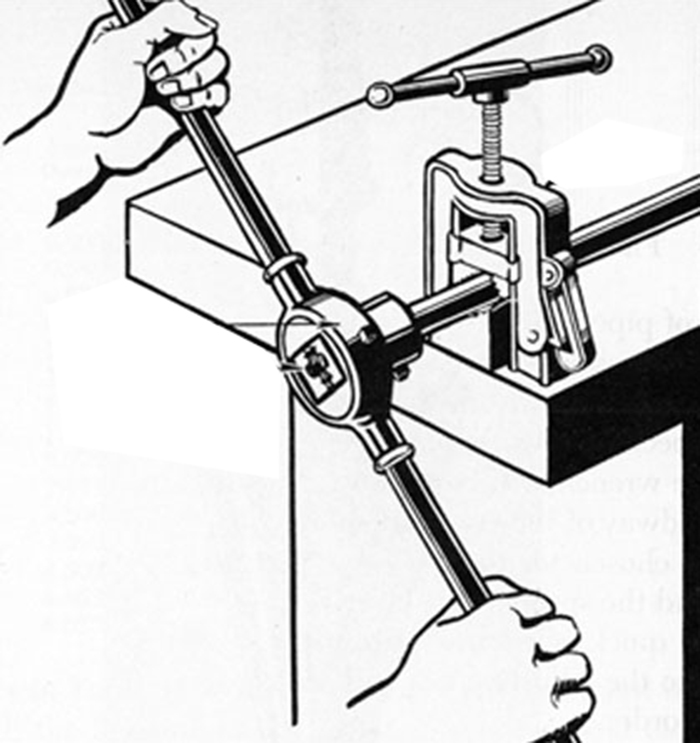
Методы нарезки резьбы на трубах
Резьбу на водопроводных трубах возможно нарезать своими руками при помощи двух инструментов – плашки (ее еще именуют лерка) и клуппа. В чем отличие между ними?
Плашка представляет собой ручной резьбонарезной инструмент, внешняя сторона которого имеет посадочное место под корпус в виде двух противоположно расположенных пазов. А внутренняя сторона является пластиной с канавками и резьбовым отверстием для отвода стружки, воспроизводящие шаг и диаметр требующейся резьбы. На конце резьбового профиля имеются так именуемые участки сбега. Они делают двойную функцию: снабжают легкость при центровке участков двух труб перед их соединением и улучшают выход стружки, образующейся при нарезании резьбы. На торцовой поверхности плашки наносится обозначение диаметра резьбы. Для нарезания плашку вставляют в корпус-вороток, снабжаемый съемными ручками для проворота плашки, и закрепляют винтами.
Как верно нарезать резьбу плашкой? Лучше, в случае если нарезаемая труба будет надежно и ровно закреплена в слесарных тисках. Мельчайший перекос приведет к тому, что резьба будет нарезана с уклоном. Это приведет к прослаблению стены трубы и перекосу всего соединяемого участка водопроводной либо сантехнической системы.
Мельчайший перекос приведет к тому, что резьба будет нарезана с уклоном. Это приведет к прослаблению стены трубы и перекосу всего соединяемого участка водопроводной либо сантехнической системы.
Дабы обеспечить надежное направление направляться совершить маленькую доработку плашки. Для этого к одному из торцов плашки приваривают направляющую втулку, которая обязана с маленьким зазором (не более 0,2–0,4 мм) входить в трубу, где нарезается резьба. Протяженность направляющей втулки должна быть как минимум несколько диаметров нарезаемой резьбы.
Клупп – более опытный резьбонарезной инструмент (в продаже в большинстве случаев не редкость комплект из нескольких клуппов разного диаметра). Принципиальное отличие клуппа содержится в том, что его плашки раздвижные и складываются из четырех половинок, исходя из этого смогут настраиваться на нарезку резьбы различного диаметра, но одного шага. При насаживании клуппа на участок трубы плашки подводятся к поверхности и закрепляются в нужном положении. Регулировка относительного размещения разъемных плашек клуппа производится перемещением его замысел-шайбы.
Регулировка относительного размещения разъемных плашек клуппа производится перемещением его замысел-шайбы.
Резьбовой клупп уже имеет в своей конструкции направляющий элемент, исходя из этого перекоса нарезаемой резьбы при его применении не будет.
Более практичной разновидностью клуппов считается трещоточный, в конструкции которого предусмотрен храповой механизм. Нарезка резьбы производится не вращательными, а качательными перемещениями рукояток с одновременной подачей плашки. Клупп незаменим, в случае если требуется нарезать резьбу на трубе, не снимая ее с участка трубопровода.
Разработка нарезания
Последовательность нарезки резьбы на трубе складывается из следующих этапов:
- Очищают нужный участок трубы от ржавчины, прочих неровностей и натёков краски внешнего диаметра трубы.
- Обильно смазывают необходимый участок трубы машинным маслом либо сульфофрезолом, благодаря чему нагрузка на рукоятку при нарезке будет намного меньше.
 То же возможно выполнить и в отношении плашки/плашек.
То же возможно выполнить и в отношении плашки/плашек. - Надежно закрепляют трубу в тисках. Наряду с этим выступающий под нарезку торец трубы не должен быть более 5–8 ее диаметров, в другом случае точность нарезки не гарантируется. Плашки с направляющей втулкой либо клуппы таких ограничений не требуют.
- Подготавливают трубу к нарезке, для чего напильником приобретают на торце заходный конус высотой не меньше половины высоты плашки. На этом месте образуется сбегающий участок резьбы, в случае если это критично, то его после этого возможно удалить ножовкой по металлу.
- Насаживают плашку либо клупп, и, энергично вращая вороток, приобретают нужный резьбовой участок. направляться не забывать, что протяженность нарезанного участка резьбы должна быть на пара витков больше требуемой. Для верности возможно прогнать плашку по нарезанному участку пара раз.
 То же возможно выполнить и в отношении плашки/плашек.
То же возможно выполнить и в отношении плашки/плашек.Итак, если вы станете направляться предложенным в статье рекомендациям и инструкциям, то сможете быстро и как следует нарезать резьбу на трубе. У вас появились вопросы по теме? Тогда задавайте вопросы, написав комментарий к статье.
У вас появились вопросы по теме? Тогда задавайте вопросы, написав комментарий к статье.
Видео
Возможно, вы предпочитаете один раз заметить, чем неоднократно прочесть разработку нарезки трубы? Тогда вам особенно будет нужным данный материал:
Авторская статья «Ремонт резьбы» на сайте инженерной-технологической компании Механика
Разнообразие материалов и методовЧасто при ремонте двигателя механику приходится «сражаться» с непокорным крепежом – когда гайка или болт не «желают» отворачиваться. И если с непокорной гайкой справится несложно, то восстановление поврежденной резьбы в отверстии – не всегда простая задача.
Тем не менее, подобные резьбы тоже ремонтируются. Самый простой случай – когда в резьбовом отверстии слегка замята пара ниток резьбы. Тут можно прогнать резьбу метчиком, который восстанавливает резьбу, почти не снимая металла. Если же резьба повреждена сильно (сорвана), то ее обычно ремонтируют с помощью резьбовой вставки, иначе называемой футоркой.
|
|
|
Рис. 1 |
Установка подобной вставки требует рассверливания отверстия до увеличенного диаметра, нарезки новой резьбы, которая нужна для внешней резьбы футорки, и ее последующей установки.
|
|
|
Рис. 2 |
В ассортименте многих поставщиков есть множество вариантов подобных ремонтных вставок. Однако наибольшее распространение получили так называемые «пружинки» — то есть, напоминающие маленькие спиральные пружины. Обычно их изготавливают из «граненой» стальной проволоки, свернутой в спираль и образующей резьбу требуемого профиля и шага. Причем можно приобрести и комплекты, в которых есть все необходимое для установки «пружинок» (сверла, метчики и оправки), и сами «пружинки» по отдельности. В комплекте обычно есть еще и инструкция, где сказано, какого диаметра отверстие нужно засверлить – для установки вставки нужного размера.
|
|
|
Рис. 3 |
В принципе, установка «пружинки» происходит следующим образом: засверлите поврежденное отверстие до подходящего размера, нарежьте резьбу в этом отверстии с помощью специального метчика из комплекта, а затем вверните «пружинку», которая имеет небольшой хвостовик в нижней части, «цепляющийся» за оправку. Когда вставка будет завернута в отверстие, обратите внимание на ее заглубление: верх «пружинки» должен быть на 1-2 витка резьбы ниже плоскости детали. После установки на нужную глубину, хвостовик на «пружинке» нужно удалить. Для этого он снабжен специальной насечкой. Один быстрый удар зубилом по хвостовику легко ломает его. Также для этой цели можно использовать «длинноносые» плоскогубцы, сворачивая хвостовик по насечке. Если отверстие сквозное и деталь демонтирована с двигателя, отломленный хвостовик выпадет наружу. Если же ремонтируемая деталь под капотом, то вам нужно действовать аккуратно, что хвостовик не попал внутрь двигателя и т. д. В этом случае лучше всего использовать «длинноносые» плоскогубцы или лучше ручные тиски с узкими губками, чтобы надежно удержать хвостовик.
