Лерка для нарезки резьбы. Раскрываем особенности работы
Формообразование резьбы в производственных и домашних условиях – часто вcтречающаяся проблема. Без подобных операций нельзя проложить сантехнические коммуникации, произвести ремонт и прокладку трубопроводов, изготовить крепёжную деталь. Лерки (плашки), как инструмент для получения резьбы на трубах и сплошных металлических стержнях – непременный атрибут домашнего мастера.
Классификация лерок
Лерки для нарезки резьбы различают по следующим признакам:
- По способу получения резьбы – машинному или вручную.
- По материалам, из которых изготавливается данная оснастка.
- По профилю резьбовой части на конечном изделии.
- По характеристикам нарезаемой резьбы: её диаметру и шагу.
Часто лерками называют и инструмент для получения внутренних резьб, но это неверно – такую оснастку именуют метчиками.
Лерка для нарезки резьбы всегда используется в паре с плашкодержателем – оснасткой, где производится закрепление резьбообразующего инструмента. Внешний вид таких приспособлений определяется конструкцией лерки. В частности, для ручного нарезания резьбы плашкодержатели снабжаются ручкой и тремя-четырьмя фиксирующими лерку гужонами, которые равномерно распределяются по дуге посадочной поверхности. При машинном формообразовании резьбовых профилей плашкодержатели имеют вид плоской призмы.
Для универсализации конструкций плашкодержателей инструментальные предприятия, которые производят лерки, выполняют их внешнюю поверхность одинаковой для смежной группы резьб (например, М10 и М12). Также унифицируются по своим посадочным местам лерки, предназначенные для получения резьбы с одним диаметром, но разному шагу резьбы.
Стандартная маркировка лерки включает в своё обозначение букву, определяющую вид резьбы – дюймовая (Д) или метрическая (М). Редко, но применяются также лерки с левым направлением резьбы (например, в посадочных местах приспособлений для стяжки грузовых тросов и канатов, в радиаторах отопления и пр. ). Тогда к обозначению лерки добавляют латинские буквы LН.
). Тогда к обозначению лерки добавляют латинские буквы LН.
Для лерок, формирующих резьбу на трубах, к обозначению добавляют букву G. Такие лерки могут иметь конический профиль резьбообразующей части, и используются при получении резьбовых частей на трубах, в частности, на сгонах, переходниках и т. д.
Параметры и характеристики лерок отечественного производства регламентируются требованиями ГОСТ 9740.
Лерки для ручного нарезания резьбы
При ручном нарезании резьбы заготовка (стержень, труба) неподвижна, а вращается сам инструмент. Окружная скорость скольжения при этом отсутствует, поэтому лерки для нарезки резьбы практически не нагреваются до высоких температур. Для снижения механического износа резьбообразующего профиля, и уменьшения усилия необходимый под нарезку участок заготовки смазывают. При больших разницах между диаметром исходной заготовки и диаметром резьбы смазывать необходимо и внутреннюю поверхность лерки.
Считается, что для формирования полноценного резьбового профиля диаметр исходной заготовки (для наиболее популярных диаметров) должен соответствовать следующим значениям:
| Диаметр нарезаемой резьбы | М6 | М8 | М10 | М12 | М16 | М20 |
| Диаметр исходного стержня (или трубчатой заготовки),мм | 5,80…5,95 | 7,75…7,90 | 9,70…9,95 | 11,80…11,95 | 15,80…15,95 | 19,80…19,95 |
Примечание. Приведённые в таблице данные могут использоваться также и для определения диаметра исходной заготовки под последующее формообразование резьбы на автоматах с плоскими плашками.
Важным элементом для правильного выбора лерки является материал, из которого она изготовлена. Особенность процесса резьбонарезания – постепенное нарастание усилия, с резким его снижением к концу процесса – предопределяет повышенную вязкость материала лерки, в противном случае резьбовый профиль интенсивно выкрашивается. Поэтому оптимальным выбором будут лерки из легированной инструментальной стали Х12Ф1 или 9ХС, при твёрдости 59…61HRC. Для нарезания резьб на жаропрочных и легированных сталях подойдёт инструмент из быстрорежущей стали марок Р6М5 или Р9К6, с твёрдостью 60…63 HRC. Цена таких лерок будет высокой, поэтому их использование оправдано лишь при больших объёмах производства резьбовых деталей. Для бытовых целей вполне допустимо использовать лерки, изготовленные из углеродистых инструментальных сталей У10 или У12.
Поэтому оптимальным выбором будут лерки из легированной инструментальной стали Х12Ф1 или 9ХС, при твёрдости 59…61HRC. Для нарезания резьб на жаропрочных и легированных сталях подойдёт инструмент из быстрорежущей стали марок Р6М5 или Р9К6, с твёрдостью 60…63 HRC. Цена таких лерок будет высокой, поэтому их использование оправдано лишь при больших объёмах производства резьбовых деталей. Для бытовых целей вполне допустимо использовать лерки, изготовленные из углеродистых инструментальных сталей У10 или У12.
Наиболее высокий рейтинг из предприятий, которые производят подобную инструментальную оснастку, имеют предприятия Ижевска, Челябинска, Владивостока, Самары, Брянска, Нижнего Новгорода (Россия), Орши, Минска (Белоруссия), Львова (Украина). В эксплуатации отлично зарекомендовали себя лерки зарубежного производства от UFC (Италия) и CM Tools (Финляндия).
Лерки для машинного формообразования резьбы
В отличие от ручного инструмента, плашки при получении резьбы на специализированных автоматах совершают возвратно-поступательно перемещение, в то время как заготовка – винтовое. Такие лерки подразделяются на подвижную, которая закрепляется в ползуне станка, и неподвижную, устанавливаемую на его столе.
Рабочая зона неподвижных лерок состоит из трёх основных частей:
- Заборной, при помощи которой выполняется захват стержневой заготовки;
- Профилирующей, где и осуществляется само накатывание резьбы;
- Калибрующей, на участке которой выполняется калибровка основных параметров резьбы и плавный выход изделия из зоны резьбообразования.
Такая конструкция исключает резкое колебание усилия, неизбежное ввиду особенностей работы оборудования: высокая производительность (до 400 оборотов в минуту) и наличие стадии холостого хода, когда ползун с плашкодержателем возвращается в исходное положение за следующей заготовкой.
Подвижная плашка обладает более простой конструкцией. Её приёмная часть по длине составляет примерно 30…35% от диаметра исходной заготовки, при этом подъём профиля до основного уровня профилирования происходит под углом 4…7 °, При этом длина подвижной лерки всегда больше: это исключает случайный захват накатанной заготовки при обратном ходе ползуна.
Машинными лерками можно нарезать не только обычные виды резьб, но и специальные профили, например, для головок пресс-маслёнок, а также резьбу под саморезы и шурупы. С этой целью на формообразующей части лерки выполняют специальный гребень, в канавках которого формируется необходимое заострение конца крепёжной детали.
С целью исключения трещин при продолжительной эксплуатации лерок для машинного формообразования резьбы их твёрдость должна быть несколько ниже, чем ручных – в пределах 56…58 HRC.
Машинные лерки изготавливаются обычно теми же компаниями, которые производят и само резьбонакатное оборудование. Котируются инструменты итальянского (от торговых марок Sima и Sacma) японского (Sakamura) и бельгийского производства (Malmedie). Имеющегося в продаже инструмента производства КНР и Тайваня лучше избегать: хотя его цена и намного ниже, но стабильность эксплуатационных характеристик и механических свойств вызывают большие сомнения.
Лерка для нарезки резьбы на трубах
Лерки для машинного формообразования резьбыВ отличие от ручного инструмента, плашки при получении резьбы на специализированных автоматах совершают возвратно-поступательно перемещение, в то время как заготовка – винтовое. Такие лерки подразделяются на подвижную, которая закрепляется в ползуне станка, и неподвижную, устанавливаемую на его столе.
Рабочая зона неподвижных лерок состоит из трёх основных частей:
- Заборной, при помощи которой выполняется захват стержневой заготовки;
- Профилирующей, где и осуществляется само накатывание резьбы;
- Калибрующей, на участке которой выполняется калибровка основных параметров резьбы и плавный выход изделия из зоны резьбообразования.
Такая конструкция исключает резкое колебание усилия, неизбежное ввиду особенностей работы оборудования: высокая производительность (до 400 оборотов в минуту) и наличие стадии холостого хода, когда ползун с плашкодержателем возвращается в исходное положение за следующей заготовкой.
Подвижная плашка обладает более простой конструкцией. Её приёмная часть по длине составляет примерно 30…35% от диаметра исходной заготовки, при этом подъём профиля до основного уровня профилирования происходит под углом 4…7 °, При этом длина подвижной лерки всегда больше: это исключает случайный захват накатанной заготовки при обратном ходе ползуна.
Машинными лерками можно нарезать не только обычные виды резьб, но и специальные профили, например, для головок пресс-маслёнок, а также резьбу под саморезы и шурупы. С этой целью на формообразующей части лерки выполняют специальный гребень, в канавках которого формируется необходимое заострение конца крепёжной детали.
С целью исключения трещин при продолжительной эксплуатации лерок для машинного формообразования резьбы их твёрдость должна быть несколько ниже, чем ручных – в пределах 56…58 HRC.
Машинные лерки изготавливаются обычно теми же компаниями, которые производят и само резьбонакатное оборудование. Котируются инструменты итальянского (от торговых марок Sima и Sacma) японского (Sakamura) и бельгийского производства (Malmedie). Имеющегося в продаже инструмента производства КНР и Тайваня лучше избегать: хотя его цена и намного ниже, но стабильность эксплуатационных характеристик и механических свойств вызывают большие сомнения.
Любой ремонт или замена существующего трубопровода предполагает врезку в магистраль. Сварка пригодна только для металлических труб, в то время как для соединения их с пластиковыми изделиями применять этот способ невозможно. Кроме того, при монтаже используется запорная арматура, которая крепится резьбовым соединением. Для его создания необходимо знать, как нарезать резьбу на трубе и с помощью каких приспособлений.
Для нарезки резьбы существует несколько видов инструментов
Нарезание резьбы. Необходимые понятия
Этот процесс представляет собой обработку стержня или отверстия при помощи специального инструмента для нарезки резьбы на трубах с целью получения наружных либо внутренних поочерёдных выступов-витков и спиральных канавок.
