Slesarnaya 9 Нарезание резьбы
1. СЛЕСАРНАЯ ОБРАБОТКА
НАРЕЗАНИЕ РЕЗЬБЫ
Нарезанием резьбы называется образование резьбы снятием стружки (а также пластическим деформированием) на наружных или внутренних поверхностях заготовок деталей.
Резьба характеризуется профилем, шагом и диаметром. В зависимости от конфигурации профиля резьба бывает треугольной, трапецеидальной, прямоугольной и круглой.
По направлению движения винтовой линии резьба бывает правой и левой. В судостроении применяют в основном правую резьбу. Кроме того, резьбы бывают одно и многозаходными. Однозаходные имеют малые углы подъема винтовой линии и применяются для надежного крепления деталей. В судостроении применяют три системы резьб: метрическую, дюймовую и трубную.
Резьбу на деталях получают нарезанием на резьбонарезных, сверлильных и токарных станках, накатыванием или вручную при помощи метчиков, служащих для нарезания внутренней резьбы (рис.
Метчики делятся на ручные и машинные, изготавливаемые из инструментальной стали марок У8, У12, 9ХС. Для нарезания внутренней резьбы вручную требуется большое усилие. Для облегчения работы и для получения более чистой резьбы ручные метчики выпускаются комплектно: черновой, средний и чистовой, причем на метчиках соответственно наносят 1, 2 и 3 кольца для их различия.
Для уменьшения нагревания метчика и для получения более чистой резьбы необходимо применять смазочно-охлаждающие жидкости, выбираемые в зависимости от материала детали.
Рис. 1.21. Инструмент для нарезания внутренней резьбы:
а – метчик и его части; б – цилиндрические метчики; в – конический метчик;
г – гаечный метчик; д – плашечный метчик; е – маточный метчик
Наружную резьбу нарезают с помощью плашек (лерок). Плашки бывают круглые (цельные и разрезные) и призматические (раздвижные). Цельными плашками можно нарезать резьбу только одного диаметра, а разрезными можно регулировать диаметр резьбы, нарезаемой в небольших пределах.
Нарезание резьбы производят за один проход. Призматические плашки состоят из двух половинок, благодаря чему полный профиль резьбы можно нарезать за несколько проходов.
До нарезания резьбы в деталях сверлят отверстия диаметром несколько меньше, чем диаметр будущей резьбы.
Диаметр сверла выбирают по табличным данным (табл. 1.5) или вычисляют по формулам:
Dсв = dр – S, мм или d = D – 1,5 t, мм,
где Dсв – диаметр сверла, мм; dр – диаметр резьбы, мм; S – шаг резьбы, мм; d – диаметр отверстия под резьбу, мм; D – наружный диаметр резьбы, мм; t – глубина резьбы, мм.
Рис. 1.22. Инструмент для нарезания наружной резьбы:
в – резьбонакатная плашка; г – раздвижная плашка
Таблица 1.5 Диаметры свёрл, применяемых для получения резьбовых отверстий
Диаметр нарезанной резьбы измеряют штангенциркулем. Для определения шага резьбы применяют резьбомер. Для комплексной проверки резьбы применяют комплект резьбовых калибров, состоящий из проходного и непроходного калибров.
Для определения шага резьбы применяют резьбомер. Для комплексной проверки резьбы применяют комплект резьбовых калибров, состоящий из проходного и непроходного калибров.
Диаметр стержня для нарезания резьбы определяют по табл.1.6.
Нарезание резьбы
Нарезание резьбы24. Нарезание резьбы
Многие детали машин, строительных конструкций и бытовых приборов скрепляют между собой при помощи резьбовых соединений. В резьбовых соединениях применяют болты, шпильки и винты.
Болт — цилиндрический стержень с головкой на одном конце и с резьбой на другом (рис. 75, а).
Шпилька — цилиндрический стержень с резьбой на
обоих концах (рис. 75, 6). Один конец шпильки ввинчивается в одну из соединяемых
деталей, а на другой конец устанавливают скрепляемую деталь и навинчивают гайку.
Винт — цилиндрический стержень с резьбой для ввинчивания в одну из соединяемых деталей и головкой различных форм (рис. 75, в).
Резьба — это выступы на поверхности винтов и гаек, расположенные по винтовой линии. Основными элементами резьбы являются угол подъема винтовой линии α, шаг резьбы р, угол профиля γ, наружный и внутренний диаметры резьбы (рис. 76).
Изображение резьбы на чертеже показано на рис. 60.
Для нарезания наружной крепежной резьбы
используют специальный инструмент — плашки (рис. 77, а). Плашка имеет вид
гайки из закаленной стали. Резьбу плашки пересекают сквозные продольные
отверстия. Режущие кромки, образованные этими отверстиями в местах пересечения с
профилем резьбы, имеют форму клина и обеспечивают резание заготовки. Стружка
выходит в отверстия.
Для того чтобы нарезать резьбу плашкой на стержне, надо по табл.6 определить диаметр стержня для данной резьбы и проточить заготовку на этот диаметр с обязательным выполнением фаски на конце стержня. Фаска необходима для того, чтобы плашка в начальной стадии нарезания резьбы легче захватывала металл.
Таблица 6
| Диаметр резьбы, мм | 3 | 4 | 5 | 6 | 8 | 10 |
| Диаметр стержня, мм | 2,9 | 3,9 | 4,8 | 5,8 | 7,9 | 9,9 |
|
Заготовку закрепляют вертикально в тисках,
предварительно разметив на стержне длину нарезаемой резьбы. Плашку для нарезания требуемой резьбы (диаметр резьбы и ее шаг обозначены на поверхности плашки) закрепляют в плашкодержателе (рис. 77, 6), накладывают на верхний торец стержня и с небольшим нажимом, без перекосов, вращают ее (рис. 78). Первые нитки резьбы можно нарезать без смазки, так как плашка захватывает сухой металл легче, затем стержень смазывают маслом. Вращают плашкодержатель следующим образом: один-два оборота по часовой стрелке и пол-оборота в обратном направлении для ломания стружки. Качество нарезанной резьбы в условиях школьных мастерских можно проверить, навинчивая на нее соответствующую гайку. |
 Длина
выступающей над плоскостью губок части стержня должна быть больше длины
нарезаемой резьбы на 20…25 мм.
Длина
выступающей над плоскостью губок части стержня должна быть больше длины
нарезаемой резьбы на 20…25 мм.
Внутреннюю резьбу (резьбу в отверстии) нарезают
метчиком (рис. 79). Он состоит из хвостовика и рабочей части. Рабочая часть
метчика представляет собой винт с продольными канавками. Режущие кромки
образованы пересечением поверхности канавки с профилем резьбы метчика. По
канавкам при нарезании резьбы сходит стружка.
79). Он состоит из хвостовика и рабочей части. Рабочая часть
метчика представляет собой винт с продольными канавками. Режущие кромки
образованы пересечением поверхности канавки с профилем резьбы метчика. По
канавкам при нарезании резьбы сходит стружка.
Ручные метчики для нарезания метрической резьбы выпускают по одному, либо для труднообрабатываемых материалов в комплекте по два (чистовой и черновой) или три (черновой, средний и чистовой) штуки. На хвостовой части всех метчиков нанесены круговые риски (одна, две или три) или проставлены номера метчиков и указаны диаметр и шаг резьбы.
Перед нарезанием резьбы метчиком в детали выполняют отверстие соответствующего диаметра (табл. 7).
Таблица 7.
| Диаметр резьбы, мм | 3 | 4 | 5 | 6 | 8 | 10 |
| Диаметр сверла, мм | 2,5 | 3,4 | 4,2 | 5 | 6,7 | 8,4 |
|
Заготовку с отверстием закрепляют в тисках так,
чтобы ось отверстия была перпендикулярна плоскости губок тисков. один-два оборота по часовой стрелке и пол-оборота против. Так нарезают все отверстие. Закончив нарезание черновым метчиком, его вывертывают, вставляют средний и повторяют нарезание. Окончательно доводят резьбу чистовым метчиком. Качество резьбы в условиях мастерских можно проверить, вворачивая в отверстие соответствующий болт. При нарезании резьбы иногда возникают следующие дефекты, которых следует избегать: 1) шероховатая или рваная нарезка — получается, если отсутствует смазка, а также из-за перекоса метчика или плашки; 2) резьба неполного профиля — если диаметр отверстия больше нормы или диаметр стержня меньше нормы; З) перекос резьбы или поломка метчика и плашки —
если диаметр отверстия меньше нормы или диаметр стержня больше нормы. |
 Затем
на хвостовик чернового метчика надевают вороток, а рабочую часть метчика
смазывают маслом. Метчик вертикально без перекоса помещают в нарезаемое
отверстие и, прижимая его к детали левой рукой, плавно вращают вороток
по часовой стрелке, пока метчик не врежется в металл и не встанет
устойчиво. После этого вороток берут обеими руками и вращают с легким
нажимом:
Затем
на хвостовик чернового метчика надевают вороток, а рабочую часть метчика
смазывают маслом. Метчик вертикально без перекоса помещают в нарезаемое
отверстие и, прижимая его к детали левой рукой, плавно вращают вороток
по часовой стрелке, пока метчик не врежется в металл и не встанет
устойчиво. После этого вороток берут обеими руками и вращают с легким
нажимом:
Практическая работа
Нарезание резьбы плашкой на токарно-винторезном станке
1. Настройте станок на минимальную частоту вращения шпинделя.
2. Закрепите заготовку в трехкулачковый патрон.
З. Закрепите требуемую плашку в плашкодержателе.
4. Переместите заднюю бабку к правому торцу заготовки и закрепите ее так, чтобы между пинолью и торцом заготовки можно было вставить плашкодержатель
5. Установите плашку заборной частью на фаску заготовки и подожмите плашкодержатель пинолью задней бабки. Рукоятку плашкодержателя обоприте на планку, закрепленную в резцедержателе (рис. 81).
6. Включите станок. Вращая маховик задней бабки, подожмите
пинолью плашкодержатель к вращающейся заготовке. Как только плашка начнет
навинчиваться на заготовку самостоятельно, вращение маховика следует прекратить.
Как только плашка начнет
навинчиваться на заготовку самостоятельно, вращение маховика следует прекратить.
7. Не доходя 3…4 мм до конца нарезаемого участка, выключите станок, отведите пиноль и переместите поперечные салазки на себя. Вращением плашкодержателя вручную нарежьте резьбу до конца.
Примечание: нарезание резьбы можно производить без включения станка, проворачивая шпиндель вручную.
Новые термины: Резьбовое соединение, болт, шпилька, винт, резьба (наружная и внутренняя), плашка, плашкодержатель, метчик, вороток.
Вопросы и задания
1. Где применяются резьбовые соединения?
2. Чем болт отличается от шпильки?
3. Какими инструментами нарезают наружную резьбу? Внутреннюю резьбу?
4. Что общего у плашки, метчика, резца, сверла?
Что общего у плашки, метчика, резца, сверла?
5. Каково назначение канавок в плашке и метчике?
6. В какой последовательности вручную нарезают резьбу на стержне? В отверстии?
7. Почему место нарезания резьбы смазывают маслом?
8. С какой целью при нарезании резьбы плашку или метчик надо периодически возвращать на пол-оборота назад?
Сайт управляется системой uCozНарезание резьб и резьбонарезной инструмент
Нарезание резьб и резьбонарезной инструмент
Что такое нарезание резьбы?
Нарезание резьбы — это образование винтовой поверхности на наружной или внутренней цилиндрической или конической поверхностях детали.
Какими инструментами выполняется нарезание винтовой поверхности на наружной цилиндрической поверхности детали?
Нарезание винтовой поверхности на болтах, валиках и других наружных поверхностях деталей можно выполнять вручную или машинным способом. К ручным инструментам относятся: круглые разрезные и неразрезные плашки, а также четырех- и шестигранные пластинчатые плашки, клуппы для нарезания резьбы на трубах. Для крепления плашек используются плашкодержателн и клуппы. Круглая плашка используется также для машинного нарезания резьбы.
К ручным инструментам относятся: круглые разрезные и неразрезные плашки, а также четырех- и шестигранные пластинчатые плашки, клуппы для нарезания резьбы на трубах. Для крепления плашек используются плашкодержателн и клуппы. Круглая плашка используется также для машинного нарезания резьбы.
Число стружечных отверстий г зависит от толщины стружки аz снимаемой зубьями одного отверстия, угла заборного конуса ф и шага резьбы t: С увеличением количества стружечных отверстий г толщина стружки аг уменьшается и наоборот. В зависимости от диаметра нарезаемой резьбы число стружечных отверстий находится в пределах от 3 до 14.
Нарезание наружной резьбы машинным способом может производиться на токарных станках резьбовыми резцами, гребенками, резьбонарезными головками с радиальными, тангенциальными и круглыми гребенками, вихревыми головками, а также на сверлильных станках резьбонарезными головками, на фрезерных станках резьбонарезными фрезами и на резьбошлифовальных станках однониточными и многониточными кругами.
Получение наружной резьбовой поверхности может быть обеспечено ее накатыванием плоскими плашками, круглыми роликами на резьбонакатных станках. Применение резьбонакатных головок с осевой подачей позволяет накатывать наружные резьбы на сверлильном и токарном оборудовании.
Назвать инструмент для нарезания резьбы в отверстиях.
Нарезание резьбы в отверстиях выполняют метчиками вручную и машинным способом. Различают цилиндрические и конические метчики. Ручные метчики бывают одинарные, двухкомплектные и трехкомплектные. Обычно используют комплект, состоящий из трех метчиков: чернового, обозначенного одной черточкой или цифрой 1, среднего, обозначенного двумя черточками или цифрой 2, и чистового, обозначенного тремя черточками или цифрой 3 (табл. 12, рис. 29).
Страницы: 1 2 3
Нарезание внутренней резьбы метчиком: технология, инструмент, диаметр отверстия
Перед нарезанием внутренней резьбы метчиком, предварительно готовится соответствующее отверстие.
Рис. 1. Конструкция метчика:
1 – заборная часть; 2 – калибрующая часть; 3 – стружечная канавка;
4 – хвостовик; 5 – квадрат
Максимально удобные условия по нарезанию резьбы метчиком предоставляются после подготовки отверстия методами зенкерования либо сверления. Вырезаемый металл в процессе изготовления резьбы частично выдавливается метчиком. Сечение внутри резьбы выходит больше сечения отверстия, которое образовалось от сверления. В момент подготовки отверстий способом сверления, перед нарезанием резьбы метчиком, сечения сверл выбираются по ГОСТ 19257 – 73.
Рис. 2. Нарезание резьбы метчиком:
а – установка метчика и воротка для нарезания резьбы; б – проверка положения метчика угольником; в – приемы нарезания внутренней резьбы; г – проверка качества резьбы соответствующим винтом
В случае, когда сечение просверленного для резьбы отверстия окажется меньше регламентированного ГОСТом, усилие на метчик резко увеличится. Резьба при этом будет рваной, метчик заклинит и он сломается. При сечении отверстия, большем, чем рекомендованное, получится неполный профиль резьбы.
Нарезая внутреннюю резьбу на сверлильных станках, придерживаются таких общих правил:
- нежелательно производить нарезку резьбы внутри отверстий, полученных в результате штамповки либо литья. Прежде, чем нарезать резьбу, такие отверстия зенкеруются либо рассверливаются. Таким образом, удаляются: наклеп, окалина, нагар.

- на станках для сверления при нарезании резьбы метчики необходимо закрепить в предохранительных плавающих, качающихся, самоцентрирующих, реверсивных патронах;
- в готовящихся отверстиях, где будет нарезаться резьба, со стороны захода метчика необходимо снять фаски под углом 60° на высоту не менее одного шага резьбы;
- в момент нарезания резьб с помощью сверлильных станков особо пристальное внимание уделяется регулировка передвижения шпинделя. Его необходимо тщательно уравновесить противовесом. Он должен передвигаться без труда, обеспечивая плавное врезание и выход метчика из резьбы. Если шпиндель передвигается с большой осевой нагрузкой, резьбу разобьет по среднему сечению;
- нарезая резьбу, используется смазка инструмента и его интенсивное охлаждение, поскольку на метчик в это время воздействуют большие нагрузочные режимы.
После окончания операции по нарезанию резьбы в отверстиях на сверлильных станках метчик из нарезанного отверстия выкручивается.
Рис. 3. Формы заборной части метчиков:
форма А — длинная заборная часть для обработки сквозных отверстий; форма В — средняя заборная часть и спиральная подточка для обработки сквозных отверстий; форма С — короткая заборная часть для обработки глухих отверстий; форма D — средняя заборная часть для обработки сквозных и глухих отверстий с длинным сбегом резьбы; форма Е — короткая заборная часть для обработки сквозных и глухих отверстий с коротким сбегом резьбы
Нарезание резьб в сквозных и глухих отверстиях технологически различны.
Закончив нарезание резьбы глухого отверстия, метчик из него удаляется только выкручиванием. Исходя из этого, резьба в нем нарезается только на станке, где есть возможность его реверсирования. Иначе говоря, при выкручивании метчик должен вращаться в направлении, обратному рабочему, с меньшей скоростью, чем при нарезании резьбы. Так снижаются непроизводительные временные затраты.