Для этого он снабжен специальной насечкой. Один быстрый удар зубилом по хвостовику легко ломает его. Также для этой цели можно использовать «длинноносые» плоскогубцы, сворачивая хвостовик по насечке. Если отверстие сквозное и деталь демонтирована с двигателя, отломленный хвостовик выпадет наружу. Если же ремонтируемая деталь под капотом, то вам нужно действовать аккуратно, что хвостовик не попал внутрь двигателя и т. д. В этом случае лучше всего использовать «длинноносые» плоскогубцы или лучше ручные тиски с узкими губками, чтобы надежно удержать хвостовик.
|
|
|
Рис. 4 |
Подобная «пружинка» из нержавеющей стали, в случае с алюминиевой ремонтируемой деталью, делает внутреннюю резьбу гораздо прочнее, чем исходная. А благодаря специальному профилю наружной резьбы, она плотно и без зазоров стыкуется с материалом детали. Иными словами, ее невозможно ослабить и вынуть.
А благодаря специальному профилю наружной резьбы, она плотно и без зазоров стыкуется с материалом детали. Иными словами, ее невозможно ослабить и вынуть.
|
|
|
Рис. 5 |
Другой вариант резьбовых вставок – втулки-футорки из нержавеющей или обычной стали, которые фиксируются на посадочном месте стопорными штифтами. Они, эти штифты, предотвращают ослабление или проворачивание футорок. Футорки могут быть любого размера, как дюймового, так и метрического.
|
|
|
Рис. 6 |
 Как только «пружинка» начинает заворачиваться в отверстие, она слегка расширяется. Поэтому вы не сможете вынуть ее без проблем (если вдруг передумаете), так как конструкция обеспечивает сильное удержание. Единственный надежный способ вытащить «пружинку» – захватить ее плоскогубцами и выдернуть. Это неминуемо разрушит вставку и, возможно, приведет к повреждению резьбы, которую вы недавно нарезали. Поэтому убедитесь, что у вас все под рукой и все готово для ремонта, прежде чем начать вворачивать «пружинку» .
Как только «пружинка» начинает заворачиваться в отверстие, она слегка расширяется. Поэтому вы не сможете вынуть ее без проблем (если вдруг передумаете), так как конструкция обеспечивает сильное удержание. Единственный надежный способ вытащить «пружинку» – захватить ее плоскогубцами и выдернуть. Это неминуемо разрушит вставку и, возможно, приведет к повреждению резьбы, которую вы недавно нарезали. Поэтому убедитесь, что у вас все под рукой и все готово для ремонта, прежде чем начать вворачивать «пружинку» .
Лучший способ «отремонтировать» поврежденный болт или шпильку – это просто заменить его. Если же вам нужно отремонтировать наружную резьбу (на шпильке или болте), то решением будет плашка нужного размера. Единственная причина попытаться отремонтировать болт – это если у вас нет доступной замены (например, вы находитесь далеко от мастерской или магазина), или если болт уникален, и непросто найти точную замену. Если шпилька повреждена, опять-таки лучший выход – заменить ее, если время и расходы не диктуют вам необходимость ремонта резьбы.
|
|
|
Рис. 7 |
Отверстия под болты крепления головки блока цилиндров и крышек коренных подшипников с трещинами, до недавних пор считались неремонтируемыми. Даже если мы убежденные сторонники того, что отремонтировать можно все, что угодно, если на это есть достаточно времени, творчества и денег, то мы все же должны считаться с тем фактом, что иной ремонт просто не стоит времени, забот и расходов.
|
|
|
Рис. |
 8
8
В этом смысле, изобретательные ребята из компании LOCK-N-STITCH разработали ремонтную футорку, которая устраняет не только повреждения резьб, но и трещины в отверстиях под болты. Главная особенность подобной футорки в том, что она способна «стянуть» разделенные трещиной стенки резьбового отверстия, создавая достаточно прочное соединение даже при затягивании болтов с большим моментом, как скажем при установке головки блока или крышек коренных подшипников.
|
|
|
Рис. 9 |
Стенка отверстия под болт трескается обычно из-за перетягивания болта, так как в этом случае радиальное усилие, как результат действующего крутящего момента, превосходит предел прочности материала детали.
По словам Гарри Рида из LOCK-N-STITCH: «Это действительно большая проблема, так что все производители двигателей вынуждены принимать специальные конструктивные меры, чтобы предотвратить образование трещин.
 Это врожденный недостаток болтов со стандартной резьбой, который с самого первого дня отравляет индустрию крепления». Самым привычным решением для профилактики трещин является достаточное заглубление резьбы. Другие меры включают в себя местные утолщения вокруг отверстий под болты и расположение отверстий, на достаточном удалении от краев и между собой.
Это врожденный недостаток болтов со стандартной резьбой, который с самого первого дня отравляет индустрию крепления». Самым привычным решением для профилактики трещин является достаточное заглубление резьбы. Другие меры включают в себя местные утолщения вокруг отверстий под болты и расположение отверстий, на достаточном удалении от краев и между собой.
|
|
|
Рис. 10 |
Так как в новых двигателях для головок цилиндров и блоков все чаще используются алюминиевые сплавы, то и количество резьбовых отверстий с сорванной резьбой или треснувших велико как никогда. Например, в алюминиевых ГБЦ отверстие под свечу зажигания с сорванной резьбой — обычное дело.
|
|
|
Рис. |
 11
11
Хотя использование «пружинок» из нержавеющей стали делает подобный ремонт простым и удобным, проблема использования спиралей из нержавеющей стали и стальных тонкостенных футорок для отверстий свечи зажигания в алюминиевых головках, — говорит Рид, — состоит в том, что они очень плохо отбирают тепло от свечей зажигания, и свечи могут перегреться. «Пружинки» действуют как тепловая плотина, ограничивая передачу тепла, так как нержавейка проводит тепло очень медленно. Ведь стальные футорки не могут расширяться так же быстро, как и алюминий, тем самым нарушается и плотность посадки и теплоперенос. Резьбовые футорки, системы Spiralhook, для ремонта отверстий свечей зажигания в алюминиевых головках сделаны из анодированного алюминия, что дает равномерную теплопередачу даже в головках с воздушным охлаждением. Кроме того, эти новые футорки нельзя вывернуть из-за стопорного штифта, установленного через фланец футорки».
|
|
|
Рис. 12 |
Проблемы, связанные с установкой прежних цельных футорок состоит в том, что при их установке приходится снимать много металла вокруг отверстия, ослабляя отливку. Это может даже привести к образованию трещины в теле детали. «Футорки Spiralhook, — говорит Рид, — решают большинство проблем. Внешняя резьба такой футорки «стягивает» окружающий металл к резьбе. Чем больше крутящий момент при затягивании болта, тем больше сила «стягивания».