Основными характеристиками резьбы являются:
- шаг. Это расстояние между вершинами или основаниями соседних витков;
- профиль. Поперечное сечение у витка может быть трапецеидальным, треугольным, прямоугольным и др. В деталях санитарно-технических систем используется исключительно треугольный профиль;
- угол профиля. Он образуется пересекаемыми сторонами (боковыми гранями) витков;
- глубина. Это расстояние от вершины до основания резьбы;
- наружный, средний и внутренний диаметры.
Наружный равен расстоянию между точками двух противоположных сторон резьбы. Средний диаметр ˗ это расстояние между вершиной и основанием профилей, которые находятся на противоположных сторонах детали. Внутренний представляет собой расстояние между противоположными впадинами.
Любая резьба имеет свои технические характеристики
Виды резьбы на трубах
Хоть процедуру нарезания резьбы на водопроводной трубе сложной не назовёшь, прислушаться к некоторым советам будет отнюдь не лишним. Умение отличать левую резьбу от правой, а дюймовую от метрической тоже не помешает.
При левой резьбе гайка на болт накручивается против часовой стрелки. Если же резьба правая, гайка наворачивается на болт по часовой стрелке.
Метрическая резьба характеризуется тем, что:
- геометрические размеры деталей измеряются в миллиметрах;
- вид профиля – равносторонний треугольник;
- имеет меньший шаг.
Особенностями дюймовой резьбы является:
- единица измерения геометрических размеров деталей — дюймы;
- имеет вид профиля равнобедренного треугольника с углом при вершине равным 55 градусов;
- имеет больший шаг. Эта особенность означает, что профиль дюймовой резьбы крупнее, а прочность соединения выше.
Все виды резьбы используются в тех или иных случаях. Но стоит отметить, что правая встречается буквально на каждом шагу, а вот левая — гораздо реже.
Чтобы правильно нарезать резьбу, нужно знать, чем они отличаются друг от друга
Инструмент и правила нарезки резьбы на трубах
Конечно же, чтобы выполнить эту процедуру, без инструмента для нарезания резьбы на трубах не обойтись. В сфере торговли его обычно называют трубным резьбонарезным набором.
Полезная информация! В набор может входить инструмент с непривычным названием клупп. Он напоминает плашку для нарезки резьбы на трубах, но содержит только её главную функциональную часть – круглую рамку в виде короткого цилиндра, выполненного из инструментальной стали и оснащённого прочными резцами.
Помимо плашек или клуппов, набор включает держатель (с трещоткой либо без неё), а также ряд других дополнительных инструментов, таких, как клещи, струбцину и т.д.
Требования к процессу нарезки резьбы на трубах вручную формулируются следующим образом:
- обязательная подготовка трубы. С места будущей резьбы необходимо удалить грязь, ржавчину и слой краски. Очищать поверхность следует до металла;
- процесс нарезания резьбы на трубах должен сопровождаться смазыванием их рабочих поверхностей и резцов применяемого инструмента – плашки или клуппа.

- на торце изделия предварительно необходимо снять наружную фаску;
- работа должна проводиться только острым и исправным инструментом для нарезки резьбы на водопроводных трубах.

Кроме технологии, важно знать еще и тонкости выбора инструмента.
Нарезая резьбу, нужно строго соблюдать технологию
Резьбонарезной инструмент — это не только вышеупомянутые плашки и клуппы, но также и метчики. С помощью последних создаётся внутренняя резьба путём прорезки стружечных канавок. Но здесь есть один нюанс. Для нарезки резьбы на трубе необходимо использовать набор из двух метчиков, отличающихся глубиной прорезывания:
- для черновой работы — №1;
- для чистовой работы — №2.
Плашка для нарезки резьбы на трубах бывает:
Ещё один инструмент – клупп – имеет в своей конструкции направляющую. Она служит для центрирования цилиндра с резцами по трубе.
Вместе с тем, одних знаний, чем нарезается резьба на водопроводной трубе, недостаточно. Необходимо выяснить требования ГОСТа к размеру трубной резьбы, и уже в соответствии с её шагом и диаметром подбирать набор резьбонарезного инструмента. Эти данные представлены в нижерасположенной таблице.
| Размер трубной резьбы, дюймы | ||||
| Нитки на 1 дюйм | Наружный | |||
| 11,0 | 87,887 | 2,309 | 72,230 | 2 1/2 |
| 11,0 | 59,616 | 2.309 | 44,847 | 1 1/2 |
| 11.0 | 41,912 | 2,309 | 30,293 | 1 |
| 14,0 | 26,442 | 1,814 | 18,632 | 1/2 |
Этапы нарезки трубной резьбы вручную
Как было сказано выше, данная операция выполняется с помощью плашки, клуппа либо метчика.
Отрежьте часть нержавеющей трубы, на которой присутствует старая резьба. Заниматься её восстановлением нецелесообразно, поскольку добиться полной герметичности соединения будет невозможно и, следовательно, в этом месте будут возникать протечки. Выполняя такую операцию вручную, особое внимание уделяйте срезу. Он должен быть строго перпендикулярным продольной оси трубы.
Важно! Удалению также подлежит сегмент трубопровода с признаками коррозии.
Для облегчения накручивания плашки, снимите с торца трубы фаску. Чтобы обеспечить лучшее скольжение, место будущей резьбы смажьте маслом. Далее начинайте собственно нарезку трубной резьбы. Проведя некоторое количество витков, плашку следует прокрутить в противоположную сторону.
При помощи плашки легко нарезать внешнюю резьбу
По завершении нарезания трубной резьбы удалите со вновь созданного места соединения металлические опилки. Для проверки правильности выполнения работ накрутите на трубу предполагаемый к установке объект. Так вы выясните корректность использования выбранной плашки для нарезания резьбы на трубах, а также достаточно ли количества витков. Если проверка пройдёт удачно, уплотните соединение и приступайте к монтажу водопроводной системы.
Преимущества клуппов
Некоторые особенности данного инструмента, используемого для нарезания резьбы на трубах, были упомянуты выше. Но удобство применения ˗ это далеко не единственное достоинство такого набора. Так, например, зная на практике, как нарезать резьбу на трубе с помощью плашки, вы без труда справитесь с этим заданием, используя клупп. Из других преимуществ стоит выделить чистоту получаемой резьбы, простоту конструкции клуппа, возможность оперативной замены резцов-плашек и небольшой вес.
Особого внимания заслуживает следующий фактор. Для изготовления плашки используется недешёвая инструментальная сталь. Но ведь повышенной прочностью должны обладать только резцы, в действительности выполняющие основную работу! Отсутствие дорогих нефункциональных частей обусловливает снижение цены набора клуппов и, соответственно, уменьшает себестоимость процесса нарезки резьбы на нержавеющей трубе. Поэтому домашние мастера, умеющие считать деньги, отдают предпочтение именно такому инструменту.
Применение клуппа существенно облегчит задачу по нарезке резьбы
Продаются эти изделия с набором плашек для нарезки резьбы на трубах диаметром 50, 38, 32, 25, 20 и 15 мм. Каждая из них обозначается цифрой 1, 2, 3, или 4. Все прорези на корпусе клуппа тоже имеют номера, соответствующие резцам-плашкам, с помощью которых будет выполняться нарезание резьбы на трубе. Для повышения эффективности работы в труднодоступных местах совместно с клуппом рекомендуется приобрести специальную оснастку.
Сегодня на рынке можно найти такой инструмент с электрическим и ручным приводом. Поэтому может возникнуть вопрос, чем нарезается резьба на трубе более эффективно.
Полезная информация! Продаются клуппы в специализированных как стационарных, так и интернет-магазинах. Последние очень удобны, поскольку стать владельцем подходящего набора для нарезки резьбы на трубах можно, не покидая пределы своего дома.
Слесари-профессионалы, которые уж точно знают, как нарезать резьбу на трубе, предпочитают электрические клуппы. Но стоят такие устройства больше. Поэтому если планируется провести разовое нарезание резьбы на трубу,выгоднее приобретать набор инструмента с ручным приводом.
Плашки (лерки) для нарезания левой резьбы
Данные плашки предназначены для нарезания или калибрования наружных резьб за один проход. Наиболее распространены плашки для резьб диаметром до 52 мм. Представляет собой закалённую гайку с осевыми отверстиями, образующими режущие кромки. Как правило, на них делают 3-6 стружечных отверстий для отвода стружки.
Наиболее распространены плашки для резьб диаметром до 52 мм. Представляет собой закалённую гайку с осевыми отверстиями, образующими режущие кромки. Как правило, на них делают 3-6 стружечных отверстий для отвода стружки.
Толщина плашки 8-10 витков. Режущую часть а выполняют в виде внутреннего конуса.
Длина заборной части 2-3 витка. Выполняются из легированных сталей (9ХС, ХВСГФ), быстрорежущих сталей (Р18, Р6М5, Р6М5К5, Р6М5К8), а в последнее время — и из твёрдых сплавов. На них маркируется обозначение и степень точности нарезаемой резьбы, марка стали (9ХС не указывается).
Виды плашек для левой резьбы: цельные, разрезные и раздвижные (клупповые).
В зависимости от формы наружной поверхности плашки бывают круглые, квадратные, шестигранные, призматические.
Круглые — закрепляют для работы в воротках стопорными винтами или крепят в резьбонарезных патронах. Для этого на наружном цилиндре существуют конические углубления и угловой паз. Последний позволяет разрезать плашку шлифовальным кругом по перемычке и частично регулировать по диаметру.
Для них применяют воротки с пятью винтами, с помощью которых регулируют диаметр нарезаемой резьбы.
Цельные — благодаря своей высокой жёсткости дают возможность получить резьбу высокого качества (метрическую, коническую), но обладают небольшой износостойкостью.
Раздвижные — устанавливают в клуппах, имеющих для этой цели специальные направляющие. Состоит из двух частей закрепляемых в рамке клуппа сухарём и винтом. Этим винтом регулируют диаметр нарезаемой резьбы. К клуппу прилагается набор плашек , который позволяет изготавливать резьбы разных размеров.
Разрезные — могут немного пружинить, изменяя диаметр нарезаемой резьбы на 0,1-0,3 мм. Из-за малой жёсткости разрезные не дают чистой и точной резьбы.
Виды плашек для нарезания резьбы
Плашки или лерки – это инструмент для нарезания различного типа резьбы, представляющие собой небольшие прокаленные гайки с особыми кромками и стружечными отводами. Резьбонарезное приспособление состоит из 8-10 шагов резьбы, где первые пара витков представляют собой заборную часть. Используется совместно с держателем, по конструкции может быть цельной, разрезной и раздвижной. Разрезные имеют возможность точной регулировки диаметра и применяются для нарезки более точных размеров с регулировкой диаметра до 1,25 мм. Рассмотрим основные виды плашек для нарезания резьбы, используемые в современной промышленности.
