Нарезать резьбу плашкой таблица
Простым и надежным способом крепления неподвижно-разъемных соединений различных деталей являются резьбовые соединения болтами, винтами и шпильками.
Для нарезания резьбы на них применяют две системы резьб: метрическую, в которой шаг и диаметр резьбы измеряются в миллиметрах, и дюймовую, в которой определяют число резьбовых ниток в 1″ длины нарезанного стержня с диаметром, обозначенным в дюймах.
При нарезании резьбы ручным способом самым распространенным инструментом являются круглые плашки (лерки), которые делят на цельные и разрезные. С помощью цельных плашек можно получить резьбу только одного диаметра. Разрезные плашки дают возможность регулировать диаметр нарезаемой резьбы в небольших пределах (0,1—0,3 мм).
При нарезании наружной резьбы необходимо правильно выбрать диаметр нарезаемого стержня. Если диаметр стержня будет мал, то резьба получится неполной, прочность резьбового соединения станет меньшей. Если диаметр стержня будет больше, чем следует, то работать плашкой будет трудно в связи с тем, что при нарезании резьбы диаметр стержня увеличивается за счет деформации металла.
Таблица 5. Диаметр стержней под резьбу при нарезании плашками
Большое трение, возникающее при нарезании резьбы, приводит к сильному нагреву инструмента и притуплению режущих кромок.
Для уменьшения трения, а также для получения резьбы низкой шероховатости применяют следующие смазочные материалы: для стали — вареное масло; для чугуна и алюминия — керосин; для меди — скипидар. Нарезание резьбы на чугунных и бронзовых заготовках можно производить «всухую».
Учебное задание 1 состоит в прогонке неполной резьбы на болтах.
Последовательность выполнения задания заключается в следующем.
1. Подготовка к прогонке резьбы. Штангенциркулем измеряют наружный диаметр резьбы и определяют систему резьбы и шаг резьбомером.
При подборе цельных круглых плашек по установленным данным проверяют шероховатость их резьбовых канавок, обращают внимание на остроту и исправность режущих кромок. Нельзя применять плашки с выщербинами или забоинами на резьбовых нитках.
Нельзя применять плашки с выщербинами или забоинами на резьбовых нитках.
Плашкодержатель должен соответствовать круглой плашке. Ее устанавливают в плашкодержателе клеймением вверх, закрепляют специальными винтами 1—3 и 5 (рис. 187, а). Винт 4 служит для регулирования разжима в разрезной плашке. После того как болт вертикально закреплен в тисках, на болт и плашку кисточкой наносят соответствующий смазочный материал.
Рис. 187. Нарезание наружной резьбы круглыми плашками:
а – прием установки круглой плашки на стержень и начало нарезания резьбы; б – нарезание резьбы круглыми плашками; в – цельная плашка; г – разрезная плашка
2. Прием прогонки резьбы. Плашку с плашкодержателем накладывают на конец стержня болта так, чтобы имеющаяся на плашке маркировка находилась наверху, а плоскость плашки была перпендикулярной оси болта, затем стараются ввести плашку в нитку болта, слегка повертывают ее (рис. 187, а). После того как плашка вошла в нитку болта, плашкодержатель с плашкой поворачивают на 1/2 оборота по ходу резьбы и на 1/4 оборота в обратную сторону.
Такие движения совершают до тех пор, пока не выполнят прогонку по всей длине резьбы. При работе цельными плашками резьбу полного профиля получают с одного прохода.
После окончания обработки плашку свинчивают с болтов и протирают резьбу плашки чистой тряпкой.
Нарезаемую резьбу проверяют гайкой, которая должна вращаться свободно при очень небольшом усилии. Слишком свободная посадка гайки (с качкой) недопустима,
Учебное задание 2 состоит в нарезании на болтах (шпильках) метрической или дюймовой резьбы круглыми плашками.
1. По чертежу определяют диаметр, систему резьбы и длину нарезаемой части. Используя табл. 6, штангенциркулем проверяют диаметр обрабатываемого стержня.
Для того чтобы режущие кромки плашки не изнашивались, поверхность стержня под резьбу должна быть чистой без окалины и ржавчины. На конце стержня обязательно должна быть предусмотрена фаска, ширина которой немного больше высоты нитки резьбы.
