Технология нарезания резьбы метчиком. | МеханикИнфо
Метчик (рис. 1) представляет собой стальной цилиндрический стержень, по которому нарезана резьба. Вдоль метчика сделано несколько канавок, которые образуют режущие кромки, а также служат для выхода стружки. На конце хвоста имеется квадрат для воротка.
.
.
Рис. 1. Метчик и его элементы:
1 — рабочая часть; 2 — заборная часть; 3 — калибрующая часть; 4 — хвостовик; 5 — головка под квадратное отверстие воротка; 6 — канавка; 7 — режущее перо; 8 — передняя поверхность; 9 — задняя поверхность; ẞ — угол заострения; α — задний угол; ơ — угол резания; ɣ — передний угол.
Типы метчиков.
Метчики бывают двух типов: для сквозных отверстий и для глухих отверстий. Для нарезки сквозных отверстий употребляются цилиндрические и конические метчики, а для нарезки глухих отверстий только цилиндрические.
Комплект метчиков для нарезания резьбы состоит.
Метчики изготовляются комплектами. В комплект входят три метчика (рис. 2): первый — черновой, который выбирает часть металла и намечает резьбу; второй — средний — делает резьбу более глубокой; третий — чистовой — доводит резьбу до нужных размеров.
Рис. 2. Комплект метчиков.
1 – канавка; 2 – резьбовая часть; 3 – шейка; 4 – головка под вороток.
Ручные и машинные метчики.
Метчики разделяются на ручные и машинные. У ручных метчиков заборный конус длиннее, чем у машинных. Цилиндрические метчики для нарезки резьбы в глухих отверстиях делаются с небольшим заборным конусом, равным у первого 6 — 8 шагам резьбы, у второго 3 — 4 шагам, а у третьего — 1,5 — 2 шагам.
Для облегчения работы метчика его запиливают или стачивают задние поверхности зубьев (затылки) на длине заборного конуса, а у шлифованных метчиков — и на цилиндрической (калибрующей) части.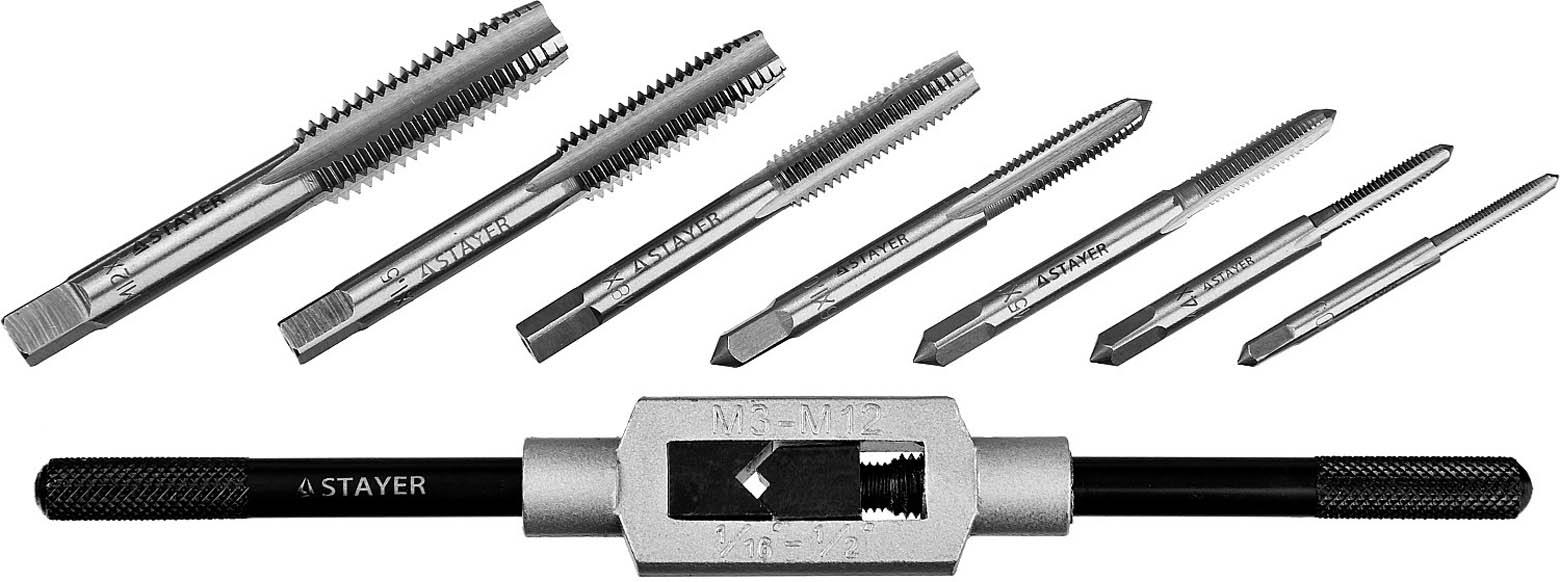
Нарезание резьбы метчиком.
Нарезание резьбы производится следующим образом. Изделие закрепляется в тисках. В отверстие вводят конец чернового метчика, смазанный маслом. Затем берут обеими руками вороток и при слабом нажиме вращают его по часовой стрелке. Когда метчик врежется в металл и начнет резать, нажим ослабляют и делают один оборот вперед и пол-оборота назад, что вызывает дробление стружки. При установке метчика в нарезаемое отверстие ось метчика должна совпадать с осью нарезаемого отверстия. Необходимо следить, чтобы при вращении метчик не перекашивался.
Таким способом нарезают и вторым, а затем и третьим чистовыми метчиками. По окончании нарезки размер отверстия проверяют резьбовым калибром. Метчики для газовых труб делаются комплектами из двух штук: первый черновой и второй — отделочный.
Метчики для нарезания резьбы (STAMO) | Метрический метчик – это устройство для нарезания внутренней метрической резьбы основного шаг в сквозных и глухих отверстиях. Метчики M измеряются в миллиметрах (в отличие от дюймовых, размер которых записывается в дюймах). Соответственно маркировка «Метчик M8» говорит о том, что размер резьбы, то есть ее диаметр, будет составлять 8 мм. Метрические метчики имеют размер угла резьбы в профиль, равный 60°.
СтраницыШаг резьбыШаг резьбы метчиков M – это расстояние между двумя соседними вершинами углов резьбы в профиль. Помимо основного шага, метчики M имеют и дополнительные шаги, которые всегда меньше основного. То есть метчик M10 с основным шагом резьбы 1,5 возможен в вариациях с шагом 1 и даже 0,75.
Метрические метчики от НПО СТАМОСтандартные размеры резьб начинаются с двух миллиметров, однако СТАМО выпускает метчики под заказ с диаметром резьбы от 1,2 до 160 мм. Накопленный производственный опыт позволяет выполнять заказы по техническому заданию или чертежам заказчика с нестандартными параметрами. Также возможно нанесение особого покрытия на изделия, представленные в каталоге, и на метчики M, созданные под заказ. Таблица соответствия диаметра и шага резьбы метчиков M:
|
 В спецификациях такие метчики фигурируют с буквенным обозначением «M» и числом после него.
В спецификациях такие метчики фигурируют с буквенным обозначением «M» и числом после него. 00
00 00
00 00
00
 00
00 50
50 00
00 00
00 50
50 00
00 00
00 00
00 00
00 00
00 00
00 00
00 00
00 00
00 50
50 00
00 00
00 50
50 00
00 00
00 00
00 Шаг резьбы может быть мелким или крупным, но каждому размеру метчика соответствует только один основной шаг. Чем больше диаметр резьбы, тем больше ее шаг.
Шаг резьбы может быть мелким или крупным, но каждому размеру метчика соответствует только один основной шаг. Чем больше диаметр резьбы, тем больше ее шаг.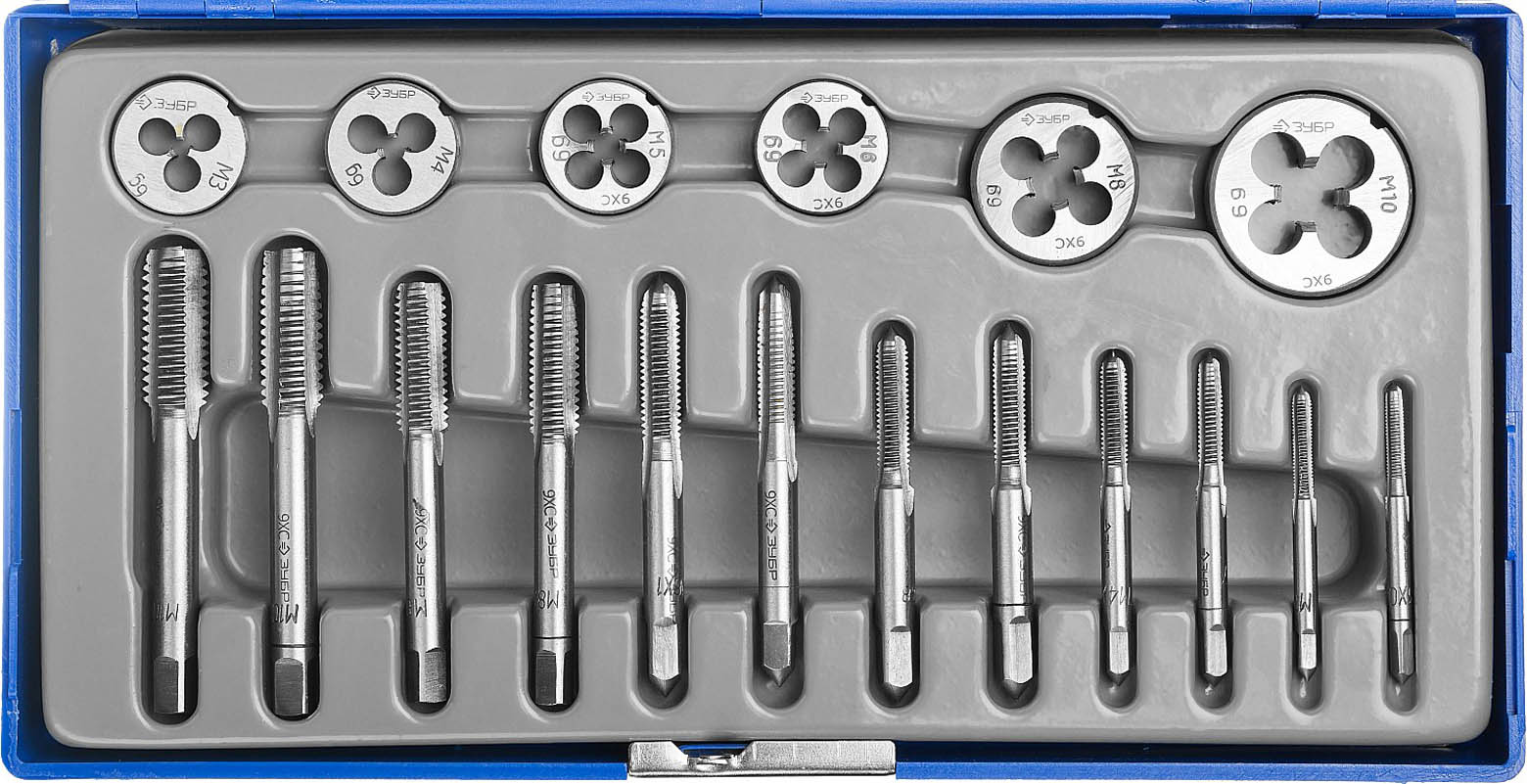 45
45 5
5Нарезание внутренней резьбы при помощи метчиков
Метчик — это простой и недорогой инструмент, а также технология нарезания резьбы доступная каждому! Поняв, что такое метчик и узнав о правильном использовании метчика, вы сможете нарезать внутреннюю резьбу на любых деталях со стопроцентным успехом даже без использования тяжелого оборудования. Готовы к такому? Не сомневаемся!