Резьбонарезное приспособление состоит из 8-10 шагов резьбы, где первые пара витков представляют собой заборную часть. Используется совместно с держателем, по конструкции может быть цельной, разрезной и раздвижной. Разрезные имеют возможность точной регулировки диаметра и применяются для нарезки более точных размеров с регулировкой диаметра до 1,25 мм. Рассмотрим основные виды плашек для нарезания резьбы, используемые в современной промышленности.
Основной тип плашек, используемый при производстве большинства резьбовых деталей, в первую очередь болтов, шпилек и др. крепежа. Используются для нарезания метрических резьб с треугольным профилем диаметром от 1 до 76 мм. Угол резьбы – под 60°. Маркируется буквой М и цифрой, означающей диаметр резьбы в мм. Выпускаются с различным шагом резьбы, означающим расстояние между витками. Для каждого диаметра есть лерка с основным шагом резьбы и несколькими дополнительными – мелкими и крупными.
Используются для нарезания левой резьбы, применяемой в конструкции многих машин и механизмов. Отличается направлением захода – левосторонним вместо обычного правого, т. е. выступ при обращении против часовой стрелки отходит вдоль оси от точки наблюдения. Такая резьба необходима во многих конструктивных решениях, в частности во избежание самопроизвольного раскручивания крепежа при вращении. Данные лерки для нарезания резьбы маркируются «LH», могут быть метрическими, трубными или дюймовыми в зависимости от типа нарезаемой резьбы, выпускаются в широком диапазоне диаметров.
Тип плашек с трубной дюймовой резьбой для нарезания соответствующих резьб на трубах и фасонных элементах. Маркируются буквой G. Диапазон размеров резьб составляет от 1/8 до 2 дюймов. Из них наиболее часто используются в системах водоподачи размеры — 1/2, 3/4 и 1 дюйм. Более редко используемыми являются 5/8, 7/8, 5/6 и 3/8 дюйма. Последние используются, как правило, в гидравлике. Выпускаются одно- и двухкомплектными, соответствуют требованиям ГОСТ 9740-71.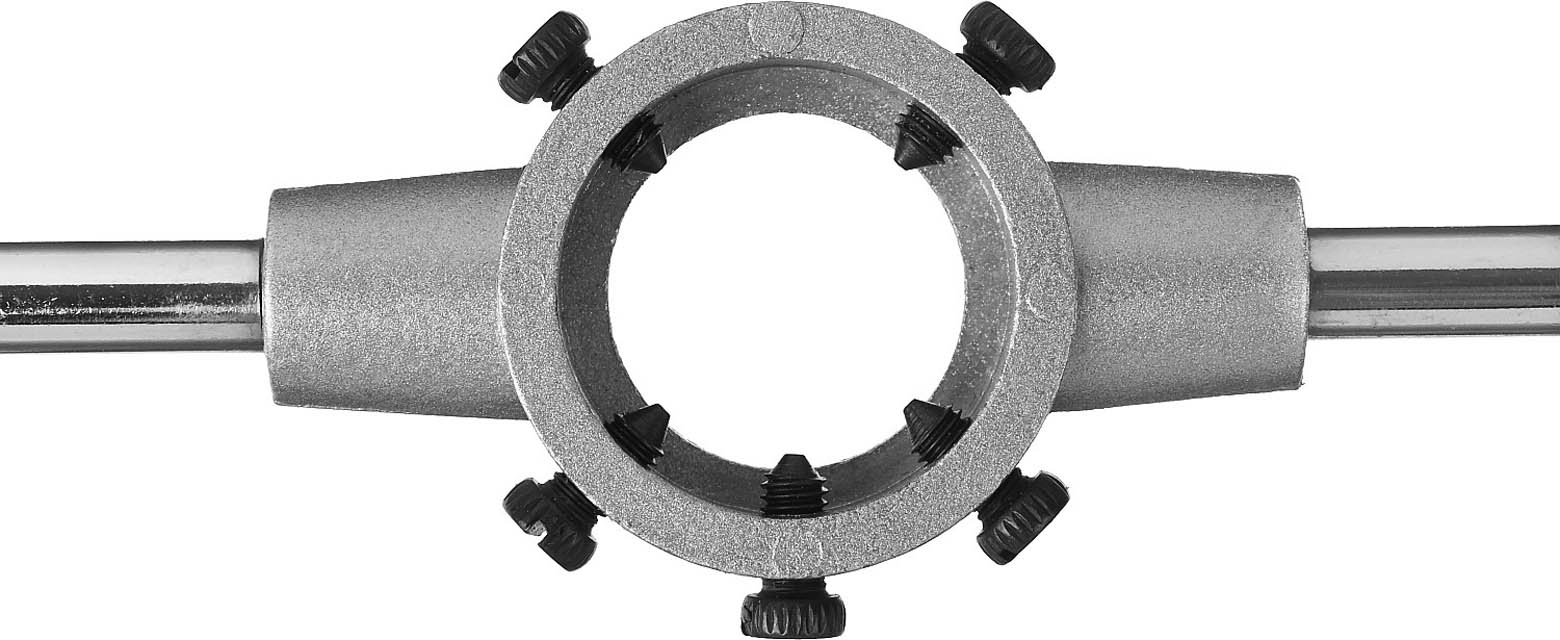
Специальные виды плашек для нарезания резьбы круглого конического типа, наиболее часто применяемой в трубопроводах высокого давления. Имеют особую конструкцию, обеспечивающую одностороннюю нарезку резьбы, а не напроход, как в обычной конструкции. Плашки имеют заборный конус с углом 30 – 55°, имеют малую ширину перьев для снижения усилий резания и трения. Имеет число стружечных отверстий от 4 до 7 (для диаметров от 1/6 до 2 дюймов). Максимальная нагрузка на данный тип плашек прилагается при окончании нарезки. Поэтому, при машинной нарезке, желательно использовать патроны с защитой от чрезмерных нагрузок.
Специальные лерки для нарезания резьбы используются для нарезания конических резьб различного типа. Маркируются буквой К. Главным конструктивным отличием является удлиненная начальная часть плашки с неполной резьбой постепенно переходящая в полную в калибрующей зоне. Благодаря этому резьба нарезается по всей длине изделия. Следует учесть, что из специфики конструкции (отсутствия калибрующей части) наибольшее усилие прилагается при окончании нарезания, поэтому желательно использовать специальные защитные патроны. Угол профиля резьбы плашки составляет 60°, изготавливается из инструментальных марок стали — Р6М5 или Р6М5К5, соответствует требованиям ГОСТ 6227-80.
Инструмент для нарезания резьб в дюймовой системе, принятой в Великобритании, Канаде, США и др. странах. Используется, как правило, для ремонта импортного оборудования, изготовления деталей по зарубежным чертежам и в др. целях. Плашки дюймовые используются для работы со сталью, чугуном и цветными металлами, изготавливаются, как правило, в 2-х и 3-комплектных вариантах с тремя классами точности. Различаются по типу дюймовой резьбы — BSW (основная крупная резьба с углом при вершине 55°), UNC и UNF – американские унифицированные резьбы с углом при вершине 60°, UNS, 8UN, UNEF и т. д.
Плашка для нарезания резьбы: виды, предназначение, способы нарезки
Резьбовые соединения получили самое широкое распространение, что связано с их высокой надежностью и простотой использования. При необходимости на цилиндрической поверхности создать резьбовую поверхность можно самостоятельно, для чего используется плашка. Плашка для нарезания резьбы применяется в случае, когда нужно изменить форму наружной поверхности. Инструмент может применяться для работы с различными материалами. Современная лерка для нарезки резьбы обладает довольно большим количеством особенностей, к примеру, размеры плашек стандартизируются и подбираются в зависимости от диаметра наружной поверхности.
При необходимости на цилиндрической поверхности создать резьбовую поверхность можно самостоятельно, для чего используется плашка. Плашка для нарезания резьбы применяется в случае, когда нужно изменить форму наружной поверхности. Инструмент может применяться для работы с различными материалами. Современная лерка для нарезки резьбы обладает довольно большим количеством особенностей, к примеру, размеры плашек стандартизируются и подбираются в зависимости от диаметра наружной поверхности.
Предназначение плашки
Рассматриваемый инструмент достаточно прост, характеризуется следующими особенностями:
- Основное предназначение заключается в образовании резьбовой поверхности на различной наружной поверхности. В большинстве случаев плашка для нарезки резьбы применяется для получения канавок на трубах или валах, различных стержнях.
- Механическая обработка обеспечивается за счет сложной поверхности внутренней поверхности. Она представлена сочетанием нескольких режущих кромок, расположенных в определенной последовательности. При вращении они проводят снятие металла с целью образования витков.
- Конструкция имеет отверстие для заготовки и воротка, через который будет передаваться усилие.
Лерка
Отличительные особенности дюймовой заключаются в расположении режущих кромок. Для обеспечения удаления стружки с зоны резания отверстие имеет довольно сложную форму, по которой инструмент можно узнать практически сразу.
Виды плашек
Существует просто огромное количество различных вариантов исполнения инструмента, что связано с многообразием резьбовых соединений. Все они обладают своими определенными достоинствами и недостатками.
Виды плашек учитываются для подбора наиболее подходящего варианта исполнения для нарезания резьбы. Основные признаки классификации следующие:
- Форма.
- Конструкция корпуса.
- Способ нарезания витков.

Кроме этого, не стоит забывать о том, что бывает плашка метрическая и дюймовая. Большее распространение получили метрические резьбы, но дюймовые применяются при создании различных механизмов.
Плашка для нарезания резьбы метрическая
Классификация плашек для нарезания резьбы по форме проводится следующим образом:
- В виде шестигранника.
- Трубчатые.
- Круглые.
- В виде квадрата.
Выделяют и несколько видов инструмента по конструктивным признакам:
- Цельная плашка левая, резьба может быть с различным шагом, представлена неразборным литым корпусом, который имеет несколько отверстий. Этот вариант исполнения получил самое широкое распространение, так как характеризуется надежностью и простотой в применении, длительным сроком эксплуатации. Однако при частой работе с различными диаметрами приходится иметь при себе целый набор этого инструмента.