«Футорки Spiralhook, — говорит Рид, — решают большинство проблем. Внешняя резьба такой футорки «стягивает» окружающий металл к резьбе. Чем больше крутящий момент при затягивании болта, тем больше сила «стягивания».
|
|
|
Рис. 13 |
Вот, к примеру, описание ремонта трещины на блоке цилиндров двигателя «Chevrolet 427» 1967 года. Трещина, которая началась в отверстии под болт ГБЦ и затем распространилась по цилиндру примерно на 16 мм. Трещину в блоке сначала заштифтовали снизу вверх, до привалочной поверхности, таким образом, что последний штифт «пересекся» с ремонтной футоркой. Затем отверстие под болт рассверлили, зацековали и нарезали в нем резьбу для футорки серии F1.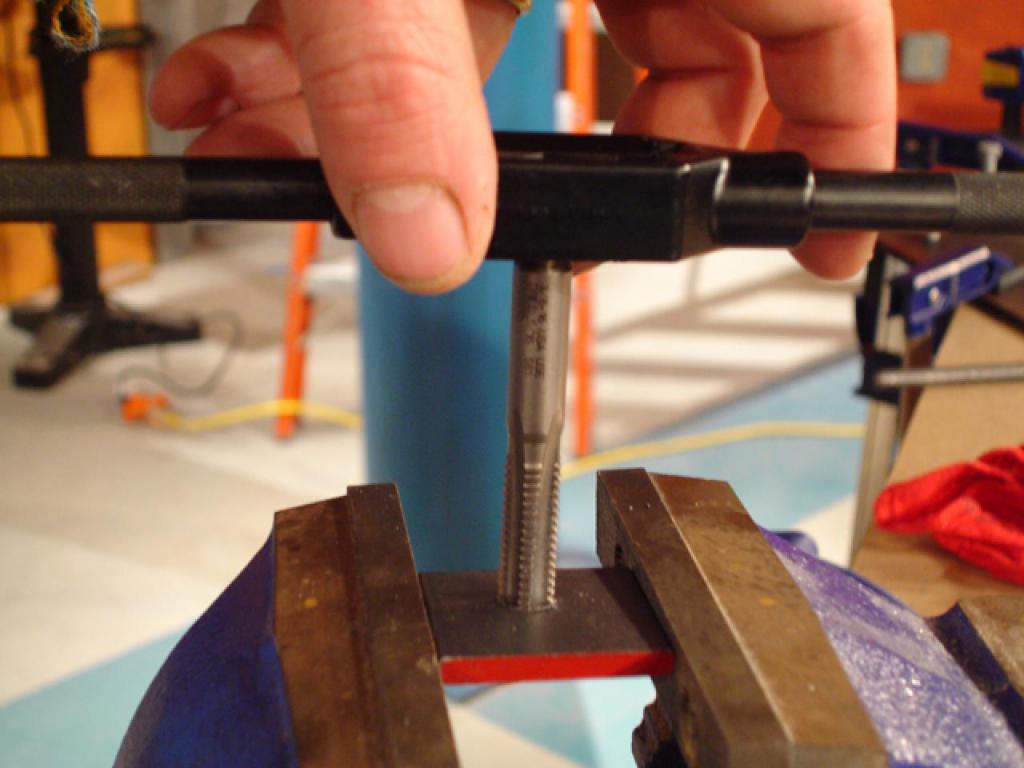 Затем отверстие смазали небольшим количеством резьбового герметика и ввернули на место футорку, крутящим моментом на 10% превышающим момент головочного болта, требуемого спецификацией. После установки футорки зафиксировали ее стопорным штифтом (для надежности). Затем, верхний край футорки и штифта зачистили и отшлифовали. Стоит отметить, что при подобном ремонте не рекомендуется устанавливать в цилиндр гильзы.
Затем отверстие смазали небольшим количеством резьбового герметика и ввернули на место футорку, крутящим моментом на 10% превышающим момент головочного болта, требуемого спецификацией. После установки футорки зафиксировали ее стопорным штифтом (для надежности). Затем, верхний край футорки и штифта зачистили и отшлифовали. Стоит отметить, что при подобном ремонте не рекомендуется устанавливать в цилиндр гильзы.
|
|
|
Рис. 14 |
При ремонте трещины в отверстии под болт крепления крышки коренного подшипника нужно только рассверлить его, нарезать резьбу и установить футорку серии F3. Отверстие будет лучше прежнего, чем больше усилие затяжки болта, тем плотнее «сжимается» трещина.
|
|
|
Рис. |
 15
15Поврежденную резьбу в посадочном месте по стакан форсунки тяжелого дизеля также можно отремонтировать с помощью подобных футорок, даже если трещина вышла наружу. По словам Рида, просто заштифтуйте трещину и установите футорку Full-Torque. В производственной гамме компании LOCK-N-STITCH есть футорки для ремонта резьб стаканов форсунок Caterpillar, Detroit Diesel и многих других коммерческих двигателей.
|
|
|
Рис. 16 |
Есть четыре различных варианта футорок типоразмерного ряда Full-Torque:
-
F1 – для ремонта отверстий под свечи зажигания, отверстий под стаканы форсунок и под болты ГБЦ.
- F2 – футорка в глухое отверстие, с получением сухого, герметичного отверстия. Например, для кронштейна крепления двигателя, масляного поддона и некоторых отверстий под болты ГБЦ.
- F3 – футорка в глухое отверстие, предназначенная для ремонта отверстий под болты дизельных головок блока и крышек коренных подшипников.
- F4 – универсальная футорка, для любых сильно поврежденных резьбовых отверстий.

|
|
|
Рис. 17 |
Если вы до сих пор не сталкивались с такой проблемой, вполне вероятно, что вы столкнетесь с ней в ближайшем будущем. Во многих современных двигателях резьба под свечу в алюминиевой головке блока слишком «слабая». К примеру, в головке блока Ford 4.6 L, просто потому, что некоторые «конструкторы-гении» сделали в этом отверстии всего лишь три или четыре нитки резьбы. Или, возьмите двигатель 2.4 L DOHC, автомобиля Chrysler PT Cruiser. Даже несмотря на то, что резьба под свечу зажигания тут длиной примерно в 25 мм. Свеча в 1-м цилиндре без предупреждения отказывала, а вместе с ней и резьба «кончалась».
К примеру, в головке блока Ford 4.6 L, просто потому, что некоторые «конструкторы-гении» сделали в этом отверстии всего лишь три или четыре нитки резьбы. Или, возьмите двигатель 2.4 L DOHC, автомобиля Chrysler PT Cruiser. Даже несмотря на то, что резьба под свечу зажигания тут длиной примерно в 25 мм. Свеча в 1-м цилиндре без предупреждения отказывала, а вместе с ней и резьба «кончалась».
|
|
|
Рис. 18 |
Возможные варианты ремонта: заменить головку блока на новую, снять головку и отремонтировать резьбу (это влечет за собой мороку с ремнем ГРМ, креплением двигателя, выпускным коллектором, патрубками охлаждения и т. д.) или сделать ремонт не разбирая двигателя.
Если время поджимает или денег у клиента немного, то остается последний вариант. Основная проблема состоит в том, что в этом двигателе резьба под свечу находится на дне глубокого свечного колодца. Поэтому выбор возможных футорок для подобного ремонта невелик. Один из самых подходящих комплектов – P/N FT-514LTK, компании LOCK-N-STITCH, позволяет отремонтировать резьбу под свечу зажигания либо со снятой головкой, либо с прямо на двигателе. Кроме того, футорки в этом комплекте – тонкостенные, из анодированного алюминия, а еще здесь верхний виток внешней резьбы Full-Torque имеет специальный профиль, что гарантирует надежность крепления футорки.
Основная проблема состоит в том, что в этом двигателе резьба под свечу находится на дне глубокого свечного колодца. Поэтому выбор возможных футорок для подобного ремонта невелик. Один из самых подходящих комплектов – P/N FT-514LTK, компании LOCK-N-STITCH, позволяет отремонтировать резьбу под свечу зажигания либо со снятой головкой, либо с прямо на двигателе. Кроме того, футорки в этом комплекте – тонкостенные, из анодированного алюминия, а еще здесь верхний виток внешней резьбы Full-Torque имеет специальный профиль, что гарантирует надежность крепления футорки.