Готовы к такому? Не сомневаемся!
Кому и зачем нужны метчики?
В ходе ремонта автомобилей и различного оборудования сплошь и рядом возникают ситуации, когда найти новый крепежный элемент или деталь на замену старым оказывается невыполнимой задачей. Знакомый многим пример из жизни: есть старая пила отечественного производства, есть гайка с левосторонней резьбой, которую требуется заменить по тем или иным причинам, но вот незадача – выпуск данной техники давно прекращен, а значит на то, что найдется оригинальная деталь, надеяться не приходится. Конечно, кто ищет, тот всегда найдет, но есть и решение проблемы гораздо более изящное. Для этого берется гайка с меньшим диаметром отверстия, гайка с правой резьбой или другая похожая заготовка, которую легко можно достать в продаже, после чего с помощью ручного метчика наносится резьба, соответствующая требуемым параметрам.По своей сути метчик является металлическим стержнем, на конце которого насечены режущие кромки. В качестве материала для создания метчиков выбирают быстрорежущую сталь или твердые металлические сплавы, прошедшие термообработку, что, в конечном счете, определяет прочность готового изделия, которое должно беспрепятственно вырезать канавки при вкручивании в металлическую основу. Метчик является надежным и удобным инструментом для быстрого нанесения резьбы без использования дополнительных средств. Что особенно удобно – часто пропадает необходимость отделять деталь от целостной конструкции, чтобы создать очередную резьбу. Таким образом, в самом применении метчиков нет ничего сложного, однако нужно отчетливо понимать, где какой метчик правильно использовать. Только разобравшись во всех типах метчиков и связанных с ними нюансах, можно будет получать на практике именно те резьбы, которые вы задумываете.
Метчик является надежным и удобным инструментом для быстрого нанесения резьбы без использования дополнительных средств. Что особенно удобно – часто пропадает необходимость отделять деталь от целостной конструкции, чтобы создать очередную резьбу. Таким образом, в самом применении метчиков нет ничего сложного, однако нужно отчетливо понимать, где какой метчик правильно использовать. Только разобравшись во всех типах метчиков и связанных с ними нюансах, можно будет получать на практике именно те резьбы, которые вы задумываете.
Классификация метчиков
- По типу резьбы:
Левые метчики. Используются для создания левосторонней резьбы, то есть режут резьбовую канавку в направлении против часовой стрелки. Крепеж с такой резьбой, как правило, используется на деталях, подверженных систематическому вращению, дабы соединение не раскручивалось.
Правые метчики. Результатом использования правых метчиков является правосторонняя резьба (канавка идет по часовой стрелке) – самый популярный тип резьбы для крепежных элементов.
- По форме резьбы:
Трапециевидные метчики. Эта разновидность метчиков предназначена для создания ходовой резьбы, часто встречающейся в деталях механизмов, преобразующих вращательное движение в поступательное.
Конические метчики. С помощью таких устройств реализуются резьбы в местах установки крепежных изделий, там, где важна герметичность соединения, в частности это относится к деталям, находящимся под воздействием давления сжатого газа или жидкости. - В зависимости от единицы измерения, отвечающей за обозначения шага и диаметра резьбы, различают соответственно дюймовые метчики и метрические метчики.
- В общем случае метчики подходят для создания резьбы на любых деталях, но вместе с универсальными инструментами существуют и специализированные модели метчиков, предназначенные для определенного типа деталей. Среди прочих, по целевому назначению выделяют: трубные, свечные и гаечные метчики.


Держа в голове приведенную выше классификацию, вы всегда будете в состоянии самостоятельно выбрать правильный инструмент под конкретную техническую задачу. С другой стороны, иногда бывает полезным приобретать метчики в наборах. Так, например, имея в хозяйстве набор ручных метчиков Exact MA-5 из быстрорежущей стали, включающий 21 предмет, можно надолго забыть о проблеме поиска подходящих приспособлений для нарезания резьбы от 3 до 12 мм.
Кроме того, существует ряд определений, которые выходят за рамки традиционной спецификации. Например, в профессиональной деятельности зачастую сталкиваются с таким понятием, как машинные метчики. В противоположность ручным метчикам, эти инструменты адаптированы под использование на станках. Их также гораздо чаще, чем другие разновидности метчиков рекомендуют использовать для нарезания резьбы при помощи ручной дрели и электрошуруповерта.
Однопроходные метчики – это ещё одно название машинно-ручных метчиков, которые подходят для любого типа использования, то есть, по сути, являются универсальными инструментами.

Несмотря на возможность фиксации всех метчиков в электроинструменте, большинство производителей не рекомендуют работать некоторыми своими инструментами никак иначе, кроме как вручную с помощью специального держателя.
Ещё одно важное свойство, которым обладают далеко не все метчики – это возможность нарезать резьбу в глухих отверстиях. Стоит с особым вниманием отнестись к данному параметру при выборе инструмента.
Комбинированные метчики – это особый вид резьбонарезных приспособлений, которые за один проход выполняют сразу несколько операций. В частности, рабочая операция с применением комбинированных метчиков Exact SGE-Bit состоит из сверления, нарезания резьбы и зенкерования заодно с удалением заусенцев на краях отверстия. Таким образом, для того, чтобы нарезать резьбу в данном случае, даже не требуется наличие начального отверстия.
Инструкция по работе с метчиком
Для наилучшего усвоения информации о метчиках, предлагаемой в данной статье, приведем последовательность действий в случае, если требуется нарезать резьбу в сквозном отверстии.
1) Подбираем соответствующие нашему запланированному отверстию метчики и сверла. Предположим, что у нас задача получить 8-миллиметровое резьбовое отверстие. Тогда получается надо взять метчик M8. Сверло при этом должно быть меньше по диаметру.
2) Чтобы четко определиться с размером сверла, то есть диаметром рассверливаемого отверстия, используют специальные таблицы (табл. 1).
Таблица 1
Диаметр резьбы, мм | Диаметр рассверливаемого отверстия, мм | |
В деталях из мягких металлов (латуни, стали) | В деталях из твердых металлов (чугуна, бронзы) | |
3 | 2,5 | 2,5 |
4 | 3,3 | 3,3 |
5 | 4,2 | 4,1 |
6 | 4,9 | 5 |
7 | 6 | 5,9 |
8 | 6,7 | 6,6 |
9 | 7,7 | 7,7 |
10 | 8,4 | 8,3 |
3) На третьем этапе в просверленное отверстие помещается сначала черновой метчик, за ним следует чистовой. На черновом метчике резцы крупнее, чем на чистовом, что позволяет ему снимать при вкручивании большую часть (до 75%) материала, подготавливая основной профиль резьбы. Чистовой же метчик производит финишную обработку, делая резьбу более ровной и выразительной. На практике это выглядит так: хвостовик метчика фиксируется в посадочном отверстии держателя для метчиков (метчикодержателе), который позволяет вкручивать устройство аналогично штопору. Создание вращательного движения облегчается Т-образной формой рукоятки, которая способствует продвижению инструмента в тело детали. В характеристиках метчикодержателей обычно указано, для метчиков какого диаметра они подходят.
На черновом метчике резцы крупнее, чем на чистовом, что позволяет ему снимать при вкручивании большую часть (до 75%) материала, подготавливая основной профиль резьбы. Чистовой же метчик производит финишную обработку, делая резьбу более ровной и выразительной. На практике это выглядит так: хвостовик метчика фиксируется в посадочном отверстии держателя для метчиков (метчикодержателе), который позволяет вкручивать устройство аналогично штопору. Создание вращательного движения облегчается Т-образной формой рукоятки, которая способствует продвижению инструмента в тело детали. В характеристиках метчикодержателей обычно указано, для метчиков какого диаметра они подходят.
Важно соблюдать плавность движений при вращении рукоятки держателя для метчиков. Чтобы ничто не препятствовало плавному ходу инструмента, в отверстие и на сам инструмент предварительно наносится смазочное вещество. Это может быть как специальное резьбонарезное масло, так и обычный керосин. В таком случае, приятным бонусом к качественно выполненной резьбе будет дополнительная защита от коррозии рабочей части инструмента.
Обязательным условием получения аккуратной внутренней резьбы является удаление остатков металлической стружки из отверстия. Кроме того, если вы будете следовать данному правилу, срок службы вашего инструмента гарантированно увеличится.
Вероятно, вы уже заметили, что нет ничего сложного в том, чтобы самостоятельно выбирать метчики и пользоваться ими. Если даже в первый раз что-то пойдет не так, не отчаивайтесь – навык приходит со временем. А чтобы заранее подстраховать себя от возникновения неприятностей при работе метчиком, предлагаем дочитать статью до конца.
Проблемы, связанные с поломкой метчика и пути их решения
Повреждение или поломка метчика во время вкручивания – это самая распространенная проблема, с которой сталкиваются начинающие пользователи. Конечно, если вы впервые столкнулись с данной неприятностью, то наверняка ещё не успели задаться вопросом: что же делать, если стержень метчика обломился, а рабочая часть осталась в заготовке? Путей решения, как обычно, бывает несколько, но по сложности они мало отличаются. Повезло, если стержень переломился выше отверстия – так есть шанс ухватиться за выступающий из отверстия край метчика пассатижами, а затем вращательным движением высвободить застрявшую его часть. Стержень обломился внутри отверстия – значит не обойтись без экстрактора. Экстрактор является специальным приспособлением, которое вкручивается в застрявший в материале элемент, что позволяет затем легко удалить его оттуда. Однако порой нужный экстрактор найти не так-то просто. Когда ни один из этих двух способов не помогает, на помощь приходит азотная кислота, которая попросту разъедает режущие кромки рабочей части метчика, благодаря чему последний сам легко выпадает из отверстия. И это не помогло? Остается только один выход – устранять неприятность на токарном станке. Всегда найдутся мастерские или заводы, обладающие необходимым оборудованием, которые пойдут навстречу и окажут вам помощь.
Повезло, если стержень переломился выше отверстия – так есть шанс ухватиться за выступающий из отверстия край метчика пассатижами, а затем вращательным движением высвободить застрявшую его часть. Стержень обломился внутри отверстия – значит не обойтись без экстрактора. Экстрактор является специальным приспособлением, которое вкручивается в застрявший в материале элемент, что позволяет затем легко удалить его оттуда. Однако порой нужный экстрактор найти не так-то просто. Когда ни один из этих двух способов не помогает, на помощь приходит азотная кислота, которая попросту разъедает режущие кромки рабочей части метчика, благодаря чему последний сам легко выпадает из отверстия. И это не помогло? Остается только один выход – устранять неприятность на токарном станке. Всегда найдутся мастерские или заводы, обладающие необходимым оборудованием, которые пойдут навстречу и окажут вам помощь.
 Для лучшего понимания, взгляните на резьбонарезные инструменты, которые размещены у нас в каталоге – это все надежные и прочные устройства, создаваемые из закаленной стали на высокотехнологичном оборудовании, которые проходят огромный перечень испытаний и тестов, прежде чем попасть к вам в руки. Всегда помните, что качественный инструмент – это как минимум 90 процентов успеха.