На стержне отмечают длину нарезаемой части.
По заданной резьбе подбирают две круглые плашки (разрезную и цельную). Разрезную плашку устанавливают так, чтобы ее трехгранный паз (рис. 187, г) находился напротив винта 4.
Плашку закрепляют винтами 1 и 2, а остальными винтами регулируют ее размеры. Завинчивая винт 4, регулируют разжим, а ввертывая винты 3 и 5 сжимают плашку. Для выполнения учебного задания плашку укрепляют так, чтобы она не была сжата, а имела наибольший диаметр. Стержень вертикально закрепляют в тисках и смазывают.
2. Прием нарезания резьбы. Плашку накладывают на нарезаемый конец стержня так, чтобы ее плоскость была перпендикулярна стержню. Затем правой рукой нажимают на плашку, а левой поворачивают плашкодержатель до тех пор, пока плашка не врежется в стержень (рис. 187, а). Во время врезания необходимо строго следить за горизонтальным расположением плоскости плашки. Как только плашка врежется в стержень, нажим прекращают и начинают вращать плашкодержатель по часовой стрелке (на 1/2 оборота в одну сторону и на 1/4 оборота в другую). Плашка сама «пойдет» по направлению резьбы.
Плашка сама «пойдет» по направлению резьбы.
Выполнив один проход, обратным вращением снимают плашку со стержня и проверяют размер резьбы по гайке. Убедившись, что гайка еще не навертывается, винтами 3 и 5 сжимают плашку на меньший диаметр. Повторяя переменные вращения плашки, выполняют второй проход по нарезанию резьбы. Плашку свинчивают и снимают со стержня.
Затем из плашкодержателя вынимают разрезную плашку и вместо нее устанавливают и закрепляют калибрующую цельную плашку (рис. 187, в). Ее накладывают на конец стержня и навертывают таким образом, чтобы зубья плашки вошли в резьбу стержня примерно на одну-две нитки.
Вращая цельную плашку попеременно в ту и другую сторону, калибруют резьбу до конца нарезки, а затем свинчивают и снимают плашку со стержня. Резьбу протирают чистой тряпкой и проверяют калибром-кольцом.
Выполнив задание, плашку вынимают из плашкодержателя, протирают инструмент чистой тряпкой или ветошью, смывают смазочный материал и кладут инструмент на место.
Метчик – инструмент, с помощью которого можно быстро и точно нарезать резьбу в подготовленном отверстии. Это стержень, разделенный на рабочую часть и хвостовик. Хвостовик служит для фиксации в воротке или патроне станка. Удаление стружки обеспечивают продольные или винтовые канавки, находящиеся на режущей части. Для изготовления этого инструмента используют углеродистые или быстрорежущие стали. Чтобы качественно нарезать внутреннюю резьбу, необходимо знать, как правильно выбрать метчик и подготовить отверстие.
Разновидности инструмента
Подходящий инструмент выбирают, в зависимости от особенностей обрабатываемого материала, требуемой производительности и других параметров. С помощью метчиков разных типов можно нарезать метрическую или дюймовую внутреннюю резьбу с цилиндрическим или коническим профилем.
По способу ведения процесса различают модели:
- Проходные (универсальные). Их рабочая часть состоит из трех зон. Первая выполняет черновую нарезку, вторая – промежуточную, третья – чистовую.

- Комплектные. Для выполнения полного комплекса работ используют несколько инструментов – для черновой, промежуточной и чистовой нарезки. Комплекты состоят из трех метчиков, реже – из двух (для черновой и чистовой обработки). Для обработки особо прочных металлов используют комплекты с 5 инструментами.

Инструмент изготавливают двух типов: для обработки отверстия вручную или с помощью металлорежущего оборудования.
- Машинно-ручной. Имеет квадратный хвостовик. Работает в комплекте с держателем с двумя ручками – воротком.
- Машинный
Для нарезки резьбы в непроходных и сквозных отверстиях применяют метчики разных конструкций:
- Для непроходных отверстий используют комплектный инструмент без конусного кончика. Работа обычно выполняется воротком.