Так снижаются непроизводительные временные затраты.
Нарезая глухую резьбу на станке без реверса, используют для крепления метчиков специальный реверсивный патрон. В нем устроено предохранительное устройство соответствующего типа.
С целью предотвращения разрушения метчика при нарезании глухой резьбы, когда он достигнет края отверстия и упрется в дно, на станках с реверсивным механизмом используется специальный патрон, предохраняющий метчик. Глухие резьбы нарезаются машинными метчиками. У них малая заборная часть, равная трем шагам нарезаемой резьбы. Эта техника дает возможность нарезать резьбу максимально близко ото дна отверстия.
Нарезать резьбы в легированных пластичных сталях, у которых аустенитный состав и которые нелегко поддаются резанию, а также в легких, титановых, жаропрочных сплавах необходимо с учетом следующих специфических условий:
- если деталь, изготовленная из жаропрочного сплава, имеет нормальную жесткость, а после монтажа на станину станка она перпендикулярна к оси резьбы базовой поверхности, резьба в ней нарезается без использования кондуктора. Если необходимо установить безусловную перпендикулярность ее оси резьбы к поверхности базы, но крепление к станку и жесткость детали не обеспечивают требуемой точности, то резьба должна нарезаться с использованием кондукторов;
- нарезание резьбы в заготовках из жаропрочных сплавов сопровождается использованием метчиков с шахматным расположением зубьев. В сквозных отверстиях резьбу нарезают одним метчиком, в глухих – комплектами, состоящими из двух либо трех метчиков;
- метчик обязательно подлежит охлаждению, если резьба нарезается в деталях из жаропрочных сплавов. Насосная подача охлаждающей жидкости предполагает такой состав: 15% олеиновой кислоты, 25% керосина, 60% сульфо-фрезола. При отсутствии на станке помпы, охлаждающая жидкость, состоящая из: 85% сульфо-фрезола и 15% олеиновой кислоты, наносится на метчик кистью либо метчик погружается в жидкость;
- чтобы успешно нарезать резьбу в деталях из цинковых либо алюминиевых сплавов, мягких и пластичных, используются станки, где принудительная скорость подачи шпинделя по шагу резьбы. В случае отсутствия на станке механизма принудительной подачи шпинделя, необходимо обеспечить его свободное движение. Это делается уменьшением нагрузок уравновешивания – грузов и пружин. Если масса движущихся частей большая, а шпиндель двигается с большим осевым усилием, то резьба, которая нарезается, будет разрушена по среднему сечению;
- скорость нарезания резьбы в деталях из силуминовых сплавов рекомендуется в 1,2…1,5 раза больше, а охлаждение во столько же раз интенсивнее, чем стали;
- охлаждать метчики при нарезании резьб в деталях из легкосплавных материалов лучше всего керосином. Хорошо применять 8…10% эмульсию. Нельзя для охлаждения метчиков использовать масло: оно не предохраняет от стружки, налипающей в момент нарезания и затрудняет очистку нарезанной резьбы от налипшей стружки;
- бесканавочными метчиками, изготовленными из быстрорежущей стали, рекомендуется обрабатывать резьбу от М4 до М30 в деталях из титановых сплавов и труднообрабатываемых сталей аустенитного класса. Их стойкость намного выше по сравнению со стандартным.
 Если необходимо установить безусловную перпендикулярность ее оси резьбы к поверхности базы, но крепление к станку и жесткость детали не обеспечивают требуемой точности, то резьба должна нарезаться с использованием кондукторов;
Если необходимо установить безусловную перпендикулярность ее оси резьбы к поверхности базы, но крепление к станку и жесткость детали не обеспечивают требуемой точности, то резьба должна нарезаться с использованием кондукторов; В случае отсутствия на станке механизма принудительной подачи шпинделя, необходимо обеспечить его свободное движение. Это делается уменьшением нагрузок уравновешивания – грузов и пружин. Если масса движущихся частей большая, а шпиндель двигается с большим осевым усилием, то резьба, которая нарезается, будет разрушена по среднему сечению;
В случае отсутствия на станке механизма принудительной подачи шпинделя, необходимо обеспечить его свободное движение. Это делается уменьшением нагрузок уравновешивания – грузов и пружин. Если масса движущихся частей большая, а шпиндель двигается с большим осевым усилием, то резьба, которая нарезается, будет разрушена по среднему сечению; Их стойкость намного выше по сравнению со стандартным.
Их стойкость намного выше по сравнению со стандартным.Нарезание резьбы плашками и метчиками
Обработка резьбовых поверхностей
Нарезание резьбы плашками и метчиками
Для нарезания наружной резьбы на винтах, болтах,
шпильках и других деталях применяются плашки.
Участок детали, на котором необходимо нарезать резьбу плашкой,
предварительно обрабатывают. Диаметр обработанной поверхности должен быть
несколько меньше наружного диаметра резьбы. Для метрической резьбы
диаметром 6-10 мм эта разница составляет 0,1-0,2мм; диаметром
11-18мм — 0,12-0,24 мм; диаметром 20-30мм — 0,14-0,28 мм. Для образования
захода резьбы на торце детали необходимо снять фаску, соответствующую
высоте профиля резьбы. Плашку устанавливают в плашкодержатель (патрон),
который закрепляют в пиноли задней бабки или в гнезде револьверной головки.
Скорость резания при нарезании резьбы плашками
υ=3-4 м/мин для стальных заготовок;
υ=2-3 м/мин для чугунных заготовок и
υ=10-15 м/мин для латунных заготовок.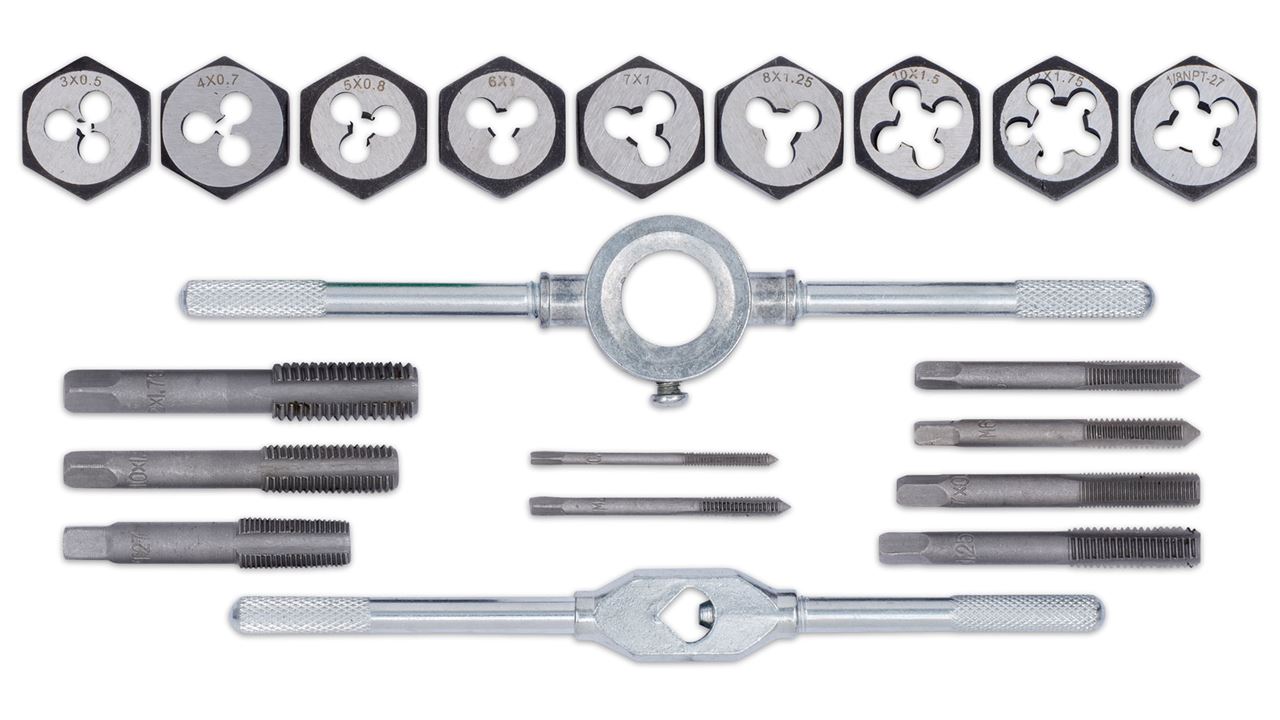 цена пеноблока 200х300х600 за штуку здесь
цена пеноблока 200х300х600 за штуку здесь
Внутренние метрические резьбы диаметром до 50 мм часто
нарезают метчиками. Обычно на токарном станке применяют машинные метчики,
что позволяет нарезать резьбу за один проход. Для нарезания резьбы в
деталях из твердых и вязких материалов применяют комплекты, состоящие из
двух или трех метчиков. В комплекте из двух метчиков первый (черновой)
выполняет 75% всей работы, а второй (чистовой) доводит резьбу до требуемого
размера. В комплекте из трех метчиков первый (черновой) выполняет 60%,
средний (получистовой) — 30% и третий (чистовой) — 10% всей работы.
Метчики в комплекте различают по заборной части, наибольшая длина которой
у чернового метчика. В отверстиях с прерывистой поверхностью (с пазом,
канавкой) резьбу нарезают метчиками с числом канавок, не кратным числу
пазов на обрабатываемой поверхности. Для этой же цели и для нарезания
отверстий длиной более двух диаметров применяют метчики с винтовыми
канавками, рисунок внизу — а). Направление винтовой канавки метчика должно
быть таким же, как и у нарезаемой резьбы (правая канавка для правой резьбы,
левая — для левой). Для нарезания в пластичных материалах коротких сквозных
метрических резьб (диаметром 1,5-8 мм) и длиной до двух диаметров применяют
бесканавочные метчики, рисунок внизу — б), которые обладают большей прочностью,
чем обычные, и обеспечивают более высокое качество резьбы. При нарезании
коротких сквозных резьб в деталях из вязких материалов применяют метчики
с расположением зубьев в шахматном порядке, рисунок внизу — в). Преимущество
таких метчиков заключается в том, что в процессе их работы снижается трение,
улучшается процесс стружкообразования и облегчается подвод
смазочно-охлаждающей жидкости. При установке метчика в револьверную головку
на его хвостовик надевают и закрепляют винтом кольцо, вместе с которым
метчик устанавливают в патрон для плашек и закрепляют, как плашку.
Скорость резания при нарезании резьбы метчиками
υ=5-12 м/мин для стальных заготовок;
υ=6-22 м/мин для чугунных, бронзовых и
алюминиевых заготовок.
Направление винтовой канавки метчика должно
быть таким же, как и у нарезаемой резьбы (правая канавка для правой резьбы,
левая — для левой). Для нарезания в пластичных материалах коротких сквозных
метрических резьб (диаметром 1,5-8 мм) и длиной до двух диаметров применяют
бесканавочные метчики, рисунок внизу — б), которые обладают большей прочностью,
чем обычные, и обеспечивают более высокое качество резьбы. При нарезании
коротких сквозных резьб в деталях из вязких материалов применяют метчики
с расположением зубьев в шахматном порядке, рисунок внизу — в). Преимущество
таких метчиков заключается в том, что в процессе их работы снижается трение,
улучшается процесс стружкообразования и облегчается подвод
смазочно-охлаждающей жидкости. При установке метчика в револьверную головку
на его хвостовик надевают и закрепляют винтом кольцо, вместе с которым
метчик устанавливают в патрон для плашек и закрепляют, как плашку.
Скорость резания при нарезании резьбы метчиками
υ=5-12 м/мин для стальных заготовок;
υ=6-22 м/мин для чугунных, бронзовых и
алюминиевых заготовок. Нарезание резьбы производят с охлаждением эмульсией
или маслом. носки оптом иваново на umex.ru/chulochno-nosochnye-izdeliya/noski
Нарезание резьбы производят с охлаждением эмульсией
или маслом. носки оптом иваново на umex.ru/chulochno-nosochnye-izdeliya/noski
Обзор способов нарезания резьбы: взгляд изнутри
Анализ способов нарезания резьбы позволяет производителям налаживать эффективную и рентабельную нарезку резьбовых отверстий. Здесь представлены достоинства и недостатки четырёх ключевых методов машинного нарезания резьбы: нарезание метчиками, фрезерование, нарезание на токарных станках и шлифование.
Нарезание метчиками
Метчики Emuge Multi TAP-Form накатывают резьбу на детали, отлитой из алюминия. Метчики-раскатники деформируют материал заготовки, тем самым создавая резьбу нужной формы. При этом процессе стружка не образуетсяПрименение метчиков для нарезания резьбы является эффективной и популярной практикой. «Нарезание резьбы метчиками–самый распространённый способ, так как он является наименее затратным на начальном этапе производства, но не всегда оказывается самым экономичным в итоге», – говорит Каллен Морисон, специалист по развитию бизнеса американской компании КОМЕТ, производящей метчики и резьбонарезные фрезы.
Нарезание резьбы метчиками – это продолжительный процесс, при котором снятие материала производится режущими кромками, расположенными на определенном расстоянии друг от друга. Окончательные размеры резьбы достигаются за один проход. «Метчик сконструирован под размеры конкретной резьбы: ей соответствуют диаметры заборной и калибрующей частей и шаг резьбы», – поясняет Марк Хэтч, менеджер по продукции корпорации Emuge, расположенной в городе Вест Бойлстон штата Массачусетс, производящей метчики и резьбонарезные фрезы. Марк также добавляет, что, поскольку метчик производит черновую и чистовую обработку за один проход, производится большое количество стружки, которую нужно эффективно отводить. В противном случае существует вероятность возникновения чрезмерного давления, которое может привести к повреждению резьбы или метчика.
Контролирование отвода стружки – это большая проблема при нарезании резьбы, особенно в мягких материалах, ведь при обработке такого материала получается сливная стружка.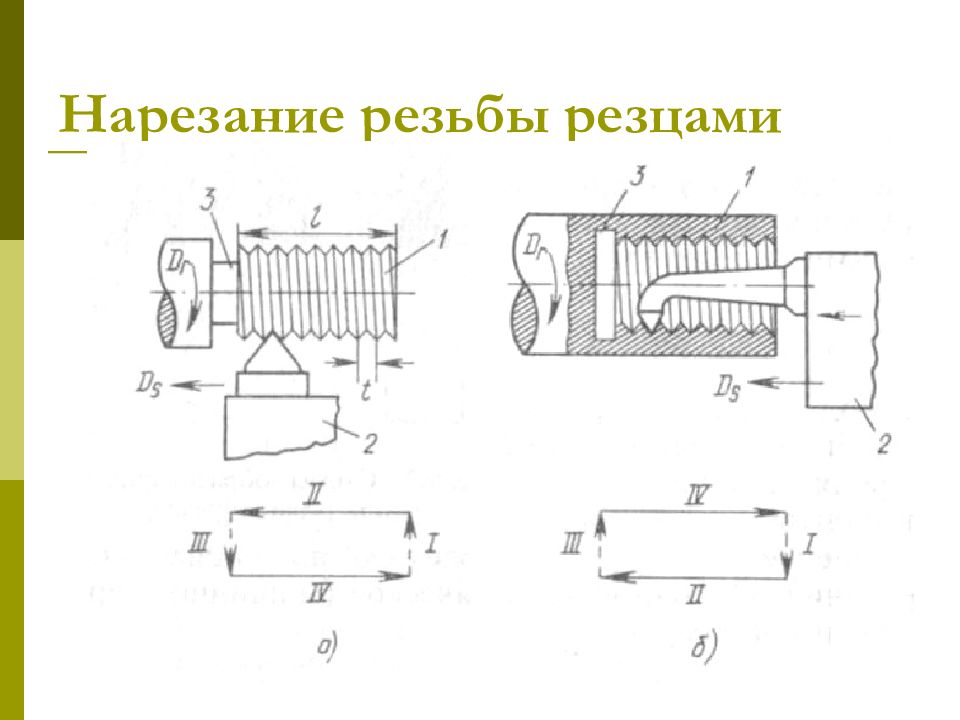 Такая стружка может образовывать заторы вокруг метчика или забивать его канавки, что может привести к обламыванию метчика в отверстии. «Алюминий, углеродистые и нержавеющие стали 300 серии являются наиболее сложными материалами для контроля отвода стружки», – отмечает Шерил Стюарт, инженер по применению метчиков и резьбонарезных фрез, сотрудник компании OSG Tap & Die Inc., расположенной в Глендейл Хайтс, штат Иллинойс.
Такая стружка может образовывать заторы вокруг метчика или забивать его канавки, что может привести к обламыванию метчика в отверстии. «Алюминий, углеродистые и нержавеющие стали 300 серии являются наиболее сложными материалами для контроля отвода стружки», – отмечает Шерил Стюарт, инженер по применению метчиков и резьбонарезных фрез, сотрудник компании OSG Tap & Die Inc., расположенной в Глендейл Хайтс, штат Иллинойс.
Метчики могут быть использованы при обработке практически любого материала твердостью до 50 HRC, но некоторые производители предлагают метчики, эффективные и до 65 HRC.