Для лучшего понимания, взгляните на резьбонарезные инструменты, которые размещены у нас в каталоге – это все надежные и прочные устройства, создаваемые из закаленной стали на высокотехнологичном оборудовании, которые проходят огромный перечень испытаний и тестов, прежде чем попасть к вам в руки. Всегда помните, что качественный инструмент – это как минимум 90 процентов успеха.Что такое метчик, и какие виды инструментов бывают
Одним из самых надежных способов соединения металлических деталей по праву считается резьбовое. Достоинство этого соединения заключается не только в высокой степени надежности, но еще и в возможности разъединения деталей при возникновении такой необходимости. Чтобы соединить детали посредством резьбового соединения, понадобятся специальные устройства — болты и гайки. В качестве гайки можно использовать саму деталь, нарезав в ней резьбу. Для нарезки внутренней резьбы служат метчики, о которых узнаем более подробно из этого материала.
Об устройстве рассматриваемого инструмента
Инструменты для нарезки внутренней резьбовой кромки с момента их изобретения постоянно совершенствовались. Первым таковым инструментом являлся стержень, представленный в виде конуса. На конце конуса нарезались режущие зубья, которые при ввинчивании этого стержня в отверстие, проделывали соответствующие грани.
Первым таковым инструментом являлся стержень, представленный в виде конуса. На конце конуса нарезались режущие зубья, которые при ввинчивании этого стержня в отверстие, проделывали соответствующие грани.
В ходе модернизации метчики получили положительный угол в передней части, а также канавки, которые предназначаются для выброса стружки. Вытеснение стружки способствует более качественному и эффективному нарезанию резьбовой кромки. Современные метчики, которые предназначаются для нарезания внутренней резьбы, основываются на таких конструктивных частях:
- Главная или рабочая часть — она имеет форму пологого конуса, который служит для формирования резьбы профиля
- Боковые канавки, количество которых бывает от 2 до 6 штук. Именно за счет этих канавок происходит отведение стружки из зоны реза, а также подача смазывающих материалов с целью снижения трения
- Калиброванная часть — цилиндрическое основание, посредством которого обеспечивается точное формирование соответствующего профиля
- Хвостовая часть — служит для закрепления инструмента в соответствующих зажимных устройствах. В качестве таковых устройств выступают патроны или воротки, обеспечивающие более эффективное применение основного инструмента
 В качестве таковых устройств выступают патроны или воротки, обеспечивающие более эффективное применение основного инструмента
В качестве таковых устройств выступают патроны или воротки, обеспечивающие более эффективное применение основного инструментаКанавки для отведения стружки классифицируются на виды. Они бывают следующих разновидностей:
- Однорадиусные — имеют поперечный разрез, имеющий вид дугу окружности
- Прямолинейные — поперечное сечение имеет U-образную форму, а применяются такие инструменты для нарезания резьбы на гайках
- Смешанные — передняя часть имеет прямолинейную форму, а задняя представлена в виде дугообразной конструкции. Именно смешанные модели метчиков пользуются большой популярностью
Еще канавки делятся на виды по способу расположения режущих кромок. Различают три вида метчиков по способу расположения режущих кромок:
- Прямолинейные — самые распространенные варианты расположения кромок, которые встречаются чаще всего
- С левым спиральным расположением режущих кромок — служат для нарезания резьбы на один проход. Стружка при этом проталкивается вперед перед метчиком, осуществляя сохранение сформированного уже профиля
- С правым спиральным расположением режущих кромок — нужны в случае, когда возникает потребность нарезания резьбовой кромки в глухом отверстии. Такое расположение кромки способствует тому, что стружка при нарезке резьбы вытесняется наружу, исключая забивание отверстия
 Стружка при этом проталкивается вперед перед метчиком, осуществляя сохранение сформированного уже профиля
Стружка при этом проталкивается вперед перед метчиком, осуществляя сохранение сформированного уже профиляКоническая форма метчика облегчает центровку инструмента, а также вхождение в деталь для нарезания первых резьбовых кромок. Угол наклона конусной части может варьироваться в пределах от 3 до 20 градусов. Именно по величине угла наклона происходит разделение инструмента на виды — для черновой, промежуточной и чистовой обработки.
Цилиндрическая часть имеет форму обратного конуса с незначительным углом. Незначительный угол конусной формы обеспечивает эффективное снижение процесса трения в процессе нарезания резьбы. При выборе рассматриваемого инструмента необходимо учитывать ряд следующих основных технических параметров:
При выборе рассматриваемого инструмента необходимо учитывать ряд следующих основных технических параметров:
- Резьбовой шаг
- Высота профильной части
- Наружный резьбовой диаметр
- Длина заборной части
- Угол заборного конуса
- Величина затылования
Метчики подразделяются на виды по направлению режущих кромок. С их помощью изготавливается внутренняя резьба с правым и левым направлением.
Разновидности по назначению метчиков и сфера их применения
Метчики классифицируются на виды по сфере применения или предназначению. Этот вид специализированного инструмента применяется не только домашними мастерами для нарезания внутренней резьбы на различных изделиях, но еще и в разных сферах. Какие виды метчиков бывают, и какие конструктивные различия они имеют, выясним далее.
- Слесарные — служат преимущественно для ручного использования. Характерная их особенность заключается в наличии хвостовика, имеющего квадратную форму для соединения со вспомогательными инструментами — метчикодержателями. Метчикодержатель или вороток идет в комплекте с основным инструментом. Его назначение заключается в том, чтобы обеспечить легкое вращение метчика при нарезании внутренней резьбы. В комплекте обычно представлено 2-3 вида метчиков разного диаметра. Каждый последующий инструмент предназначен для снятия определенного количества кромки. Это позволяет не только увеличить срок службы оснастки, но еще и обеспечить качественную нарезку резьбы. Каждая оснастка имеет соответствующее количество рисок, расположенных на хвостовике. Именно по этим рискам мастер определяет очередность использования оснастки. Инструмент для грубой очистки имеет одну риску, промежуточная нарезка резьбы осуществляется метчиком с 2 рисками, и чистовая обработка выполняется устройством, на котором изображено три риски
- Машинные — используются для нарезания внутренней резьбы на заготовках посредством применения специального оборудования. В качестве такового оборудования выступают токарные, сверлильные, фрезерные и прочие виды станков. Причем машинные метчики делятся на два вида — автоматические и ручные. Это означает, что нарезка резьбы может быть выполнена вручную на машинном оборудовании или автоматически. Отличительная особенность машинных метчиков заключается в заборной части, которая имеет укороченную форму. Обеспечение соосности инструмента достигается за счет применяемых станков. Для изготовления устройств используется высококачественная инструментальная сталь, обладающая устойчивостью к повышенным температурам и механическим нагрузкам
- Гаечные — разновидность устройств, которые предназначены исключительно для нарезки резьбы на гайках. Отличительная особенность таковых устройств заключается в удлиненной конструкции хвостовой части. Кроме того, хвостовик представлен в виде цилиндрической формы. Нарезка резьбы на гайках осуществляется комплексным способом. После прохождения одной заготовки, она не извлекается, а перемещается на гладкую цилиндрическую часть инструмента. Снятие гайки с метчика происходит тогда, когда вся цилиндрическая часть заполняется заготовками. Как только будет нарезана резьба на определенном количестве гаек, насадка извлекается из патрона инструмента для извлечения всей серии готовых деталей
 Метчикодержатель или вороток идет в комплекте с основным инструментом. Его назначение заключается в том, чтобы обеспечить легкое вращение метчика при нарезании внутренней резьбы. В комплекте обычно представлено 2-3 вида метчиков разного диаметра. Каждый последующий инструмент предназначен для снятия определенного количества кромки. Это позволяет не только увеличить срок службы оснастки, но еще и обеспечить качественную нарезку резьбы. Каждая оснастка имеет соответствующее количество рисок, расположенных на хвостовике. Именно по этим рискам мастер определяет очередность использования оснастки. Инструмент для грубой очистки имеет одну риску, промежуточная нарезка резьбы осуществляется метчиком с 2 рисками, и чистовая обработка выполняется устройством, на котором изображено три риски
Метчикодержатель или вороток идет в комплекте с основным инструментом. Его назначение заключается в том, чтобы обеспечить легкое вращение метчика при нарезании внутренней резьбы. В комплекте обычно представлено 2-3 вида метчиков разного диаметра. Каждый последующий инструмент предназначен для снятия определенного количества кромки. Это позволяет не только увеличить срок службы оснастки, но еще и обеспечить качественную нарезку резьбы. Каждая оснастка имеет соответствующее количество рисок, расположенных на хвостовике. Именно по этим рискам мастер определяет очередность использования оснастки. Инструмент для грубой очистки имеет одну риску, промежуточная нарезка резьбы осуществляется метчиком с 2 рисками, и чистовая обработка выполняется устройством, на котором изображено три риски Причем машинные метчики делятся на два вида — автоматические и ручные. Это означает, что нарезка резьбы может быть выполнена вручную на машинном оборудовании или автоматически. Отличительная особенность машинных метчиков заключается в заборной части, которая имеет укороченную форму. Обеспечение соосности инструмента достигается за счет применяемых станков. Для изготовления устройств используется высококачественная инструментальная сталь, обладающая устойчивостью к повышенным температурам и механическим нагрузкам
Причем машинные метчики делятся на два вида — автоматические и ручные. Это означает, что нарезка резьбы может быть выполнена вручную на машинном оборудовании или автоматически. Отличительная особенность машинных метчиков заключается в заборной части, которая имеет укороченную форму. Обеспечение соосности инструмента достигается за счет применяемых станков. Для изготовления устройств используется высококачественная инструментальная сталь, обладающая устойчивостью к повышенным температурам и механическим нагрузкам Как только будет нарезана резьба на определенном количестве гаек, насадка извлекается из патрона инструмента для извлечения всей серии готовых деталей
Как только будет нарезана резьба на определенном количестве гаек, насадка извлекается из патрона инструмента для извлечения всей серии готовых деталейМетчики также классифицируются по такому немаловажному признаку, как тип резьбы. Резьба бывает метрическая и дюймовая. Метрические метчики предназначены для нарезки внутренней резьбы на деталях, применяющихся в слесарном деле. Дюймовые метчики используются для нарезания внутренней резьбы на деталях, применяющихся в области изготовления трубопроводов.
Конструктивные разновидности устройствГлавной отличительной особенностью рассматриваемых устройств является их конструкция. По конструкции метчики бывают следующих видов:
- Бесканавочные — хотя они так называются, но при этом канавки они имеют. Только эти канавки очень маленькие, что говорит о предназначении такого инструмента для нарезания резьбы на материалах, обладающих вязкостью. К таковым материалам относятся — сплавы легких металлов, а также низкоуглеродистые и высоколегированные стали
- Винтовые — расположение канавок напоминает форму спирали. Такое расположение канавок предназначено специально для того, чтобы осуществить нарезание резьбы в глухих отверстиях. За счет спиралевидной конструкции канавок, происходит выведение наружу металлической стружки
- Ступенчатые — характерной конструктивной особенностью таковых устройств являются две зоны, одна из которых осуществляет резку, а вторая выглаживание поверхности нарезаемой кромки
- Комбинированные — также разделены на две части. Первая часть представляет собой сверло, посредством которого делается отверстие. Вторая часть предназначена для непосредственного нарезания резьбы в заготовке. Использование таковых метчиков повышает скорость достижения результата, так как отсутствует необходимость отдельного выполнения двух операций — высверливание отверстия с последующим нарезанием резьбовых граней
- Протяжные — используются с целью нарезания резьбовой кромки в проходном отверстии. Выполняется процедура с применением токарного станка
- С внутренней полостью — специальная канавка нужна для того, чтобы обеспечивать подачу охлаждающей жидкости в зону реза
- Колокольные — используются при необходимости нарезки резьбы большого размера. Состоят метчики из нескольких частей, которые фиксируются посредством общей оправки
 Такое расположение канавок предназначено специально для того, чтобы осуществить нарезание резьбы в глухих отверстиях. За счет спиралевидной конструкции канавок, происходит выведение наружу металлической стружки
Такое расположение канавок предназначено специально для того, чтобы осуществить нарезание резьбы в глухих отверстиях. За счет спиралевидной конструкции канавок, происходит выведение наружу металлической стружки Состоят метчики из нескольких частей, которые фиксируются посредством общей оправки
Состоят метчики из нескольких частей, которые фиксируются посредством общей оправкиРазличают и другие разновидности метчиков, которыми пользуются специалисты. При возникновении необходимости нарезания резьбы на гайке или прочих металлических заготовках в домашних условиях, применяются обычные слесарные виды устройств.