- Разрезные существенно упрощают процесс нарезания витков, что также связана с конструктивными особенностями корпуса.
- Раздвижные варианты исполнения обладают самым сложным корпусом, который может регулироваться в определенном диапазоне диаметров. Имея один подобный инструмент в наличии можно проводить нарезание резьбовой поверхности на заготовках различного диаметра.
Плашка для нарезания резьбы дюймовая
С левой резьбой можно работать при применении всех распространенных вариантов исполнения инструмента. По предназначению можно выделить следующую классификацию:
- Для круглой резьбы.
- Для конической формы.
- Для цилиндрической.
Изготовление проводится в соответствии с установленными стандартами в ГОСТ.
Правила нарезания резьбы с помощью плашек
Только при соблюдении установленных правил проведения работы позволяет получить поверхность с высокой точностью и качества. Плашка для нарезания наружной резьбы должна применяться совместно со специальным воротком, за счет которого осуществляется передача усилия.
Варианты нарезания круглыми и раздвижными плашками
При рассмотрении того, как нарезать резьбу плашкой, следует уделить внимание нижеприведенным моментам:
- Для определения точных параметров инструмента следует уделить внимание маркировке, которая наносится на корпус. Маркировка проводится согласно установленным стандартам. Некоторые специалисты могут определить параметры изделия «на глаз».
- Весь процесс начинается с подготовки заготовки. Обеспечить легкий старт можно путем снятия фаски, для чего можно использовать напильник. Фаска делается под углом 45 градусов, и не должна быть большой. Нужно следить за равномерностью снятия металла.
- Нарезание витков не должно проводится по сухой поверхности, так как это приводит к быстрому изнашиванию режущей кромки. В зону резания добавляется специальная смазка, которая существенно упрощает ход за счет снижения трения. Смазка может быть представлена моторным маслом или солидолом.
- Процесс резания предусматривает совершение двух витков, после чего одного витка в обратную сторону. За счет движения инструмента в обратную сторону происходит удаление стружки с зоны резания, что приводит к упрощению хода и повышению качества проведенной работы. Первые несколько витков нужно следить за тем, чтобы инструмент находится в строго вертикальном положении, иначе качество получаемой поверхности будет низким.
- В дальнейшем на два оборота по ходу резания должно совершаться около полуоборота. За счет этого обеспечивается более плавный ход. Если корпус во время обработки нагревается, то следует делать перерывы. Слишком высокая температура становится причиной пластичности металла, которая приводит к уменьшению параметра износостойкости.
Проверка качества полученных витков проводится при применении гайки с нужным диаметром и параметрами резьбы. Первый проход может проходить с небольшими затруднениями, но в пределах нормы. Вторая и последующая проверка должна проводится без усилий.
Первый проход может проходить с небольшими затруднениями, но в пределах нормы. Вторая и последующая проверка должна проводится без усилий.
Советы по выбору инструмента
Плашка для нарезания может прослужить в течение длительного периода. При ее изготовлении, как правило, применяется инструментальная сталь, которая характеризуется высокой износостойкостью.
Инструмент подбирается по следующим параметрам:
- Наружному диаметру заготовки.
- Классу точности.
- Шагу и другим параметрам резьбы.
- По виду обрабатываемого материала.
- Нанесение резьбы плашкой
- Нарезка резьбы при помощи плашки
Наиболее качественная и точная нарезка, как правило, проводится при применении разрезного варианта исполнения. Конструкция характеризуется наличием стопорного кольца. Кроме этого, в продажу поступает просто огромное количество различных наборов, которые представлены изделиями с различным диаметром и параметрами. Всю необходимую информацию можно определить проведя расшифровку маркировку. Все обозначения, как правило, наносятся на корпус изделия.
Плашки (лерки) для создания резьбы: виды и отличия
Выбор инструмента
Заранее отметим, что нарезать резьбу можно разными способами. Работать можно как вручную, так и машинным способом. В первом случае, как мы уже отметили выше, необходимо иметь с собой набор инструментов для создания резьбы, во втором же работу ведут на токарном станке.
Вручную нарезать резьбу рекомендуется, если ваша задача заключается в обработке всего нескольких деталей. Например, при сборке сантехнического оборудования, создании бытовых трубопроводов и т.д.
Обработка деталей на токарном станке подразумевает выполнение масштабных задач. Человек с опытом на оборудовании такого типа способен нарезать резьбу в промышленных масштабах, до сотни деталей в час, а иногда и больше. Впрочем, вряд ли вам понадобится такая производительность.
Впрочем, вряд ли вам понадобится такая производительность.
Чаще всего набор ручных инструментов покрывает все бытовые потребности домашних умельцев. С их помощью вам тоже удастся нарезать резьбу правильно и качественно, только времени и сил уйдет больше.
Упоминаемый выше набор оборудования в основном представлен метчиками и плашками, а также различными дополнительными деталями.
Особенности метчиков
Метчиками называют конусообразные или цилиндрические детали, что предназначены для нарезки внутренней резьбы. В частности с их помощью выполняется резьба на трубах, гайках, мелких шайбах, различного рода зажимах и даже фланцах.
Метчиками пользоваться довольно удобно. Они состоят из рабочей и тыльной части. Рабочая часть имеет уникальную форму и диаметр. На ее краях нанесены специальные резцы или зубцы с некоторым шагом. Зубцы при вращении нарезают металл параллельно с удалением стружки.
Тыльная сторона выполнена в определенной форме, что облегчает фиксацию метчика на рабочем инструменте.
Разнообразные метчики для бытового применения
Метчиками с возможностью нарезки резьбы без образования стружки тоже пользуются, но намного реже, ведь они стоят дороже.
Встречаются метчики:
- Черновые;
- Получерновые;
- Чистовые.
Черновые выполняют первый проход, удаляют большинство стружки и формируют грубые канавки под резьбу. Это еще не полноценная резьба, но подготовка уже выполнена.
Получерновые модели встречаются крайне редко. Они предназначаются для доделки черновых канавок, их очистки и формирования заготовки под чистую резьбу. Получерновыми метчиками пользуются преимущественно при изготовлении сложных деталей.
Последний образец – чистовой метчик, формирует готовую к эксплуатации резьбу точных размеров и формы.
По типу выполняемых действий метчики делят на:
- Метрические;
- Гаечные;
- Трубные;
- Машинные.
Отметим что метчиками, равно как и плашками, можно нарезать резьбу разных размеров, направлений и формы. Все зависит от выбранной модели оборудования.
Все зависит от выбранной модели оборудования.
Особенности плашек
Плашкой называют режущий инструмент, который применяется при выполнении наружной резьбы. Простейший пример наличия наружной резьбы – это болт. В то время как пример внутренней резьбы – гайка.
Плашки плоские, со стороны сильно напоминают крупные шайбы или зажимы для станочных патронов. Только внутри плашки находится режущая насадка с несколькими рядами закрученных резцов.
Метчик и плашка, вблизи
Плашки могут иметь разную форму, тип сборки и габариты. Встречаются как круглые модели, так и квадратные. Некоторые варианты полностью цельные, другие можно разобрать и заменить режущую насадку.
Режущая часть состоит из трех рабочих зон. Две зоны, что располагаются по краям, состоят из зубцов, внутренняя же зона отвечает за отвод стружки и корректировку направления вращения.
Именно благодаря внутренней зоне плашки обладают самозатягивающимся свойством. То есть после нескольких вращений на трубе плашка фиксируется.
Дальше вращать ее можно без давления, так как затягиваться она будет в направлении образования резьбы. В то время как метчики необходимо вращать с усилием на протяжении всего процесса.
Разновидности плашек, по сути, аналогичны с разновидностями метчиков. Если вы купили крупный набор инструментов, то наверняка получите сразу несколько таких деталей.
Левая плашка и другие специализированые модели
Профессионалы используют в своей работе, помимо обычных традиционных плашек, и специальные. Они позволяют выполнять более точную резьбу. Они тоже бывают разного вида: метрические, левые, трубные, трубные конические и другие. Плашка метрическая нужна в тех случаях, если резьбу надо выполнить метрическую (отсюда и название). Все измерения будут в миллиметрах. Имеется и специальная маркировка – «М». Часто можно увидеть на таких плашках следующие значения – М 8, М 10.
Тогда надо иметь в виду, что данными приспособлениями можно выполнять резьбу с диаметрами равными 8 и 10 мм. Резьба происходит пошагово, а вот равен каждый шаг расстоянию между витками
Резьба происходит пошагово, а вот равен каждый шаг расстоянию между витками
Надо обращать внимание и на то, что каждая плашка отличается своим основным шагом в резьбе. Шаг бывает и не только основной, а также и дополнительный
Пример: плашка марки М 12, основной шаг составляет – 1,75. Кроме того, можно найти и такую маркировку, как: М 12-1,5; М 12-1; М 12-0,75; М 12-0,5. Расстояние каждого витка будут меньше, если сам шаг меньше.
Плашка левая все может сказать о себе одним названием. Такие приспособления необходимы, когда нужна левая резьба. Эти работы не так уж часты, но, тем не менее, они бывают, поэтому и для них нужны специальные инструменты. Допустим, нужно выполнить резьбу в соединениях, которые потом должны вращаться. А если же в таком соединении сделать обычную правую резьбу, то результат будет таков – все они тут же раскрутятся обратно. Найти такие плашки можно по маркировке, они обозначены так – «LN».
Плашка трубная предназначена для изготовления цилиндрической резьбы, и это могут быть не только небольшие трубки, а также шпильки, стержни и трубы, но только большого диаметра. Обычно все размеры указаны в дюймах и имеют значения от половины до 2-х. Вот только работать с таким приспособлением рекомендуется, если трубы изготовлены из нетвердых металлов. Помимо того, стенки у металлических труб не должны иметь деформаций. Плашка коническая (дюймовая) нужна там, где следует получить резьбу в виде конуса. В основном, их используют на заводах, фабриках и производствах, где имеются топливные трубопроводы, различные станки. Они имеют свою маркировку в виде буквы «К».
Правила использования
Для создания винта на трубе потребуется набор соответствующих плашек, вороток и специальный зажим. Для нарезания резьбы подбирается наиболее подходящий набор плашек в зависимости от диаметра трубы и требуемого шага расположения витков. Определить некоторые параметры можно при визуальном осмотре поверхности, но на поверхности корпуса также должна быть соответствующая маркировка. Не стоит забывать о том, что создаваемый винт может быть левым или правым.