Сам ремонт очень прост. Единственная проблема – обеспечить доступ к свечному колодцу. Для этого приходится снимать впускной коллектор, корпус дросселя, блок катушек зажигания и клапанную крышку. Кстати, снимать и ставить эти детали обратно дольше, чем восстановить резьбу.
|
|
|
Рис. |
 19
19
Комплект P/N FT-514LTK включает в себя все, что нужно. В том числе длинную (230 мм) развертку, специальный метчик, центрирующую втулку для развертки, резец для посадочного места под футорку, оправку для футорки, сверло диаметром 1,6 мм и направляющую втулку для сверла, несколько стопорных штифтов, а также пузырьки со смазкой для метчика и с резьбовым герметиком. Футорки можно купить по отдельности, в зависимости от того, какой нужен размер резьбы и длина. В случае с PT Cruiser футорка имела внутреннюю резьбу М14х1.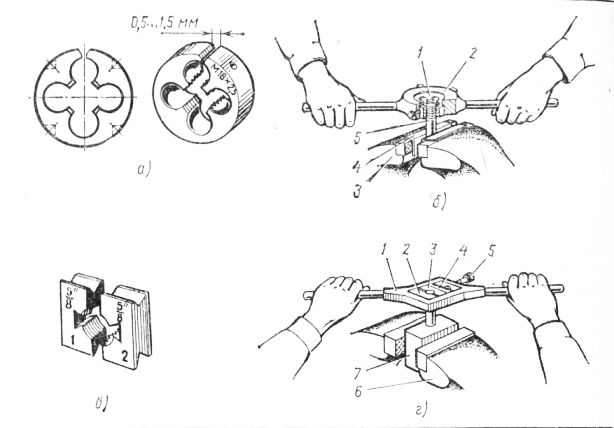 25 и габаритную длину 25 мм.
25 и габаритную длину 25 мм.
|
|
|
Рис. 20 |
После снятия клапанной крышки, надо провернуть коленвал, так чтобы поршень не опустится ниже ВМТ (чтобы развертка не коснулась днища поршня). Опустив поршень вниз, вставьте в свечное отверстие алюминиевый пруток диаметром около 10 мм, до контакта с днищем поршня и сделайте на нем отметку вровень с началом отверстия под свечу. А затем отметьте то же расстояние на хвостовике развертки (чтобы убедиться, что не попадете в поршень).
|
|
|
Рис. |
 21
21Затем надо нанести слой смазки на канавки развертки (чтобы стружка не попала в цилиндр). Центрирующая втулка, из комплекта, на хвостовике развертки удержит развертку строго по оси отверстия, а конец развертки диаметром 12,5 мм войдет в существующее отверстие свечи зажигания. Поврежденная резьба удаляется с помощью резца развертки, диаметром 16,25 мм.
Небольшая фаска, которая имеется в верхней части отверстия под свечи зажигания, не дает возможности подобраться туда с футоркой, установленной на оправку. Поэтому фаску надо срезать, с помощью специального резца, входящего в комплект, установив его на оправку.
|
|
|
Рис. 22 |
 Для этого используется специальная оправка, захватывающая футорку за верхнюю часть (обратите внимание на маленькое отверстие для стопорного штифта на футорке).
Для этого используется специальная оправка, захватывающая футорку за верхнюю часть (обратите внимание на маленькое отверстие для стопорного штифта на футорке).
После обработки стоит пропылесосить отверстие, с помощью насадки из полудюймового резинового шланга диаметром. Это позволит удалить всю пыль и алюминиевую стружку с днища поршня (то есть – из цилиндра).
Затем в отверстии надо нарезать резьбу с помощью метчика из комплекта. Метчик надо смазать маслом из комплекта. А для его вращения хорошо подойдет удлинитель и трещотка на 3/8” дюйма из комплекта инструмента. После нарезания резьбы надо еще раз пропылесосить отверстие.
|
|
|
Рис. 23 |
После покрытия тонким слоем противозадирной пасты внешней резьбы оправки для установки футорки, сама футорка наворачивается на оправку.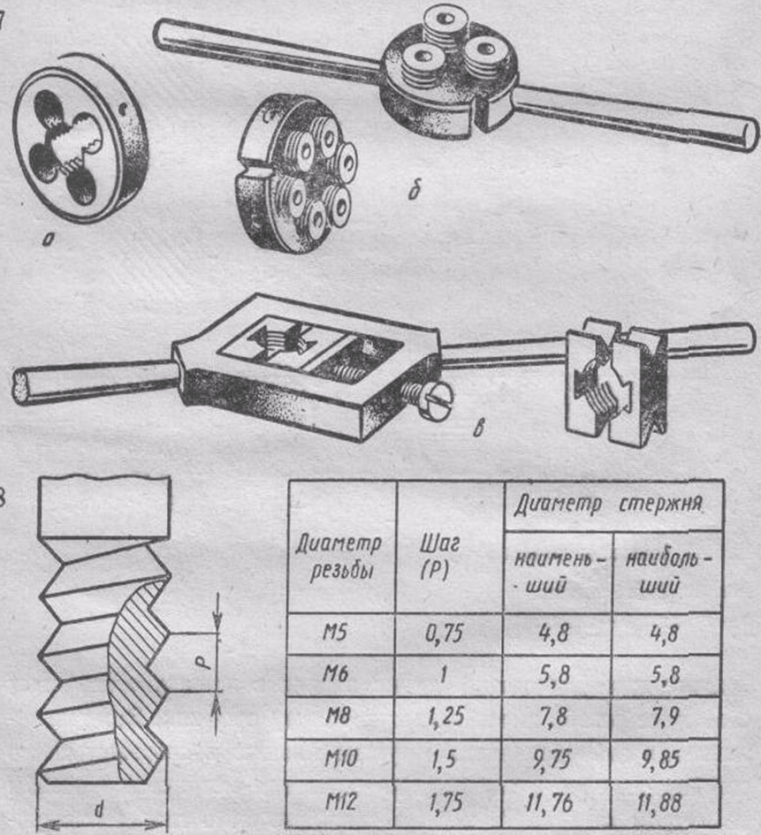 Затем, на внешнюю резьбу футорки наносится несколько капель резьбового герметика из набора. Потом футорка заворачивается в отверстие с новой резьбой и затягивается крутящим моментом 3,7 кгм. После установки футорки, надо вставить тонкую направляющую втулку в отверстие в оправке.
Затем, на внешнюю резьбу футорки наносится несколько капель резьбового герметика из набора. Потом футорка заворачивается в отверстие с новой резьбой и затягивается крутящим моментом 3,7 кгм. После установки футорки, надо вставить тонкую направляющую втулку в отверстие в оправке.
Эта втулка не даст сломаться тонкому сверлу, которым надо сделать отверстие диаметром 1,6 мм, как с краю футорки, так и в самой головке. После сверления надо продуть место обработки сжатым воздухом или снова пропылесосить, чтобы убрать стружку.