- В сквозных отверстиях резьбу изготавливают метчиками с конусообразным кончиком. Чаще всего это разновидности инструмента универсального типа.
 Чаще всего это разновидности инструмента универсального типа.
Чаще всего это разновидности инструмента универсального типа.Каналы для отведения стружки имеют различные формы: прямую, винтовую, укороченную.
Для обработки материалов невысокой твердости подходят стружкоотводящие каналы любых форм. Чтобы метчиком нарезать резьбу в материалах высокой твердости, таких как нержавеющая и жаропрочная стали, применяют только инструмент, в котором режущие сегменты имеют шахматное расположение.
Как правильно определить диаметр отверстия?
Перед тем как нарезать резьбу, изготавливают отверстие, диаметр которого определяют по стандартизированным таблицам. Если подготовить отверстие, сечение которого меньше рекомендованной величины, инструмент выйдет из строя, если больше – результат будет некачественным.
Таблица соответствия метрических резьб и диаметров отверстий для них
| Обозначение резьбы | Диаметр, мм | Обозначение резьбы | Диаметр, мм | Обозначение резьбы | Диаметр, мм |
| М 2 | 1,6 | М 8 | 6,7 | М 22 | 19,4 |
М 2. 2 2 | 1,75 | М 9 | 7,7 | М 24 | 20,9 |
| М 2.5 | 2,05 | М 10 | 8,5 | М 27 | 23,9 |
| М 3 | 2,5 | М 11 | 9,5 | М 30 | 26,4 |
| М 3.5 | 2,9 | М 12 | 10,2 | М 33 | 29,4 |
| М 4 | 3,3 | М 14 | 12,0 | 31,9 | |
| М 5 | 4,2 | М 16 | 14,0 | М 39 | |
| М 6 | 5,0 | М 18 | 15,4 | М 42 | 37,4 |
| М 7 | 6,0 | М 20 | 17,4 | М 45 | 40,4 |
Таблица соответствия дюймовых резьб и диаметров отверстий для них
| Размер резьбы, дюймы | Диаметр, мм | Размер резьбы, дюймы | Диаметр, мм |
| 1/8 | 8,8 | 7/8 | 28,1 |
| 1/4 | 11,7 | 1 | 30,5 |
| 3/8 | 15,2 | 1 1/8 | 35,2 |
| 1/2 | 18,9 | 1 1/4 | 39,2 |
| 5/8 | 20,7 | 1 3/8 | 41,6 |
| 3/4 | 24,3 | 45,2 |
Этапы нарезания резьбы машинно-ручным метчиком
Порядок производства работ:
- Первый шаг – разметка в соответствии с чертежами.
- По отметкам производят кернение остро заточенным керном.
- Сверлят со средним нажимом на невысоких оборотах. Дрель должна находиться под прямым углом к поверхности. Перед началом работ сверло смазывают. Если глубина отверстия большая, то смазывание производят не только перед началом, но и во время работы. Глубина глухого отверстия должна быть несколько больше, чем нарезаемая длина. При отсутствии запаса резьба может получиться неполной.
- Повысить качество результата позволяет обработка зенкером, которая уменьшает конусность и обеспечивает параллельность боковых поверхностей.
- Метчик закрепляют в воротке, кончик его смазывают и вставляют в отверстие строго под прямым углом к поверхности. Делают первый оборот, несильно нажимая сверху на вороток. После первого оборота вперед следует сделать половину оборота назад для удаления стружки. Особую осторожность соблюдают при использовании универсального инструмента – он хрупкий и его легко повредить. Проще работать с комплектными моделями.


Полезные советы
- Чтобы правильно нарезать резьбу в металлах с низкой твердостью и высокой вязкостью, таких как алюминий, сплавы на его основе, медь, баббиты, метчик рекомендуется периодически вынимать для очистки каналов от налипшей стружки.
- При использовании комплектных моделей следует использовать полный набор. Пропуск чернового инструмента не ускоряет, а замедляет нарезание. Такое нарушение технологии приводит к снижению качества результата, а иногда и к выходу метчика из строя.