Для нарезания резьбы подбирается наиболее подходящий набор плашек в зависимости от диаметра трубы и требуемого шага расположения витков. Определить некоторые параметры можно при визуальном осмотре поверхности, но на поверхности корпуса также должна быть соответствующая маркировка. Не стоит забывать о том, что создаваемый винт может быть левым или правым.
Весь процесс создания винта на трубе можно разделить на несколько основных этапов:
Работу следует начать с подготовки трубы. Поверхность металла не должна иметь ржавчины или серьезных дефектов. Очистку можно провести достаточно быстро при применении специальных устройств.
С торцевой поверхности снимается фаска. Эту работу можно сделать при применении напильника.
Как и при использовании метчика, в этом случае поверхность следует смазать маслом или другим подобным веществом. Без смазывающегося вещества при работе может возникнуть высокая нагрузка, которая приведет к деформации режущей кромки.
Плашка закрепляется в специальном плашкодержателе
Уделяется внимание тому, насколько прочно крепление, так как на основную часть инструмента может передаваться высокая нагрузка.
Во время работы одной рукой выполняется вращение инструмента, второй — его вдавливание. Для врезания инструмента в металл на него должно оказываться существенное воздействие.
Рекомендуется делать два оборота в направлении резьбы и один оборот в обратном направлении
За счет этого обеспечивается удаление образующейся стружки с зоны резания, что облегчает ход инструмента.
Резьбу более высокого качества можно получить только при применении разрезной плашки. Это связано с тем, что конструкция имеет стопорное кольцо, с помощью которого проводится регулировка диаметра.
При проведении работы следует учитывать то, что существует несколько видов винтовых соединений:
- Треугольное.
- Трапециевидное.
- Прямоугольное.
- Упорные.
 youtube.com/embed/chLNJfsKXnU?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/chLNJfsKXnU?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Упорный тип соединения характеризуется тем, что на соединяемые элементы оказывается постоянное одностороннее давление. Именно поэтому витки должны обладать высокой прочностью. Прямоугольный тип соединения характеризуется тем, что применяется для объединения подвижных элементов конструкции.
В заключение отметим, что в продаже встречается довольно большое количество наборов плашек. Если работа по нарезанию резьбы проводится часто, то следует приобрести наборы от известных производителей, которые при создании инструмента применяют качественную сталь.
Как выкрутить сломанный метчик
Если вы все же нарушили рекомендации и сломали метчик — не отчаивайтесь. Несмотря на то, что высверлить обломанный метчик практически невозможно — его прочность выше прочности обычного сверла, существуют способы спасения ситуации.
Экстрактор. Для метчиков применяется специальный экстрактор с закаленными изогнутыми тонкими шпильками, которые одним концом вводятся в канавки, а другим зажимаются в специальной цилиндрической оправке
Осторожно вращая оправку воротком, можно выкрутить пострадавший инструмент.
Точечная сварка. К обломку приваривается L-образный стержень, за который конструкция и выкручивается пассатижами.
Вытравливание кислотами
Выбирается кислота, сильнее действующая на материал метчика, чем на материал детали. Способ опасный и не рекомендован для применения в домашних мастерских.
Электроискровой способ. На деталь подают минус, а плюсовым электродом контактной сварки аккуратно прикасаются к обломку. В ходе электроискрового разряда он теряет мельчайшие частицы металла в виде раскаленных брызг. Через несколько разрядов, как правило, заклинивание пропадает, и обломок можно выкрутить.
 youtube.com/embed/7lxGJ-54pp8?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/7lxGJ-54pp8?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Но самый лучший способ — это вовсе не ломать метчик.
Типы и свойства резцов
Токарный резец по металлу состоит из державки и рабочей головки. Качество обработки деталей напрямую зависит от этих элементов. Державка имеет прямоугольное или квадратное сечение. С ее помощью резец фиксируется на токарном станке.
Рабочей головкой обрабатывают детали. Она составлена из различных режущих плоскостей и кромок. Угол затачивания головки обусловлена материалом, из которого изготовлена деталь.
Наружную и внутреннюю резьбу нарезают резьбонарезными резцами разных типов.
Резьбонарезные резцы
Самые используемые из них:
- стержневые;
- призматические;
- круглые.
Стержневые резцы состоят из стержня с рабочей головкой. Эти типы бывают разных профилей. Самые износостойкие — резцы, к которым припаяны твердосплавные рабочие грани. Они не нуждаются в частом точении, так как долго остаются острыми.
Призматические резцы применяют для обработки только внешней стороны болванки. Их преимущество перед стержневыми – способность обрабатывать большие поверхности. Но их следует чаще подвергать перетачиванию.
Круглые резцы используют в процессе нарезания резьбы внутренней и наружной. Эти инструменты очень удобны в работе, область использования их достаточно широка. Круглые резцы допускают многоразовое перетачивание.
Резьбовые резцы круглые
По конструктивным отличиям металлорежущие инструменты делятся на несколько типов:
- прямые;
- изогнутые;
- отогнутые;
- оттянутые.
Вершина любого резьбового инструмента — скругленная головка или фаска. Профиль резьбы формируется резцом должной конфигурации. Режущими инструментами гнутой формы нарезают резьбовую нить на поверхности болванки.
Прямые резцы здесь используются редко. Резьбу внутри детали совершают изогнутыми резцами, иногда прямыми, закрепленными в специальном держателе.
Резьбу внутри детали совершают изогнутыми резцами, иногда прямыми, закрепленными в специальном держателе.
Резцы разделяются по категориям:
- изготовленные из быстрорежущей легированной стали;
- с напаянными на рабочий элемент твердосплавными пластинами;
- режущие приспособления со сменными многогранными пластинами, закрепленными на головке.
По направлению следования винтовой нарезки, инструменты дифференцируют на правые и левые. При работе первыми подача идет слева направо, вторыми — подача идет влево. Правые используют чаще.
Режем резьбу плашкой
Лерки для ручного нарезания резьбы
При ручном нарезании резьбы заготовка (стержень, труба) неподвижна, а вращается сам инструмент. Окружная скорость скольжения при этом отсутствует, поэтому лерки для нарезки резьбы практически не нагреваются до высоких температур. Для снижения механического износа резьбообразующего профиля, и уменьшения усилия необходимый под нарезку участок заготовки смазывают. При больших разницах между диаметром исходной заготовки и диаметром резьбы смазывать необходимо и внутреннюю поверхность лерки.
Считается, что для формирования полноценного резьбового профиля диаметр исходной заготовки (для наиболее популярных диаметров) должен соответствовать следующим значениям:
Диаметр нарезаемой резьбы
М6
М8
М10
М12
М16
М20
Диаметр исходного стержня (или трубчатой заготовки),мм
5,80…5,95
7,75…7,90
9,70…9,95
11,80…11,95
15,80…15,95
19,80…19,95
Примечание. Приведённые в таблице данные могут использоваться также и для определения диаметра исходной заготовки под последующее формообразование резьбы на автоматах с плоскими плашками.
Важным элементом для правильного выбора лерки является материал, из которого она изготовлена. Особенность процесса резьбонарезания – постепенное нарастание усилия, с резким его снижением к концу процесса – предопределяет повышенную вязкость материала лерки, в противном случае резьбовый профиль интенсивно выкрашивается. Поэтому оптимальным выбором будут лерки из легированной инструментальной стали Х12Ф1 или 9ХС, при твёрдости 59…61HRC. Для нарезания резьб на жаропрочных и легированных сталях подойдёт инструмент из быстрорежущей стали марок Р6М5 или Р9К6, с твёрдостью 60…63 HRC. Цена таких лерок будет высокой, поэтому их использование оправдано лишь при больших объёмах производства резьбовых деталей. Для бытовых целей вполне допустимо использовать лерки, изготовленные из углеродистых инструментальных сталей У10 или У12.
Наиболее высокий рейтинг из предприятий, которые производят подобную инструментальную оснастку, имеют предприятия Ижевска, Челябинска, Владивостока, Самары, Брянска, Нижнего Новгорода (Россия), Орши, Минска (Белоруссия), Львова (Украина). В эксплуатации отлично зарекомендовали себя лерки зарубежного производства от UFC (Италия) и CM Tools (Финляндия).
https://youtube.com/watch?v=lsww6icPhaE%3F
Нарезание внутренней резьбы метчиком
Для формирования внутренней резьбы необходимы следующие инструменты и материалы:
- молоток, кернер, дрель, сверла;
- комплект метчиков, вороток, слесарные тиски;
- машинное масло.
Технология нарезания резьбы метчиком
Первым делом производят разметку заготовки и кернят центр будущего отверстия. Подбирают сверло, соответствующее необходимому диаметру резьбы. Это можно сделать с помощью справочных таблиц или приближённо по формуле d = D – P. Здесь D – диаметр резьбы, P – её шаг, d – диаметр сверла. Например, для М10 d = 10 – 1,5 = 8,5 мм.
Номинальный диаметр резьбы, мм | Шаг, P | Диаметр сверла под резьбу |
|---|---|---|
| 2 | 0,4 | 1,6 |
| 3 | 0,5 | 2,5 |
| 3,5 | 0,6 | 2,9 |
| 4 | 0,7 | 3,3 |
| 5 | 0,8 | 4,2 |
| 6 | 1 | 5,0 |
| 0,75 | 5,25 | |
| 0,5 | 5,5 | |
| 8 | 1,25 | 6,8 |
| 1 | 7,0 | |
| 0,75 | 7,25 | |
| 0,5 | 7,5 | |
| 10 | 1,5 | 8,5 |
| 1,25 | 8,8 | |
| 1 | 9,0 | |
| 0,75 | 9,25 | |
| 0,5 | 9,5 | |
| 12 | 1,75 | 10,2 |
| 1,5 | 10,5 | |
| 1,25 | 10,8 | |
| 1 | 11 | |
| 0,75 | 11,25 | |
| 0,5 | 11,5 | |
| 14 | 2 | 12,0 |
| 1,5 | 12,5 | |
| 1,25 | 12,8 | |
| 1 | 13,0 | |
| 0,75 | 13,25 | |
| 0,5 | 13,5 | |
| 16 | 2 | 14,0 |
| 1,5 | 14,5 | |
| 1 | 15,0 | |
| 0,75 | 15,25 | |
| 0,5 | 15,5 | |
| 18 | 2,5 | 15,5 |
| 2 | 16,0 | |
| 1,5 | 16,5 | |
| 1 | 17,0 | |
| 0,75 | 17,25 | |
| 0,5 | 17,5 | |
| 20 | 2,5 | 17,5 |
| 22 | 2,5 | 19,5 |
| 24 | 3 | 21 |
| 27 | 3 | 24 |
| 30 | 3,5 | 26,5 |
В детали сверлят отверстие на требуемую глубину, которая должна превышать длину нарезаемой части. С помощью сверла диаметром большим, чем d, на кромке отверстия выполняют фаску. Она служит для центрирования и лучшего захода метчика.