О типах нарезаемой резьбы
Резьба бывает разных видов, поэтому для ее нарезания применяются соответствующие метчики. Различают следующие виды метчиков в зависимости от разновидностей резьбы:
- Метрическая — самая распространенная, которая обусловлена следующими техническими характеристиками: имеет вид равнобедренного треугольника с углом вершины в 60 градусов, а ее размеры выражаются в миллиметрах. Для маркировки таких метчиков используется буква «М»
- Дюймовая — отличается от метрической тем, что имеет более острый угол треугольника, который составляет 55 градусов. Для выражения диаметра используется дюймовая величина. Для обозначения дюймовой резьбы применяется маркировка в виде буквы «W»
- Трубная — передняя и задняя часть профиля имеет разный наклон, что является соответствующей особенностью трубной резьбы. Такая конструкция предназначена специально для того, чтобы обеспечить надежное соединение, а также исключить самопроизвольное раскручивание. Резьбы трубного типа бывают цилиндрической и конической формы. Для обозначения трубной резьбы используется буква «G»
 Для обозначения дюймовой резьбы применяется маркировка в виде буквы «W»
Для обозначения дюймовой резьбы применяется маркировка в виде буквы «W»Зная о том, какие виды метчиков бывают по типу резьбы, не составит большого труда выбрать подходящий вариант для реализации соответствующих задач.
Из чего изготавливаются метчики или влияние материала на срок службы инструментаПроцесс нарезания резьбы только внешне может показаться простым действием, однако данное явление представляет собой сложный процесс, посредством которого инструмент испытывает большие механические и термические (температурные) нагрузки. За свой срок службы рассматриваемый инструмент ручного типа должен нарезать не менее 100 резьбовых кромок. К машинным изделиям предъявляются еще более высокие требования, что позволяет использовать их для нарезания внутренних резьбовых кромок в количестве нескольких тысяч.
К машинным изделиям предъявляются еще более высокие требования, что позволяет использовать их для нарезания внутренних резьбовых кромок в количестве нескольких тысяч.
Чтобы обеспечить не только высокую эффективность применения инструмента, но еще и увеличить эксплуатационный ресурс, для производства метчиков применяются специализированные виды стали:
- Ручные метчики изготавливаются из стали с высоким содержанием углерода. Такие виды сталей имеют маркировку У10А и У12А
- Машинные метчики изготавливаются из более качественных материалов, в качестве которых используется быстрорежущая сталь марки РМ5
- Для автоматических станков выпускаются изделия из твердосплавных материалов, которые обладают высокими параметрами устойчивости к высоким температурам
В процессе нарезания резьбы метчиком может произойти поломка используемого инструмента. Причины возникновения поломки самые разнообразные, но если это произошло, то необходимо понимать, что высверлить оставшуюся часть метчика в отверстии заготовки невозможно. Обусловлено это использованием высококачественных материалов для изготовления оснастки.
Обусловлено это использованием высококачественных материалов для изготовления оснастки.
О маркировке метчиков и что она означает
Рассматриваемые инструменты имеют маркировку, на основании которой можно узнать максимум информации об устройстве. Начинается маркировка с буквенного обозначения, которое указывает на принадлежность инструмента к виду резьбы — метрическая, дюймовая или трубная. Ниже приведен пример маркировки метчиков, на основании которого произведем его расшифровку.
- Первая буква в маркировке указывает на принадлежность к типу резьбы. Если первой стоит буква М, то это говорит о возможности нарезания метрической резьбы. Дюймовая резьба обозначается в виде буквы W или литера вовсе может отсутствовать. Трубная резьба на инструменте указывается за счет применения буквы G
- Следующее обозначение в виде цифры — это диаметр, который для метрической резьбы указывается в миллиметрах, а для трубной и дюймовой в дюймах
- Для резьбы с нестандартным шагом применяется дополнительное обозначение в виде цифры, указывающей шаг в миллиметрах или витках на один дюйм
- Если для изготовления инструмента применяется закаленная нержавеющая сталь, то в маркировке обязательно будет присутствовать обозначение HSS
- В конце маркировки указывается направление резьбы. Причем по стандарту правую резьбу не указывают, а если метчик предназначен для нарезки левой резьбы, то обязательно присутствует обозначение LH
 Причем по стандарту правую резьбу не указывают, а если метчик предназначен для нарезки левой резьбы, то обязательно присутствует обозначение LH
Причем по стандарту правую резьбу не указывают, а если метчик предназначен для нарезки левой резьбы, то обязательно присутствует обозначение LHНа фото выше представлена дополнительная маркировка, указывающая на соответствующие параметры инструмента.
Как правильно пользоваться метчиками
Часто в домашнем хозяйстве возникает необходимость нарезки внутренней резьбы. Для этого понадобится воспользоваться соответствующим инструментом, о котором рассказывается в материале. Имея метчик, можно приступать к реализации соответствующих манипуляций. Делается следующим образом:
- Размечается отверстие, где необходимо в итоге получить резьбовую кромку
- Произвести накернивание размеченного отверстия, что необходимо для центрирования сверла
- Установив в дрель сверло по металлу, и предварительно смазав его, необходимо просверлить отверстие
- После того, как отверстие будет готово, рекомендуется произвести его зенковку
- Обработать метчик смазочным веществом, после чего расположить его параллельно отверстию. Черновую резку кромки осуществлять необходимо метчиком под номером 1
- Вращение метчика производится специальным воротком
- После того, как будут нарезаны первые витки резьбы, понадобится после каждого одного оборота вперед сделать пол-оборота назад. Чем больше смазки вносится при нарезании резьбы, тем выше эффективность выполняемых действий
- Если в процессе перемещения воротка ощущается увеличение усилия, то это говорит о необходимости удаления стружки из режущей части
- Как только будет выполнено полное прохождение метчиком номер 1, аналогичным образом проводится манипуляция 2 и 3 устройствами
 Черновую резку кромки осуществлять необходимо метчиком под номером 1
Черновую резку кромки осуществлять необходимо метчиком под номером 1При нарезании резьбовой кромки важна не скорость, а внимательность и аккуратность. Если пренебречь рекомендациями, и поспешить завершить процесс, то в итоге можно столкнуться с такой трудностью, как повреждение изделия внутри отверстия. Это приведет к тому, что будет испорчена не только заготовка, но и сам инструмент.
 youtube.com/embed/4FOJf16EpjY» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/4FOJf16EpjY» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
Зная всю самую важную информацию о таких инструментах, как метчики, не составит большого труда их выбрать для соответствующих манипуляций. В каталоге интернет магазина «Цилиндр» представлено большое количество инструментов, которые отличаются не только производителями, но и техническими параметрами. Если часто приходится работать инструментами, то рекомендуется выбирать наборы.
таблица наиболее часто используемых метчиков, разновидности и конструкция
Любая конструкция не может обойтись без резьбового соединения. Чтобы получить внутреннюю резьбу, был создан специальный инструмент, получивший название – метчик.Было разработано очень много видов этого инструмента. Каждый выполняет определенную функцию. Одни из них предназначены только для работы на металлорежущих станках, другие можно использовать в бытовых условиях. Были созданы специальные таблицы, где можно подобрать нужный инструмент, в зависимости от размеров, конструкции и стоимости.
Конструкция резьбового инструмента
Метчик для нарезания состоит из нескольких частей:- Хвостовика;
- Рабочей части;
- Заборного элемента;
- Калибровки.
При помощи хвостовика осуществляется крепление в шпинделе станка или патроне, когда появляется необходимость нарезать внутреннюю резьбу.
Нарезание выполняет рабочая часть. Ее внешний вид напоминает винт, оборудованный несколько винтовыми, а также продольными канавками.
У инструмента, имеющего винтовые канавки, есть одно важное преимущество. Операция нарезания выполняется в более благоприятных условиях, чем выполнять такую же операцию, метчиком для нарезания резьбы, у которого имеются продольные канавки.
Практически каждый инструмент имеет переднюю часть, которой дали название «заборная». Она имеет конусный вид. Заборная часть инструмента, первая начинает нарезание резьбы. Ее продолжает калибрующая часть. В ее функции входит калибровка и зачистка отверстия.
Зубья, которыми выполняется нарезание резьбы, получили название режущих перьев. Они своей формой напоминают резцы, расположенные по всему диаметру инструмента. Каждый зуб заточен согласно технологическим требованиям к режущим деталям.
Углубления, отделяющие режущие перья между собой, называются канавками. Они образуют режущие кромки, и по ним осуществляется удаление стружки из зоны нарезки. Размеры канавок можно увидеть в соответствующих стандартизованных таблицах.
Небольшие детали, диаметр которых менее 20 мм, снабжен тремя канавками. Инструмент с максимальным диаметром 40 мм, изготавливается с четырьмя канавками.
Метрические метчики
Их измеряют миллиметрами, они относятся к метрической системе. Инструмент маркируется буквой «М», обозначающей метрическое измерение. Например, маркировка М8 обозначает, что таким инструментом можно получить резьбу 8 мм.Размерный ряд метрических метчиков имеет большой диапазон. Начиная с 2 мм и кончая 60 мм. То есть, нарезать можно абсолютно любую резьбу. Все данные о таком инструменте сведены в специальные таблицы.
То есть, нарезать можно абсолютно любую резьбу. Все данные о таком инструменте сведены в специальные таблицы.
В зависимости от назначения, выбирается конструкция метчика. Они подразделяются на несколько групп:
- Машинные;
- Ручные.
Для слесарных работ используется только ручной инструмент. Он, в свою очередь, подразделяется на несколько типов:
- Гаечный;
- Плашечный;
- Маточный;
- Специальный.
Слесарные
Комплект таких ручных метчиков, обычно состоит из трех инструментов:
- Чернового;
- Среднего;
- Чистового.
Сначала нарезается «черная» резьба, для чего используют черновой метчик. Для получения точности резьбы применяют средний метчик. Чистовым метчиком выполняется окончательное нарезание резьбы, проводится ее калибровка.
На хвостовике каждом метчике делается специальная отметка, по которой определяется вид метчика. Она может быть в цифровом виде или в виде нанесенных круговых колец. Количество рисок определяет назначение метчика:
Количество рисок определяет назначение метчика:
- Черновой – одно кольцо;
- Чистовой – три кольца.
Кроме того, на хвосте маркируют размер резьбы, которую можно нарезать этим метчиком.
Слесарные метчики комплектуются двумя инструментами. У них несколько удлиненный заборный конус, а также увеличенный размер первого метчика.
Когда выполняется нарезание метрической резьбы в диапазоне 8 – 18 миллиметров, применяются одинарные метчики.
Для резьбы 6 — 24 мм, используют два метчика, один и черновой, другой чистовой.