Спиралевидный метчик для нержавеющей стали EXOPROCC-SUS от OSG имеет изменяемую геометрию стружечных канавок с улучшенным контролем отвода стружкиТакже нужно обращать внимание и на диметр отверстия под резьбу. Большинство предприятий нарезают резьбу в отверстиях диаметром не более 16 мм. Моррисон отмечает, что «при нарезании резьбы в отверстиях большего диаметра у станка может просто не хватить мощности для поворота метчика, контактирующего с заготовкой»
Также он добавил, что при нарезании резьбовых отверстий диаметром 6 мм и менее существует проблема отвода стружки, так как пространство очень ограничено, а инструменты маленького размера относительно хрупкие.
Вдобавок, метчики могут нарезать резьбу в отверстиях глубиной более трёх диаметров самого инструмента. «Как раз в этом случае метчики обычно работают намного быстрее, чем резьбонарезные фрезы с одной режущей кромкой», –говорит Мориссон. «До тех пор, пока у вас не возникает никаких проблем при отводе стружки, вы можете углублять инструмент настолько, насколько это позволяет сделать его конструкция».
Поскольку диаметр и шаг резьбы всегда остаются неизменными, один и тот же метчик не может использоваться для нарезания отверстий разного размера. Более того, нарезание резьбы подразумевает очень тесный контакт инструмента с заготовкой, из-за чего инструмент подвергается воздействию больших сил. Метчик может сломаться и застрять в отверстии, при этом деталь может уйти в брак. Поэтому при использовании метчиков нужно позаботиться о достаточном количестве смазки.
Накатка резьбы
Процесс резьбообразования при накаткеМетчики-раскатники используются для накатки внутренней резьбы глубиной до четырёх диаметров самого инструмента. Накатные метчики не режут, а деформируют материал, поэтому стружка при этом процессе не образуется и отсутствует вероятность возникновения заторов стружки, но твёрдость заготовки при такой обработке ограничивается 40 HRC. Поскольку накатка резьбы подразумевает пластическую деформацию, материал должен быть пластичен или обладать низким коэффициентом растяжения.
Накатные метчики не режут, а деформируют материал, поэтому стружка при этом процессе не образуется и отсутствует вероятность возникновения заторов стружки, но твёрдость заготовки при такой обработке ограничивается 40 HRC. Поскольку накатка резьбы подразумевает пластическую деформацию, материал должен быть пластичен или обладать низким коэффициентом растяжения.
Накатные метчики обычно имеют диаметр от 0.5 до 19 мм. Инструменты большего размера создают и большее трение, поэтому требуют большей мощности станка.
По сравнению с обычными метчиками, метчики-раскатники обладают большей жесткостью и менее подвержены излому. «Давление, действующее на метчик, направлено тангенциально, метчик испытывает скручивающие напряжения, в то время как давление на метчик-раскатник направлено по радиусу в центр, поэтому он гораздо надежнее,» – говорит Моррисон.
«Накатанная резьба прочнее резьбы, получаемой нарезкой, так как зернистый по своей структуре металл подвергается сдавливанию, что делает его более однородным», – объясняет Хетч, работник компании Emuge.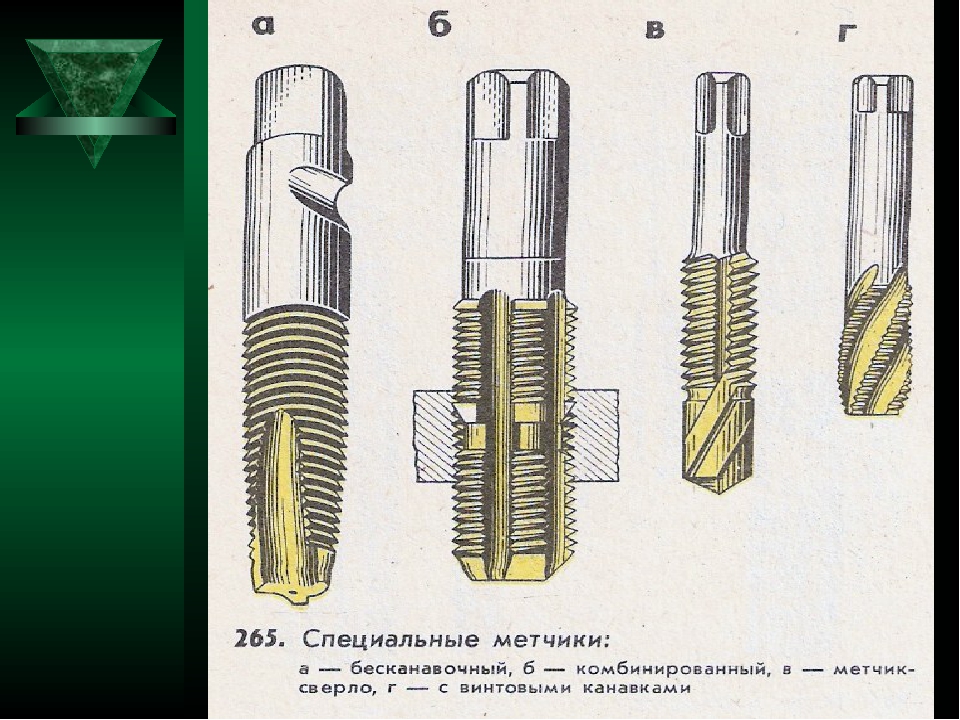
Недостаток накатных метчиков заключается в том, что они требуют больший крутящий момент и большую мощность от станка, кроме того, инструмент должен быть крепче зажат в державке станка. «Для пластической деформации требуется приложить большую силу, чем при его резке», – поясняет Стюарт.
Ещё одним ограничением является то, что отверстие должно быть просверлено более точно, чем таковое отверстие при нарезании резьбы.
Кроме того, резьбы, полученные путем пластической деформации материала, не подходят для некоторых отраслей промышленности, таких как медицинская и авиационно-космическая. «При накатке резьбы внутренний диаметр не идеален», – отмечает Хэтч. «Авиационно-космическая отрасль не допускает такой изгиб (U-образный профиль) на внутреннем диаметре резьбы. Хотя, этот дефект не влияет на прочность резьбы, поэтому это не считается дефектом для деталей общего назначения».
Резьбонарезные фрезы
Фрезы для нарезания резьбы используют спиральную интерполяцию для нарезания как внутренней, так и наружной резьбы. Большинство станков ЧПУ, произведенных за последние 10 -15 лет, поддерживают спиральную интерполяцию.
Большинство станков ЧПУ, произведенных за последние 10 -15 лет, поддерживают спиральную интерполяцию.
Для нарезания резьбы применяются цельные твердосплавные фрезы и сменные твердосплавные пластины (стальное тело фрезы с карбидными вставками). Многовитковые резьбонарезные фрезы нарезают резьбу сразу на всю глубину за один полный поворот фрезы. Одновитковые фрезы нарезают один виток резьбы за оборот. Большинство фрез для нарезания резьбы – многовитковые.
Фрезы для нарезания резьбы подходят для обработки материала прочностью до 65 HRC, что существенно расширяет область их применения. «Фреза одной и той же геометрии, но с одним или двумя слоями различных покрытий, позволяет обрабатывать множество разнообразных материалов», – объясняет Моррисон.
Одна и та же резьбонарезная фреза может применяться для отверстий, имеющих различный диаметр, но одинаковый шаг резьбы. Так как нижняя поверхность фрезы является плоской, она может быть использования для нарезания резьбы в непосредственной близости к нижней части глухого отверстия.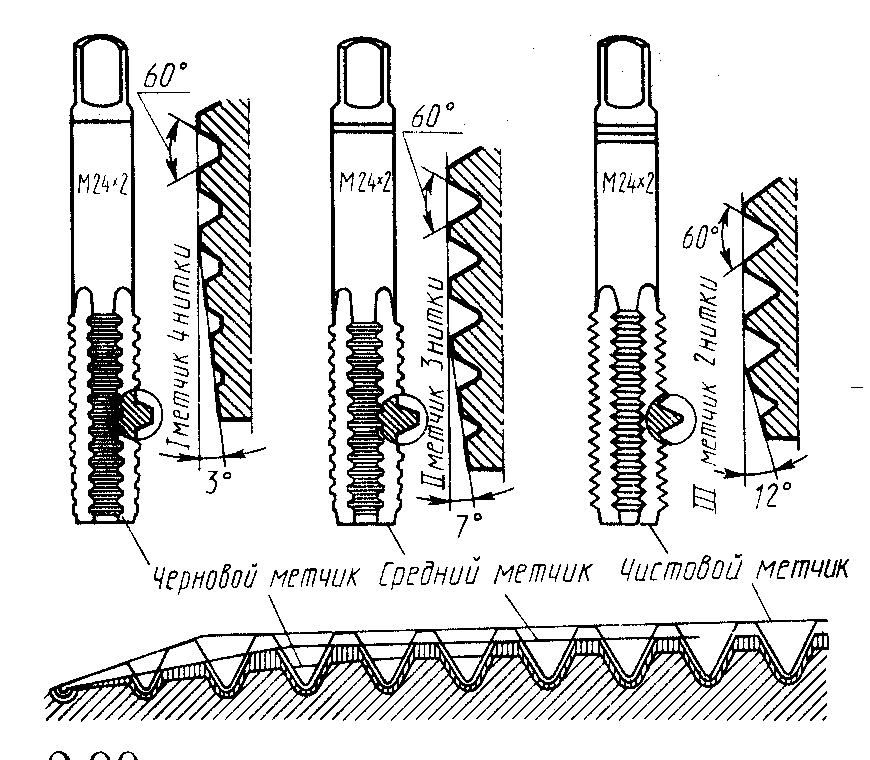 KOMET, Америка
KOMET, АмерикаОтвод стружки обычно не является проблемой при нарезании резьбы фрезами. «Нарезание резьбы фрезами — это резание с остановками, поэтому, независимо от свойств материала, всегда получается стружка надлома с короткими частицами», – говорит г-н Хэтч из компании Emuge.
Резьбонарезные фрезы имеют большой диапазон применения, их диаметр начинается от 1.5 мм и заканчивается самыми большими размерами. Но по большому счету оптимальная глубина резки фрезой ограничивается 2.5 диаметрами самой фрезы. «При использовании фрезы для нарезания резьбы силы резания не сбалансированы», – отмечает Хетч. «При нарезании резьбы большой длины создается большое давление на боковую поверхность фрезы, так как на нее воздействует большая радиальная сила. Это может приводить к проблемам в виде отскакивания режущей кромки от заготовки и появлению на ней сколов, и даже к обламыванию фрез небольшого диаметра».
Однако одновитковая фреза может работать и на большой глубине. «Вы даже можете врезаться на 20 диаметров, если вам это действительно нужно», – говорит Моррисон. «У вас не будет проблемы отскакивания режущей кромки фрезы от края заготовки, так как в таком случае силы резания воздействуют только одну режущую кромку, находящуюся на самом конце фрезы. У нас много покупателей, работающих в области нефтедобывающей промышленности и электроэнергетики, закупающих одновитковые фрезы с длинным хвостовиком. Для них гораздо рентабельнее иметь в своем распоряжении фрезу, подходящую для нарезания множества различных видов резьбы, даже с учетом того, что процесс идет несколько медленнее. Иначе им бы пришлось приобретать метчики длиной 250 мм стоимостью под 1000 долларов».
«У вас не будет проблемы отскакивания режущей кромки фрезы от края заготовки, так как в таком случае силы резания воздействуют только одну режущую кромку, находящуюся на самом конце фрезы. У нас много покупателей, работающих в области нефтедобывающей промышленности и электроэнергетики, закупающих одновитковые фрезы с длинным хвостовиком. Для них гораздо рентабельнее иметь в своем распоряжении фрезу, подходящую для нарезания множества различных видов резьбы, даже с учетом того, что процесс идет несколько медленнее. Иначе им бы пришлось приобретать метчики длиной 250 мм стоимостью под 1000 долларов».
Использование фрез имеет множество преимуществ. Один и тот же инструмент может применяться для отверстий разного диаметра, при этом используется один шаг резьбы. Фреза с одной режущей кромкой может быть использована для обработки отверстий различных диаметров, а также и нарезания резьбы различного шага.
К тому же одновитковая резьбонарезная фреза может быть применена для обработки глухих и сквозных отверстий, а также для нарезания правой и левой резьбы. Так как фреза имеет плоскую нижнюю поверхность, она может нарезать резьбу в непосредственной близости от днища глухого отверстия, и даже если фреза сломается, она не приведет к выбраковыванию детали. В заключение, фреза для нарезания резьбы может быть совмещена в одном корпусе с другими инструментами для сверления отверстий, тем самым образовывая комбинированный инструмент, который может одновременно сверлить, делать фаски и нарезать резьбу.
Так как фреза имеет плоскую нижнюю поверхность, она может нарезать резьбу в непосредственной близости от днища глухого отверстия, и даже если фреза сломается, она не приведет к выбраковыванию детали. В заключение, фреза для нарезания резьбы может быть совмещена в одном корпусе с другими инструментами для сверления отверстий, тем самым образовывая комбинированный инструмент, который может одновременно сверлить, делать фаски и нарезать резьбу.
Тем не менее цикл обработки фрезой обычно дольше цикла обработки метчиками. «Так как использование фрез для нарезания резьбы требует специальной программы для станка, некоторые люди могут побояться их использовать», – говорит г-н Стюарт из компании OSG. «И всё же алгоритм достаточно прост и может быть реализован множеством управляющих программ станков ЧПУ».
Некоторые компании всё же предпочитают использовать метчики, так как хотят минимизировать вмешательство оператора в процесс работы. Использование фрез для нарезания резьбы подразумевает, что оператор должен постоянно производить необходимые регулировки. «Так как инструмент стачивается в процессе нормального износа, оператору необходимо регулировать режущий процесс, чтобы подстроится под текущий износ инструмента и сохранить правильные размеры получаемой резьбы», – говорит Хэтч. «Обязанность оператора – измерять допустимые отклонения в размерах резьбы и следить за износом инструмента, а затем, на основе полученных данных, производить регулировку оборудования».
«Так как инструмент стачивается в процессе нормального износа, оператору необходимо регулировать режущий процесс, чтобы подстроится под текущий износ инструмента и сохранить правильные размеры получаемой резьбы», – говорит Хэтч. «Обязанность оператора – измерять допустимые отклонения в размерах резьбы и следить за износом инструмента, а затем, на основе полученных данных, производить регулировку оборудования».
«Размеры метчика всегда остаются неизменными, метчик изготовлен по размерам нарезаемой им резьбы. Оператор просто время от времени сверяет размеры при помощи измерительных инструментов и калибров, и если эти размеры вышли за пределы допустимого, метчик просто выбрасывается».
Токарная обработка резьбы
Твердосплавные пластины для токарных станков от компании Carmex могут использоваться для нарезания как внутренней, так и наружной резьбыТокарная обработка является ещё одним способом нанесения внутренней резьбы. При этом используются либо сменные твердосплавные пластины, либо миниатюрный инструмент наподобие расточного резца. Обработка производится на многоосевых или токарных станках. Возможно применение однозубых и многозубых твердосплавных пластин. Многозубые пластины имеют по несколько зубцов на каждой режущей кромке, причем каждый зубец врезается глубже предыдущего, тем самым сокращается количество проходов, требуемых для нарезания резьбы.
Обработка производится на многоосевых или токарных станках. Возможно применение однозубых и многозубых твердосплавных пластин. Многозубые пластины имеют по несколько зубцов на каждой режущей кромке, причем каждый зубец врезается глубже предыдущего, тем самым сокращается количество проходов, требуемых для нарезания резьбы.
Однако многозубые пластины достаточно дороги. «Большие производства, конечно, выиграют от использования таких пластин, но для маленьких производств польза может быть весьма сомнительной», – говорит Джеф Дей, президент компании Carmex Precision Tools LLC, Ричфилд, Висконсин, производящей инструменты для нарезания резьбы на токарных и фрезерных станках.
Кроме того, многозубые резьбонарезные пластины не могут нарезать наружную резьбу на деталях с фланцами. «В зависимости от шага резьбы, глубина врезания первого и последнего зубцов различается примерно на 3 мм», – говорит Майк Тримбл, менеджер по продукции компании Vargus (США, Дженесвилль, штат Висконсин), также производящей инструменты для нарезания резьбы на токарных и фрезерных станках. «При наличии на детали фланца или выступа, режущая пластина не может подойти к нему вплотную последним зубом, поэтому последние витки резьбы нужно дорезать другим способом».
«При наличии на детали фланца или выступа, режущая пластина не может подойти к нему вплотную последним зубом, поэтому последние витки резьбы нужно дорезать другим способом».
При нарезании резьбы на токарном станке оператор может применять режущие пластины как полного, так и частичного профиля (многозубые пластины могут быть только полнопрофильными). Пластины полного профиля формируют полный профиль резьбы, включая вершину витка резьбы (при этом внутренний диаметр резьбы выбирается зубцами режущей пластины). При таком подходе для нарезания каждого шага резьбы требуется отдельная пластина.
Твердосплавные пластины для токарных станков марки V6 от компании Vargus имеют 6 режущих кромок. Доступны пластины для нарезания резьбы как полного, так и частичного профиля (т. е. без торцевания вершины витков резьбы)Пластины полного профиля нарезают более прочную, более прецизионную резьбу, чем пластины частичного профиля, причем за меньшее число проходов. Тримбл говорит, что это происходит из-за того, что они одновременно создают наружный, внутренний и номинальный диаметры резьбы.