- Для предотвращения перекоса метчика через 2-3 нити проверяют вертикальность его положения с помощью угольника. Такая предосторожность особенно актуальна для глухих и мелких отверстий.
Процесс необходимо вести с применением жидкостей, предназначенных для смазки и охлаждения:
- в стальных элементах применяют эмульсии, льняное масло, олифу;
- в изделиях из алюминия и его сплавов – керосин;
- при обработке меди – скипидар.
Нарезать резьбу в деталях из чугуна или бронзы можно без применения смазки.
- Как нарезать резьбу плашкой
- Как нарезать резьбу на трубе
- Как точить на токарном станке
- – деталь;
- – плашка;
- – вороток;
- – машинное масло.
Содержание статьи
Выбор заготовки для нарезания резьбы
Диаметр прутка или отверстия для нарезания резьбы не равен номинальному значению готового изделия. При нарезании наружной резьбы выбирают пруток, имеющий диаметр на несколько сотых долей миллиметра меньший, чем толщина готового изделия. Это связано с тем, что при снятии стружки металл частично выдавливается наружу, полностью заполняя резьбовой профиль плашки. Для нарезания внутренней резьбы отверстие также делается с небольшим припуском в меньшую сторону. Точные значения диаметров заготовок для нарезания метрической резьбы указаны в ГОСТ 19257-73.
Если для сверления отверстий с неточным значением диаметра используются сверла соответствующего размера, то подходящий для нарезания наружной резьбы пруток найти довольно проблематично. Эту проблему можно решить предварительным стачиванием прутка стандартной толщины. Для этого изделие зажимают в патрон дрели и обрабатывают наждачной бумагой равномерно по всей длине, периодически делая замеры штангенциркулем.
Эту проблему можно решить предварительным стачиванием прутка стандартной толщины. Для этого изделие зажимают в патрон дрели и обрабатывают наждачной бумагой равномерно по всей длине, периодически делая замеры штангенциркулем.
Нарезание наружной резьбы
Перед нарезанием резьбы на прутке необходимо отметить глубину нарезки и зажать его вертикально в тиски. Поверхность следует обильно смазать машинным маслом или литолом. Плашка соответствующего размера устанавливается в держатель. Начинать нарезку резьбы следует стартовой стороной плашки. Она имеет постепенно увеличивающуюся глубину режущих кромок, в то время как на тыльной стороне плашки эти кромки полностью уменьшаются за полтора витка. Плашку нужно надеть на пруток и произвести зарезку до появления повышенного сопротивления металла. При этом рукоятки держателя должны быть строго перпендикулярны обрабатываемой детали. После зарезки плашку нужно вернуть на треть оборота назад, после чего можно начинать полное нарезание резьбы медленным поворотом рукояток держателя.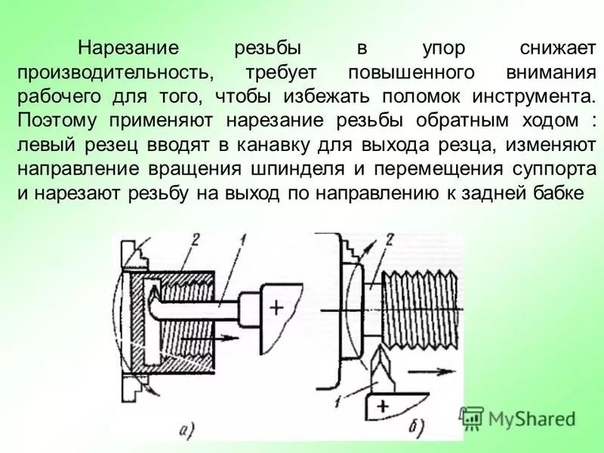 Нарезанную резьбу слегка обрабатывают тонкой наждачной бумагой и очищают мелкой металлической щеткой.
Нарезанную резьбу слегка обрабатывают тонкой наждачной бумагой и очищают мелкой металлической щеткой.
Нарезание резьбы плашками и метчиками – пошаговая инструкция
Часто во время выполнения домашнего ремонта возникает необходимость сделать резьбу — наружную или внутреннюю. Чтобы не привлекать к этому специалистов, а выполнить самостоятельно – нужно приобрести специальный инструмент. Для нарезания плашками и метчиками не потребуется особых навыков или умений. Достаточно знать их виды и технические параметры.