Тремя метчиками нарезается резьба в диапазоне 2 — 52 мм. Дюймовая резьба также нарезается несколькими инструментами в зависимости от размеров. Более подробно, какие необходимы метчики, можно увидеть в гостированной таблице. В ней указаны диаметры, вид метчика и необходимый комплект.
В зависимости от направления канавок, метчики подразделяются на группы:
- Прямые;
- Винтовые.
Причем направление канавок также имеет разное исполнение:
- Правые;
- Левые.

Инструмент имеющие винтовые канавки, в большинстве случаев используется для нарезки очень точных резьбовых отверстий.
Режущая часть инструмента подразделяется на два типа:
- Коническая;
- Цилиндрическая
Конические
Отличаются конструкцией заборной части, изготовленной немного удлиненной, и имеющей неполную резьбу, которая постепенно становится калибрующей частью. Такими метчиками нарезается резьба в отверстиях, имеющих сквозной характер.
Цилиндрические
Этим инструментом нарезается резьба в деталях, где не требуется сквозного отверстия.Когда проводится нарезка гаек, без использования станочного оборудования пользуются гаечными приспособлениями. Благодаря удлиненному хвостовику, нарезанные гайки остаются на инструменте.
У плашечных деталей имеется заборный конус большого размера. Таким инструментом в плашках проводится предварительная нарезка резьбы. Операция выполняется в один проход. Очистка резьбы осуществляется маточными деталями, имеющими канавки в виде правой спирали.
Очистка резьбы осуществляется маточными деталями, имеющими канавки в виде правой спирали.
Кроме обыкновенных машинных приспособлений, применяются и бесканавочные инструменты. У них отсутствуют продольные канавки. Причем их приемный конус делается намного короче. Эти инструменты имеют повышенную прочность, они ломаются очень редко, поэтому количество бракованных деталей из-за такой поломки сводится к минимуму. Резьбовая часть большой длины, дает возможность перетачивать такие инструменты несколько раз.
Основным преимуществом бесканавочных деталей является их высокая производительность. Ими можно провести нарезку резьбы в любых отверстиях. Для такого инструмента не имеет значения сквозное или глухое отверстие.
Универсальные детали изготавливаются сборными. Каждая часть отделена специальной шейкой. Черновая операция выполняется первой частью, проходит предварительная нарезка, а уже второй частью, делается чистовая нарезка резьбы.
Работа таким оборудованием позволяет сэкономить время. Ведь для нарезки резьбы нужен только один инструмент. Отпадает необходимость в целом комплекте, монтаж которых, требует много дополнительного времени.
Ведь для нарезки резьбы нужен только один инструмент. Отпадает необходимость в целом комплекте, монтаж которых, требует много дополнительного времени.
Трубные метчики
Для измерения берутся дюймы, так как в трубах применяется другая система изменения.
Все трубные детали маркируются буквой G, которая говорит о трубной резьбе. Вот несколько примеров:
- G 1/2 – полдюймовая резьба;
- G 3/4″ – трехчетвертная;
- G1 – дюймовая.
Больше всего используется полдюймовая трубная резьба. Это особенной касается проводки водопровода в жилых домах, где трубы имеют такие размеры.
В комплект трубных метчиков входит две детали. Одна имеет острый заход, другая тупой.
Как уже было сказано выше, разновидностей такого инструмента, очень много. Поэтому делая выбор, стоит обратиться к специальным таблицам. Они подскажут, какой нужно взять инструмент, какого диаметра и какого вида.
 com/embed/_ZXAtvuMgOI»/> Оцените статью: Поделитесь с друзьями!
com/embed/_ZXAtvuMgOI»/> Оцените статью: Поделитесь с друзьями!Метчики и плашки — ROZETKA
Метчики: что это такое
Метчики представляют собой специальные инструменты для резки металла, которые предназначаются для нарезания резьбы внутреннего типа. Они могут использоваться для конструкций, в которых предусмотрено резьбовое соединение. Также их применяют для выкручивания сорванных винтов и устранения многих похожих неисправностей. Такие инструменты используются как для частных, бытовых целей, так и в крупных производствах.
Практически все типы метчиков изготавливаются из высококачественной нержавеющей стали. Именно этот материал способен выдерживать сильные нагрузки и работать с другими типами металла. Однако сегодня такие товары стали настоящей редкостью. Дело в том, что данные элементы постепенно вытесняются моделями из углеродистой стали. Опытные мастера не слишком благосклонно относятся к таким конструкциям, считая, что они несколько хуже алюминиевых. На самом деле, данный материал ничуть не уступает вышеуказанному, отлично справляясь с поставленными перед ним задачами.
На самом деле, данный материал ничуть не уступает вышеуказанному, отлично справляясь с поставленными перед ним задачами.
Виды метчиков определились по типу расположения направления их резьбы. По этому принципу выделяются две основных категории:
- С внутренней резьбой. Резьба такого метчика направлена вовнутрь. Такие детали в основном используются в производственных целях и редко когда находят бытовое применение.
- С наружной резьбой. Наиболее распространенный тип метчиков. Используются как в домашних, так и в рабочих условиях.
Отдельной категорией стоит определить метчики с левой резьбой. Они подходят для использования в узких специализациях и необходимы для работы с некоторыми видами металла.
Как выбрать метчик
Выбор метчика представляет собой не слишком уж сложную задачу. От потенциального покупателя требуется немногое. Достаточно лишь определиться со сферой применения таких инструментов и выбрать вариант с оптимальным типом резьбы. Особенное значение отыгрывает размер и шаг его резьбы. Данные параметры также предусматриваются в соответствии с видом предстоящих работ.
Особенное значение отыгрывает размер и шаг его резьбы. Данные параметры также предусматриваются в соответствии с видом предстоящих работ.
Чтобы не ошибиться с наилучшим вариантом, можно приобрести набор метчиков и плашек. В такие комплекты входит несколько инструментов указанного типа. В зависимости от типа предстоящей работы владелец такого инвентаря может выбрать подходящий тип и использовать его в рабочих целях. Комплектация таких наборов бывает разнообразной и зависит от особенностей производственных линеек торговых марок.
Важно суметь правильно выбрать и материал, из которого произведен товар такого типа. Нужно учесть сложность задач, которые предстоит выполнить и особенности объекта, с которым им предстоит работать. Метчик должен выдержать возлагаемую на него нагрузку и отлично справиться со своими основными рабочими обязанностями.
Чтобы определиться с конкретным вариантом, настоятельно рекомендуется изучить отзывы предыдущих покупателей. Так можно узнать информацию о качестве выбранного товара, а также о том, как он проявляет себя во время работы.
Так можно узнать информацию о качестве выбранного товара, а также о том, как он проявляет себя во время работы.
Вы метчик или резьбонарезной станок?
В сообществе механиков существует давний аргумент: следует ли нарезать или нарезать резьбу?
Для многих первый является предпочтительным методом нарезания резьбы на обрабатывающем центре с ЧПУ. Это быстро, легко программировать и даже делать в автономном режиме — на сверлильном станке или с помощью метчика — если станок с ЧПУ лучше использовать по-другому.
Третьи утверждают, что нарезание резьбы более точное и почти такое же быстрое. Кроме того, отсутствует риск поломки метчика внутри заготовки, что часто приводит к ее выбрасыванию.
BIG KAISER MEGA Synchro обеспечивает надежное управление метчиками и компенсирует небольшие ошибки синхронизации, характерные для многих станков с ЧПУ. Изображение любезно предоставлено компанией BIG KAISER Precision Tooling.
Какая группа правильная? Ответ зависит от нескольких факторов.
Как правило, резьбовые фрезы ограничиваются резьбой не менее 1⁄8 дюйма (3,175 мм), а из-за высоких сил резания и возникающего отклонения инструмента обычно ограничиваются нарезанием отверстий глубиной около 3 диаметров.С другой стороны, легко доступны метчики с резьбой для часов № 000–120, а глубина метчика-удлинителя может достигать примерно 20 диаметров.
Доступны также метчики, подходящие для заправки шланга пожарного гидранта, но удачи в использовании такого большого инструмента. Большинство шпинделей станков с ЧПУ не работают с метчиками диаметром 1⁄2 дюйма (12,7 мм) и больше.
При нарезании резьбы невозможно отрегулировать средний диаметр резьбы, кроме как переключением метчика на другой размер «H». Для этого требуются простои станка и большой инвентарь инструмента.При фрезеровании резьбы регулировка размера представляет собой простое смещение. Более того, резьбовую фрезу, которую вы применили на работе на 1/4 «-20 дюймов на прошлой неделе, можно использовать для работы на 9⁄16» -20 дюймов сегодня или на любой другой 20-шаговой резьбе, которая появится.
Независимо от материала заготовки и предпочтительного метода нарезания резьбы, наиболее важным является то, чтобы работа была правильно обработана и запрограммирована. Вот список указателей, которые помогут вам в этом:
- При синхронном или жестком нарезании резьбы избегайте использования ER или аналогичных цанговых державок.Ряд поставщиков инструментов предлагает держатели, которые захватывают метчик и приводят в движение более надежно, чем цанговый патрон. Эти держатели также обеспечивают небольшое осевое «смещение» для компенсации ошибок синхронизации шпинделя с осью Z, характерных для многих станков с ЧПУ. Следует отметить, что резьбовые фрезы следует захватывать так же, как и любые другие фрезы: с помощью исправного фрезерного патрона или держателя с горячей посадкой.
- Некоторые старые обрабатывающие центры не имеют возможности жесткого нарезания резьбы. Для них необходим держатель растяжения-сжатия.Обязательно поддерживайте скорость шпинделя на достаточно низком уровне — не более 500 об / мин, чтобы он мог реверсировать до того, как резцедержатель выйдет из осевого хода. Это предотвратит поломку ведущего штифта внутри. Здесь снова несколько компаний предоставляют держатели для метчиков, оснащенные адаптерами для быстрой замены и внутренними механизмами сцепления, которые сводят к минимуму вероятность повреждения держателя.
- Самореверсивная резьбонарезная головка может потребовать установки собачки на торце шпинделя станка, но ее можно адаптировать практически к любому обрабатывающему центру.В зависимости от размера, этот тип насадки позволяет нарезать резьбы со скоростью до нескольких тысяч об / мин и позволяет избежать износа, связанного с повторяющимся реверсированием шпинделя. Если вы проделаете много отверстий в алюминии, латуни и других относительно мягких материалах, этот метод выбьет двери из фрезерования резьбы и традиционных методов нарезания резьбы.
- Если вы не уверены в программной части всего этого, вам повезло. На веб-сайтах некоторых поставщиков инструментов есть калькуляторы G-кода для создания необходимых траекторий для фрезерования резьбы. (Большинство систем CAM также способны на это.) При жестком нарезании резьбы используйте любой M-код, указанный в руководстве по программированию станка. Обязательно используйте G84 или аналогичный цикл нарезания резьбы — не используйте команду G01 или G81, если вам не нравится ломать метчики.
- Не забывайте, что многое из того, что здесь обсуждалось, в равной степени применимо к токарно-фрезерным центрам и многозадачным токарным станкам, которые благодаря своей оси C могут с легкостью нарезать резьбу. Эти, как и многие 2-осевые токарные станки, также предлагают жесткое нарезание резьбы метчиком — опять же, убедитесь, что вы используете правильную оправку для данной области применения.
 Это предотвратит поломку ведущего штифта внутри. Здесь снова несколько компаний предоставляют держатели для метчиков, оснащенные адаптерами для быстрой замены и внутренними механизмами сцепления, которые сводят к минимуму вероятность повреждения держателя.