Пластины частичного профиля нарезают резьбу без торцовки вершин витков (они не формируют внешний диаметр). Пластины частичного профиля имеют только одну режущую кромку, поэтому они могут нарезать резьбу различного шага, варьируя глубину проникновения режущей кромки в материал. «У такой пластины очень острый кончик зуба, поэтому при большем шаге резьбы теряется ее прочность, и это может привести к более долгому процессу нарезания резьбы», – говорит Дей.
Нарезание резьбы на токарных станках при использовании сменных твердосплавных пластин позволяет нарезать резьбу в отверстиях диаметром 6 мм и больше. Для нарезания резьбы в меньших по диаметру отверстиях требуется цельный твердосплавный инструмент, при помощи которого возможно нарезать резьбу в отверстиях диаметром до 1.3 мм.
Что касается отверстий большого диаметра, компания Vargus сумела нарезать резьбу в отверстии диаметром 914 мм. Тримбл сказал: «Мы сделали это на вертикальном токарно-револьверном станке возрастом примерно в 100 лет. Не было никакого другого способа сделать это, кроме как точить эту резьбу, так как на таких станках не бывает спиральной интерполяции».
Не было никакого другого способа сделать это, кроме как точить эту резьбу, так как на таких станках не бывает спиральной интерполяции».
Нарезание резьбы на токарных станках подходит для отверстий глубиной до 3 его диаметров при использовании инструмента со стальными державками, и даже глубиной в 4-5 диаметров при использовании инструмента с державками из твердых сплавов.
Нарезание резьбы на токарных станках подходит для целого ряда материалов. «Мы каждый день нарезаем резьбу в материалах твердостью до 50 HRC», – говорит Тримбл. «Мы также нарезаем резьбу в экзотических материалах, таких как хастеллой и инконель 718, но это приводит к сокращению срока службы инструментов, так как такие материалы очень тверды или абразивны».
Отвод стружки является большой проблемой при нарезании внутренней резьбы на токарных станках, особенно остро проблема проявляется при нарезании резьбы в глухих отверстиях. Операторы могут компенсировать это, выбрав режущий инструмент с определенной геометрией, а также используя какой-либо вид поперечной подачи (прямо поперечная, по углу профиля резьбы, модифицированная угловая или попеременная угловая) используемый для облегчения отвода стружки, или метод обратной спирали. Тримбл объяснил, что «при последнем способе вместо того, чтобы нарезать резьбу по направлению к шпинделю, вы делаете это в обратном направлении, для облегчения отвода стружки».
Тримбл объяснил, что «при последнем способе вместо того, чтобы нарезать резьбу по направлению к шпинделю, вы делаете это в обратном направлении, для облегчения отвода стружки».
«Применение того или иного вида поперечной подачи при нарезании резьбы зависит от конкретной детали, но в большинстве случаев при выборе модифицированной угловой подачи, вы не испортите работу», – говорит Тримбл. «Вы всегда можете использовать его в качестве способа по умолчанию. Но в 99% случаев, если вы сами не поменяете параметры программы станка, будет применяться прямо поперечная подача».
Как же производителю выбрать способ нарезания резьбы? Нарезание резьбы метчиками, фрезерование или токарная обработка? «Путем проб и ошибок», – ответил нам Дей. «Если один из способов не приносит удовлетворительного результата, нужно пробовать другой. У каждого из них есть свои достоинства и недостатки. Самое главное: решая взяться за нарезку резьбы, посмотрите на имеющиеся станки и подсчитайте стоимость инструментов, время цикла резки и сроки эксплуатации инструментов».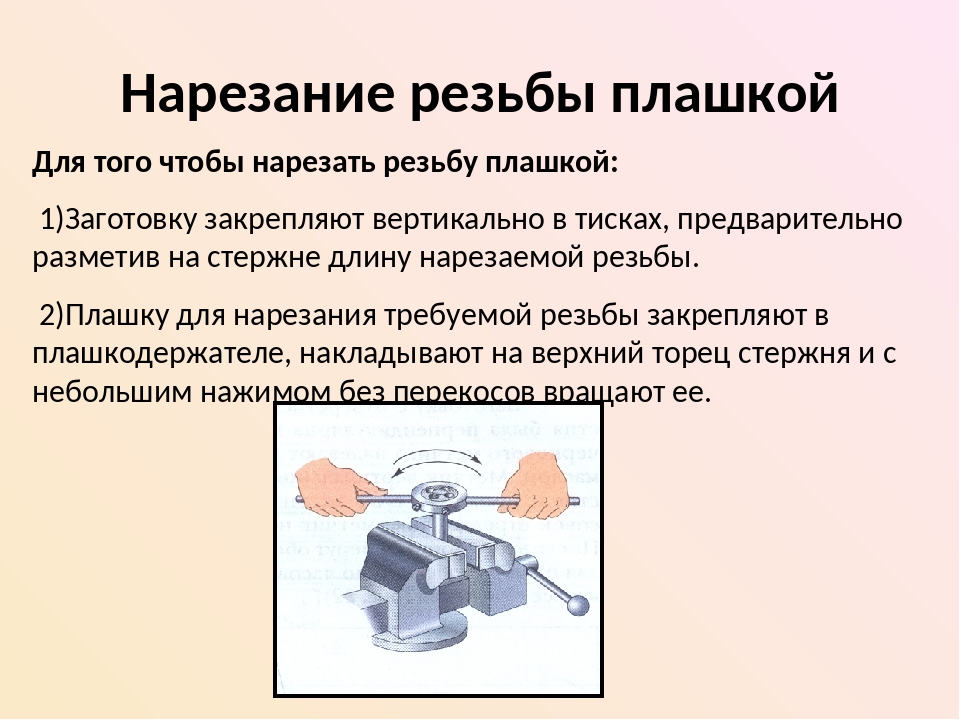
Метод шлифования для высокопрецизионной резьбы
Нарезание резьбы методом шлифования позволяет нарезать высокопрецизионные внутренние резьбы и является высокоэффективным решением для производства деталей с низким допустимым отклонением от размеров. При помощи одного станка можно вышлифовывать широкое разнообразие внутренних видов резьбы, а также пазы, желоба и другие формы. Типичными деталями, которые производятся методом внутреннего шлифования, являются резьбоизмерительные калибры, гайки для обычных и шариковых винтовых передач.
Нарезание внутренней резьбы методом шлифования обычно производится на специализированных станках. Для шлифования прецизионного профиля резьбы, ход шлифовальной головки должен осуществляться согласно углу спирали резьбы. Такой подход требует от станка наличия переменной оси вращения, которую абсолютное большинство шлифовальных станков не имеет. Даже при том, что наружная резьба может быть нарезана на шлифовальном станке с использованием профилированного многозубого шлифовального круга, профиль шлифовального круга должен быть модифицирован под спиралевидную форму (параллельное шлифование по оси А). Для нарезания внутренней резьбы требуется шлифовальный круг с одним шлифующим зубом и ось А должна быть настроена под спираль.
Для нарезания внутренней резьбы требуется шлифовальный круг с одним шлифующим зубом и ось А должна быть настроена под спираль.
Типичные размеры, обеспечивающие экономически выгодный процесс шлифования, варьируются от 10 до 533 мм. Согласно материалам производителя шлифовальных станков компании Drake Manufacturing Services Co., Уоррен, штат Огайо, золотым правилом при шлифовании резьбы в глубоких отверстиях является наличие пропорционального соотношения между длиной и диаметром шлифовальной державки 7:1. Но при этом возникает проблема отношения угла подъема витка к диаметру отверстия. По мере увеличения длины резьбы и уменьшения диаметра отверстия возникают трудности при шлифовании деталей с большим углом подъема витка. Появляются границы, при достижении которых шлифовальная державка будет ударяться об заготовку.
Проблемы отвода стружки при нарезании резьбы методом шлифования заключаются в своевременном поступлении охлаждающей жидкости и смыве стружки из зоны шлифования. Опять же, из-за очень ограниченного пространства при шлифовании внутренней резьбы малого диаметра, в зону шлифования очень сложно доставить охлаждающую жидкость и направить поток в направлении движения ходового вала и при этом не препятствовать движению шлифовальной державки и закрепленной на ней головки.
Опять же, из-за очень ограниченного пространства при шлифовании внутренней резьбы малого диаметра, в зону шлифования очень сложно доставить охлаждающую жидкость и направить поток в направлении движения ходового вала и при этом не препятствовать движению шлифовальной державки и закрепленной на ней головки.
Нарезание внутренней резьбы методом шлифования является очень точным процессом. Необходимо очень точно установить шлифовальную головку, но после того, как сделаны все настройки, головка может быть очень быстро заменена впоследствии. Также, по словам Дрейка, шлифование внутренней резьбы может увеличить производительность, поскольку замена шлифовальной головки на головку для резьбы другого типа происходит быстрее, чем замена всей державки.
Дрейк утверждает, что для эффективного нарезания внутренней резьбы методом шлифования станок должен обладать несколькими важными свойствами. Этими свойствами являются: жесткость конструкции, стабильная температура, точное перемещение по осям, способность выполнять точные циклические перемещения и наличие прецизионных шпинделей с датчиками контроля температуры.
В рубрике «Нарезание резьбы» находятся материалы по данной теме: анонсы нового инструмента – современных моделей метчиков, плашек и разверток, описание решений технологических проблем, авторские статьи о современных технологиях, новости производителей инструмента.
Источник материала: перевод статьи
Insider trading: evaluating internal threading methods,
Ctemag.com
Автор статьи—оригинала:
Сьюзан Вудс (Susan Woods), редактор
Нет связанных записей.
Нарезание наружной резьбы
Нарезание наружной резьбы
- Подробности
- Категория: Сортовой прокат
Нарезание наружной резьбы
Резьба представляет собой винтовую канавку, образованную на деталях вращения. Широко применяется для соединения деталей между собой (крепежная) и для передачи движения (как, например, в ходовом винте токарного станка или тисков).
В резьбовых соединениях применяют болты, шпильки и винты. Болт – цилиндрический стержень с головкой на одном конце и с резьбой на другом(см. рис справа а). Шпилька — цилиндрический стержень с резьбой на обоих концах. Один конец шпильки ввинчивается в одну из соединяемых деталей, а на другой конец устанавливают скрепляемую деталь и навинчивают гайку(б). Винт — цилиндрический стержень с резьбой для ввинчивания в одну из соединяемых деталей и головкой различных форм(в).
Основные элементы резьбы: угол подъема винтовой линии а,
шаг резьбы р, угол профиля у, наружный и внутренний диаметры (рис. слева). В зависимости от назначения резьбового соединения применяются разные типы резьб.
По направлению витков резьба бывает правой и левой (рис. справа). Чаще всего нарезают правую резьбу.
Для нарезания наружной крепежной резьбы используют специальный инструмент — плашки. Они бывают круглые(рис. слева а), резьбонакатные(б) и раздвижные(в).
Круглая плашка (рис. справа) выполнена в виде гайки из закаленной стали. Резьбу плашки пересекают сквозные продольные отверстия. Образовавшиеся режущие кромки в форме клина и канавки обеспечивают резание заготовки и одновременный выход стружки. Для того чтобы торец стержня (заготовки) лучше входил в плашку с торцевых сторон, ее резьба имеет меньшую высоту профиля. Это так называемая заборная часть. Круглые плашки в соответствии со стандартом предусмотрены для нарезания метрической резьбы диаметром от 1 до 76 мм. Их закладывают в гнезда плашкодержателя и фиксируют там шпильками(или болтами) со шлицем для отвертки.
Плашка 4 (рис. слева) со специальными вырезами 6 крепится в плашкодержателе 5 или в воротке тремя либо четырьмя винтами в зависимости от ее размеров и условий эксплуатации. Один или два винта 7 служат для закрепления, винты 1 и 3 — для закрепления и сжатия плашки при регулировании ее размера после прорезания перемычки. Разжимается плашка с помощью винта 2.
В корпусе резьбонакатной плашки(рис. б выше) установлены накатные регулируемые ролики с резьбой. Металл заготовки не режется, а выдавливается. За счет этого поверхность резьбы получается более чистой, а сама резьба — более качественной и точной.
Раздвижные призматические плашки (рис. в выше) состоят из двух раздвигающихся и отодвигающихся полуплашек.
Определенный интерес представляет вороток для установки и крепления плашек (рис. справа) с дополнительным направляющим кольцом 16, которое помогает выдерживать направление на цилиндрических заготовках 12 (стержней, толкателей пресс-форм и винтов, съемников штампов). Дополнительное устройство можно использовать в обычных воротках.
Во внутренней части обоймы 1 воротка имеется обработанное квадратное окно со вставленными призматическими плашками. На боковой стороне обоймы установлен винт 15, прижимающий плашки 9 во время работы, а с боковых сторон обоймы в корпус 11 ввернуты две ручки 13 для захвата руками. В нижней части обоймы установлена шайба 14, закрепленная винтами 8, и два направляющих штифта 10, по которым перемещается кольцо 16.
Для того чтобы нарезать резьбу плашкой на стержне, надо сначала узнать наружный диаметр резьбы d и ее шаг р(см. рис. слева). Эти данные обозначены на плашке. Затем по таблице (см. табл. ниже) определить диаметр стержня для этой резьбы и выбрать заготовку.
| Диаметр резьбы | Шаг (Р) | Диаметр стержня | |
| Наименьший | Наибольший | ||
| М5 | 0,75 | 4,8 | 4,8 |
| М6 | 1 | 5,8 | 5,8 |
| М8 | 1,25 | 7,8 | 7,9 |
| М10 | 1,5 | 9,75 | 9,85 |
| М12 | 1,75 | 11,76 | 11,88 |
При этом надо обязательно учитывать, что, когда нарезают резьбу, металл, особенно медь, мягкая сталь, «тянется». В результате этого диаметр стержня немного увеличивается и усиливается давление на резьбовую поверхность плашки. Она нагревается, стружка налипает на режущие кромки, и резьба становится «рваной». Все это снижает ее качество. Поэтому диаметр стержня должен быть меньше наружного диаметра резьбы на 0,1…0,3 мм в зависимости от размера резьбы. Если диаметр стержня будет меньше на 0,4…0,5 мм внешнего диаметра резьбы, то профиль резьбы получается неполным.
Выбранную заготовку надо выправить, разметить, отрезать по разметке и, закрепив ее в тисках, напильником снять фаску(рис.справа а) для того, чтобы заборная часть плашки легче захватывала металл. Следует проверить качество плашки внешним осмотром и навинчиванием ее на болт или шпильку с неповрежденной резьбой. Необходимо также тщательно проверить качество закрепления плашки в плашкодержателе, чтобы исключить возможный ее перекос и проскальзывание в гнезде.
Перед нарезанием резьбы размечают на стержне ее длину, стержень закрепляют в тисках так, чтобы выступающий над верхней плоскостью губок конец был больше нарезаемой части на 20…25 мм. Стержень ставят по угольнику под углом 90° к верхним плоскостям губок (рис. б). Плашку, закрепленную в плашкодержателе, накладывают на верхний торец стержня и с небольшим нажимом, не допуская перекоса плашки, вращают ее (рис. в). После нарезания 1—2 ниток резьбы, еще раз проверяют совпадение осей вращения плашки и стержня.
После этого смазывают маслом резьбовую часть стержня, нарезку плашки и вращают плашку, равномерно нажимая на обе рукоятки плашкодержателя (рис. г). Вращение должно быть возвратнопоступательным: один-два оборота вправо и пол-оборота влево. При этом стружка ломается, выходит через продольное отверстие. Это облегчает нарезание резьбы и улучшает ее качество.
Качество нарезанной резьбы в условиях производства проверяют резьбовыми микрометрами, резьбовыми калибрами-кольцами и резьбовыми пробками(см. рис. слева). В школьных условиях допускается проверка резьбы гайками.
После окончания работы плашку вынимают из плашкодержателя, тщательно очищают щеткой от стружки, протирают ветошью и смазывают маслом.
Нарезание резьбы плашкой можно выполнять и на токарном станке.
При нарезании резьбы плашку следует надежно закреплять в плашкодержателе.
При работе соблюдайте осторожность, чтобы рука не попала между рукояткой плашкодержателя и опорой.
Для смазки пользуйтесь кисточкой или масленкой.
Не сдувайте стружки с плашки, а пользуйтесь щеткой-сметкой.
Не допускайте попадания масла на одежду, руки.
На предприятиях применяют закаленные винты, которые ввинчивают через пробитые отверстия в двух или нескольких соединяемых деталях из листового металла. Винты, нарезая в отверстиях резьбу, соединяют эти детали. Такой способ резьбового соединения экономичен и ускоряет процесс сборки. На многих предприятиях сейчас применяются закаленные самовыдавливающие винты для стальных и чугунных деталей, твердость которых меньше, чем твердость винтов.
Резьбу на болтах и шпильках небольшого диаметра делают на токарных станках-автоматах одновременно с изготовлением самих болтов. Винты и болты также штампуют на прессах.