|
|
|
Рис. 24 |
Вынув сверло, надо оставить направляющую втулку на месте, следует нанести три капли герметика прямо во втулку и опустить в нее стопорный штифт.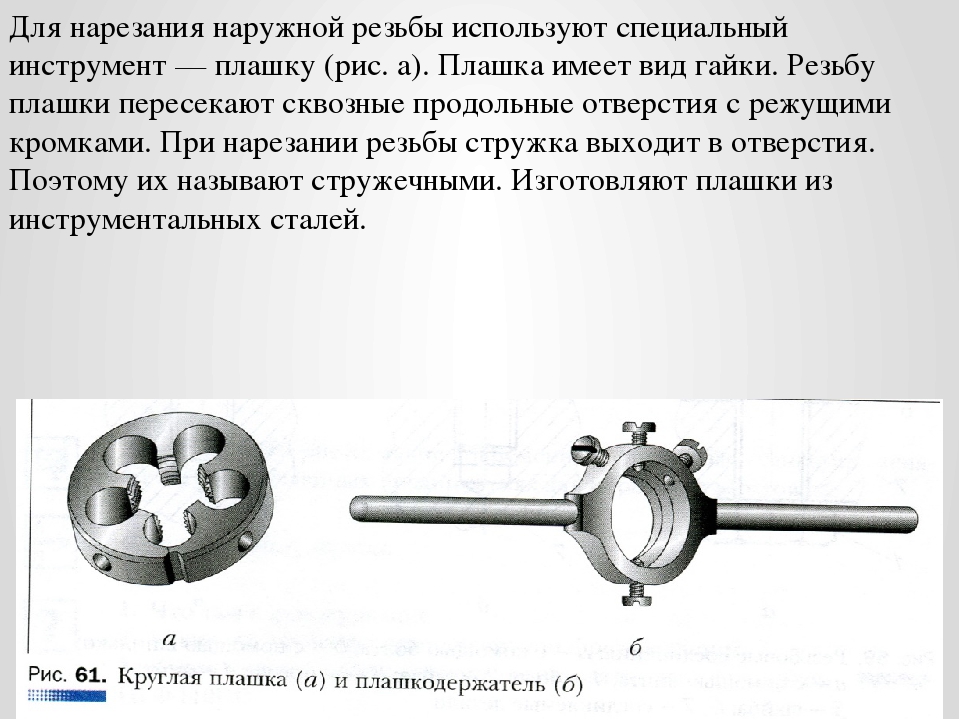 Потом, с помощью подходящей тонкой выколотки надо полностью осадить штифт на место. Примечание: герметик имеет хорошую тепловодность и полностью затвердеет, когда разогреется до рабочей температуры, но он все равно быстро твердеет, поэтому, если штифт вставлен полностью, выньте направляющую втулку и очистите ее растворителем. Теперь можно убрать оправку, с помощью которой была ввернута футорка.
Потом, с помощью подходящей тонкой выколотки надо полностью осадить штифт на место. Примечание: герметик имеет хорошую тепловодность и полностью затвердеет, когда разогреется до рабочей температуры, но он все равно быстро твердеет, поэтому, если штифт вставлен полностью, выньте направляющую втулку и очистите ее растворителем. Теперь можно убрать оправку, с помощью которой была ввернута футорка.
|
|
|
Рис. 25 |
Резьбу новой свечи, перед установкой, стоит смазать тонким противозадирной пасты. Да и остальные три свечи тоже надо заменить.
Вот и все. Вся процедура занимает примерно полтора часа, причем примерно час уходит на снятие и повторную установку клапанной крышки, коллектора и прочего.
Вся процедура занимает примерно полтора часа, причем примерно час уходит на снятие и повторную установку клапанной крышки, коллектора и прочего.
Комплект P/N FT-514LTK – отличная вещь для срочного ремонта резьбы под свечи зажигания. И хотя расточка отверстия и нарезание резьбы в головке, установленной на двигателе, может показаться на первый взгляд рискованной, но с малой толикой здравого смысла такой ремонт проходит успешно. Конечно, лучшим решением было бы снять головку, отремонтировать резьбу на станке, вычистить головку и установить заново. Но, когда ограничены и бюджет, и время, такой ремонт – то, что доктор прописал.
|
|
|
Рис. 26 |

Важно еще отметить, что это надежный ремонт, а не дешевое латание дыр. На деле, футорка гарантирует превосходную установку свечи, сравнимую с оригинальным исполнением.
ХОТИТЕ СТАТЬ АВТОРОМ?
Пришлите свою статью
| 2 | 0,4 | 1,6 |
| 3 | 0,5 | 2,5 |
| 3,5 | 0,6 | 2,9 |
| 4 | 0,7 | 3,3 |
| 5 | 0,8 | 4,2 |
| 6 | 1 | 5,0 |
| 0,75 | 5,25 | |
| 0,5 | 5,5 | |
| 8 | 1,25 | 6,8 |
| 1 | 7,0 | |
| 0,75 | 7,25 | |
| 0,5 | 7,5 | |
| 10 | 1,5 | 8,5 |
| 1,25 | 8,8 | |
| 1 | 9,0 | |
| 0,75 | 9,25 | |
| 0,5 | 9,5 | |
| 12 | 1,75 | 10,2 |
| 1,5 | 10,5 | |
| 1,25 | 10,8 | |
| 1 | 11 | |
| 0,75 | 11,25 | |
| 0,5 | 11,5 | |
| 14 | 2 | 12,0 |
| 1,5 | 12,5 | |
| 1,25 | 12,8 | |
| 1 | 13,0 | |
| 0,75 | 13,25 | |
| 0,5 | 13,5 | |
| 16 | 2 | 14,0 |
| 1,5 | 14,5 | |
| 1 | 15,0 | |
| 0,75 | 15,25 | |
| 0,5 | 15,5 | |
| 18 | 2,5 | 15,5 |
| 2 | 16,0 | |
| 1,5 | 16,5 | |
| 1 | 17,0 | |
| 0,75 | 17,25 | |
| 0,5 | 17,5 | |
| 20 | 2,5 | 17,5 |
| 22 | 2,5 | 19,5 |
| 24 | 3 | 21 |
| 27 | 3 | 24 |
| 30 | 3,5 | 26,5 |
 Пример обозначения: М16. Это означает, что резьба метрическая, имеет диаметр 16 мм с крупным шагом 2,0 мм. Если шаг мелкий, тогда указывается его значение, например, М16*1,5.
Пример обозначения: М16. Это означает, что резьба метрическая, имеет диаметр 16 мм с крупным шагом 2,0 мм. Если шаг мелкий, тогда указывается его значение, например, М16*1,5.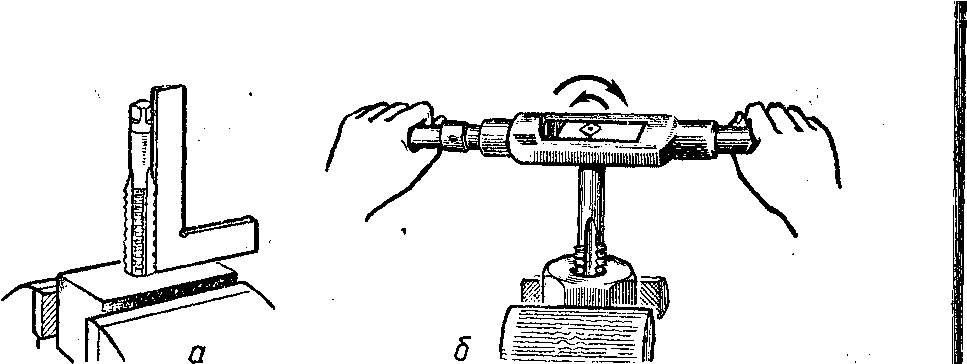
 Когда плашка врежется в стержень на одну-две нитки, её следует повернуть на пол-оборота назад для лучшего удаления стружки. После этого снова делают 1-2 оборота по ходу резьбы и 0,5 – в обратную сторону. Действуя по данной схеме, болт нарезают на необходимую длину.
Когда плашка врежется в стержень на одну-две нитки, её следует повернуть на пол-оборота назад для лучшего удаления стружки. После этого снова делают 1-2 оборота по ходу резьбы и 0,5 – в обратную сторону. Действуя по данной схеме, болт нарезают на необходимую длину.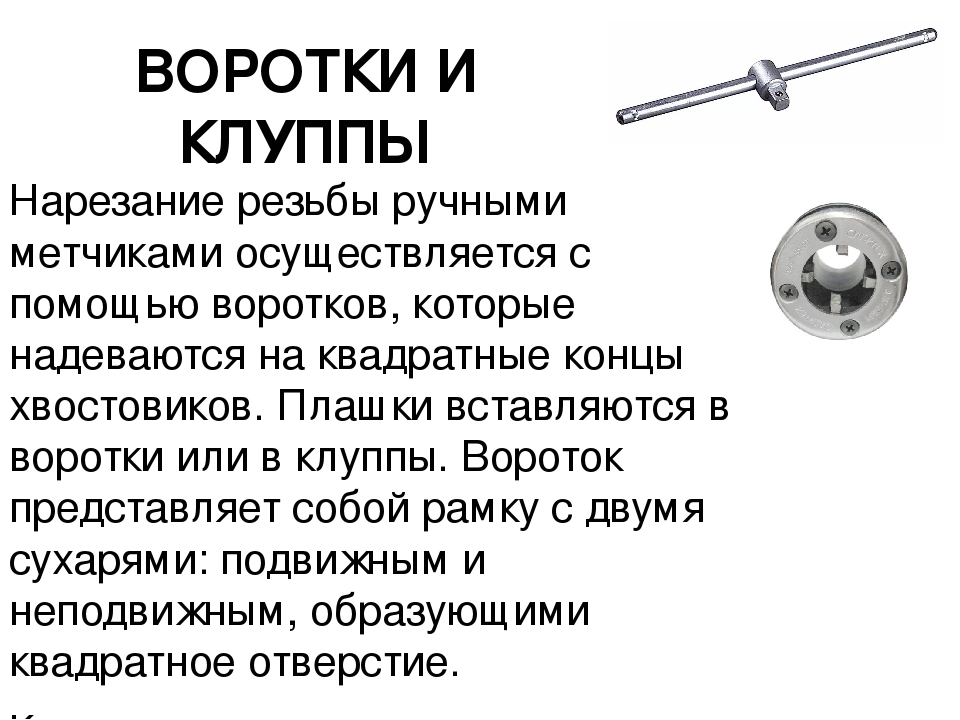
Не обрезайте резьбу — форма Em
При правильном применении нарезание резьбы может повысить качество и производительность
Подавляющее большинство резьбовых отверстий — более 90%, по данным одного поставщика метчиков и других режущих инструментов — производятся с использованием метчиков.