С помощью сверла диаметром большим, чем d, на кромке отверстия выполняют фаску. Она служит для центрирования и лучшего захода метчика.
По основным параметрам резьбы – диаметру и шагу – подбирают режущий инструмент. Как правило, используют комплект из двух метчиков. Один из них черновой, другой – чистовой. По размеру квадрата хвостовой части метчиков выбирают вороток.
Деталь надежно закрепляют в тисках. Черновой метчик и отверстие смазывают машинным маслом. После этого устанавливают метчик строго перпендикулярно поверхности детали и, нажимая вдоль его оси, вращают вороток за рукоятки.
Нарезав одну-две нитки резьбы, делают четверть оборота в обратную сторону. Это способствует дроблению и удалению стружки, препятствует заеданию инструмента. Работу продолжают, осуществляя попеременное вращение: ½ оборота вперед, ¼ – назад. При этом необходимо следить за тем, чтобы не было перекоса метчика. Не стоит также прикладывать чрезмерное усилие к нему. Чтобы не допустить заедания, режущий инструмент периодически выводят, а отверстие очищают от стружки.
После нарезания внутренней резьбы на необходимую глубину в отверстие устанавливают чистовой метчик. Когда он пойдет по заданному направлению, на него надевают вороток и продолжают работу. Периодически добавляют смазку.
Резьбу проверяют с помощью калибра-пробки или болта. Он должен ввертываться без усилий и не качаться. При необходимости делают дополнительный проход чистовым метчиком.
Дюймовая и метрическая нарезка
Характерным отличием считается несколько параметров:
- Измерение детали выражается в дюймах.
- Профиль резьбы напоминает равнобедренный треугольник, вершина которого составляет 55 градусов.
- Отличается большим шагом.
- Крупный профиль.
- Высокая прочность.
В России все измерения выполняются в метрической системе. Не стало исключением и нарезание резьбового соединения. Характерными отличиями являются:
Не стало исключением и нарезание резьбового соединения. Характерными отличиями являются:
- Размеры указываются в миллиметрах.
- Профиль напоминает равносторонний треугольник.
- Небольшой шаг.
Для соединения водопроводных труб применяется дюймовая система, изготовление крепёжных деталей делается в метрической системе. Если арматура накручивается согласно движению часовой стрелки, соединение называется правым. Если наоборот, резьба считается левой.
Конструктивные особенности
Вначале внутреннюю резьбу нарезали нехитрыми приспособлениями в виде заточенного под конус четырехгранного стержня. На коническом конце выпиливали режущие зубы, которые при завинчивании стержня в отверстие процарапывали в нем резью. В ходе дальнейших усовершенствований у метчика появился положительный передний угол, канавки для выброса стружки и лучшее соответствие режущих кромок профилю резьбы.
Устройство метчика
В современном метчике присутствуют следующие обязательные конструктивные элементы:
- Головная (или заборная) часть в форме пологого конуса, служащая для начала формирования профиля резьбы.
- Некоторое число (2-6) боковых канавок, обеспечивающих отведение стружки и поступление смазки (СОЖ).
- Калибрующая часть, в форме протяженного цилиндра, завершающая точное формирование профиля.
- Хвостовик, служащий для закрепления метчика в зажимном устройстве патрона или ворота.
Различают канавки для стружки следующих типов:
- Однорадиусные – поперечный разрез представляет собой дугу окружности, применяются на калибровочных инструментах.
- Прямолинейные — поперечное сечение U-образное, используются для нарезки гаечной резьбы.
- Смешанные — прямолинейная передняя и дугообразная задняя. Так делают большую часть универсального инструмента.
Разновидности канавок метчика
Кроме того, канавки делятся на:
- Прямолинейные. Используются в универсальном инструменте.
- Левые спиральные. Левозаходные применяют для нарезания резьбы на проход. Стружка выталкивается в пространство перед метчиком, предохраняя, таким образом, уже сформированный профиль от повреждения.
- Правые спиральные. Правозаходными снабжают метчики для нарезания глухих отверстий, такими канавками стружка выталкивается наружу и не забивает отверстие.
 Используются в универсальном инструменте.
Используются в универсальном инструменте.Коническая форма головной части облегчает центровку метчика в отверстии и заход на нарезку первых ниток резьбы. Угол наклона конуса варьируется между 3° и 20°, конкретное значение определяют, исходя из назначения инструмента — чернового, промежуточного или чистового прохода.
Цилиндрическая часть в действительности представляет собой обратный конус с очень маленьким углом конусности . Занижение достигает 0,1 мм, это позволяет снизить трение в ходе нарезки.
Оновные размеры метчиков:
- шаг резьбы;
- высота профиля;
- полная высота профиля;
- наружный диаметр резьбы;
- длина заборной части;
- угол заборного конуса;
- величина затылования.
Кроме всего, инструменты делятся на метчики с левой и с правой резьбой.
Правила нарезания резьбы с помощью плашек
Нарезание резьбы плашкой вручную требует соблюдения определённых правил. Зная принципы работы с инструментом можно создать качественное, долговечное соединение. Для того чтобы работать с приспособлением для создания резьбового соединения нужно использовать плашкодержатель. Правила проведения работ:
Определить точный диаметр трубы, выбрать оснастку по маркировке, указываемой на её поверхности.
Подготовить обрабатываемую деталь. Снять фаску с помощью напильника. Угол фаски должен быть не более 45 градусов. Больший угол сделает соединение некачественным.
Чтобы режущие кромки прослужили дольше, при работе нужно использовать смазку. Это может быть моторное масло. Им смазывают режущие части, заготовку.
Плашкодержатель нужно повернуть по часовой стрелке на два витка, затем сделать 1 виток в обратную сторону. Когда режущие кромки движутся назад, появляющаяся стружка выходит наружу, не забивается в готовых витках
Когда режущие кромки движутся назад, появляющаяся стружка выходит наружу, не забивается в готовых витках
Важно удерживать инструмент с воротком строго вертикально, чтобы резьба получилась ровной.
После создания первых 3–4 витков нужно уменьшить ход плашки в обратную сторону. Будет достаточно сделать два поворота по часовой стрелке и половину оборота против часовой
Нельзя продолжать работу если оснастка перегрелась, нужно делать перерывы.
Когда было сделано нужное количество витков, качество готовое соединение нужно проверить. Для этого нужно взять гайку выбранного диаметра, попробовать накрутить её на трубу. Первые разы гайка будет накручиваться медленно, с затруднениями. Постепенно эти проблемы исчезнут. Неровная резьба может стать причиной разрушения соединения при его эксплуатации.
нарезание резьбы плашкой
Watch this video on YouTube
Режущий инструмент – плашка
Плашка – режущий токарный инструмент, изготовленный в форме гайки. Просверленные в ней отверстия делают для отвода стружки. Инструмент состоит из режущих элементов, расположенных на каждой его стороне и образующих заборный конус. Плашкой на токарном станке формируется резьба на болтах, шпильках, винтах и других металлоизделиях.
Наиболее используемые виды плашек:
- метрические;
- левые;
- трубные.
Облегчить задачу можно, сделав на торце небольшую фаску так, чтобы ее высота совпала с высотой профиля резьбы. Размер плашки должен совпадать с диаметром детали.
Затем плашку нужного размера фиксируют в плашкодержателе, закрепленный в задней бабке токарного станка. Скорость нарезки резьбы зависит от материала для заготовки: изделия из латуни обрабатываются около 15 м/мин., чугунные – 3 м/мин., стальные болванки — 4 м/мин.
При такой скорости обработки плашка меньше изнашивается. В процессе нарезки каждый оборот плашки нужно сменять ее поворотом назад на треть окружности, чтобы очистить отверстия от стружки.
Виды плашек
Существует просто огромное количество различных вариантов исполнения инструмента, что связано с многообразием резьбовых соединений. Все они обладают своими определенными достоинствами и недостатками.
Виды плашек учитываются для подбора наиболее подходящего варианта исполнения для нарезания резьбы. Основные признаки классификации следующие:
- Форма.
- Конструкция корпуса.
- Способ нарезания витков.
Кроме этого, не стоит забывать о том, что бывает плашка метрическая и дюймовая. Большее распространение получили метрические резьбы, но дюймовые применяются при создании различных механизмов.
Плашка для нарезания резьбы метрическая
Классификация плашек для нарезания резьбы по форме проводится следующим образом:
- В виде шестигранника.
- Трубчатые.
- Круглые.
- В виде квадрата.
Выделяют и несколько видов инструмента по конструктивным признакам:
- Цельная плашка левая, резьба может быть с различным шагом, представлена неразборным литым корпусом, который имеет несколько отверстий. Этот вариант исполнения получил самое широкое распространение, так как характеризуется надежностью и простотой в применении, длительным сроком эксплуатации. Однако при частой работе с различными диаметрами приходится иметь при себе целый набор этого инструмента.
- Разрезные существенно упрощают процесс нарезания витков, что также связана с конструктивными особенностями корпуса.
- Раздвижные варианты исполнения обладают самым сложным корпусом, который может регулироваться в определенном диапазоне диаметров. Имея один подобный инструмент в наличии можно проводить нарезание резьбовой поверхности на заготовках различного диаметра.
Плашка для нарезания резьбы дюймовая
С левой резьбой можно работать при применении всех распространенных вариантов исполнения инструмента. По предназначению можно выделить следующую классификацию:
- Для круглой резьбы.
- Для конической формы.
- Для цилиндрической.
Изготовление проводится в соответствии с установленными стандартами в ГОСТ.
Классификация плашек
Классифицируются плашки по такому признаку, как форма на :
- трубчатые;
- квадратные;
- круглые;
- шестигранные.
Кроме этого они могут иметь различную конструкцию корпуса:
- цельную;
- раздвижную;
- разрезную.
По способу нарезки резьбы:
- для круглой резьбы они должны изготавливаться по ГОСТ 13536–68;
- для нарезания цилиндрической резьбы на трубах — ГОСТ 9740–71;
- для конической резьбы должны соответствовать ГОСТ 6211–81;
- для дюймовой и метрической резьбы, соответственно — ГОСТ 6111–52 и ГОСТ 9150–81.