В массовом производстве широко распространена накатка наружной резьбы. После прохода между валиками на стержне образуется резьба. В некоторых резьбонарезных устройствах вместо валиков используются пластины из твердого сплава.
Ниже описаны основные термины и понятия, которые необходимы для усвоения материала.
Основные элементы резьбы:
Наружный диаметр резьбы — это диаметр воображаемого цилиндра, поверхность которого совпадает с вершинами наружной резьбы и впадинами внутренней резьбы.
Внутренний диаметр резьбы — диаметр цилиндра, поверхность которого совпадает с вершинами внутренней резьбы и впадинами наружной резьбы.
Средний диаметр резьбы — диаметр воображаемого соосного с резьбой цилиндра, образующая которого пересекает профиль резьбы в точке, где ширина канавки равна половине шага резьбы.
Угол профиля — угол между боковыми сторонами профиля, измеренный в осевом сечении.
Вершина профиля — участок профиля, соединяющий боковые стороны выступа.
Впадина профиля — участок профиля, соединяющий боковые стороны канавки.
Шаг резьбы — расстояние между соседними одноименными боковыми сторонами профиля в направлении, параллельном оси резьбы.
Угол подъёма резьбы — угол, образованный касательной к винтовой линии к точке, лежащей на среднем диаметре резьбы, и плоскостью, перпендикулярной оси резьбы.
Угол профиля — угол между боковыми сторонами витка, измеренный в плоскости, проходящей через ось резьбы.
Система резьб.
В промышленности применяются следующие резьбы:
Метрическая резьба — имеет треугольный профиль и служит, в основном, для соединения деталей между собой.
Метрическая резьба подразделяется на две группы: метрическая резьба с крупным шагом и метрическая резьба с мелким шагом для диаметров 0,25-600 мм.
Трубная коническая резьба — имеет то же назначение, что и цилиндрическая. Необходимая плотность соединения достигается деформацией витков трубной конической резьбы.
Коническая дюймовая резьба с углом профиля 60 град. Коническая дюймовая резьба применяется для получения плотных соединений.
Дюймовая резьба — применяется для крепёжных соединений деталей машин болтами, винтами и шпильками.
Трапецеидальные резьбы — применяются, в основном, для ходовых винтов станков и других силовых передач.
Трапецеидальные резьбы подразделяются на крупную, нормальную и мелкую.
Упорные резьбы — крупная, нормальная и мелкая — применяются преимущественно для ходовых и грузовых (с большой нагрузкой) винтов с односторонне действующей нагрузкой. В редких случаях используются как крепёжные.
Прямоугольная резьба — применяется для грузовых и ходовых винтов. Резьба сложна в изготовлении и имеет недостатки, ограничивающие её применение.
Трубная резьба цилиндрическая — трубная цилиндрическая резьба применяется в соединениях полых тонкостенных деталей, когда соединение должно быть особенно плотным.
Модульная резьба — применяется для червяков.
Схема винтовых линий: а — развертка винтовой линии; б — цилиндрическая трехугольная резьба; в — цилиндрическая квадратная резьба; г — цилиндрическая прямоугольная резьба; д — цилиндрическая
трапецеидальная резьба; е — цилиндрическая круглая резьба; ж — однозаходная резьба; з — двухзаходная резьба; и — трехзаходная резьба.
Для того, чтобы узнать шаг резьбы, применяют специальные калибры(см. рис. справа).
Что такое нить для бровей и больно ли это?
В чем даже смысл?
Прежде чем выбирать между восковой обработкой, выщипыванием и нарезанием резьбы, важно просмотреть все данные. Есть так много вариантов, и очень важно выбрать подходящий именно вам.
Немного хороших вещей
Вы вообще не контактируете с кожей, что предотвращает порезы, инфекции и нежелательное удаление кожи. В качестве меры предосторожности не прикасайтесь к эпилированному участку в течение примерно 24 часов, чтобы ничто не столкнулось с дверью ваших открытых пор.
Заправка нитей удаляет несколько нежелательных волосков одним махом, а не по одному. Это позволяет им всем расти одновременно. Волосы не могут сбежать. Ни даже персикового пуха. Вы могли бы сказать, что эта техника … нить к их существованию …? Это важно, потому что персиковый пушок очень сложно удерживать пинцетом и воском, потому что он такой маленький.
Он очень точен, поэтому вы можете быстро и легко получить идеальные формы бровей.
Неудобство длится недолго после приема — ваши брови могут некоторое время покраснеть и немного побалить. В Интернете говорится, что подождите два часа, прежде чем идти на свидание или на мероприятие, но я бунтарь, поэтому проигнорировал это. Просто поиграйте на слух и посмотрите, что вам нравится.
Простое техническое обслуживание. Некоторые клиенты выщипывают щипцы в перерывах между приемами, но вам действительно не нужно вытаскивать эти пинцеты, если у вас не вызывающие волосы, выходящие из строя.
Лакомые темы и другие сокровища
В первый раз я действительно понятия не имел, чего ожидать. Трудно подготовиться к ощущению, которого вы никогда раньше не испытывали. Вот несколько пикантных моментов, о которых следует помнить перед тем, как сесть в кресло:
Это больно (вроде)
Посмотрите, насколько я хочу вам сказать, что наложение бровей дает просветление, и это похоже на то, как единорог мягко дышит на вашу верхнюю бровь. пока ангелы поют Глорию, это не так.Это больше похоже на то, что Райан из Math 210 серенаду вам с Wonderwall на гитаре во время вечера поэзии в День святого Валентина — это неудобно, и вы хотите, чтобы это не происходило таким образом, но вы действительно ничего не можете с этим поделать, кроме как ждать, пока это произойдет. над. Красота — это боль, и все методы удаления волос навредят, это просто досадный факт жизни. Итак, подведем итоги: болезненно ли наложение бровей? Эххххх. Не совсем.
Smoky Eyes наносить не нужно
Вы, вероятно, будете немного плакать и чихать, пока ваш косметолог водит челноком вокруг ваших бровей — это просто идет вместе с территорией.Это неизбежно испортит любой ваш макияж, и, прежде чем вы это заметите, он будет везде , кроме вашего лица. Лучше отказаться от макияжа на день. Кроме того, дождитесь, пока ваши поры снова закроются, перед нанесением макияжа позволят им дышать, как прекрасное итальянское вино.
Держись за дорогую жизнь
Я хрупкий цветок. Не все, но я. У меня довольно низкая терпимость к боли, но вы должны делать то, что должны делать, чтобы эти брови выглядели потрясающе, поэтому я горжусь тем, что я горжусь тем, что берусь за ручки стула и держусь изо всех сил.У каждого свой уровень комфорта, поэтому, если вам нужно сжать стул или мяч для снятия стресса, чтобы пройти 15-минутную тренировку, нечего стыдиться.
Алоэ, ты ищешь меня?
Когда вы закончите сидеть в кресле, косметолог спросит вас: «Не хотите ли вы алоэ». А если вы такой надоедливый ботаник, как я, вы спросите: «Какой вид?» И все стонут. Просто сказать да. Алоэ вера обладает охлаждающими и успокаивающими свойствами, которые уменьшают покраснение и защищают поры от нежелательных посетителей.
Найдите минутку, чтобы полюбоваться собой
Прежде чем вы встанете со стула, ваш косметолог подарит вам ручное зеркало. Если вы похожи на меня, вы замираете и паникуете, потому что вдруг создается впечатление, что вы никогда в жизни не видели хороших бровей, и все, что вам нужно, — это сказать: «Отлично выглядит», заплатить и убежать. Не будь таким, как я. Не торопитесь, решая, хотите ли вы, чтобы ваш косметолог еще немного подрезал вам брови — не занимайте и часа, но это нормально, если вы сделаете глубокий вдох и просто подумайте об этом.
Никакой волосяной фолликул не безопасен
Когда я впервые натянул брови, мои гусеницы были немного густыми. Но мой косметолог даже не сомневалась — сразу приступила к работе. Нить оборвалась примерно 12 раз только на одной брови, и я продолжал извиняться за непослушные волосы на бровях. В конце концов, мы добрались до финиша вместе, и настоящими призами стали мои новые безупречные брови.
Как долго длится заправка бровей?
Обычно предполагается, что нарезка нити длится столько же, сколько и восковая эпиляция (2-5 недель), но если у вас быстрее растут волосы, как у меня, вы можете посетить их ближе к 2-недельной отметке.Иногда ты забываешь пойти, потому что очень занят. Это нормально! Честно говоря, иногда бывает трудно угнаться за уходом.
Сколько стоит заправка бровей?
Как правило, он может варьироваться от 14 до 65 долларов, но в Brow Betty мы находимся посередине. Нить для бровей, которая сбивает ваши носки, обойдется вам примерно в 25 долларов, в то время как нить на все лицо (без бровей) стоит 40 долларов. Если вы просто ищете простую нить для губ, подбородка и бакенбардов: 10 долларов.
Сделайте ваши брови еще лучше в Brow Betty
Сделайте макияж бровей, которого они заслуживают, с помощью нитей в Brow Betty.Наши профессионалы уже много лет нанизывают брови и волосы на лице, и мы хотели бы, чтобы они оставались на вашем лице в течение 15-20 минут, если вы жаждете бровей с линиями, за которые можно умереть.
threading — Потоковый параллелизм — документация Python 3.9.5
Исходный код: Lib / threading.py
Этот модуль конструирует высокоуровневые поточные интерфейсы поверх нижнего
уровень _thread модуль. См. Также модуль очереди .
Изменено в версии 3.7: Этот модуль раньше был необязательным, теперь он всегда доступен.
Примечание
Хотя они не перечислены ниже, имена camelCase , используемые для некоторых
методы и функции этого модуля в серии Python 2.x по-прежнему
поддерживается этим модулем.
Детали реализации CPython: В CPython из-за глобальной блокировки интерпретатора только один поток
может выполнять код Python сразу (даже если некоторые ориентированные на производительность
библиотеки могут преодолеть это ограничение).Если вы хотите, чтобы ваше приложение лучше использовало вычислительные
ресурсы многоядерных машин рекомендуется использовать multiprocessing или concurrent.futures.ProcessPoolExecutor .
Однако многопоточность по-прежнему является подходящей моделью, если вы хотите запустить
несколько задач, связанных с вводом-выводом одновременно.
Этот модуль определяет следующие функции:
-
нарезание резьбы.active_count() Вернуть количество активных объектов
Thread.Вернувшийся count равно длине списка, возвращаемого функциейenumerate ().
-
нарезание резьбы.current_thread() Вернуть текущий объект
Thread, соответствующий потоку вызывающего объекта контроля. Если поток управления вызывающего абонента не был создан черезthreadingмодуль, фиктивный объект потока с ограниченной функциональностью вернулся.
-
нарезание резьбы.кроме крюка( аргумент , /) Обрабатывать неперехваченное исключение, вызванное
Thread.run ().Аргумент args имеет следующие атрибуты:
exc_type : тип исключения.
exc_value : значение исключения, может быть
Нет.exc_traceback : Отслеживание исключения, может быть
Нет.поток : поток, вызвавший исключение, может быть
Нет.
Если exc_type —
SystemExit, исключение автоматически игнорируется. В противном случае исключение распечатывается наsys.stderr.Если эта функция вызывает исключение, вызывается
sys.excepthook ()для справиться.threading.excepthook ()можно переопределить, чтобы контролировать, насколько неперехваченным обрабатываются исключения, вызванныеThread.run ().Сохранение exc_value с использованием настраиваемого обработчика может создать ссылочный цикл.Это должен быть очищен явно, чтобы прервать контрольный цикл, когда исключение больше не нужно.
Сохранение потока с использованием пользовательского крючка может воскресить его, если он установлен на объект, который дорабатывается. Избегайте хранения резьбы после пользовательского крючок завершается, чтобы не воскрешать объекты.
-
нарезание резьбы.get_ident() Вернуть «идентификатор потока» текущего потока. Это ненулевой целое число.Его значение не имеет прямого значения; он задуман как волшебное печенье для использования, например, для индексации словаря данных, относящихся к конкретному потоку. Нить идентификаторы могут быть переработаны, когда поток завершается, а другой поток созданный.
-
нарезание резьбы.get_native_id() Возвращает собственный интегральный идентификатор потока текущего потока, назначенного ядром. Это целое неотрицательное число. Его значение может использоваться для однозначной идентификации этого конкретного потока в масштабах всей системы. (пока поток не завершится, после чего значение может быть переработано ОС).
Доступность: Windows, FreeBSD, Linux, macOS, OpenBSD, NetBSD, AIX.
-
нарезание резьбы.перечислить() Возвращает список всех
Threadобъектов, активных в данный момент. Список включает демонические потоки и объекты фиктивных потоков, созданныеcurrent_thread (). Исключает завершенные потоки и потоки которые еще не начались. Однако основной поток всегда является частью результата, даже после прекращения.
-
нарезание резьбы.main_thread() Вернуть основной объект
Thread. В нормальных условиях основной поток — это поток, из которого интерпретатор Python был начал.
-
нарезание резьбы.settrace( функция ) Установите функцию трассировки для всех потоков, запущенных из модуля
threading. func будет передан вsys.settrace ()для каждого потока перед егоrun () вызывается метод.
-
нарезание резьбы.набор профилей( func ) Задайте функцию профиля для всех потоков, начинающихся с модуля
нарезания резьбы. Функция func будет передана вsys.setprofile ()для каждого потока, прежде чем егоrun () вызывается метод.
-
нарезание резьбы.размер_стека([ размер ]) Возвращает размер стека потоков, используемый при создании новых потоков.Необязательный размер аргумент определяет размер стека, который будет использоваться для последующего создания потоков и должен быть 0 (использовать платформу или настроен по умолчанию) или положительный целочисленное значение не менее 32 768 (32 КБ). Если размер не указан, 0 используется. Если изменение размера стека потоков неподдерживаемый, возникает ошибка
RuntimeError. Если указанный размер стека недопустимый, возникаетValueErrorи размер стека не изменяется. 32 КБ в настоящее время является минимальным поддерживаемым значением размера стека, чтобы гарантировать достаточное пространство стека для самого интерпретатора.Обратите внимание, что некоторые платформы могут иметь особые ограничения на значения размера стека, такие как требование минимальный размер стека> 32 КиБ или требуется выделение в количестве, кратном системе размер страницы памяти — дополнительную информацию см. в документации по платформе. информации (обычно страницы 4 КиБ; использование кратного 4096 размера стека предлагаемый подход при отсутствии более конкретной информации).Доступность: Windows, системы с потоками POSIX.
Этот модуль также определяет следующую константу:
-
нарезание резьбы.TIMEOUT_MAX Максимальное допустимое значение для параметра тайм-аут функций блокировки (
Lock.acquire (),RLock.acquire (),Condition.wait ()и т. Д.). Указание тайм-аута больше этого значения вызоветОшибка переполнения.
Этот модуль определяет ряд классов, которые подробно описаны в разделах ниже.
Дизайн этого модуля частично основан на потоковой модели Java.Тем не мение,
где Java делает блокировки и условные переменные основным поведением каждого объекта,
в Python они являются отдельными объектами. Класс Python Thread поддерживает
подмножество поведения Java-класса Thread; в настоящее время нет
приоритеты, группы потоков и потоки не могут быть уничтожены, остановлены,
приостановлено, возобновлено или прервано. Статические методы класса Thread Java,
при реализации отображаются в функции уровня модуля.
Все методы, описанные ниже, выполняются автоматически.
Локальные данные потока
Локальные данные потока — это данные, значения которых зависят от потока. Справляться
локальных данных потока, просто создайте экземпляр local (или
подкласс) и сохраните на нем атрибуты:
mydata = threading.local () mydata.x = 1
Значения экземпляра будут разными для разных потоков.
- класс
нарезание резьбы.местный Класс, представляющий локальные данные потока.
Для получения дополнительных сведений и подробных примеров см. Строку документации
_threading_localмодуль.
Объекты потока
Класс Thread представляет действие, которое выполняется в отдельном
поток управления. Есть два способа указать действие: передавая
вызываемый объект в конструктор, или переопределив run () метод в подклассе. Никаких других методов (кроме конструктора) быть не должно.
переопределено в подклассе.Другими словами, только отменяет __init __ () и run () методы этого класса.
После создания объекта потока его активность должна быть запущена путем вызова
метод потока start () . Это вызывает run () метод в отдельном потоке управления.
Как только активность потока запущена, он считается «живым». Это
перестает быть живым, когда его метод run () завершается — либо
обычно или вызывая необработанное исключение. is_alive () проверяет, жив ли поток.
Другие потоки могут вызывать метод join () потока. Это блокирует
вызывающий поток, пока поток, чей метод join () не будет
вызов прекращен.
У потока есть имя. Имя можно передать конструктору и прочитать или
изменено с помощью атрибута name .
Если метод run () вызывает исключение, threading.excepthook () вызывается для его обработки.По умолчанию, threading.excepthook () молча игнорирует SystemExit .
Поток может быть помечен как «поток демона». Значение этого флага
что вся программа Python завершается, когда остаются только потоки демона. В
начальное значение наследуется от создающего потока. Флаг можно установить
через свойство daemon или конструктор daemon аргумент.