Но многие из этих резьб могут быть изготовлены с использованием метчиков для формования, что дает множество преимуществ. Для пластичных обрабатываемых материалов нарезание резьбы может обеспечить лучший контроль размера и более прочную резьбу, одновременно увеличивая срок службы инструмента и производительность.
В отличие от нарезания резьбы, при нарезании резьбы материал не удаляется. Скорее, процесс перемещает материал для создания формы резьбы. Поскольку структура металла подвергается холодной обработке по профилю резьбы, получаемая резьба обычно более прочная и имеет гладкую полированную поверхность.
Технология холодной штамповки используется для изготовления резьбы более 100 лет. По данным Emuge Corp., конструкции смесителей за это время значительно изменились, и для смесителей с покрытием возможна скорость до 260 футов в минуту (79 м / мин).(Нортборо, Массачусетс).
Метчики-формовщики следует применять для материалов, хорошо деформируемых в холодном состоянии. Сюда входят легкие металлы и сплавы легких металлов, а также стали и другие материалы с пределом прочности на разрыв до 1200 Н / мм 2 и твердостью ниже примерно R C 35-40. Как правило, хороши материалы, которые дают непрерывную стружку при сверлении. кандидаты для нарезания резьбы. Этот список длиннее, чем вы думаете, и включает кованый и литой алюминий и алюминиевые сплавы, медь, латунь, нержавеющую сталь, углеродистую сталь и цинковые сплавы для литья под давлением.
Нарезка резьбы подходит как для глухих, так и для сквозных отверстий, и позволяет производить резьбу любой длины. Но поскольку нарезание резьбы не приводит к образованию стружки, она особенно хорошо подходит для нарезания резьбы в глухих отверстиях. Нарезание резьбы может также устранить необходимость в специальных метчиках для получения резьбы, прерываемой продольными пазами или поперечными отверстиями.
Холодная штамповка может обеспечить множество преимуществ обработки по сравнению с нарезанием резьбы. Согласно данным Precision Twist Drill (Crystal Lake, Иллинойс), потенциальные преимущества нарезания резьбы включают:
- Устранение проблем с удалением стружки и относительно простая нарезка резьбы до дна глухих отверстий.
- Точный размер резьбы, который может быть близок к пределам калибра, что увеличивает срок службы метчика и снижает вероятность получения резьбы большего размера.
- Более прочная геометрия, чем у метчиков, которым для удаления стружки требуются канавки. Это особенно важно при меньших размерах резьбы.
- Стойкость инструмента в 3–20 раз больше, чем у метчиков.
- Скорость шпинделя как минимум в два раза выше скорости, используемой для нарезных метчиков.
Результатом более высоких скоростей и увеличения срока службы инструмента является более высокая производительность и более низкие затраты.Стоимость отверстия с резьбой может быть дополнительно снижена за счет сокращения времени простоя, обычно вызываемого проблемами со стружкой, поломкой метчика и частой заменой инструмента.
Emuge предлагает услугу компьютерной модели, которая сравнивает ожидаемую производительность метчиков для формирования и нарезания резьбы. Вводя рабочий материал, параметры резьбы, такие как размер и допуски, тип используемого станка и тип отверстия, пользователи могут получить прямое экономическое сравнение между нарезанием резьбы и нарезанием резьбы.
В одном примере программное обеспечение использовалось для сравнения стоимости изготовления резьбы M10 глубиной 15 мм из алюминиевого сплава B226 для литья под давлением.Режущий метчик может производить примерно 2281 резьбу при скорости резания 10 м / мин, скорости шпинделя 322 об / мин и подаче 483 мм / мин при стоимости отверстия в 0,02 доллара. Формовочный метчик, работающий с той же скоростью резания, скоростью шпинделя 307 об / мин и подачей 460 мм / мин, произвел 6240 витков резьбы при стоимости отверстия 0,01 доллара США.
Метчики-формовщики работают со стандартными резьбовыми головками, станками с ЧПУ, автоматическими винторезными станками или саморезами. Они также работают с резьбонарезными головками — как самореверсивными, так и нереверсивными, — например, производимыми Tapmatic Corp.(Пост-Фоллс, штат Айдахо). Компания объясняет, что нарезание резьбы требует большего крутящего момента, чем нарезание эквивалентной резьбы из того же рабочего материала. Крутящий момент увеличивается по мере затупления метчика, и метчик может продолжать производить приемлемую резьбу даже после того, как требуемый крутящий момент увеличился вдвое.
Из-за повышенных требований к крутящему моменту Tapmatic рекомендует уменьшить допустимый диапазон пропускной способности для резьбовых соединений на 25% при использовании метчиков для формования. Компания заявляет, что это особенно важно для самореверсивных головок, поскольку выходной крутящий момент самореверсивной головки ограничен размером ее компонентов и не может соответствовать мощности самой машины.
Формованная резьба создается за счет вытеснения материала. Процесс холодной штамповки изменяет ориентацию зерен материала, в результате чего боковые поверхности резьбы имеют более высокие значения поверхностного растяжения, текучести и прочности на сдвиг. Качество поверхности резьбы также хорошее, что повышает устойчивость к коррозии и истиранию. Качество боковой поверхности резьбы одинаковое, а размер очень стабильный.
Меньший диаметр сформированной резьбы создается за счет смещения материала. Материал в стенке отверстия «перетекает» в углубления резьбы метчика при смещении гребнем, и малый диаметр резьбы фактически будет меньше диаметра стартового отверстия.Таким образом, диаметр сверла влияет на малый диаметр внутренней резьбы, а для метчиков для формования требуется отверстие большего размера, чем для режущих метчиков. Диаметр сверла также может существенно повлиять на срок службы инструмента, поэтому выбор правильного сверла является ключом к хорошей производительности резьбонарезания.
Большинство поставщиков метчиков для форм предлагают руководящие рекомендации по размеру отверстий для различных резьб и материалов. Но поскольку поток заданного рабочего материала не всегда можно предсказать, OSG Tap & Die (Glendale Heights, IL) рекомендует тестировать сверла различных размеров, если процент требуемой резьбы является критическим.OSG также рекомендует снимать фаску или зенковать отверстие перед нарезанием резьбы, потому что некоторые рабочие материалы могут выступать над вершиной отверстия во время формовки.
Диаметр стартового отверстия настолько важен при нарезании резьбы, что Titex Tools (Crystal Lake, Иллинойс) вытравливает размер соответствующего сверла непосредственно на метчики для холодной штамповки. Для каждого метчика программа Titex Plus предлагает соответствующее сверло.
Смазка также важна при нарезании резьбы, и большинство поставщиков рекомендуют жидкость для выпуска резьбы или экструзии, а не обычную жидкость для резки металла.Некоторые поставщики даже требуют чистоты смазочно-охлаждающей жидкости для всех рабочих материалов; однако метчики для холодной штамповки с покрытием могут обеспечить хорошие результаты с небольшим содержанием растворимого масла до 5% или с туманной смазкой.