Немного об особенностях инструмента
На первом этапе следует определиться с типом резьбы. Она разделяется на 2 основные вида: метрическая и дюймовая. Чаще всего используется первая с левым направлением. Чтобы не замерять расстояние между канавками, узнать тип можно по форме. Метрическая резьба в сечении представляет собой равносторонний треугольник, а дюймовая – равнобедренный.
Виды резьбы
В каких изделиях используется определенный тип резьбы? В крепежных изделиях используется метрический вид, а в водопроводах – дюймовый. Помимо этого нужно учитывать следующие факторы, влияющие на проведение процесса нарезания соединительных элементов.
Помимо этого нужно учитывать следующие факторы, влияющие на проведение процесса нарезания соединительных элементов.
- Если резьба предназначена для соединения с уже готовой деталью – ее геометрические размеры должны быть соответствующими.
- При изготовлении крепежных узлов полностью — рекомендовано использовать метрический тип.
- Диаметр заготовки должен отличаться от размера резьбы. Для наружной – в меньшую сторону, для внутренней – в большую.
Самостоятельное нарезание резьбовых соединений выполняется с помощью плашек и метчиков. Они изготавливаются из высокопрочной стали с нормированным размером рабочего тела.
Наружная
Плашка представляет собой гайку с внутренними прорезями и наружными фиксаторами для поворота инструмента. Она может быть различной формы — круглой, квадратной или шестиугольной. Если работа проводится в домашних условиях – понадобятся тиски для фиксации детали.
Плашкодержатель и плашки
Перед выполнением работы главное – правильно подобрать диаметр заготовки. Он должен быть на 0,2-0,3 мм меньше, чем размер будущей резьбы. Для метрической можно воспользоваться данными из таблицы.
Он должен быть на 0,2-0,3 мм меньше, чем размер будущей резьбы. Для метрической можно воспользоваться данными из таблицы.
Заготовку следует предварительно подготовить. Если ее сечение не представляет собой круг – нужно выполнить обточку. Затем на торцевой части снимается конусная фаска для наметки первого витка резьбы.
Далее нужно следовать точно по инструкции:
- Закрепив заготовку в тисках, проверяется правильность ее расположения.
- Установка плашки в плашкодержатель. Ее поверхность должна находиться в одной плоскости с поверхностью торца заготовки.
- Первый виток выполняется с небольшим усилием. Важно выполнять повороты в правильном направлении.
- Дойдя до нижней границы – плашку нужно проворачивать в обратном направлении.
Нарезание наружной резьбы
Одного такого прохода будет недостаточно для формирования резьбы с хорошей геометрией. Рекомендуется повторить процедуру 3-4 раза, пока плашка не будет свободно закручиваться на заготовку. Для проверки качества следует закрутить гайку соответствующего диаметра. Если будет наблюдаться усилие – можно обработать наружную часть заготовки наждачной бумагой мелкой зернистости.
Для проверки качества следует закрутить гайку соответствующего диаметра. Если будет наблюдаться усилие – можно обработать наружную часть заготовки наждачной бумагой мелкой зернистости.
Внутренняя
Для формирования внутренней резьбы необходимо использовать метчики. Они представляют собой цилиндр с наружной насечкой. Если необходима обработка небольших деталей, диаметром до 20 мм – можно использовать ручной вид метчика. Для больших размеров необходима механическая обработка с использованием станка.
Работа с метчиком
Лучше всего использовать полный комплект метчиков. Он включает в себя три детали, которые предназначены для чернового, промежуточного и окончательного формирования резьбовых отверстий. Если в домашнем наборе есть дрель — рекомендуется приобретать метчики с хвостовым креплением.
Заготовку следует зафиксировать. Если это крупногабаритная деталь – это можно сделать с помощью струбцин. Для небольших изделий используют тиски. Закрепив деталь, проверяется ее расположение относительно метчика. Ось последнего должна быть строго перпендикулярна плоскости заготовки. Первый проход будет делаться с большим усилием. Не нужно забывать, что для этого нужно использовать метчик для грубой обработки. Сформировав первичную резьбу, применяется метчик для промежуточной. И только после него можно приступать к окончательной обработке.