Примечание
Потоки демона внезапно останавливаются при завершении работы.Их ресурсы (такие
так как открытые файлы, транзакции базы данных и т. д.) могут быть выпущены некорректно.
Если вы хотите, чтобы ваши потоки корректно останавливались, сделайте их недемоническими и
используйте подходящий механизм сигнализации, такой как событие .
Имеется объект «основной поток»; это соответствует начальному потоку управление в программе Python. Это не поток демона.
Существует вероятность создания «фиктивных объектов потока». Эти
объекты потока, соответствующие «чужеродным потокам», которые являются потоками управления
запущен вне модуля потоковой передачи, например, непосредственно из кода C.Дурачок
объекты потока имеют ограниченную функциональность; они всегда считаются живыми и
демонический, и не может быть join () ed. Они никогда не удаляются,
так как невозможно обнаружить завершение чужих потоков.
- класс
нарезание резьбы.Thread( group = None , target = None , name = None , args = () , kwargs = {} , * , daemon = None ) Этот конструктор всегда должен вызываться с ключевыми аргументами.Аргументы являются:
группа должна быть
Нет; зарезервировано для будущего продления, когдаРеализован класс ThreadGroup.target — это вызываемый объект, который должен быть вызван методом
run (). По умолчаниюНет, что означает, что ничего не вызывается.имя — имя потока. По умолчанию уникальное имя создается из сформируйте «Резьба- N », где N — маленькое десятичное число.
args — кортеж аргументов для целевого вызова. По умолчанию
().kwargs — словарь аргументов ключевого слова для целевого вызова. По умолчанию
{}.Если не
Нет, демон явно устанавливает, является ли поток демоническим. ЕслиНет(по умолчанию), демоническое свойство наследуется от текущий поток.Если подкласс переопределяет конструктор, он должен обязательно вызвать конструктор базового класса (
Thread.__init __ ()), прежде чем делать что-либо еще для нить.Изменено в версии 3.3: Добавлен аргумент демон .
-
начало() Запустить активность потока.
Он должен вызываться не более одного раза для каждого объекта потока. Он организует метод
run ()объекта, который будет вызываться в отдельном потоке контроля.Этот метод вызовет ошибку
RuntimeError, если вызывается более одного раза на том же объекте потока.
-
пробег() Метод, представляющий активность потока.
Вы можете переопределить этот метод в подклассе. Стандартный ход
()вызывает вызываемый объект, переданный конструктору объекта как аргумент target , если есть, с позиционными аргументами и аргументами ключевого слова из аргументов args и kwargs соответственно.
-
присоединиться к( тайм-аут = нет ) Дождитесь завершения потока.Это блокирует вызывающий поток до тех пор, пока поток, чей метод
join ()называется завершается — либо обычно или через необработанное исключение — или до тех пор, пока необязательный истекло время ожидания.Если присутствует аргумент тайм-аут , а не
Нет, он должен быть число с плавающей запятой, определяющее тайм-аут для операции в секундах (или их части). Посколькуjoin ()всегда возвращаетНет, вы должны вызватьis_alive ()послеjoin ()для решить, произошел ли тайм-аут — если поток все еще жив,join ()истекло время ожидания вызова.Если аргумент timeout отсутствует или
None, операция будет блокировать, пока поток не завершится.Поток может быть
join ()ed много раз.join ()вызываетRuntimeError, если предпринята попытка чтобы присоединиться к текущему потоку, поскольку это вызовет тупик. Это также ошибкаjoin ()потока до его запуска и попытки сделать это вызывают то же исключение.
-
название Строка, используемая только для идентификации.У него нет семантики. Несколько потоков могут иметь одно и то же имя. Начальное название задается конструктор.
-
getName() -
setName() Старый API геттера / сеттера для
name; использовать его непосредственно как свойство вместо этого.
-
идент «Идентификатор потока» этого потока или
Нет, если поток не имеет было начато. Это ненулевое целое число.См.get_ident ()функция. Идентификаторы потока могут быть повторно использованы при выходе из потока и создается другой поток. Идентификатор доступен даже после поток завершился.
-
native_id Собственный интегральный идентификатор потока этого потока. Это неотрицательное целое число или
Нет, если поток не было начато. См. Функциюget_native_id (). Это представляет собой идентификатор потока (TID), присвоенный поток ОС (ядром).Его значение может использоваться для однозначной идентификации этот конкретный поток общесистемный (пока поток не завершится, после чего значение может быть переработано ОС).Примечание
Подобно идентификаторам процессов, идентификаторы потоков действительны (гарантированно уникальны. общесистемный) с момента создания потока до был прекращен.
Доступность: требуется
функция get_native_id ().
-
is_alive() Вернуть, активен ли поток.
Этот метод возвращает
Trueнепосредственно перед методомrun ()запускается до тех пор, пока не завершится методrun (). В Функция модуляenumerate ()возвращает список всех активных потоков.
-
демон Логическое значение, указывающее, является ли этот поток потоком демона (True) или нет (Ложь). Это должно быть установлено до вызова
start (), в противном случае возникаетRuntimeError.Его начальное значение наследуется из создающей нити; основной поток не является потоком демона и поэтому все потоки, созданные в основном потоке, по умолчаниюдемон=Ложь.Вся программа Python завершается, когда не остается живых недемонических потоков.
-
isDaemon() - Набор
Daemon() Старый API получения / установки для
daemon; использовать его непосредственно как свойство вместо этого.
-
Заблокировать объекты
Примитивная блокировка — это примитив синхронизации, который не принадлежит
конкретный поток, когда он заблокирован. В Python в настоящее время это самый низкий уровень
доступен примитив синхронизации, реализуемый непосредственно _thread модуль расширения.
Простая блокировка находится в одном из двух состояний: «заблокировано» или «разблокировано». Он создан
в разблокированном состоянии. Он имеет два основных метода: accept (), и
Выпуск () .Когда состояние разблокировано, получить () изменяет состояние на заблокированное и немедленно возвращается. Когда состояние заблокировано, accept () блокируется до вызова release () в другом
поток изменяет его на разблокированный, затем вызов acqu () сбрасывает его
заблокирован и возвращается. Метод release () должен быть
вызывается в заблокированном состоянии; он меняет состояние на разблокировано и возвращает
немедленно. Если предпринята попытка разблокировать разблокированный замок, RuntimeError будет возбуждено.
также поддерживают протокол управления контекстом.
Когда более одного потока заблокировано в acqu () в ожидании
состояние, чтобы превратиться в разблокированное, только один поток продолжается, когда выпуск () вызов сбрасывает состояние до разблокированного; какой из ожидающих потоков продолжается
не определен и может отличаться в зависимости от реализации.
Все методы выполняются атомарно.
- класс
нарезание резьбы.Замок Класс, реализующий примитивные объекты блокировки.Как только поток получил блокировка, последующие попытки получить ее блокируют, пока она не будет снята; любой поток может освободить его.
Обратите внимание, что
Lockна самом деле является заводской функцией, которая возвращает экземпляр наиболее эффективной версии поддерживаемого конкретного класса Lock у платформы.-
получить( блокировка = True , тайм-аут = -1 ) Получите блокировку, блокирующую или неблокирующую.
При вызове с блокирующим аргументом , установленным на
Истинно(по умолчанию), блокировать, пока блокировка не будет разблокирована, затем установите для него значение заблокировано и вернитеTrue.При вызове с аргументом блокировки , установленным на
Ложь, не блокировать. Если вызов с блокировкой установлен наИстинабудет заблокирован, вернетЛожьнемедленно; в противном случае установите блокировку и вернитеTrue.При вызове с положительным значением аргумента тайм-аут с плавающей запятой значение, блокируется максимум на количество секунд, указанное в тайм-аут и пока блокировка не может быть получена. тайм-аут аргумент
-1указывает неограниченное ожидание. Запрещено указывать таймаут когда блокировка ложна.Возвращаемое значение —
Истина, если блокировка получена успешно,Ложь, если нет (например, если истекло время ожидания ).Изменено в версии 3.2: Новый параметр timeout .
Изменено в версии 3.2: Получение блокировки теперь может прерываться сигналами POSIX, если базовая реализация потоковой передачи поддерживает его.
-
выпуск() Разблокируйте фиксатор. Это может быть вызвано из любого потока, а не только из потока который приобрел замок.
Когда замок заблокирован, сбросьте его до разблокированного и верните обратно. Если какие-либо другие темы заблокированы, ожидая разблокировки замка, разрешите ровно один из них продолжать.
При вызове разблокированной блокировки возникает ошибка
RuntimeError.Нет возвращаемого значения.
-
заблокировано() Вернуть истину, если блокировка получена.
-
Объекты RLock
Повторяющаяся блокировка — это примитив синхронизации, который может быть получен несколько раз. раз по той же теме. Внутри он использует концепцию «владения потоком». и «уровень рекурсии» в дополнение к заблокированному / разблокированному состоянию, используемому примитивом замки. В заблокированном состоянии какой-то поток владеет блокировкой; в разблокированном состоянии, ни один поток не владеет им.
Чтобы заблокировать блокировку, поток вызывает свой метод Acquire () ; это
возвращается, когда поток владеет блокировкой.Чтобы разблокировать блокировку, поток вызывает
его метод release () . приобретение () / выпуск () пары вызовов могут быть вложенными; только последний выпуск () (
Отпуск () крайней пары) сбрасывает блокировку в разблокированное состояние и
позволяет продолжить работу другому потоку, заблокированному в Acquire () .
Реентерабельные блокировки также поддерживают протокол управления контекстом.
- класс
нарезание резьбы.RLock Этот класс реализует объекты реентерабельной блокировки.Повторная блокировка должна быть выпущен потоком, который его приобрел. Как только поток получил повторная блокировка, тот же поток может получить ее снова без блокировки; в поток должен освобождать его каждый раз, когда он его получает.
Обратите внимание, что
RLockна самом деле является заводской функцией, которая возвращает экземпляр наиболее эффективной версии конкретного поддерживаемого класса RLock у платформы.-
получить( блокировка = True , тайм-аут = -1 ) Получите блокировку, блокирующую или неблокирующую.
При вызове без аргументов: если этот поток уже владеет блокировкой, увеличить уровень рекурсии на единицу и немедленно вернуться. В противном случае, если другой поток владеет блокировкой, блокируйте, пока блокировка не будет разблокирована. Как только замок разблокирован (не принадлежит ни одному потоку), затем захватить владение, установить уровень рекурсии к одному и вернуться. Если заблокировано более одного потока, ожидая блокировки разблокирован, только один может получить право владения замком. В этом случае нет возвращаемого значения.
При вызове с блокирующим аргументом , установленным в значение true, выполните те же действия, что и при вызывается без аргументов и возвращает
True.При вызове с аргументом blocking , установленным в false, не блокировать. Если звонок без аргумента произойдет блокировка, немедленно вернет
False; в противном случае сделайте то же самое, что и при вызове без аргументов, и возвращаетTrue.При вызове с положительным значением аргумента тайм-аут с плавающей запятой значение, блокируется максимум на количество секунд, указанное в тайм-аут и пока блокировка не может быть получена.Вернуть
True, если блокировка было получено, false, если истекло время ожидания.Изменено в версии 3.2: Новый параметр timeout .
-
выпуск() Снять блокировку, уменьшая уровень рекурсии. Если после декремента это ноль, сбросить блокировку на разблокировку (не принадлежит ни одному потоку), и если любой другой потоки заблокированы, ожидая разблокировки блокировки, разрешите ровно один из них, чтобы продолжить.Если после декремента уровень рекурсии все еще ненулевое значение, блокировка остается заблокированной и принадлежит вызывающему потоку.
Вызывайте этот метод, только если вызывающий поток владеет блокировкой. А
RuntimeErrorвозникает, если этот метод вызывается при блокировке. разблокирован.Нет возвращаемого значения.
-
Состояние объектов
Условная переменная всегда связана с какой-либо блокировкой; это может быть передается или один будет создан по умолчанию.Передача одного полезна, когда несколько переменных условия должны использовать одну и ту же блокировку. Замок является частью объект условия: вам не нужно отслеживать его отдельно.
Условная переменная подчиняется протоколу управления контекстом:
использование с оператором получает связанную блокировку на время
закрытый блок. приобретают () и release () методы также вызывают соответствующие методы
связанная блокировка.
Другие методы должны вызываться с удерживаемой связанной блокировкой.В wait () освобождает блокировку, а затем блокируется до тех пор, пока
другой поток пробуждает его, вызывая notify () или notify_all () . После пробуждения ждать () повторно получает замок и возвращается. Также можно указать тайм-аут.
Метод notify () пробуждает один из потоков, ожидающих
переменная условия, если таковая имеется. notify_all () пробуждает все потоки, ожидающие переменной условия.
Примечание: методы notify () и notify_all () не отпускайте замок; это означает, что пробужденная нить или нити будут
не возвращаться из своего wait () вызова немедленно, а только когда
поток, который вызвал notify () или notify_all () наконец отказывается от владения замком.
Типичный стиль программирования с использованием условных переменных использует блокировку для
синхронизировать доступ к некоторому общему состоянию; темы, которые заинтересованы в
конкретное изменение состояния вызовите wait () несколько раз, пока они
увидеть желаемое состояние, в то время как потоки, которые изменяют состояние, вызывают notify () или notify_all () при их изменении
состояние таким образом, чтобы это могло быть желаемое состояние для одного
официантов.Например, следующий код является общим
Ситуация производитель-потребитель с неограниченной буферной емкостью:
# Потребление одного предмета
с резюме:
пока не an_item_is_available ():
cv.wait ()
get_an_available_item ()
# Произвести один предмет
с резюме:
make_an_item_available ()
cv.notify ()
Цикл и необходим для проверки условий приложения
потому что wait () может вернуться через произвольно долгое время,
и условие, которое вызвало вызов notify () , может
больше не актуально.Это присуще многопоточному программированию. В wait_for () Метод можно использовать для автоматизации условия
проверка и упрощает вычисление таймаутов:
# Потребление предмета
с резюме:
cv.wait_for (an_item_is_available)
get_an_available_item ()
Чтобы выбрать между notify () и notify_all () ,
подумайте, может ли одно изменение состояния быть интересным только для одного или нескольких
ожидающие потоки. Например. в типичной ситуации производитель-потребитель, добавив один
элемент в буфер необходимо только для того, чтобы разбудить один потребительский поток.
- класс
нарезание резьбы.Условие( блокировка = Нет ) Этот класс реализует объекты переменных условий. Условная переменная позволяет одному или нескольким потокам ждать, пока они не будут уведомлены другим потоком.
Если задан аргумент lock , а не
None, это должна бытьLockилиRLockобъект, и он используется в качестве базовой блокировки. Иначе, создается новый объектRLock, который используется в качестве базовой блокировки.Изменено в версии 3.3: изменена с фабричной функции на класс.
-
получить( * аргументы ) Получите базовую блокировку. Этот метод вызывает соответствующий метод на лежащий в основе замок; возвращаемое значение — это то, что возвращает этот метод.
-
выпуск() Снять базовую блокировку. Этот метод вызывает соответствующий метод на лежащий в основе замок; нет возвращаемого значения.
-
ожидание( тайм-аут = нет ) Подождите, пока не появится уведомление или пока не истечет время ожидания. Если вызывающий поток имеет не получил блокировку при вызове этого метода,
RuntimeErrorподнятый.Этот метод освобождает базовую блокировку, а затем блокирует ее до тех пор, пока не будет пробуждается вызовом
notify ()илиnotify_all ()для того же условная переменная в другом потоке или до необязательного тайм-аута имеет место.После пробуждения или истечения времени ожидания он повторно устанавливает блокировку и возвращается.Если присутствует аргумент тайм-аут , а не
Нет, он должен быть число с плавающей запятой, определяющее тайм-аут для операции в секундах (или их части).Когда базовая блокировка — это
RLock, она не снимается с помощью его методrelease (), так как он может фактически не разблокировать блокировку когда он был получен несколько раз рекурсивно. Вместо этого внутренний используется интерфейс классаRLock, что действительно его разблокирует даже если он был получен рекурсивно несколько раз.Другой внутренний затем используется интерфейс для восстановления уровня рекурсии, когда блокировка повторно приобретен.Возвращаемое значение —
Истина, если не истек заданный тайм-аут , в течение которого случае этоЛожь.Изменено в версии 3.2: Раньше метод всегда возвращал
Нет.
-
wait_for( предикат , тайм-аут = нет ) Подождите, пока условие не станет истинным. предикат должен быть вызываемый, результат которого будет интерпретирован как логическое значение. Может быть предоставлен тайм-аут , дающий максимальное время ожидания.
Этот служебный метод может вызывать
wait ()несколько раз, пока предикат выполняется или пока не истечет время ожидания. Возвращаемое значение — последнее возвращаемое значение предиката и будет оценивать какЛожь, если истекло время ожидания метода.Игнорирование функции тайм-аута, вызов этого метода примерно эквивалентен письмо:
, а не predicate (): резюме.ждать()Следовательно, применяются те же правила, что и для
wait (): Блокировка должна быть удерживается при вызове и повторно приобретается при возврате. Предикат оценивается с удерживаемым замком.