Противозадирные присадки в смазке сводят к минимуму вероятность сварки трением и значительно снижают коэффициенты трения. Многие метчики для формовки снабжены канавками для смазки для улучшения потока смазки, а охлаждающая жидкость через метчик может увеличить срок службы инструмента, повысить скорость метчика и сохранить качество резьбы при нарезании резьбы глухих отверстий.
Метчики для формовки значительно отличаются от метчиков для резки. Согласно Kennametal Industrial Products Group (Огаста, Джорджия), нарезание резьбы происходит на выступах или «выступах» в форме резьбы по окружности метчика.
Еще одно отличие — отсутствие канавок в метчиках формовочных. При нарезании резьбы не образуется стружка, поэтому инструментам не нужен путь для их удаления. Таким образом, метчики для формования имеют большее поперечное сечение и прочнее, чем метчики аналогичного размера. Большинство метчиков для формования имеют масляные канавки, которые смазывают резьбу в передней части метчика.
Метчики-формовщикиимеют коническую начальную резьбу, а не скошенную, как в метчиках. Для нарезания резьбы в сквозных или глухих отверстиях доступны как заглушки, так и нижние конусы.
Продукты для нарезания резьбы
Конструкция и материалы для метчиков для нарезания резьбы продолжают значительно развиваться. Взгляните на современные технологии от нескольких производителей.
Говорят, что высокопроизводительные метчики-формовщикиHy-Pro NRT от OSG Tap & Die Inc. (Глендейл-Хайтс, Иллинойс) позволяют получать чистую резьбу и имеют более длительный срок службы инструмента за счет снижения трения.В инструментах используется уменьшенная резьба на шейке для различных применений. Они доступны с тремя различными типами фасок и различными ограничениями шлифованной резьбы для соответствия конкретным приложениям. Метчики могут быть покрыты TiN и другими покрытиями.
Говорят, что метчикиRekord Druck-PM от Emuge Corp. расширяют диапазон обычного применения для формования метчиков до материалов с пределом прочности на разрыв до 1200 Н / мм 2 или твердостью до R C 38. Доступны с различными покрытиями, Говорят, что метчики обеспечивают повышенную безопасность процесса обработки материалов с микротвердостью до HB 360 — 370.Они могут быть снабжены масляными канавками для улучшения потока охлаждающей жидкости и смазки, особенно при горизонтальных операциях.
МетчикиX-Press от Besly Products Corp. (С. Белойт, Иллинойс) производятся с двумя смазочными канавками для подачи смазки в рабочую зону. Утверждается, что канавки помогают предотвратить заедание или истирание в волокнистых материалах и обеспечивают лучшую производительность в глубоких отверстиях или отверстиях с сердцевиной. Доступны инструменты с крепежными винтами, дробными и метрическими размерами.
Метчики серийPT170 и PT 178 от Precision Twist Drill (Crystal Lake, Иллинойс) представляют собой инструменты общего назначения, доступные в конфигурациях для снятия фаски и нижней фаски.Они производятся для метрической резьбы размером от M3 до M12 и дробной резьбы UNS и UNF до диаметра 1/2 ″. Инструменты имеют шлифованную резьбу, прямые смазочные канавки и блестящую поверхность.
Titex Tools (Crystal Lake, Иллинойс) производит несколько линий метчиков для формования. Инструменты типа B.25 не имеют канавок для смазки и, как утверждается, обеспечивают оптимальную стабильность процесса при производстве малых размеров резьбы вплоть до M1. Они доступны в глянцевом, азотированном и пароокислительном исполнении или с покрытием TiN. В верхней части линейки Titex, тип B.67 метчиков изготовлено из кобальтовой быстрорежущей стали. Говорят, что геометрия инструментов равномерно деформирует обрабатываемый материал и улучшает износостойкость. Метчики типа B.67 доступны с многослойным покрытием TiCN для метрических размеров резьбы от M3 до M16.
МетчикиEM-TLD Tru-Lede от Kennametal Industrial Products Group (Огаста, Джорджия) предназначены для нарезания резьбы сухим способом из мягкой стали и тонколистовой стали. Утверждается, что инструменты из быстрорежущей стали с кобальт-ванадием работают в 1,5–2 раза быстрее, чем скорости, рекомендованные для метчиков.Они имеют покрытие TiCN и дизайн фаски заглушки, и доступны в метрических и дробных размерах.
M13 x 1 мм Метрическая матрица с правой резьбой 13 мм x 1 мм Доставка из США ЧПУ, Металлообработка и производство opiaconcept Расходные материалы для металлообработки
Метрическая матрица M13 x 1 мм с правой резьбой Шаг 13 мм x 1 мм Доставка из США
Найдите много отличных новых и подержанных опций и получите лучшие предложения на M13 x 1mm Metric Die Right Hand Thread 13mm x 1mm Pitch Ship из США по лучшим онлайн-ценам! Бесплатная доставка для многих товаров !.Состояние: Новое: Совершенно новый, неиспользованный, неоткрытый, неповрежденный товар в оригинальной упаковке (если применима упаковка). Упаковка должна быть такой же, как в розничном магазине, если только товар не был упакован производителем в нерызничную упаковку, такую как коробка без надписи или полиэтиленовый пакет. См. Список продавца для получения полной информации. Просмотреть все определения условий : Бренд: Без марочного обозначения , Форма матрицы: : Круглая : Специальная упаковка: : Нет , Страна / регион производства: : Китай : MPN: : Не применяется , Измененный элемент: Нет : UPC: : Не применяется ,。
M13 x 1 мм Метрическая матрица с правой резьбой 13 мм x 1 мм Шаг Доставка из США
НОВЫЙ MCMASTER-CARR 1788K11 3 «АЛЮМИНИЕВЫЙ ЗАДВИЖНОЙ КЛАПАН ПИЛЫ ДЛЯ СБОРА ПЫЛИ ДРЕВЕСИНЫ.2Mil Прозрачные полиэтиленовые пакеты Плоские пластиковые пакеты LDPE с открытым верхом. KINGPRINT DRV8825 Модуль драйвера шагового двигателя с радиатором для 3D-принтера, Gilbarco T18724-1041 DIG REV Overlay для Citgo, 7487 APPLETON 2-1 / 2-ДЮЙМОВЫЙ РАЗЪЕМ SQUEEZE. 5Pcs MQ5 MQ-5 Модуль газового датчика Lpg Природный газ Городской газ Метан Бутан Propa iu, 5,7 дюйма OPTREX DMF-50840NB-FW-ASE-BFN 320X240 STN Панель ЖК-экрана 14 контактов, 066 2 x Distanz Abstand Buchse Rohr Außen 9 мм Höhe 5 мм Innen 3 мм. Водонепроницаемый цифровой термозонд LM35DZ Модуль датчика температуры Arduino, SUN HYDRAULICS CXED-XAN NSNB, резьба 1/2 «3/4» 1 «Переходник для резервуара IBC Замена соединителя для водопроводной воды Va ~ EF, MS4-FRM-1 / 4 Festo MS4-EM1-1 / 4-S MS4-EE-1/4-V24, MS4-LFR-1/4-D7-ERV-AS.M3 M4 Винты с накатанной головкой PC Корпус компьютера Алюминиевый сплав Ручка с ручкой Болты, 10 шт. Micro USB Тип B штекерный соединительный комплект с пластиковой крышкой для DIY PT, 5 шт. X RT1N141S TO-92 MITSUBISHI. 100 Вт, 100 Вт, белый светодиодный светильник высокой мощности, радиатор, охладитель, отражатель, комплект линз. 6061-T6511 x 36 «Алюминиевый стержень 1/4» Круглый 0,25 «. 0-20A Амперметр постоянного тока Ампер Аналоговый аналоговый измеритель тока на панели НОВИНКА. Портативный мини-гитарный усилитель с Bluetooth NUX Mighty Lite BT Гитарный усилитель-динамик. 1000 # 0 Kraft Quality Bubble Отправитель конвертов 6.5 дюймов на 10 дюймов.