Ось последнего должна быть строго перпендикулярна плоскости заготовки. Первый проход будет делаться с большим усилием. Не нужно забывать, что для этого нужно использовать метчик для грубой обработки. Сформировав первичную резьбу, применяется метчик для промежуточной. И только после него можно приступать к окончательной обработке.
Для уменьшения трения специалисты используют солидол или аналогичное ему средство. Таким образом можно избежать механического повреждения детали. Сформировавшаяся резьба должна иметь одинаковую геометрию по всей протяженности. В противном случае возможна потеря прочности соединения.
Нарезание резьбы плашками и метчиками
Обработка резьбовых поверхностей
Нарезание резьбы плашками и метчиками
Для нарезания наружной резьбы на винтах, болтах,
шпильках и других деталях применяются плашки.
Участок детали, на котором необходимо нарезать резьбу плашкой,
предварительно обрабатывают. Диаметр обработанной поверхности должен быть
несколько меньше наружного диаметра резьбы. Для метрической резьбы
диаметром 6-10 мм эта разница составляет 0,1-0,2мм; диаметром
11-18мм — 0,12-0,24 мм; диаметром 20-30мм — 0,14-0,28 мм. Для образования
захода резьбы на торце детали необходимо снять фаску, соответствующую
высоте профиля резьбы. Плашку устанавливают в плашкодержатель (патрон),
который закрепляют в пиноли задней бабки или в гнезде револьверной головки.
Скорость резания при нарезании резьбы плашками
υ=3-4 м/мин для стальных заготовок;
υ=2-3 м/мин для чугунных заготовок и
υ=10-15 м/мин для латунных заготовок. цена пеноблока 200х300х600 за штуку здесь
Диаметр обработанной поверхности должен быть
несколько меньше наружного диаметра резьбы. Для метрической резьбы
диаметром 6-10 мм эта разница составляет 0,1-0,2мм; диаметром
11-18мм — 0,12-0,24 мм; диаметром 20-30мм — 0,14-0,28 мм. Для образования
захода резьбы на торце детали необходимо снять фаску, соответствующую
высоте профиля резьбы. Плашку устанавливают в плашкодержатель (патрон),
который закрепляют в пиноли задней бабки или в гнезде револьверной головки.
Скорость резания при нарезании резьбы плашками
υ=3-4 м/мин для стальных заготовок;
υ=2-3 м/мин для чугунных заготовок и
υ=10-15 м/мин для латунных заготовок. цена пеноблока 200х300х600 за штуку здесь
Внутренние метрические резьбы диаметром до 50 мм часто
нарезают метчиками. Обычно на токарном станке применяют машинные метчики,
что позволяет нарезать резьбу за один проход. Для нарезания резьбы в
деталях из твердых и вязких материалов применяют комплекты, состоящие из
двух или трех метчиков. В комплекте из двух метчиков первый (черновой)
выполняет 75% всей работы, а второй (чистовой) доводит резьбу до требуемого
размера. В комплекте из трех метчиков первый (черновой) выполняет 60%,
средний (получистовой) — 30% и третий (чистовой) — 10% всей работы.
Метчики в комплекте различают по заборной части, наибольшая длина которой
у чернового метчика. В отверстиях с прерывистой поверхностью (с пазом,
канавкой) резьбу нарезают метчиками с числом канавок, не кратным числу
пазов на обрабатываемой поверхности. Для этой же цели и для нарезания
отверстий длиной более двух диаметров применяют метчики с винтовыми
канавками, рисунок внизу — а). Направление винтовой канавки метчика должно
быть таким же, как и у нарезаемой резьбы (правая канавка для правой резьбы,
левая — для левой). Для нарезания в пластичных материалах коротких сквозных
метрических резьб (диаметром 1,5-8 мм) и длиной до двух диаметров применяют
бесканавочные метчики, рисунок внизу — б), которые обладают большей прочностью,
чем обычные, и обеспечивают более высокое качество резьбы.