-
уведомить( n = 1 ) По умолчанию пробуждает один поток, ожидающий этого условия, если таковой имеется. Если вызывающий поток не получил блокировку при вызове этого метода,
RuntimeErrorвозникает.Этот метод пробуждает не более n потоков, ожидающих выполнения условия Переменная; это не работает, если нет ожидающих потоков.
Текущая реализация пробуждает ровно n потоков, если не менее n потоки ждут. Однако полагаться на такое поведение небезопасно. Будущая оптимизированная реализация может иногда пробуждать более чем n ниток.
Примечание: пробужденный поток фактически не возвращается из своего
wait ()звоните, пока он не сможет восстановить блокировку. Посколькуnotify ()не отпустите блокировку, ее вызывающий должен.
-
notify_all() Разбудить все потоки, ожидающие этого условия.Этот метод действует как
notify (), но пробуждает все ожидающие потоки вместо одного. Если вызывающий поток не получил блокировку при вызове этого метода,RuntimeErrorвозникает.
-
Семафорные объекты
Это один из старейших примитивов синхронизации в истории компьютеров.
наука, изобретенная ранним голландским ученым-компьютерщиком Эдсгером В. Дейкстра (он
использовали имена P () и V () вместо .create () и
Выпуск () ).
Семафор управляет внутренним счетчиком, который уменьшается на каждый collect () вызов и увеличивается с каждым вызовом release () вызов. Счетчик никогда не может опуститься ниже нуля; когда получить () обнаруживает, что он равен нулю, блокируется, ожидая, пока какой-либо другой поток не вызовет
Выпуск () .
Семафоры также поддерживают протокол управления контекстом.
- класс
нарезание резьбы.Семафор(значение = 1 ) Этот класс реализует семафорные объекты.Семафор управляет атомарным счетчик, представляющий количество вызовов
release ()минус количествоaccept ()вызовов плюс начальное значение. Методtake ()блокирует при необходимости до тех пор, пока не сможет вернуться без отрицательного значения счетчика. Если не указан, значение по умолчанию 1.Необязательный аргумент дает начальное значение для внутреннего счетчика; Это по умолчанию
1. Если заданное значение меньше 0,ValueErrorподнятый.Изменено в версии 3.3: изменена с фабричной функции на класс.
-
получить( блокировка = Истина , тайм-аут = Нет ) Получить семафор.
При вызове без аргументов:
Если внутренний счетчик больше нуля при вводе, уменьшите его на one и немедленно верните
True.Если внутренний счетчик равен нулю при входе, блокировка до пробуждения вызовом Выпуск
().Однажды проснувшись (а счетчик больше чем 0), уменьшите счетчик на 1 и вернитеTrue. Ровно один поток будет пробуждаться при каждом вызовеrelease (). В порядок, в котором пробуждаются потоки, не следует полагаться.
При вызове с блокировкой установлено значение false, не блокировать. Если звонок без аргумента произойдет блокировка, немедленно вернет
False; в противном случае сделайте то же самое, что и при вызове без аргументов, и возвращаетTrue.При вызове с таймаутом , отличным от
Нет, он будет заблокирован на Максимальный таймаут секунды. Если получение не завершится успешно в этот интервал вернетFalse. В противном случае вернитеTrue.Изменено в версии 3.2: Новый параметр timeout .
-
выпуск( n = 1 ) Освободить семафор, увеличив внутренний счетчик на n .Когда это был нулевым при входе, и другие потоки ждут, когда он станет больше чем снова ноль, разбудить n этих потоков.
Изменено в версии 3.9: добавлен параметр n для одновременного освобождения нескольких ожидающих потоков.
-
- класс
нарезание резьбы.BoundedSemaphore(значение = 1 ) Класс, реализующий ограниченные семафорные объекты. Ограниченный семафор проверяет убедитесь, что его текущее значение не превышает его начальное значение.Если это так,
Возникает ошибка ValueError. В большинстве случаев семафоры используются для защиты ресурсы с ограниченными возможностями. Если семафор отпущен слишком много раз это признак ошибки. Если не указан, значение по умолчанию 1.Изменено в версии 3.3: изменена с фабричной функции на класс.
Семафор ПримерСемафоры часто используются для защиты ресурсов с ограниченной емкостью, например, сервер базы данных.В любой ситуации, когда размер ресурса фиксирован, вам следует использовать ограниченный семафор. Перед созданием любых рабочих потоков ваш основной поток инициализирует семафор:
maxconnections = 5 # ... pool_sema = BoundedSemaphore (значение = maxconnections)
После создания рабочие потоки вызывают методы получения и выпуска семафора. когда им нужно подключиться к серверу:
с pool_sema:
conn = connectdb ()
пытаться:
# ... использовать соединение ...наконец-то:
conn.close ()
Использование ограниченного семафора снижает вероятность того, что ошибка программирования приводит к тому, что семафор высвобождается больше, чем полученный, остается незамеченным.
Объекты событий
Это один из простейших механизмов связи между потоками: один поток сигнализирует о событии, и другие потоки его ждут.
Объект события управляет внутренним флагом, которому можно присвоить значение true с помощью параметра set () метод и сбросить его на false с помощью clear () метод.Метод wait () и блокируется до тех пор, пока флаг не станет истинным.
- класс
нарезание резьбы.Событие Класс, реализующий объекты событий. Событие управляет флагом, который может быть установлен на true с помощью метода
set ()и сбросить до false с помощьюclear ()метод. Методwait () иблокируется до тех пор, пока флаг не станет истинным. Флаг изначально ложный.Изменено в версии 3.3: изменена с фабричной функции на класс.
-
is_set() Вернуть
Истинатогда и только тогда, когда внутренний флаг истинен.
-
комплект() Установить для внутреннего флага значение true. Все потоки ждут, пока это станет правдой пробуждаются. Потоки, которые вызывают
wait ()после установки флага, будут не блокировать вообще.
-
прозрачный() Сброс внутреннего флага на ложное. Впоследствии потоки, вызывающие
wait ()будет блокироваться до тех пор, пока не будет вызванset ()для установки внутреннего флаг снова в истинное значение.
-
ожидание( тайм-аут = нет ) Блокировать до тех пор, пока внутренний флаг не станет истинным. Если внутренний флаг установлен на вход, немедленно возвращайся. В противном случае блокируйте, пока другой поток не вызовет
set (), чтобы установить флаг в значение «истина» или до наступления необязательного тайм-аута.Если присутствует аргумент тайм-аута, а не
Нет, он должен быть число с плавающей запятой, определяющее тайм-аут для операции в секундах (или их части).Этот метод возвращает
Trueтогда и только тогда, когда для внутреннего флага установлено значение истина, либо до вызова ожидания, либо после начала ожидания, поэтому он будет всегда возвращатьИстинно, кроме случаев, когда задан тайм-аут и операция время вышло.Изменено в версии 3.1: ранее метод всегда возвращал
Нет.
-
Объекты таймера
Этот класс представляет действие, которое следует запускать только после определенного количества
времени прошло — таймер. Таймер является подклассом Thread и как таковой также служит примером создания настраиваемых потоков.
Таймеры запускаются, как и потоки, путем вызова их start () метод. Таймер можно остановить (до того, как его действие начнется), вызвав cancel () метод. Интервал ожидания таймера до
выполнение его действия может не совпадать с интервалом, указанным в
Пользователь.
Например:
def привет ():
print ("привет, мир")
t = Таймер (30.0, привет)
t.start () # через 30 секунд будет напечатано "hello, world"
- класс
нарезание резьбы.Таймер( интервал , функция , args = нет , kwargs = нет ) Создайте таймер, который будет запускать функцию с аргументами args и ключевым словом аргументы kwargs , после интервала прошло секунды. Если args —
None(по умолчанию), то будет использоваться пустой список.Если kwargs равноNone(по умолчанию), то будет использоваться пустой dict.Изменено в версии 3.3: изменена с фабричной функции на класс.
-
отменить() Остановить таймер и отменить выполнение действия таймера. Это будет работают только в том случае, если таймер все еще находится в стадии ожидания.
-
Заградительные объекты
Этот класс предоставляет простой примитив синхронизации для использования с фиксированным номером.
потоков, которым нужно ждать друг друга.Каждый из потоков пытается пройти
барьер, вызвав метод wait () и будет блокироваться до тех пор, пока
все потоки сделали свои вызовы wait () . С этой точки зрения,
потоки освобождаются одновременно.
Барьер можно использовать повторно любое количество раз для одного и того же количества потоков.
В качестве примера приведем простой способ синхронизации клиентского и серверного потоков:
b = Барьер (2, тайм-аут = 5)
def server ():
start_server ()
b.wait ()
в то время как True:
соединение = accept_connection ()
process_server_connection (соединение)
def client ():
б.ждать()
в то время как True:
соединение = make_connection ()
process_client_connection (соединение)
- класс
нарезание резьбы.Барьер( стороны , действие = нет , тайм-аут = нет ) Создайте объект барьера для стороны числа ниток. Действие , когда при условии, вызывается одним из потоков, когда они выпущенный. тайм-аут — значение тайм-аута по умолчанию, если для метод
wait ().-
ожидание( тайм-аут = нет ) Пройдите через шлагбаум. Когда все потоки, участвующие в барьере, вызвали В этой функции все они запускаются одновременно. Если таймаут при условии, что он используется вместо любого, что было предоставлено классу конструктор.
Возвращаемое значение — целое число в диапазоне от 0 до , стороны — 1, разные для каждого потока. Это можно использовать для выбора потока для выполнения каких-то специальных ведение домашнего хозяйства, e.г .:
я = барьер.wait () если я == 0: # Только один поток должен это напечатать print («преодолел барьер»)Если конструктору было предоставлено действие , один из потоков будет позвонили ему до того, как его выпустили. Если этот вызов вызывает ошибку, шлагбаум переводится в разрушенное состояние.
Если время вызова истекло, шлагбаум переводится в неработающее состояние.
Этот метод может вызвать исключение
BrokenBarrierError, если барьер нарушен или сброшен, пока поток ожидает.
-
сброс() Вернуть барьер в пустое состояние по умолчанию. Любые потоки, ожидающие его получит
исключение BrokenBarrierError.Обратите внимание, что для использования этой функции может потребоваться внешний синхронизация, если есть другие потоки, состояние которых неизвестно. Если барьер сломан, может быть лучше просто оставить его и создать новый.
-
отмена() Привести шлагбаум в сломанное состояние.Это вызывает любые активные или будущие вызывает
wait ()для отказа сBrokenBarrierError. Использовать это, например, если один из потоков необходимо прервать, чтобы избежать взаимоблокировки заявление.Может быть предпочтительнее просто создать барьер с разумной тайм-аут значение для автоматической защиты от одного из потоков наперекосяк.
-
партий Количество нитей, необходимое для прохождения барьера.
-
n_waiting Число потоков, ожидающих в данный момент в барьере.
-
сломано Логическое значение
Истинно, если барьер находится в разорванном состоянии.
-
- исключение
нарезание резьбы.BrokenBarrierError Это исключение, подкласс
RuntimeError, возникает, когдаБарьеробъект сброшен или сломан.
Использование блокировок, условий и семафоров в
с оператором Все объекты, предоставляемые этим модулем, для которых есть collect (), и release () Методы могут использоваться в качестве менеджеров контекста для с утверждение. Метод Acquire () будет вызываться, когда блок
input, и release () будет вызываться при выходе из блока. Следовательно,
следующий фрагмент:
с some_lock:
# сделай что-нибудь...
эквивалентно:
some_lock.acquire ()
пытаться:
# сделай что-нибудь...
наконец-то:
some_lock.release ()
В настоящее время, Замок , RLock , Состояние ,
Объекты Semaphore и BoundedSemaphore могут использоваться как с диспетчерами контекста операторов.
Преимущества резьбонарезания | Массаж рук и камнями и СПА для лица
Подвиньте пинцет! В последние годы на курортах Северной Америки стала популярной техника удаления волос, называемая ниткой.Продолжайте читать, чтобы узнать больше о потоках и решить, подходит ли это вам.
Что такое резьба?
Нитки — это тип удаления волос, который появился в Индии, Иране и Центральной Азии. Практикующие нити используют скрученную хлопковую нить для удаления нескольких волосков за раз. В основном он используется для удаления волос на лице, включая брови, верхнюю губу, подбородок и щеки. Хотя наложение ниток работает на больших участках, это не обычная процедура по удалению волос на руках, ногах и линии бикини, потому что на это уходит слишком много времени.Однако вы можете использовать нить, чтобы привести в порядок небольшой участок линии бикини.
Нарезание резьбы требует гораздо большего мастерства, чем выщипывание щипцов или восковая эпиляция, поэтому это не домашнее лечение. Как правило, заправка резьбы происходит в спа-салоне или салоне у сертифицированного косметолога, обученного этой технике.
Когда не пробовать нарезать резьбу
Нитки — косметическая процедура с низким уровнем риска, но она не подходит в некоторых ситуациях. Если у вас прыщи, лучше не накладывать нити на эту область, поскольку это может привести к дальнейшему повреждению кожи.Также существует некоторый риск фолликулита — воспаления волосяных фолликулов — но не больше, чем при других типах удаления волос, таких как бритье, восковая эпиляция и выщипывание.
Поскольку существует небольшой риск, мы рекомендуем вам попробовать использовать потоки, если вам это нравится. Как вы увидите дальше, у этого древнего секрета красоты есть несколько современных преимуществ.
Преимущества нарезания резьбы:
- Отличные результаты — Нить для бровей дает более точные результаты, чем восковая эпиляция.
- Быстрая запись на прием — Быстро, в среднем обработка бровей занимает 15 минут или меньше.
- Нет вросших волос — Он не только мягче, чем восковая эпиляция, но и не вызывает вросших волос.
- Легко для чувствительной кожи — Полностью естественная процедура без использования химикатов.
- Подходит для всех — В отличие от некоторых процедур удаления волос, нарезание ниток подходит для людей с любым типом кожи и цветом волос.
- Встроенное время в спа-центре — Если вы сами не являетесь специалистом по резьбонарезанию, вам нужно быстро отправиться в спа-салон для этой процедуры, которая включает в себя встроенную релаксацию.
Уход за кожей после нарезания резьбы
Несмотря на то, что существует небольшой риск, он может слегка раздражать вашу кожу, поэтому важно бережно относиться к коже после того, как вы натянули нитку. Если вам неудобно, приложите к пораженному участку холодный компресс, чтобы уменьшить покраснение, а затем нанесите увлажняющий крем. Если у вас чувствительная кожа, избегайте отшелушивания в течение нескольких дней после процедуры.
Мы здесь, чтобы помочь вам выглядеть и чувствовать себя как можно лучше. Если вы хотите расслабиться и позаботиться о своей эпиляции, позвоните нам, чтобы заказать сеанс нитей и шведский массаж.
Чувствуйте себя великолепно, прекрасно выглядите с массажем для рук и камнями и спа для лица.
Массаж. Уход за лицом. Депиляция воском. В Hand & Stone наши зарегистрированные массажисты помогут снять напряжение, успокоить уставшие мышцы и облегчить головные боли. Заинтересованы в наших косметических услугах? Мы знаем, что сияющая и здоровая кожа отражает то, как вы выглядите и чувствуете себя. Процедуры по уходу за лицом Hand & Stone выполняются сертифицированными косметологами, и мы с гордостью предлагаем продукты Dermalogica®, YonKa и Diego Dalla Palma, чтобы вы могли наслаждаться ярким и красивым цветом лица в перерывах между обычными посещениями.
Мы поможем вам выглядеть и чувствовать себя лучше всего по доступной цене! Позвоните сегодня, чтобы назначить встречу! Мы открыты 7 дней в неделю с расширенным графиком, а подарочные карты доступны на все случаи жизни. Свяжитесь с нами сегодня!
Заправка волос 101
Давайте будем честными: уход за бровями — это искусство. И хотя некоторые из нас могут быть наделены дугой, достойной зависти (мы смотрим на вас, Кара Делевинь), остальным из нас, простых смертных, нужно улучшить нашу игру, если мы стремимся к совершенству бровей — и это начинается с волос. удаление.Конечно, у вас есть пинцет и воск, но есть еще один метод избавления от нежелательных волос, заслуживающий внимания: нить. Чтобы узнать подробности, мы поговорили с Умбрин Шейх, генеральным директором и основателем Wink Brow Bar.
Ниже мы разберем все, что нужно знать, прежде чем записаться на первую встречу по наведению бровей.
Что такое заправка волос?
Нити для волос — это древний метод удаления волос, зародившийся в Юго-Восточной Азии и популярный до сих пор.«Он существует уже много веков и представляет собой способ придания формы бровям с помощью хлопковой нити», — объясняет Шейх. Как работает многопоточность? В частности, процедура для бровей включает в себя протягивание хлопковой нити вдоль нежелательных волос скручивающими движениями, захват волос мини-лассо и подъем их вверх из фолликула.
«Это идеальная техника удаления волос, поскольку она естественна и точна. Нитью можно обрабатывать небольшие участки, такие как брови, верхняя губа и боковые стороны лица». Имейте в виду, что это не метод удаления волос, который вам следует делать самостоятельно.«Это навык, и его трудно правильно выполнить дома без хорошей практики. Это искусство, лучше всего выполняемое профессиональными техниками», — говорит Шейх.