Это предотвратит поломку ведущего штифта внутри. Здесь снова несколько компаний предоставляют держатели для метчиков, оснащенные адаптерами для быстрой замены и внутренними механизмами сцепления, которые сводят к минимуму вероятность повреждения держателя. (Большинство систем CAM также способны на это.) При жестком нарезании резьбы используйте любой M-код, указанный в руководстве по программированию станка. Обязательно используйте G84 или аналогичный цикл нарезания резьбы — не используйте команду G01 или G81, если вам не нравится ломать метчики.
(Большинство систем CAM также способны на это.) При жестком нарезании резьбы используйте любой M-код, указанный в руководстве по программированию станка. Обязательно используйте G84 или аналогичный цикл нарезания резьбы — не используйте команду G01 или G81, если вам не нравится ломать метчики. А как насчет твердых материалов, таких как термообработанная инструментальная сталь 17-4 PH или D2? Шансы на успешное резьбофрезерование металлов выше 45 HRC маловероятны. И если вы собираетесь попытаться коснуться их, будьте готовы уклониться от летящей шрапнели, когда кран взорвется! Шлифование внутренней резьбы и, в редких случаях, электроэрозионная обработка с вращающимся грузиком — это почти единственный способ получить хорошую резьбу на материалах с твердостью выше 45 HRC.
Метчики и плашки | Наборы метчиков и штампов
Thread Check Inc.предлагает полный ассортимент метчиков и штампов , наборов метчиков и штампов, а также режущих инструментов от ведущих мировых производителей, включая Kennametal, Cleveland, Guhring, Titex Tools, Chicago Latrobe, OSG, Michigan Drill, Triump Twist Drill, Accupro, MA Ford, Atrax, SGS, Kyocera, Sumitomo Electric Carbide, Kenna Perfect, Met Cut, SECO, Komet, Ingersoll Cutting Tools, Melin Tool Company, Alvord Polk Tool, DeWalt, Milwaukee, Irwin Auger and Router Bits, Lenox, Greenfield Tap and Die Sets, Balax, Emuge, Heli-Coil®, Jergens, EZ LOK, Putnam, Hanita, PROMAX, Widell Industries и другие.Thread Check Inc. предлагает полный выбор стандартных и специальных сверл, разверток, концевых фрез, резьбонарезных станков, метчиков и плашек, метчиков для нарезания резьбы и плашек для нарезания резьбы . Инженеры-специалисты по продажам Thread Check имеют многолетний опыт обработки и могут помочь вам выбрать подходящие метчики и матрицы для работы.
Thread Check Inc. предлагает обширный ассортимент стандартных режущих метчиков, режущих штампов и многих специальных изделий, изготовленных в течение 24 — 48 часов.
Метчики
|
|
|
Плашки
|
|
|
Сверла и развертки
|
|
|
Концевые фрезы
|
|
|
Заказ метчиков
Thread Check, Inc. настоятельно рекомендует по возможности предоставлять чертеж с информацией о резьбе. Это поможет нашему инженерному персоналу подобрать подходящие метчики для работы и избежать длительных задержек и дорогостоящих проблем на производстве.
настоятельно рекомендует по возможности предоставлять чертеж с информацией о резьбе. Это поможет нашему инженерному персоналу подобрать подходящие метчики для работы и избежать длительных задержек и дорогостоящих проблем на производстве.
Важная информация, необходимая для поставки подходящих метчиков:
- Номинальный размер, TPI или резьба на дюйм, форма резьбы, и если резьба является многозаходной.
- Класс изготавливаемой резьбы — 2Б или 3Б.
- Правая или левая резьба. Если не указано иное, всегда предполагается правая рука.
- Материал для нарезки резьбы.
- Тип отверстия для нарезки резьбы.
- Просверленные, перфорированные или литые.
- Метчик сверла или размера отверстия.
- Глубина отверстия.
- Сквозное или глухое отверстие.
- Требуемая длина полной резьбы.
- Требуемый тип метчиков — конус, заглушка, дно, метчик и метчик со спиральными канавками.
- Наш инженер-технолог определит это на основании предоставленной информации.

Любая дополнительная информация, касающаяся типа и состояния используемой машины или оборудования, может быть полезна при изготовлении метчиков оптимальной конструкции для работы.
Контрольный список для поиска и устранения неисправностей при нарезании резьбы
- Использование неправильного стиля или дизайна для работы.
- Использование неправильного предельного размера метчика для класса резьбы.
- Использование тупых метчиков, штампов и режущих инструментов, требующих повторной заточки.
- Использование плохо заточенных метчиков, штампов и режущих инструментов.
- Материал детали слишком твердый или слишком мягкий.
- Материал детали низкого качества, неоднороден по структуре или анализу.
- Материал детали нарезан на резьбе метчика.
- Избыточная укладка стружки в канавки.
- Саморез слишком тяжелый или легкий для работы.
- Саморез без качественного ходового винта.
- Диапазон скорости резьбонарезного станка слишком ограничен.
- Стол резьбонарезного станка или обрабатываемая деталь не перпендикулярна метчику.
- Станок с ЧПУ неправильно запрограммирован.
- Неблагоприятные условия перед выпуском отверстий (размер, глубина, прямолинейность, округлость, глазурованная или упрочненная поверхность, сколы на дне).
- Метчик и подготовленное отверстие не совмещены.
- Подъем заготовки и приспособления при развороте при вертикальном нарезании резьбы.
- Отсутствие надлежащей смазки при применении.

Метчики измерительные
Наибольший диаметр и делительный диаметр — два важных измерения для метчиков. Важно следить за износом этих размеров, поскольку они со временем изнашиваются при длительном использовании. Обратный конус, разгрузка резьбы и нарастающий большой диаметр — это три фактора при разработке режущих метчиков , режущих головок и режущих инструментов , которые следует принимать во внимание при измерении основного диаметра и делительного диаметра метчики, штампы и режущие инструменты.
Обратный конус — это постепенное уменьшение диаметра резьбы по направлению к хвостовику. Обычно это около 0,001 дюйма в диаметре на один дюйм длины. Рельеф резьбы постепенно уменьшает диаметр резьбы по направлению к пятке площадки и, как правило, покрывает около двух третей ширины площадки, хотя в некоторых случаях может покрывать всю ширина.Задний конус и разгрузка резьбы предназначены для облегчения резания и уменьшения трения.Измерения размера всегда следует проводить по всей резьбе сразу за фаской и как можно ближе к режущей поверхности фаски. Метчики , Режущие плашки и Режущие инструменты всегда делаются больше основного диаметра, чтобы учесть износ и обеспечить зазор большого диаметра в резьбовом отверстии.
Базовый микрометр можно использовать для измерения большого диаметра метчиков. Наковальня для микрометра должна контактировать с зубьями на поверхности режущих метчиков и режущих штампов . Делительный диаметр можно измерить с помощью трехпроводной системы измерения резьбы.
Делительный диаметр можно измерить с помощью трехпроводной системы измерения резьбы.
Новая технология «Punch Tap» обеспечивает на 75% более быструю нарезку резьбы
WEST BOYLSTON, MA USA (8 июня 2018 г.) — Emuge Corp., ведущий производитель высокопроизводительных метчиков, сверл, концевых фрез и других вращающихся инструментов , представила свою запатентованную линию перфорации в Северной Америке. Emuge Punch Tap — это первый инструмент / технология в своем роде для формирования винтовой резьбы в литых и деформируемых алюминиевых сплавах и подобных легких материалах. Пуансоны Emuge обеспечивают новый процесс укороченной траектории инструмента для изготовления внутренней резьбы менее чем за полсекунды, что приводит к значительно меньшему потреблению энергии во время процесса обработки и сокращению времени нарезания резьбы на 75% по сравнению с холодной штамповкой и традиционным нарезанием резьбы. Посетители IMTS 2018 приглашаются посмотреть живую увлекательную демонстрацию перфорации из первых рук на стенде Emuge № 431536 (10–15 сентября в McCormick Place, Чикаго, Иллинойс). Для просмотра видео посетите (https://www.emuge.com/media-resources/videos). Для получения дополнительной информации посетите (https://www.emuge.com/products/taps/punch-tap)
Для просмотра видео посетите (https://www.emuge.com/media-resources/videos). Для получения дополнительной информации посетите (https://www.emuge.com/products/taps/punch-tap)
«Emuge изначально сотрудничала с Audi AG в Европе для разработки уникального дизайна и технологии перфоратора», — сказал г-н Боб Хеллингер, президент Emuge Corp.«Этот революционный инструмент исключительно продуктивен, и мы очень рады предложить эту технологию нашим клиентам в Северной Америке». Благодаря чрезвычайно быстрому нарезанию резьбы перфоратор идеально подходит для применения в больших объемах, например, в автомобильной промышленности. Пробивные метчики Emuge представляют собой отличное решение для изготовления резьбы для производителей, которые производят детали большого объема и которым необходимо сократить время цикла.
Пробивные метчики изготовлены из специального сплава HSSE-PM, оптимизированного для прочности и длительного износа, и имеют эксклюзивный дизайн, предлагающий ряд преимуществ, таких как уникальная геометрия зубьев, позволяющая нарезать резьбу за один шаг. Перфоратор имеет два ряда канавок, смещенных на 180 ° друг от друга и идущих по спиральной кривой вплоть до полезной глубины нанесения. Такая конструкция обеспечивает чрезвычайно эффективную траекторию движения инструмента, которая примерно в 15 раз короче для резьбы M6 с глубиной 15 мм по сравнению с традиционными метчиками для нарезания или холодной штамповки. Укороченная траектория инструмента облегчает процесс нарезания резьбы, который выполняется менее чем за полсекунды.
Перфоратор имеет два ряда канавок, смещенных на 180 ° друг от друга и идущих по спиральной кривой вплоть до полезной глубины нанесения. Такая конструкция обеспечивает чрезвычайно эффективную траекторию движения инструмента, которая примерно в 15 раз короче для резьбы M6 с глубиной 15 мм по сравнению с традиционными метчиками для нарезания или холодной штамповки. Укороченная траектория инструмента облегчает процесс нарезания резьбы, который выполняется менее чем за полсекунды.
Перед нарезанием резьбы инструмент быстро пробивает предварительно просверленное отверстие, и первый зуб каждой канавки создает спиральную канавку, которая помогает направлять метчик на глубину нанесения.По достижении глубины нарезание резьбы начинается путем холодной штамповки с синхронным движением подачи и вращения. Резьба изготавливается с половиной оборота влево по шагу, и каждый зуб метчика Emuge Punch Tap образует половину резьбы (примерно 180 °). После того, как резьба сформирована, метчик по спирали отводится от отверстия через канавки. Готовая резьба холодной штамповки прерывается двумя винтовыми канавками, смещенными на 180 °.
Готовая резьба холодной штамповки прерывается двумя винтовыми канавками, смещенными на 180 °.
Прочность резьбы сохраняется и сравнима с резьбой, обработанной традиционным способом, при глубине резьбы 2xD.Пробивные метчики Emuge, разработанные и оптимизированные для покрытий и размеров в соответствии с требованиями применения, доступны по специальному заказу. Пробивные метчики используются для глухих и сквозных отверстий и могут использоваться для изготовления метрической резьбы от M3 до M10 с глубиной резьбы до 2xD (дюймовые размеры также доступны с №8 по 5/16). Пробойники для эмульсии имеют возможность внутренней подачи охлаждающей жидкости с использованием эмульсии или смазки с минимальным количеством смазки (MQL). Метчики используются на станках с ЧПУ, запрограммированных на специальный цикл штамповки, который можно приобрести у производителей станков и блоков управления.Параметры машины, такие как ускорение, потребуют настройки для некоторых приложений.