Самыми распространёнными плашками являются изделия круглой формы. С их помощью можно нарезать резьбу за одно прохождение, а не за три-четыре, что присуще для раздвижных плашек. Но работать с ними можно только в том случае, когда к резьбе предъявляются требования по второму кассу точности. С их помощью можно нарезать резьбу с крупным шагом в метрическом измерении, можно и с мелким шагом, сделать трубную резьбу, дюймовую резьбу. Если требования к резьбе очень высокие, то такие плашки не подойдут, так как при их изготовлении ее рабочая часть поле термообработки не проходит процесс шлифовки.
От того, какой диаметр стружечных отверстий и размер нарезаемой резьбы, зависит ее наружный диаметр. Чем больше отверстия, тем лучше происходит отвод стружки, что в свою очередь уменьшает вероятность выхода из строя режущих кромок. При этом стоит учитывать, что чем больше стружечные отверстия, тем больше ее наружный диаметр. Поэтому для изготовления таких плашек требуется не только больше исходного материала, так и всех дополнительных комплектующих деталей, которые требуются для их крепления — воротков и различных патронов.
инженер поможет — Плашка для нарезания резьбы
Плашка или лерка – это инструмент для нарезания наружной резьбы на детали. Разновидностей плашек существует очень много, расскажу про те которые чаще всего используют дома и на производстве.
Все плашки используются вместе с плашкодержателем – это приспособление для ее зажима.
Плашкодержатель подходит одновременно под несколько диаметров плашек для нарезания резьбы. Лерка ставится во внутрь плашкодержателя и зажимается винтом, под который есть специальная выемка.
Плашки с метрической резьбой
Для нарезания метрической резьбы есть специальные метрические плашки. Метрическая резьба измеряется в миллиметрах, а в маркировке есть буква «М».
Например М6 или М8 – значит, что можно нарезать резьбу плашкой на 6 мм и 8 мм.
Размеры стандартных плашок для нарезания резьбы начинаются от 1мм до 60мм.
Шаг резьбы – это расстояние между витками. У каждой плашки есть основной шаг резьбы, а также несколько дополнительных, но дополнительные меньше основного шага резьбы.
Например возьмем плашку М 10. Её основной шаг – 1,75, но может быть и М10*1,5, М10*1, М10*0,75 и М10*0,5. С уменьшением шага витки резьбы располагаются ближе друг к другу.
Плашки с левой резьбой
Левые плашки используется очень редко. Такая лерка обозначается буквами «LH» и используется для нарезания левой резьбы, в соединениях, которые вращаются. Левая резьбы в них нужна для предотвращения раскручивания вращающихся деталей.
Плашки с дюймовой резьбой
Трубные плашки маркируются буквой «G», а измеряется она в дюймах. Напомню, что 1 дюйм равен 25.4мм
Если перевести на миллиметр в дюйм, то имеем
15 мм труба – ½ дюйма
20 мм – ¾
25 мм – 1 дюйм
32 мм – 1 ¼
Например G 1/2, G 3/4 – это плашки используемые я для систем водоснабжения жилых домов, а трубные конические применяются в резьбах под конус на производстве, для топливных трубопроводов ил для соединения узлов станка. У таких плашек в названии есть буква «K».
Плашки для нарезания резьбы делаются из быстрорежущей стали.
Среди современных производителей хорошо зарекомендовали себя львовский инструментальный завод и завод «туламаш» .
Примерные цены в 2016 году в рублях
М8 – 80
М14 – 90
М27 – 240
М48 – 570
G1/2 – 130
G3/4 – 170
G1 – 230
G2 – 840
Вырежьте посох / трость: 16 шагов (с изображениями)
Не стесняйтесь задавать вопросы в разделе комментариев.Ключ:
Q: Вопрос A: Мой ответ RW: Рик Вибе (что говорит мастер Уиттлер / резчик Рик Виби)В: Вы знаете, что это за дерево, что вы с использованием?
A: Я использую бумажную березу.
Q: Как вы рекомендуете защитить конец, уходящий в землю, чтобы он не раскололся?
A: Если вы округлили его, я почти уверен, что он не должен расколоться.Я также видел, как некоторые люди кладут костыль на дно, как в этом руководстве.
В: Я предполагаю, что цвет высушенной внутренней коры может быть разным в зависимости от того, мягкая это древесина или лиственная. Кроме того, если кто-то хочет попробовать свои силы в вырезании какого-либо узора на дереве, нужно ли это делать немедленно (пока оно еще зеленое) или подождать, пока древесина хорошо высохнет?
RW: Цвет внутренней коры очень зависит от вида.Если вы будете вырезать ольху, вы заметите, что внутренняя кора и внешняя часть дерева довольно быстро станут очень красными после резки. Происходит то же самое, что и обесцвечивание яблока после укуса.
Некоторые виды клена (например, сахарный клен) очень твердые и, вероятно, не лучший выбор для палок, на которых будут вырезаны лица. Я часто вырезаю на палках лица, пока они еще влажные. Большинство видов древесины труднее вырезать, когда они влажные.Палка, обрезанная осенью или зимой, будет меньше трескаться по мере высыхания, потому что в ней меньше влаги и, следовательно, меньше выскальзывания. По мере усадки древесина треснет. Больше влаги означает большую усадку и большее растрескивание (обычно это называется «проверкой»). Лучше дать палке немного высохнуть, прежде чем обжигать ее по дереву.
Твердая и хвойная древесина — забавные термины. Некоторые породы дерева мягче, чем мягкие. Бальза, самая мягкая древесина в мире, — это древесина твердых пород. Хвойные деревья называются хвойными, или то, что мы обычно называем в Канаде «вечнозелеными», хотя некоторые из них не остаются зелеными круглый год (например, лиственницы и тамараки).Лиственные породы — это то, что мы называем лиственными, которые чаще всего теряют листья осенью и не имеют шишек, хотя у некоторых, например, ольхи, есть шишки, а другие, как на ум приходит земляничное дерево, не теряют листья осенью. Я не призываю людей делать палки из саженцев хвойных пород, потому что они обычно имеют много смолы, что создает проблемы. Кроме того, многие саженцы лиственных пород, которые растут в канавах и т. Д., Считаются сорняками, и нет проблем с их вырубкой.Дугласский клен, береза, ольха, саскатун, ива и осина — все они подходят для этой категории. Интересно экспериментировать с разными породами дерева и смотреть, какие из них подходят вам, а какие вам нравятся.
Ваш дом для деревообработки — резьба трости и трости
Изготовление трости для горгульи После исследования таинственной художественной формы горгулий я задумался, как я могу объединить резную горгулью с предметом, который мне дороже: тростью и трости.Одна мысль, которая пришла мне в голову, когда я впервые изучал изображения классических водяных смерчей или «настоящих» горгулий, была: «Человек, из этого получится отличная ручка для трости!» Вырезание деревянного духа на трости Это частичный взгляд на функцию, которую я разместил на своем веб-сайте в феврале 2002 года, чтобы проверить реакцию на компакт-диск с инструкциями, который я находился в процессе разработки. Я был поражен реакцией, и с тех пор разработал несколько компакт-дисков с инструкциями.
Изготовление трости Diamond Willow
Я собираю «мертвые», когда нахожу их, и сделал плечевые ремни, чтобы носить их в кустах.Что касается «живых», то собираю их только в период с 15 мая по 15 июля, потому что в этот период сок течет и их очень легко очистить. В другое время года я отмечаю зеленые ленточками, чтобы потом собрать их.
Введение в резьбу по тростнику
Резьба по тростнику может быть одним из самых выразительных направлений нашего хобби. На трости вырезано практически все, что только можно, от змей до обнаженных тел, от библейских отрывков до танцующих клоунов. Работа с хорошо приправленной палкой или вырезанной заготовкой, резьба по трости доставит много часов удовольствия, а прекрасной наградой станет готовая трость, когда вы закончите.
Трости и трости
Есть много пород дерева, из которых можно сделать трости или трости. Вот лишь некоторые из них: клен, ольха, вишня, алмазная ива, осина, сассафрас и даже кактус окатилло или капуста с тростью. Все они могут быть очищены, вырезаны или обожжены.
Когда приходят духи леса
Сто лет назад северный берег Верхнего озера был наводнен рыбаками, которые бросали большие сети и тоннами вытаскивали озерную сельдь.Эти суровые люди прожили тяжелую жизнь, вытаскивая сети из большого озера. Время от времени одна из сетей рвалась, и поплавки, удерживавшие сеть (Фото 1), спускались по течению, чтобы собрать их позже, когда они были выброшены на берег. Теперь я держу одну из этих поплавков в руке и под руководством опытного резчика, инструктора Брюса Футтерера, вытащу лицо этого рыбака и оживлю дух дерева.
Правильная древесина для трости
Советы по выбору лучшей ветки для изготовления красивой личной тростииз Ручная вырезка вашей собственной трости Дэвида Стехли
Если вам просто нужна помощь в подъеме на крутой холм, подойдет любая достаточно прочная ветка в лесу.Но если вы хотите вырезать красивую личную трость, то выбирать нужно немного внимательнее.
Советы по выбору резного ответвления
• Подойдет практически любая древесина. По мере того, как вы будете вырезать больше, вы узнаете, что вам нравится вырезать. Вы также познакомитесь с разновидностями, которые растут у вас в лесу. Тем не менее, чтобы помочь вам начать работу, вот диаграмма деревьев, которые я вырезал, и мои заметки об их пригодности как для проектов по резьбе, так и для ходьбы: НАЖМИТЕ ЗДЕСЬ, чтобы загрузить диаграмму.
• Найдите достаточно прямую палку диаметром не менее 1 дюйма (2,5 см). Она должна быть немного больше, чем удобно держать, чтобы вы могли вырезать часть дерева и при этом иметь достаточно прочную палку, чтобы поддерживать вас во время ходьбы. Вам нужна ветка с достаточным количеством дерева наверху, чтобы обеспечить заготовку для резьбы, но у нее достаточно тонкое древко, чтобы его несложно уменьшить до подходящего диаметра.
• Если вы взрослый человек среднего роста, вам понадобится палка примерно 55 дюймов (1.4м) в длину. Если вы ростом 6 футов (1,5 м) или выше, стремитесь к палке длиной от 58 до 60 дюймов (от 1,47 до 1,5 м). Согните руку под углом 45 ° — именно в этом месте вы хотите вырезать рукоять, чтобы можно было взять палку естественным образом.