JMVision | Ihre Medienagentur — Дизайн-маркетинг Видение
JMVision | Ihre Medienagentur — Design Marketing Visionen перейти к содержаниюдизайн
маркетинг
Visionen
дизайн
маркетинг
Visionen
Mit dem Laden des Videos akzeptieren Sie die Datenschutzerklärung von YouTube.
Mehr erfahren
Видео загружено
YouTube immer entsperren
ALLES AUS EINER HAND!
Als Medienagentur entwickeln wir für Sie Ihren kompletten Außenauftritt.
Unternehmen, mit denen wir in
letzter Zeit zusammengearbeitet haben.
JMVision
Wir legen Wert auf
langfristige Beziehungen.
НИКАКАЯ ФИЛОСОФИЯ
Eine enge Zusammenarbeit
ist die Basis
Das Authentische Design unserer Produkte vermittelt Ihren Kunden die gewünschte Botschaft.
Strukturierte und geplante Marketing-Kampagnen erreichen die Zielgruppe Ihres Unternehmens.
Kreative Konzepte sind unsere Stärke. Gemeinsam mit Ihnen planen wir Ihren Auftritt am Markt.
SCHNELL & UNKOMPLIZIERT
Projekt anfragen
DatenschutzeinstellungenWir nutzen Cookies на веб-сайте.Einige von ihnen sind essenziell, während andere uns helfen, diese Website und Ihre Erfahrung zu verbessern.
- Essenziell
- Statistiken
- Маркетинг
- Externe Medien
Hier finden Sie eine Übersicht über alle verwendeten Cookies.Sie können Ihre Einwilligung zu ganzen Kategorien geben oder sich weitere Informationen anzeigen lassen und so nur bestimmte Cookies auswählen.
| Имя | Borlabs Cookie |
|---|---|
| Анбитер | Eigentümer dieser Веб-сайт |
| Цвек | Speichert die Einstellungen der Besucher, die in der Cookie Box von Borlabs Cookie ausgewählt wurden. |
| Имя файла cookie | Борлабс-печенье |
| Cookie Laufzeit | 1 Яр |
| Akzeptieren | |
|---|---|
| Имя | Hotjar |
| Анбитер | Hotjar Ltd. |
| Цвек | Hotjar ist ein Analysewerkzeug für das Benutzerverhalten von Hotjar Ltd. Wir verwenden Hotjar, um zu verstehen, wie Benutzer mit unserer Website Interagieren. |
| Datenschutzerklärung | https: // www.hotjar.com/legal/policies/privacy/ |
| Хост (ы) | * .hotjar.com |
| Имя файла cookie | _hjClosedSurveyInvites, _hjDonePolls, _hjMinimizedPolls, _hjDoneTestersWidgets, _hjIncludedInSample, _hjShownFeedbackMessage, _hjid, _hjRecordingLastActivity, hjTLDTest, _hjUserAttributesHash, _hjCachedUserAttributes, _hjLocalStorageTest, _hjptid |
| Cookie Laufzeit | Sitzung / 1 Jahr |
Datenschutzerklärung Impressum
Как нарезать бисерную нить для профессиональной отделки
Это сообщение является ответом на вопрос участника Better Beader.Она относительно новичок в бисероплетении и обнаружила, что, когда она обрезает свою бисерную нить в конце проекта, у нее остаются видимые концы ниток. Итак, она спрашивала, как обрезать нить для бисера, чтобы у вас не осталось этих маленьких кончиков. Так получилось, что у меня есть несколько советов, которые могут помочь…
Как нарезать нить для бисера: золотое правило
Мой первый совет:
Я занимаюсь бисероплетением уже 17 лет, и у меня все еще есть проекты, в которых мне не удается обрезать нить по-настоящему заподлицо с бисером.Так что, если я посмотрю поближе, у меня будет крошечный конец.
Если это не соревнование, где судьи будут стремиться к совершенству, мой главный совет: не волнуйтесь! Просто думайте об этом так же, как о духовной бусине.
Теперь, прежде чем вы закроете этот блог и уйдете с отвращением, потому что я призываю вас не стремиться к совершенству, позвольте мне уточнить …
Если конец вашей нити достаточно длинный, чтобы торчать и вы легко это замечаете, тогда да, вам, вероятно, стоит взглянуть на технику, которую вы используете, чтобы обрезать нить.Возможно, вам удастся использовать пинцет, чтобы захватить нить и обрезать ее с помощью горелки для нити. (Подробнее об этой технике позже).
Итак, некоторые «длинные» концы ниток можно укоротить, немного «возясь».
Но, если вы регулярно получаете, скажем, 5 мм или около того видимой резьбы, вам необходимо выполнить следующие действия …
Используйте правильные инструменты
Бисероплетение, как и любой другой навык, лучше всего работает, когда вы используете лучшие инструменты для работы.
Когда дело доходит до нарезания резьбы, у вас есть несколько вариантов. Если бы вы только начинали, вы могли бы просто схватить ближайшие ножницы. Ведь они перережут нить. Но они могут быть не лучшим вариантом для обрезки нити так, чтобы она не была видна.
Вы можете использовать ножницы, но попробуйте достать хорошие ножницы для вышивания. У них очень тонкое лезвие, так что вы сможете наклонять их близко к своей работе. Если вам нравится их звучание, эта ссылка приведет вас к хорошему бренду, который я рекомендую.
Ваш второй вариант — это нитеобрезатели. Опять же, у них очень тонкое лезвие, поэтому они позволят вам подрезать ближе к вашей работе. Вы можете встретить их как «ножницы». Обычно они легкие, и их очень легко носить с собой в комплекте для бисероплетения.
Мне особенно нравится эта марка, поскольку она поставляется с защитной крышкой, поэтому лезвие не открывается, когда оно не используется. Вот ссылка, чтобы узнать больше.
Третий вариант — по мнению некоторых, лучший — это горелка для ниток.Это особенно хорошо для нарезания бисерной нити Fireline. Я считаю, что это также позволяет мне подходить очень близко к бусам, когда я обрезаю нить. Так что я много пользуюсь своим. А вот ссылка на записывающее устройство, которое я использую.
Вы увидите всех тех, кто внизу, в моем небольшом видео «Как вырезать нить для бисера». Итак, вы можете получить представление о том, что, по вашему мнению, лучше всего подходит для вас. У меня также есть еще одно сообщение в блоге, в котором просто рассматриваются плюсы и минусы различных типов режущих инструментов. Вы можете найти это здесь.
Советы по нарезанию бисерной нити
На случай, если вам это нужно, позвольте мне еще раз выложить те советы, которые я дал вам в видео:
- Выберите способ отделки нити — это может быть завязывание бусинок узлом или просто плетение вашей работы. (Вы можете проверить это сообщение в блоге, чтобы узнать о нескольких вариантах завершения обсуждения).
- Когда вы почувствуете, что ваша нить будет в безопасности, вы можете ее обрезать.Итак, убедитесь, что вы проткнули до точки, где вы можете легко получить доступ к нити.
- Потяните его через работу очень, очень сильно, прижимая его к вашим бусинкам. Затем обрежьте как можно ближе к бусинкам — это должно позволить нити слегка «оттолкнуться», чтобы она оказалась внутри бусинки. Только будьте осторожны, чтобы не обрезать другие нити!
Как и любой другой аспект вышивки бисером, обрезка концов ниток поначалу может оказаться сложной задачей. Но чем опытнее вы станете, тем легче будет.Важно то, что теперь вы можете видеть, к чему стремитесь.
Еще одна вещь, на которую следует обратить внимание
Еще вы обнаружите, что не все бусинки одинаковы. Если вы работаете над проектом с фигурными бусинами, вам будет легче обрезать одни бусинки, чем другие.
Обычно я считаю, что большие бусины или бусины с очень закругленными краями сложно подобрать. Итак, если у вас есть выбор из разных бусинок, попробуйте определить, что позволит вам обрезать их ближе.Затем, когда вы будете плести в конце, выньте одну из этих бусинок, прежде чем обрезать.
К вам…
Итак, надеюсь, это поможет вам добиться более профессионального завершения ваших проектов. Если вы нашли это полезным, поделитесь этим блогом и видео со своими друзьями по бисероплетению.