В комплекте из двух метчиков первый (черновой)
выполняет 75% всей работы, а второй (чистовой) доводит резьбу до требуемого
размера. В комплекте из трех метчиков первый (черновой) выполняет 60%,
средний (получистовой) — 30% и третий (чистовой) — 10% всей работы.
Метчики в комплекте различают по заборной части, наибольшая длина которой
у чернового метчика. В отверстиях с прерывистой поверхностью (с пазом,
канавкой) резьбу нарезают метчиками с числом канавок, не кратным числу
пазов на обрабатываемой поверхности. Для этой же цели и для нарезания
отверстий длиной более двух диаметров применяют метчики с винтовыми
канавками, рисунок внизу — а). Направление винтовой канавки метчика должно
быть таким же, как и у нарезаемой резьбы (правая канавка для правой резьбы,
левая — для левой). Для нарезания в пластичных материалах коротких сквозных
метрических резьб (диаметром 1,5-8 мм) и длиной до двух диаметров применяют
бесканавочные метчики, рисунок внизу — б), которые обладают большей прочностью,
чем обычные, и обеспечивают более высокое качество резьбы. При нарезании
коротких сквозных резьб в деталях из вязких материалов применяют метчики
с расположением зубьев в шахматном порядке, рисунок внизу — в). Преимущество
таких метчиков заключается в том, что в процессе их работы снижается трение,
улучшается процесс стружкообразования и облегчается подвод
смазочно-охлаждающей жидкости. При установке метчика в револьверную головку
на его хвостовик надевают и закрепляют винтом кольцо, вместе с которым
метчик устанавливают в патрон для плашек и закрепляют, как плашку.
Скорость резания при нарезании резьбы метчиками
υ=5-12 м/мин для стальных заготовок;
υ=6-22 м/мин для чугунных, бронзовых и
алюминиевых заготовок. Нарезание резьбы производят с охлаждением эмульсией
или маслом. носки оптом иваново на umex.ru/chulochno-nosochnye-izdeliya/noski
При нарезании
коротких сквозных резьб в деталях из вязких материалов применяют метчики
с расположением зубьев в шахматном порядке, рисунок внизу — в). Преимущество
таких метчиков заключается в том, что в процессе их работы снижается трение,
улучшается процесс стружкообразования и облегчается подвод
смазочно-охлаждающей жидкости. При установке метчика в револьверную головку
на его хвостовик надевают и закрепляют винтом кольцо, вместе с которым
метчик устанавливают в патрон для плашек и закрепляют, как плашку.
Скорость резания при нарезании резьбы метчиками
υ=5-12 м/мин для стальных заготовок;
υ=6-22 м/мин для чугунных, бронзовых и
алюминиевых заготовок. Нарезание резьбы производят с охлаждением эмульсией
или маслом. носки оптом иваново на umex.ru/chulochno-nosochnye-izdeliya/noski
Нарезание резьбы плашками — Энциклопедия по машиностроению XXL
В зависимости от условий и характера производства выполнение резьбы может осуществляться различными способами и инструментами. Для изготовления большинства стандартных резьб широко применяется нарезание резьбы плашками и метчиками.
[c.155]
Для изготовления большинства стандартных резьб широко применяется нарезание резьбы плашками и метчиками.