• Тем не менее, если вы заготавливаете зеленую древесину, отрежьте кусок длиннее, чем вы собираетесь использовать. Оба конца могут расколоться или потрескаться в процессе отверждения, поэтому вам придется удалить их, прежде чем приступить к резьбе.
• Соберите урожай над и под боковыми ветвями, чтобы предотвратить растрескивание или раскалывание вала (вариации зерна вокруг ветвей часто останавливают раскол).Вы можете отрезать ветви после того, как кусок достаточно затвердеет. Или вы можете добавить в дизайн боковые ответвления. Вы можете использовать ветку наверху для птичьего клюва, носа или даже вытянутой головы змеи.
• Чтобы убедиться, что на вершине ветки достаточно резьбы для изготовления рисунка, оставьте кусок ствола на конце. Штамб — это часть ствола, из которой растет ветка. Вы также можете использовать кап, который представляет собой выпуклый нарост на дереве. Его можно вырезать или превратить в красивую рукоятку для мяча.
Инструменты для обрезки веток
Скорее всего, идеальная палка не будет лежать у дороги в ожидании вас. Возможно, вам придется срезать его с поваленного дерева большего размера или собрать саженец. Перед тем, как срезать живое дерево, убедитесь, что у вас есть разрешение владельца.
• Для регулярной уборки небольших палочек вам понадобятся:
Лучковая пила
Малые секатор
Секатор с длинной ручкой
• Для заготовки целого дерева я использую:
Цепную пилу (Никогда не используйте одну цепную пилу.)
Очки, средства защиты слуха и каска
Прочные рабочие перчатки
Длина прочной веревки
Когда его можно вырезать?
Хотя вы можете сразу же перенести свою палку, она не обязательно будет готова к резке. Подобно тому, как вы не сжигаете зеленое дерево, вы также не вырезаете его. Зеленое дерево с большой вероятностью расколется и покоробится по мере высыхания, что испортит вашу резьбу.
Ветвь упавшего дерева может быть достаточно сухой, чтобы ее можно было вырезать; разрезать его, чтобы увидеть. Дерево должно быть сухим, чистым и твердым.На концах могут быть небольшие трещинки. Кора может быть рыхлой. Когда вы стучите две части вместе, они должны издавать высокий звонкий звук, а не глухой стук.
Свежесобранному деревцу или ветке дерева потребуется от нескольких месяцев до года, чтобы просохнуть настолько, чтобы они не раскололись, когда вы их срежете. Бросьте палочки в кучу и дайте им застыть. Проверяйте их каждые несколько месяцев, выбрасывая сильно деформированные или расколотые. Время от времени проверяйте детали, чтобы убедиться, что они достаточно сухие, чтобы их можно было вырезать.
.
Для получения дополнительной информации о резьбе по трости см. Статью « Ручная вырезка вашей собственной трости » Дэвида Стехли. Вырежьте красивые трости для дикой природы с пошаговыми инструкциями, готовыми выкройками, вдохновляющей цветной фотогалереей и советами по поиску и отделке древесины. Книгу можно приобрести в Fox Chapel Publishing по цене 14,99 долларов плюс S&H..
.
.
.
.
• НАЖМИТЕ ЗДЕСЬ, чтобы увидеть больше замечательных проектов из Woodcarving Illustrated Fall 2017 (выпуск 80).НАЖМИТЕ ЗДЕСЬ, чтобы приобрести выпуск. • Чтобы увидеть больше подобных статей, подпишитесь на журнал «Резьба по дереву». Для получения дополнительной информации нажмите здесь. • Плюс! Получайте электронные мини-журналы по электронной почте в перерывах между выпусками печатных изданий. Щелкните здесь, чтобы подписаться на наш информационный бюллетень по электронной почте StropTalk.Трость, резьба по горным пейзажам на походной палке Высотой до 60 дюймов, автор Creation Carvings: Handmade
Натуральная древесина твердых пород в виде трости из вяза или гикори с резьбой «Горный пейзаж».Эта трость была собрана вручную и высушена в печи. Он включает в себя посох из вяза с вырезанным вручную горным пейзажем, кожаный ремешок и резиновую пробку на кончике. Высота этого мощного посоха с наружной резьбой — 60 дюймов.
h3.default { цвет: # CC6600; размер шрифта: средний; маржа: 0 0 0,25em; } #productDescription_feature_div> h3.books { цвет: # 333! важно; размер шрифта: 21px! важно; высота строки: 1,3; padding-bottom: 4px; шрифт: нормальный; маржа: 0px; } #productDescription_feature_div> h3.softlines { цвет: # 333! важно; размер шрифта: 21px! важно; высота строки: 1,3; padding-bottom: 4px; font-weight: жирный; маржа: 0px; } #productDescription> p, #productDescription> div, #productDescription> table { маржа: 0 0 1em 0; } #productDescription p { маржа: 0em 0 1em 1em; } #productDescription h4 { шрифт: нормальный; цвет: # 333333; размер шрифта: 1.23em; ясно: слева; маржа: 0.75em 0px 0.375em -15px; } #productDescription table { граница-коллапс: наследовать! важно; нижнее поле: 0; } #productDescription table img { максимальная ширина: наследовать! важно; } #productDescription table td { размер шрифта: маленький; вертикальное выравнивание: наследование! важно; } #productDescription ul li { маржа: 0 0 0 20 пикселей; } #productDescription ul li ul { тип-стиль-список: disc! important; маржа слева: 20 пикселей! важно; } #productDescription ul ul li { тип-стиль-список: disc! important; маржа слева: 20 пикселей! важно; } #productDescription> ul ul li { тип-стиль-список: disc! important; } #productDescription ul li ul li { маржа: 0 0 0 20 пикселей; } #описание продукта .aplus p { маржа: 0 0 1em 0; } #productDescription small { размер шрифта: меньше; } # productDescription.prodDescWidth { максимальная ширина: 1000 пикселей } ]]>Ручная вырезка вашей собственной трости
Ручная вырезка вашей собственной трости | Издательство Fox Chapel PublishingМагазин не будет работать корректно, если куки отключены.
Похоже, в вашем браузере отключен JavaScript. Для наилучшего взаимодействия с нашим сайтом обязательно включите Javascript в своем браузере.
14 долларов.99
Доставка в течение 1-2 рабочих дней
Научитесь вырезать красивые трости, посохи и трости в стиле дикой природы с 12 пошаговыми проектами резьбы по дереву и готовыми выкройками! Ручная резьба вашей собственной трости также включает в себя вдохновляющую галерею и полезные советы по поиску, заготовке и лечению древесины, а также о том, как получить наилучшие результаты отделки с помощью красок, морилки, лаков, акрила и выжигания по дереву.
Научитесь вырезать красивые трости в стиле дикой природы с помощью этой информативной и простой книги.Ручная резьба вашей собственной трости включает полезную информацию о заготовке и обработке древесины, а также советы по получению наилучших результатов отделки с помощью красок, морилки, лаков, акрила и выжигания по дереву. Награжденный наградами резчик по дереву Дэвид Стелли проводит читателя через весь процесс создания ручных палочек, посохов и тростей, которые столь же функциональны, как и красивы. Двенадцать пошаговых проектов резьбы по дереву и готовые выкройки позволяют легко приступить к этому расслабляющему и полезному хобби.Вдохновляющая цветная фотогалерея иллюстрирует многие впечатляющие проекты автора, в том числе палки, украшенные реалистичными ящерицами, великолепными снежными баранами, прыгающей форелью и многим другим. Особое внимание уделяется вырезанию реалистичных змей, обвивающих палки, вырезанных из цельного куска дерева.
| Масса | 0.731250 |
|---|---|
| Страниц | 72 |
| Размер | 8,5 x 11 x 0,17 дюйма |
| Автор | Дэвид Стехли |
| Регион | США |
| Длина подписки | 1 год |
Как выбрать ветку для вырезания трости?
Допустим, у вас возникла идея вырезать красивую трость.Можно сделать себе, подарить или, может быть, продать. Как выбрать для этого ветку дерева? Подойдет ли какое-нибудь дерево или есть исключения? Можете ли вы просто вырезать его из дерева и вырезать трость? На эти вопросы мы ответим в этой короткой статье, так что продолжайте читать.
Выбор дерева
Вы можете выбрать ветки разных деревьев для изготовления трости. Это может быть ясень, бук, береза, вишня, клен или орех. Мускатный орех и кизил будет легко вырезать.Но не используйте липу в качестве трости. Даже сухую липу легко пометить даже скамейкой или камнем, и использовать ее в качестве трости — не лучшая идея. Осина тоже не годится, потому что будет недостаточно прочной.
Какого размера должна быть ветка
Измерьте нужную длину. Для этого опустите руку и согните ее в локте на 90 градусов. Расстояние от земли до ладони будет для вас идеальной длиной трости. Обратите внимание, что ветка, которую вы выберете, должна быть немного длиннее, потому что концы ветки могут расколоться или испортиться, и вам, возможно, придется их отрезать.Ветка должна быть прямой и достаточно толстой, чтобы, когда вы снимете кусок материала во время резьбы, она все еще оставалась прочной, не менее 1 дюйма в диаметре.
Не забудьте про рукоятку
В конце концов, ветка должна быть шире, здесь и будете делать хват. Для этого можно использовать часть ствола, в этом случае вам придется срезать ветку частью ствола. Другой способ сделать захват — сделать ветку с капом, который является наростом на ветке.
Зеленый или сухой?
Было бы проще найти подходящую ветку прямо на дереве и срезать ее. Но вам придется подождать несколько месяцев, пока он высохнет, прежде чем вы сможете приступить к резьбе. Если вы срезаете свежую ветку, оставьте на ней боковые ветки и дайте им высохнуть. Боковые ветки лучше срезать палке позже, так вы избежите трещин, которые образовались бы в местах их прикрепления. Подумайте о том, чтобы добавить в дизайн части этих боковых ветвей.Из части ветки получится симпатичная голова или хвостик зверьку или птице.
Если вы нашли в лесу упавшее дерево, проверьте его, возможно, оно уже высохло и из него можно сделать палку. Сухая древесина тверже, и когда вы ударите две ветки друг о друга, они издадут звонкий звук, а не низкий глухой звук; кора может с них отваливаться. Сухая древесина должна быть прочной и крепкой, в этом случае вы можете выбрать ее и приступить к изготовлению своей трости.
| |||||||||||||||