Преимущества резьбонарезания
- Долгосрочные результаты
- Минимальный дискомфорт по сравнению с другими методами удаления
- Менее раздражает
- Чрезвычайно точный
- Быстрый процесс
- Можно сделать на очень коротких волосах
По словам Шейха, наложение ниток дает немало примечательных преимуществ, особенно по сравнению с другими популярными методами удаления волос, такими как восковая эпиляция и шугаринг.Одно из самых больших преимуществ — это то, как долго могут сохраняться результаты многопоточности — около четырех недель. Это связано с тем, что нить удаляет волосы из фолликула. Это связано с тем, что нить удаляет волосы из фолликула.
Отшелушивайте область бровей за день или два заранее, чтобы удалить вросшие волосы или омертвевшую кожу.
Нарезание резьбы и вощение
Нить часто сравнивают с восковой эпиляцией, поскольку долгое время это был один из основных методов удаления волос.Поскольку ничего, кроме нитки, не касается кожи, и каждая нить выбрасывается после использования, это чрезвычайно гигиенично. Не нужно беспокоиться о двойном окунании, как при восковой эпиляции. «Люди спрашивают меня, почему мы должны выбирать нить вместо эпиляции воском, пинцетом или шугарингом? Преимущества наложения бровей в том, что мы можем быть очень точными, не повреждая кожу», — говорит Шейх.
Как и при других методах удаления волос, необходим некоторый рост — но только около 1/16 дюйма в отличие от шугаринга, который требует 1 / 8-1 / 4 дюйма, или восковой эпиляции, для которой требуется не менее 1/2 дюйма.«За счет нити можно получить волосы намного меньше, чем при использовании воска, иногда даже прямо из-под кожи, поскольку он мягко надавливает на кожу, чтобы помочь захватить волосы. Это означает, что ваши брови дольше остаются ухоженными».
По словам Шейха, это также идеальный метод удаления волос для людей с сухой и чувствительной кожей. «Люди с чувствительной или очень сухой кожей (большинство из нас!) Предпочитают эпиляцию нитью депиляции воском, поскольку тепло и воск могут усугубить чувствительную кожу вокруг глаз, вызывая сыпь и покраснение, а также удаляя избыток клеток кожи.»
Как подготовиться к нарезке бровей
Одна из замечательных особенностей заправки нитей заключается в том, что на самом деле не требуется никакой подготовительной работы, кроме как дать волоскам на бровях отрасти. «Это простой и понятный процесс, который занимает всего от 10 до 15 минут в режиме надбровной дуги», — говорит Шейх. «Просто знайте, что если вы делаете это в первый раз, вы можете почувствовать дискомфорт от ощущения нити возле бровей, но поверьте мне, это лучший процесс!»
Чего ожидать во время встречи с потоками
Что касается фактического процесса многопоточности, Шейх говорит, что он должен быть довольно быстрым и простым.Она объясняет.
После этого техник попросит вас подержать кожу вокруг бровей, насмехаясь, пока она нити. «После того, как нить будет завершена, она может подрезать вам брови (предпочтение клиента). Наносится немного геля алоэ вера или лосьон на основе алоэ вера для завершения.Тогда тебе хорошо! »
Побочные эффекты
Шейх объясняет, что в целом использование потоковой передачи не вызывает побочных эффектов. «Очень редко, когда кто-то вырывается на неровности».
Тем не менее, со временем частая заправка нитей может привести к повреждению волосяного фолликула и прекращению роста волос (хотя некоторые могут посчитать это положительным моментом). Если все сделать неправильно, волосы также могут сломаться, что может привести к неровности и врастанию волос. Важно найти хорошую технику и избегать любых попыток сделать это дома.
Послепродажное обслуживание
Правило №1 Шейха при создании сообщений — не касаться бровей. «В любом случае, после наложения нити лучше всего нанести гель алоэ вера или что-нибудь, что может вызвать небольшое покраснение, которое у вас может быть, хотя покраснение от наложения нити обычно возникает из-за стимуляции области, такой как массаж, а не из-за избытка клеток кожи удаления. Он также опускается через несколько минут после заправки нити «.
До и после
Заключительный вывод
Нанесение нитей — отличный способ удаления волос для тех, кто хочет избежать дискомфорта, вызванного эпиляцией воском.Поскольку процесс включает удаление волос из фолликула, результаты могут сохраняться до четырех недель. Это быстрый и эффективный способ получить точную форму бровей, какой бы вид вы ни предпочли.
определение threading по The Free Dictionary
thread
(thrĕd) n. 1.а. Тонкий шнур из волокнистого материала, такого как хлопок или лен, сделанный из двух или более нитей, скрученных вместе и используемых в рукоделии и ткачестве ткани.
б. Кусок такого шнура.
2.а. Тонкая прядь, шнур или нить из натурального или искусственного материала.
б. Что-то, указывающее на тонкость или тонкость такой нити, шнура или нити: нить дыма.
г. Нечто, свидетельствующее о непрерывности такой нити, шнура или нити: потеряло нить его аргумента.
3. Спиральный или спиральный выступ на винте, гайке или болте.
4. Компьютерыa. Часть программы, которая может выполняться независимо и одновременно с другими частями программы.
б. Набор сообщений в группе новостей, состоящий из исходного сообщения по теме и всех ответов на него.
5. нитей Сленг Одежда.
v. thread · ed , thread · ing , thread
v. тр. 1.а. Для пропуска одного конца нити через ушко (например, иглы).
б. Чтобы пропустить (что-то) через нить: проденьте проволоку в отверстие.
г. Чтобы пропустить ленту или пленку внутрь или через (устройство): проденьте кинопроектор.
г. Для пропускания (ленты или пленки) в устройство или через него.
2. Для соединения путем пропуска резьбы; нить: нить бисера.
3. Sports Бросок или передача (пас) партнеру по сильно защищенной зоне.
4.а. Осторожно пробираться по темным переулкам.
б. Осторожно пробиваться через что-нибудь.
5. Повсюду происходить здесь и там; pervade: «Более 90 геологических разломов пронизывают территорию Лос-Анджелеса» (Science News).
6. Для нарезания резьбы (винт, гайка или болт).
7. Для удаления (волос на теле) с помощью петельной нити, туго намотанной посередине.
v. внутр.1. Пробираться осторожно: продираться через мели и отмели.
2. Для движения по извилистому маршруту.
3. Для образования нити при падении с ложки, как кипящий сахарный сироп.
Словарь английского языка American Heritage®, пятое издание.Авторские права © 2016 Издательская компания Houghton Mifflin Harcourt. Опубликовано Houghton Mifflin Harcourt Publishing Company. Все права защищены.
нить
(θrɛd) n1. тонкая нить, нить или волокно из какого-либо материала
2. (текстиль) тонкий шнур из скрученных нитей, особенно хлопка, используемый в шитье, ткачестве и т. д.
3. (Зоология) любая из нитей, из которых сделана паутина
4. любая тонкая линия, ручей, отметина или кусок: от воздуха путь был белой нитью.
5. (Машиностроение) спиральная канавка в цилиндрическом отверстии ( внутренняя резьба ), образованная метчиком или токарным станком, или спиральный выступ на цилиндрической штанге, штоке, хвостовике и т. Д. (Наружная резьба ), сформированный штампом или токарным станком
6. (Mining & Quarrying) очень тонкий пласт угля или жила руды
7. нечто, действующее как непрерывное звено или тема целого: нить рассказа.( нить, пленка, магнитная лента и т. д.) через (что-то): продеть в иглу; продеть хлопок через иглу.
10. ( тр ) нанизать на нитку: продевала бусинки.
11. проложить (свой путь) через или через (что-то)
12. (Машиностроение) ( tr ) для производства винтовой резьбы путем нарезания, накатывания, нарезания резьбы или шлифования
13. ( tr ), чтобы распространяться: истерия охватила его счет.
14. (Кулинария) ( intr ) (кипящего сиропа) для образования тонкой нити при наливании из ложки
[староанглийский thǣd; , относящийся к старофризскому thrēd, древневерхненемецкий drāt, древнескандинавский thrāthr thread]
rethreader n
hread 91111111111111111111111 Английский словарь - полный и несокращенный, 12-е издание, 2014 г. © HarperCollins Publishers 1991, 1994, 1998, 2000, 2003, 2006, 2007, 2009, 2011, 2014
thread
(θrɛd)n.
1. тонкий шнур из льна, хлопка или другого волокнистого материала, вытянутый до значительной длины, в особенности. когда он состоит из двух или более нитей, скрученных вместе.
2. скрученные нити или волокна любого вида, используемые для шитья.
3. (свободная) пряжа или кусок пряжи, используемый для ткачества или вязания.
4. нить или волокно из стекла или другого пластичного материала.
6. нечто, имеющее тонкость нити в виде тонкой непрерывной струи жидкости, тонкой цветной линии или тонкого пласта руды.
7. винтовой гребень винта.
8. то, что проходит через весь ход вещи, соединяя последовательные части: я потерял нить истории.
9. Компьютеры. серия сообщений в группе новостей, посвященных той же теме.
10. ход жизни, который, согласно легенде, вращается, измеряется и сокращается Судьбой.
11. нитей, Slang. одежда.
в.т.12. пропустить конец нити через ушко иглы.
13. для закрепления (бус, жемчуга и т. Д.) На продетой нити; нить.
14. пропускать (изолента, пленка и т. Д.) Через узкое отверстие или в него.
15. для переплетения или украшения нитками: шелк с золотой нитью.
16. проходить непрерывно на протяжении всего курса; проникать.
17. проложить (свой путь) мимо или вокруг препятствий или через проход: Он пробивался сквозь толпу.
18. для создания резьбы на или в (болт, отверстие и т. Д.).
19. для размещения и расположения ниток, пряжи и т. Д. На (швейной машине, ткацком станке, текстильной машине и т. Д.)).
в.и.20. пробиваться.
21. двигаться нитевидным курсом; ветер или шпагат.
22. (кипящего сиропа) для образования тонкой нити при наливании из ложки.
[до 900; (сущ.) Среднеанглийский thread, Древнеанглийский thr19d, ок. Старосаксонский thrād, Древневерхненемецкий drāt, Древнескандинавский thrathr; похоже на бросок]Random House Словарь колледжа Кернермана Вебстера, © 2010 K Dictionaries Ltd.Авторские права 2005, 1997, 1991, Random House, Inc. Все права защищены.
Тема (и)
строка или строка, которая связывает вместе фактические предметы, эпизоды или мысли, вместе , и несет в себе тему.Примеры : нить наших бедных человеческих дел; аргументации, 1774 г .; удобств, 1719 г .; истории, 1736 г .; восхитительной мелодии, 1879 г .; терпения, 1670; дождя, 1593 г .; песка, 1674 г .; истины, 1836 г .; его многословия, 1588.
Словарь собирательных существительных и групповых терминов.Copyright 2008 The Gale Group, Inc. Все права защищены.
Нить для бровей: что нужно знать
В отличие от других тенденций в области красоты, создание нитей для бровей не было специально разработано для социальных сетей (хотя видео с нитями для бровей действительно имеют качество, подобное ASMR). Это салонная процедура для удаления лишних волосков над и под вашей естественной формой бровей. Результаты точно такие же, как на красной ковровой дорожке, без боли от микроблейдинга или воска.
Если вы ищете новый способ ухода за бровями и изменения формы бровей, вам следует подобрать нитку для бровей.И хотя самодельная резьба набирает обороты (прочтите это перед попыткой!), Нет ничего, что могло бы сравниться с профессиональным лечением. Вот что вам нужно знать перед тем, как записаться на первую встречу, о чем вам не скажет прокрутка в Instagram.
The Treatment
Нить для бровей существует гораздо дольше, чем можно было бы подумать о недавнем росте популярности лечения. Эта техника веками использовалась в некоторых частях Азии для удаления нежелательных волосков на бровях.
«Нить - это древняя техника удаления волос, которая использовалась веками и идеально подходит для удаления волос на небольших участках, таких как брови, верхняя губа и боковые стороны лица», - объясняет Амбрин Шейх, основатель Wink Brow Bar в Нью-Йорке. .«Скрученная хлопковая нить используется, чтобы аккуратно выдергивать волосы из фолликула», - объясняет Шейх. Более конкретно: «Техник скручивает нить в петлю, а затем лассирует ее, многократно скручивая петлю и продевая волосы в направлении, противоположном направлению роста ваших волос. Затем нить слегка вытягивают, чтобы аккуратно удалить волосы из фолликула. . " Это может показаться утомительным, но с опытным наведением бровей вы можете рассчитывать, что будете входить и выходить из салона в течение получаса (или меньше).
Росдиана ЧараволоGetty Images
Болезненно ли заправка резьбы?
Вырывание волос из фолликула звучит более болезненно, чем на самом деле. Нить для бровей широко считается самой щадящей формой ухода за бровями, потому что она вытягивает только волоски на бровях. Читайте: кожа вокруг бровей не будет растягиваться или покалываться, как при восковой эпиляции или микроблейдинге. «Существует определенный дискомфорт, к которому вы должны привыкнуть, и большинство людей думают, что верхняя часть брови менее чувствительна, чем нижняя часть», - объясняет Шейх, добавляя, что одним из преимуществ использования нитей является то, что они полностью бесплатны. .«Большинство людей, которым нравится нарезание нитей, считают, что дискомфорт того стоит, учитывая естественный, органичный процесс».
Результаты
Если вам нужны четкие, выразительные брови, вы обратились по адресу. Перемещая волосы от волос к волосам, нарезание бровей обеспечивает точные результаты независимо от длины волос. «Это означает, что вы можете дольше проводить между приемами с более чистыми бровями», - говорит Шейх. Точная продолжительность формирования варьируется от человека к человеку, но «В Wink Brow Bar мы любим цитировать от 2 до 4 недель», - говорит Шейх.Кроме того, добавляет она, чем дольше вы ведете нить, тем дольше вы сможете добавлять в свой календарь. "Если вы регулярно заправляете нить, волосы начинают расти в одном и том же цикле, и это длится дольше. Кроме того, волосы снова начнут расти редкими и тонкими после повторной заправки нити, потому что волосы выдергиваются у корня, который в результате этого процесса ослабляется, поэтому он по мере того, как вы продолжаете, становится все менее и менее болезненным и более быстрым », - объясняет Шейх.
Помимо преимуществ, есть некоторые побочные эффекты, за которыми вы можете следить.Все это натягивание волосяных фолликулов может привести к покраснению вокруг бровей после процедуры; чувствительные лица также могут иметь легкое раздражение. В таком случае попросите своего стилиста принести охлаждающий гель, например алоэ вера, чтобы успокоить кожу.
Стоимость
Назначения нарезки бровей сопоставимы с восковой эпиляцией. В зависимости от салона, который вы посещаете, и расценок в вашем районе, вы можете рассчитывать заплатить от 10 до 40 долларов за услугу - небольшую цену за сверхточные брови.
Этот контент создается и поддерживается третьей стороной и импортируется на эту страницу, чтобы помочь пользователям указать свои адреса электронной почты. Вы можете найти больше информации об этом и подобном контенте на сайте piano.io.
Нити для бровей: все, что нужно знать о технике коррекции бровей
Если вы привыкли к более сохранному виду бровей или нуждаетесь в дополнительной обработке в области дуги, нить для бровей - отличный естественный вариант удаления волос. .Брови зародились в Азии много веков назад. Это простой процесс, который часто считается одним из самых безболезненных (и наименее инвазивных) способов придания формы бровям. Но если вы когда-либо видели это в действии и задавались вопросом, как один кусок нити (зажатый во рту практикующего) может трансформировать арки за считанные минуты, позвольте нам объяснить.
Что такое заправка бровей?По словам Шобха Туммала, основателя салона эпиляции Шобха, процесс заправки нити довольно прост и обычно состоит из одного куска хлопковой нити.После протирания области бровей спиртом, нить «скручивают и протягивают вдоль участков нежелательных волос, действуя как мини-лассо, поднимая волосы прямо от корня без использования каких-либо химикатов или ненужных усилий на нежной коже», - сказала она. объясняет.
Один из наиболее распространенных методов заправки нити - это длинная нить хлопчатобумажной нити, удерживаемая на одном конце рта, - говорит Ниташа Дахия, владелец компании Dupont Threading в Вашингтоне, округ Колумбия. кожа, чтобы индивидуально выщипывать корни нежелательных волос », - говорит она.Хотя существует множество различных методов нарезания нитей, Дахия говорит, что это наиболее распространенный метод.
Другие методы включают использование цепочки вместо рта для удержания нити или «метод бабочки», при котором завязанная нить скручивается и протягивается двумя пальцами на каждой руке, говорит Дахия. Клиенты обычно сидят в кресле с откидывающейся спинкой и просят натянуть кожу вокруг бровей, что делает эту область более доступной и часто также снижает дискомфорт.
Преимущества удаления волос нитью для бровейВ отличие от восковой эпиляции, пинцета или лазера, нить считается одним из самых безопасных и точных методов удаления волос, особенно в деликатных областях вокруг глаз. «Заправка нитей позволяет нашим специалистам лучше контролировать, какие волоски удаляются», - говорит Туммала. Эта техника также является «100% натуральной», что означает, что во время процедуры не используются искусственные воски, химические вещества или инвазивные методы.