Для превосходного удержания инструмента наклонная зажимная плоскость на перфораторе точно соответствует держателю для перфоратора Emuge PT-Synchro. Жесткий зажим с принудительной блокировкой с помощью цилиндрической цанги ER обеспечивает высокий крутящий момент, высокую надежность и превосходную точность биения. Чтобы измерить диаметр винтовой резьбы, прибор Emuge Thread Plug Gage предлагает проверку по принципу «годен / непроходен» в соответствии с DIN ISO 1502.
Emuge Corp.является 100-процентной дочерней компанией немецкой компании EMUGE-Werk Richard Glimpel GmbH & Co. KG (Лауф, Германия), в которой работает более 1800 сотрудников, которая уже почти 100 лет является лидером в области технологий и производительности в своей области. Компания производит обширную линейку метчиков, резьбовых фрез, сверл, концевых фрез, державок, зажимных приспособлений и других вращающихся режущих инструментов, более 40 000 наименований товаров, продаваемых через дистрибьюторов по всему миру. Emuge также предлагает техническую поддержку конечным пользователям через сеть инженеров на местах и собственных специалистов по продуктам, обладающих обширным набором инструментов и опытом применения.
В штаб-квартире компании в США и Канаде, расположенной в Уэст-Бойлстоне, Массачусетс, США, имеется более 10 000 видов режущих инструментов и принадлежностей. Ультрасовременный объект площадью 21 000 квадратных футов включает в себя новый технологический центр с демонстрационным залом и учебным залом для демонстрации механической обработки и оснастки, производством по ремонту инструментов, складом, отделами продаж, поддержки и административными офисами. Для получения дополнительной информации о продуктах Emuge свяжитесь с Emuge по адресу 1800 Century Drive, West Boylston, MA 01583-2121, тел.800-323-3013, Интернет: www.emuge.com.
Наконечник для постукивания — не позволяйте% нити сорвать деталь
Как вам скажет любой опытный машинист, вы обычно приобретаете некоторый опыт сверления и фрезерования, прежде чем узнаете о нарезании резьбы в отверстии (операции, при которой создается внутренняя резьба). Почему? Поскольку для этой операции требуется более высокий уровень точности, и нарезание резьбы в отверстии является последней операцией, выполняемой при завершении детали. В случае ошибки все предыдущие усилия (время и материалы) будут потрачены зря.
Первое, что узнает новичок о нарезании резьбы, это то, что просверленное отверстие будет меньше диаметра болта, который войдет в отверстие. Это потому, что вам нужно оставить достаточно материала, чтобы нарезать нити. Нарезанная резьба увеличит диаметр, достаточный для зацепления болта.
Но как определить отверстие подходящего размера для просверливания болта заранее определенного размера и метчик правильного размера для добавления резьбы? `
Практическое правилоПри рассмотрении размера отверстия для резьбы под 60 градусов процент резьбы по отношению ко всему отверстию должен составлять 75%.Это хорошее практическое правило для тех, кто выполняет обработку для соответствия классам посадки 2B или 3B. Немного выше подходит для более мягких материалов, а немного ниже — для более твердых.
Факторы риска размера отверстияВ этот диапазон входит много факторов:
- По мере увеличения резьбы увеличиваются и факторы напряжения на метчике. Это может привести к повышенной вероятности поломки метчика из-за повышенного крутящего момента во время нарезания резьбы, что может привести к катастрофическим отказам, в результате которых метчик и резьба останутся на части.Такие отказы часто невозможно исправить, что приводит к списанию детали.
- Меньший процент резьбы также имеет свои проблемы. Хотя больший размер отверстия снижает крутящий момент и, следовательно, упрощает нарезание резьбы, это может привести к меньшему зацеплению резьбы или даже к проблемам с перекрестной резьбой. Если нарезание резьбы меньше трехкратного диаметра, мы рекомендуем использовать не менее 65% резьбы, чтобы внутренняя резьба превышала прочность ответного болта.
- Когда применяется сталь с более высоким пределом прочности, больший размер отверстия (с меньшим процентом резьбы) может лучше работать для уменьшения крутящего момента нарезания резьбы.При использовании отверстия большего диаметра учитывайте увеличенный диаметр острия фаски со стилем фаски заглушки. Это даст больше режущих кромок, а также гарантирует, что все они действительно задействованы. Это позволит распределить «работу» с каждой эффективной режущей кромки и оптимизировать производительность метчика.
В общем, метчики производятся с очень высокими допусками. При первых признаках неприятностей виноват кран.Но прежде чем делать выводы, посмотрите на размер отверстия (и процент резьбы), чтобы убедиться, что ваши расчеты верны. Как и во многих других случаях, достижение успеха начинается с правильной подготовительной работы.
Хотя многие компании производят смесители, которые «могут» работать, существует множество переменных, которые влияют на выбор смесителя. Кран, предназначенный для конкретного применения, всегда дает наилучшие результаты. Самый простой способ убедиться, что у вас есть подходящий инструмент для работы, — это связаться с нами в любое время по всем вашим потребностям в нарезке.
Преимущества формования
Нарезание резьбы по форме , также известное как нарезание резьбы по форме Roll Form , обычно используется там, где традиционное нарезание резьбы не подходит. Нарезание резьбы по профилю валка имеет ряд преимуществ по сравнению с нарезанием резьбы нарезанием резьбы, например, более высокая скорость резания, более прочная резьба, отсутствие стружки, более прочный метчик и увеличенный срок службы инструмента.
Применения для нарезания резьбыСледует иметь в виду, что для нарезания резьбы по форме требуется сверло большего размера, чем типичный размер сверла для метчика.Это отверстие большего размера создается, чтобы позволить материалу течь для создания меньшего диаметра резьбы.
Формовочное нарезание резьбы обычно используется в сталях, нержавеющих сталях, сплавах легких и цветных металлов. Нарезание резьбы через опалубку подходит для материалов с пределом прочности на разрыв менее 1200 Н / мм2 и деформацией разрушения 5 процентов или менее.
Как показывает опыт, если при сверлении образуется сплошная стружка, то материал, вероятно, достаточно пластичен и является хорошим кандидатом для нарезания резьбы по форме.Однако подходящие материалы по-разному реагируют на образование отливов.
- Нарезание резьбы без стружки: , поскольку резьба формируется, а не нарезается, отсутствуют стружки, мешающие процессу нарезания резьбы или вызывающие проблемы с удалением стружки в глухих отверстиях. Изготовление резьбы без стружки обеспечивает превосходное качество поверхности резьбы, устраняет риск плохой резьбы из-за осевого «неправильного нарезания», увеличивает статическую и динамическую прочность резьбы и позволяет увеличить скорость нарезания резьбы.
- Более прочная резьба: поток зерна сформированной резьбы повторяет контур резьбы, что приводит к большей прочности резьбы. Это особенно актуально для материалов, подвергающихся механическому упрочнению, таких как сталь и нержавеющая сталь.
- Улучшенная калибровка резьбы: метчики переставляют металл в отверстии для создания резьбы. Поскольку металл не срезается, возможность получения резьбы большего размера значительно снижается.
- Более прочные метчики: Отсутствие стружки устраняет необходимость в канавках, что приводит к получению надежного и более прочного метчика.Поскольку структура металла подвергается холодной обработке по профилю резьбы, получаемая резьба обычно более прочная и имеет гладкую полированную поверхность.
- Увеличенный срок службы метчика: метчики могут служить от 3 до 20 раз дольше, чем метчики для резки, потому что у них нет режущей кромки, которая могла бы затупиться.
- Более эффективное производство: более длительный срок службы метчиков , меньшее количество поломок метчиков и более высокая скорость нарезания резьбы сокращают время цикла и время простоя станка. Метчики для формования могут работать с более высокими скоростями и подачей, чем обычные метчики.
- Идеально подходит для резьбонарезных станков без ходовых винтов: Возможность формировать собственный шаг делает метчики Form особенно подходящими для станков без ходовых винтов.
Технология холодной штамповки используется для изготовления резьбы более 100 лет. Конструкции кранов за это время значительно изменились. Это в сочетании с новейшими покрытиями гарантирует очень долгий срок службы инструмента в большинстве областей применения.
Наши поставщики смесителей для формНаши предпочтительные партнеры-поставщики, предлагающие широкий ассортимент метчиков Form, включают Balax, Dormer, Emuge, North American Tool и Sandvik Coromant.
Чтобы получить дополнительную информацию о преимуществах нажатия форм или узнать о его покупке для вашего магазина, свяжитесь с нами.
наконечников — метчиков
наконечников — метчиковСообщения о закрытии этого веб-сайта сильно преувеличены! Мы в sheldonbrown.com благодарим Harris Cyclery за поддержку на протяжении многих лет. Harris Cyclery закрылся, но мы продолжаем работу. Продолжайте посещать сайт для получения новых и обновленных статей и новостей о возможных новых членах.
(Взрыв из прошлого)
Это старая статья, и часть информации в ней устарела.
Эта статья впервые появилась в журнале
Bicycling , июль 1983 г.Слегка отредактировано Джоном Алленом «Playing Taps for Sheldon», июль 2010 г.
Метчики и плашки — это инструменты для нарезания резьбы. Метчик — это инструмент в виде болта для нарезания внутренней резьбы. Плашка — это гайкообразный инструмент для изготовления наружной резьбы. Метчики и плашки могут сделать многие «невозможные» ремонты возможными, даже легкими.
Оба инструмента имеют резьбу, немного похожую на резьбу на гайках и болтах, но резьба на метчиках и штампах имеет режущие кромки для нарезания резьбы в гладком металле.Метчик ввинчивается в гладкое отверстие и проделывает его в отверстие с резьбой; матрица насаживает резьбу на ранее гладкий вал.
Метчики и плашки можно купить по одной в любом хорошем хозяйственном магазине, и они совсем не дорогие. Вы можете купить небольшой набор часто используемых размеров менее чем за 10 долларов.
Метчики бывают трех типов: заглушки, конические и донные. Чаще всего встречаются пробковые краны. Заглушка метчика имеет довольно крутой конус на конце, поэтому резьба на всю глубину будет обрезана всего за несколько оборотов.Это наиболее эффективный вид для производственного использования.
Метчики с дном вообще не имеют конуса. В результате нельзя использовать нижние метчики для запуска новой резьбы. Метчики для забивания используются только для того, чтобы довести имеющуюся резьбу до дна «глухого» отверстия (отверстия, которое не проходит сквозь материал). Я никогда не видел необходимости в пробке дна на велосипеде.
Метчики с конусом — лучший вариант для езды на велосипеде. Метчики с конусом похожи на метчики для пробок, за исключением того, что они имеют более плавное сужение к острию.Постепенное сужение облегчает нарезание прямого отверстия вручную, хотя это также можно сделать с помощью метчика, если у вас хороший глаз. Большие наборы кранов обычно поставляются со всеми тремя типами каждого размера, поэтому вы получите в три раза больше кранов, чем вам нужно, если вы купите большой набор!
Метчики — это металлорежущие инструменты, поэтому режущие кромки должны быть очень твердыми. Из-за типа стали и термической обработки, необходимой для резки металла, они чрезвычайно хрупкие. Необходимо соблюдать осторожность, чтобы использовать краны, не сломав их.Это особенно верно в случае меньшего размера. Если вы сломаете метчик в отверстии, удалить сломанный кусок будет очень сложно или даже невозможно! Сломанный метчик обычно невозможно даже высверлить, потому что метчик такой же твердый или тверже, чем сверло.
Метчики обычно ломаются изгибом, а не скручиванием.
Если вы будете очень и очень осторожны, можно использовать метчик, повернув его обычным разводным ключом, но это очень рискованно. Гаечный ключ, который нажимает только на одну сторону, создает несимметричное напряжение на кране и, скорее всего, сломает его.Вместо этого вам следует купить подходящий гаечный ключ. У него будет Т-образная рукоятка, что облегчит поворот крана, не сгибая его.
Разбить фишки
Когда метчик разрезает, остается отрезанный кусок металла. Метчик имеет от двух до четырех «канавок» (канавок) для выхода стружки из отверстия. Если канавки забиваются стружкой, метчик заедает. Он сломается, если его заставят.
Стружка имеет тенденцию формироваться в виде длинных полос. Хорошая техника постукивания требует, чтобы вы разбивали эти полоски на более мелкие кусочки, которые могли ускользнуть вдоль канавок.Это делается поворотом крана назад.
Процедура заключается в том, чтобы повернуть кран на одну треть или половину оборота вперед или до тех пор, пока вы не почувствуете повышенное сопротивление. Затем поверните его назад, пока не почувствуете, что он легче поворачивается на четверть или половину оборота, как правило. Для глубокого нарезания резьбы обычно необходимо частично войти, а затем полностью отвинтить кран, чтобы можно было очистить стружку, прежде чем продолжить.
Как правило, для метчиков следует использовать какую-то смазочно-охлаждающую жидкость. Для этой цели созданы специальные смазочно-охлаждающие жидкости, но они обычно не нужны, за исключением случаев использования электроинструментов.Для обычного ручного нарезания резьбы по стали подойдет любое подходящее масло; для алюминия лучше всего подходит керосин.
У меня на верстаке есть пара емкостей: одна с отработанным моторным маслом, другая с керосином. Я просто окунаю метчик в подходящую банку, прежде чем начну нарезать им резьбу. Я использую старое моторное масло, потому что оно у меня есть под рукой, и потому что не имеет значения, оставлю ли я в нем стружку от нарезания резьбы, так как это масло используется только для резки, а не для смазки.
Правильный размер отверстия
Очень важно просверлить отверстие правильного размера, соответствующего размеру используемого метчика.Если отверстие слишком маленькое, вы, скорее всего, сломаете метчик, когда попытаетесь обрезать резьбу. Если отверстие слишком большое, кран легко пройдет. но нити будут неглубокими, и их легко отделить. Когда вы покупаете метчики, вам также следует покупать к ним сверла. Эти биты следует хранить вместе с метчиками и использовать только для сверления отверстий, в которые нужно нарезать резьбу.
Сверла бывают четырех размеров: дробные, числовые, буквенные и метрические. Большинство небольших домашних мастерских уже имеют набор долот дробного размера, обычно от 1/16 дюйма до 1/4 дюйма с шагом 1/64 дюйма.Этот тип набора будет работать по-своему, но если это все, что у вас есть, у вас не будет точного правильного размера для большинства метчиков размера. Для наиболее популярных размеров метчиков требуется сверло большого размера, чтобы проделать отверстие нужного размера. Например, для метчика № 10-32 (обозначение размера поясняется в сопроводительной статье) для правильной установки требуется сверло № 21. Это от 5/32 дюйма до 11/64 дюйма. Если вы использовали 5/32-дюймовую насадку, скорее всего, вы сломаете метчик. Если вы использовали биту размером 11/64 дюйма, то метчик прошел бы через отверстие нормально, но резьба была бы неглубокой и легко снималась.
Набор числовых сверл включает 80 долот размером от 0,0135 дюйма до 0,2280 дюйма. Они по существу перекрывают базовый дробный набор от 1/64 до 1/4 дюйма, который у вас, возможно, уже есть. Большинство из этих сверл с числовым размером будут бесполезны для вас, и вы потратите много денег, чтобы получить 80 из них. Имеет смысл потратить несколько долларов на покупку действительно нужных вам размеров.
Крупный игрок
Если вы крупный игрок, вы можете потратить несколько сотен долларов на хороший набор для метчиков и штампов, но 95 процентов инструментов в таком наборе будут бесполезны для работы на велосипеде.Вместо этого лучше покупать только те метчики и плашки, которые у вас есть.Пока большой не рекомендую. дорогие наборы для метчиков и штампов с тремя метчиками любого размера и соответствующими им штампами, есть один небольшой и недорогой тип набора метчиков, который имеет большое значение для небольшой мастерской. Этот тип смесителя иногда называют «набором электрика». Обычно он будет иметь только метчики, без штампов. Обычно бывает шесть размеров от # 4-40 до 1 / 4-20. Лучшее в этом типе набора — это то, что он включает в себя соответствующие сверла, подходящие к метчикам, и все они удобно упакованы с помощью гаечного ключа.
Таблица сверл для метчиков некоторых распространенных размеров
| Размер смесителя | Размер сверла | Ближайший Дробный размер (дюймы) |
|---|---|---|
| # 4-40 | # 43 | 3/32 |
| № 6-32 | # 36 | 7/64 |
| № 8-32 | # 29 | 9/64 |
| № 10-32 | # 21 | 5/32 |
| № 10-24 | # 25 | 5/32 |
| № 12-24 | # 16 | 11/64 |
| 1 / 4-20 | # 7 | 13/64 |
| 1 / 4-28 | # 3 | 7/32 |
| 4 мм x.70 | # 30 | 1/8 |
| 4 мм x 75 | 1/8 дюйма | 1/8 |
| 5 мм x 0,8 | # 19 | 11/64 |
| 5 мм x 0,9 | # 20 | 5/32 |
| 6 мм x 1 | # 9 | 13/64 |
| 7 мм x 1 | 15/64 | 15/64 |
| 8 мм x 1 | «J» | 9/32 |
| 8 мм x l.25 | 17/64 | 17/64 |
| 9 мм x 1 | 5/16 « | 5/16 |
| 9 мм x длина 25 | 5/16 | 5/16 |
| 10 мм x 1,25 | 11/32 | 11/32 |
| l0 мм x l.5 | «R» | 11/32 |
Расшифровка размеров ниток
В этой стране широко используются две системы нарезания резьбы: SAE (американская) и ISO (метрическая).
РезьбаSAE описывается в форме (диаметр) — (резьбы на дюйм) — например: 1 / 4-20 означает, что болт имеет диаметр 1/4 дюйма и 20 витков резьбы на дюйм. Диаметр меньше 1/4 дюйма указывается числовым размером. Например, # 10-32 — очень распространенный размер; «# 10» эквивалентно 3/16 дюйма, и на дюйм приходится 32 резьбы.
Метрическая резьба указывается в виде (диаметр) — (миллиметры на резьбу). Например, 5 мм-0,8 означает, что диаметр болта составляет 5 миллиметров, а резьба такая.8 миллиметров друг от друга. Метрическая резьба ISO стандартизирована в той степени, в которой шаг резьбы обычно не упоминается, если только он не является нестандартным для диаметра, например, 5 мм-0,8 часто просто называют 5 мм, но если шаг резьбы отличается от. 8, это необходимо указать. Точно так же 6 мм-1,0 является стандартным размером ISO и может обозначаться как «6 мм».
Некоторые размеры более или менее взаимозаменяемы между американской и метрической системами; особенно полезен # 10-32 / 5 мм. Обычно их можно без проблем поменять местами.Это обычный размер для велосипедов. Проушины для крепления стоек и брызговиков к дропаутам имеют 5-миллиметровую резьбу на большинстве более качественных велосипедов; этот размер также используется для болтов с носками и различных деталей тормозов и переключателей. Поскольку 5 мм и № 10-32 по существу одинакового размера, вы можете купить метчик любого размера, но американский размер № 10-32 легче найти и, вероятно, будет намного дешевле.
Как и где вы используете метчики и плашки на велосипеде?
Метчики и плашки используются лишь изредка при обычном ремонте велосипедов, но они могут быть очень полезны в некоторых специализированных областях применения.Старые велосипедные механики помнят, когда почти каждый новый европейский велосипед нуждался в чистке резьбы педали с помощью метчика перед установкой педалей. Хромирование нарушило допуски размеров резьбы, и механику пришлось решить проблему. Сегодняшние алюминиевые шатуны и более совершенные технологии производства решили эту проблему, и основное применение педалей — это преобразование кривошипов с французской резьбой в более распространенный английский размер резьбы педалей (9/16 x 20).Для любой работы с резьбой педали требуются специальные метчики, которые продаются через источники велосипедного инструмента, потому что вам нужен метчик с левой резьбой для левого кривошипа.
Иногда необходимо очистить резьбу на рулевой трубе вилки. В этом случае вам понадобится кубик. Один из способов сделать такой штамп — использовать старую, изношенную гоночную гарнитуру. Направляющие гарнитуры изготовлены из закаленной стали, как штампы, и вы можете превратить обойму гарнитуры в метчик, вырезав в нем канавки с помощью ножовки с твердосплавным наконечником. Используйте гонку для гарнитуры с такой же резьбой, как и на вашем велосипеде.(Английский стандарт 1 x 24 является наиболее распространенным, но есть много исключений и эзотерических размеров.)
Когда задний быстросъемный вертел обрывается по резьбе, вы можете использовать штамп для его переработки, сделав (более короткий) передний быстросъемный вертел. Шампуры бывают с резьбой 5 х 0,8 и 5 х 0,9; Измерьте свой с помощью измерителя шага резьбы.
Для резьбы каретки предназначены специальные метчики. Они могут очистить резьбу, которая была слегка повреждена или забита краской или герметиком для резьбовых соединений.Если каретка каретки с серьезно поврежденной резьбой не очень тонкая или уже имеет итальянскую резьбу, ее можно восстановить, выбив ее до немного большего итальянского размера. Нижние кронштейны картриджей с итальянской резьбой можно заказать у Phil Wood, Velo Orange. ТА и возможно других производителей. Набор метчиков для нижнего кронштейна включает специальный инструмент для совмещения метчиков на каждой стороне корпуса нижнего кронштейна друг с другом и резак для сглаживания и выравнивания поверхности чашки / стопорного кольца на каждом конце корпуса.
Но больше всего метчики и плашки используют не для ремонта, а для изготовления собственных принадлежностей. Если вы умеете нарезать резьбу, сгибать и толкать металлические стержни, вы можете сделать стойки профессионального вида, специально разработанные с учетом ваших потребностей и пожеланий. Можно сделать специальные кронштейны для крепления фонарей на багажники, более качественные опоры для руля и подушек безопасности и т. Д.
Вот простой пример: я хотел, чтобы задний багажник Pletscher был немного более жестким. Поэтому я высверлил заклепки, которые крепят ножки к платформе, и заменил их болтами на 1/4 дюйма.Я просверлил отверстия с зазором 1/4 дюйма в ножках, затем использовал сверло № 7 и метчик 1/4 — 20 на отверстия в платформе. Я скрепил его болтами, вставив контргайки внутрь. (Контргайка делает сборку достаточно устойчивой к вибрации.) Эта работа не была большой проблемой, и она привела к заметному улучшению.
Сообщения о закрытии этого веб-сайта сильно преувеличены! Мы в sheldonbrown.com благодарим Harris Cyclery за поддержку на протяжении многих лет.Harris Cyclery закрылся, но мы продолжаем работу. Продолжайте посещать сайт для получения новых и обновленных статей и новостей о возможных новых членах.
Если вы хотите сделать ссылку или добавить закладку на эту страницу, URL-адрес:https://www.sheldonbrown.com/tooltips/taps.