[c.155]Рабочая (режущая) поверхность плашки имеет коническую заборную часть (фаску) и цилиндрическую калибрующую часть, обеспечивающую нарезание резьбы необходимого размера. В результате наличия заборной части на нарезаемом стержне в конце резьбы остается участок длиной / с постепенно уменьшающимся по высоте профилем (рис. 292, в). Этот участок с неполной резьбой называется бегом резьбы. Резьба полного профиля, определяемая калибрующей частью плашки, заканчивается на стержне там, где начинается сбег резьбы. В случае, когда нарезаемая часть стержня ограничивается какой-либо опорной поверхностью (буртиком, головкой, заплечиком и т.п.), при нарезании резьбы плашка (во избежание поломки) обычно не доводится до упора в эту поверхность. При этом на стержне остается участок, называемый не-доводом резьбы. Участок стержня j, включающий в себя сбег и недовод, называется недорезом резьбы. [c.155]
[c.155]
Нарезание резьбы плашками и самораскрывающимися резьбонарезными головками [c.242]
Основное время при нарезании резьбы плашками определяется по формуле [c.243]
Нарезание резьбы плашками и резьбонарезными головками выполняют на револьверных, токарных и болторезных станках, а также на токарно-револьверных автоматах. В серийном и мелкосерийном производствах нарезают резьбы плашками при требованиях точности к резьбе не выше 7-й степени. В серийном и массовом производствах резьбы нарезают резьбонарезными головками, обеспечиваюш,ими повышение производительности в 2. … .. 4 раза по сравнению с нарезанием плашками, и повышение точности резьбы до 6-й степени. [c.174]
НАРЕЗАНИЕ РЕЗЬБЫ ПЛАШКАМИ [c.534]
Нарезание резьбы плашкой — 0 0 0 п [c.145]
Размеры заготовок (стержней), обточенных под нарезание резьб плашками, в мм [c.217]Резьбу нарезают плашкой, метчиком или резцом, заточенным в соответствии с профилем резьбы. При нарезании резьб плашками (наружная резьба) на нарезаемом стержне в конце резьбы образуется участок с постепенно уменьшающимся по высоте профилем. Этот участок с неполноценной резьбой называется сбегом резьбы. При нарезании резьбы метчиком (внутренняя резьба, рис. 20) в заранее просверленном глухом (несквозном) отверстии с коническим углублением в конце, остающимся от сверла и составляющим угол 120°, метчик во избежание поломки не доводят до упора в дно отверстия, т. е. получается недовод резьбы. Участок, включающий в себе сбег и недовод, называют недорезом резьбы. Сбег резьбы показан в увеличенном масштабе на рис. 21, а. На чертеже резьбу, как правило, изображают без сбега, но если его необходимо показать, изображение выполняют сплошной тонкой прямой линией, а размер длины резьбы со сбегом указывают по примеру рис. 21, б — для стержня, рис. 21, в — для отверстия. [c.150]
Нарезание резьбы плашками и метчиками. Для нарезания наружной резьбы на винтах, болтах, шпильках и других деталях применяют плашки. Участок детали, на котором необходимо нарезать резьбу плашкой, предварительно обрабатывают. Диаметр обработанной поверхности должен быть несколько меньше наружного диаметра резьбы. Для метрической резьбы диаметром [c.174]
Плашку устанавливают в плашкодержатель (патрон), который закрепляют в пиноли задней бабки или гнезде револьверной головки. Скорость резания v при нарезании резьбы плашками для стальных заготовок 3…4 м/мин, для чугунных — 2…3 м/мин и для латунных — 10… 15 м/мин. [c.174]
Припуск при нарезании резьбы плашками равен разности между наружным диаметром стержня, подготовленного под резьбу (см. табл. 6.3 и 6.4), и внутренним диаметром резьбы припуск снимается плашкой за один проход. Диаметры стержней под накатывание приведены в табл. 6.9. [c.252]
Нарезание резьб плашками и метчиками. При нарезании резьбы метчиками и плашками обработку ведут с охлаждением. Скорости резания выбираются в зависимости от обрабатываемого материала. При работе плашками для стали скорости резания составляют [c.266]
Для примера рассмотрим следующие циклы G12 и G13 (обтачивание радиусов по часовой и против часовой стрелки соответственно задаются координаты начала и конца дуги и ее радиус) G77 (многопроходное продольное обтачивание и растачивание задаются конечный диаметр по оси X, значение полного припуска, координата Z конечной точки прохода на конечном диаметре длина съема припуска, глубина резания в проходе) G78 (многопроходное поперечное обтачивание наружных и внутренних поверхностей задаются длина рабочего хода по координате X, диаметр, ограничивающий длину прохода, полный припуск по оси Z, координата Z с учетом снятия припуска, глубина резания в проходе перепад диаметра, ограничивающего длину прохода) G31 (многопроходное нарезание резьбы резцом задаются наружный диаметр резьбы, расстояние между исходной точкой по оси X и наружным диаметром резьбы, координата Z конечной точки резьбы, длина резьбы по оси Z, шаг резьбы, глубина резьбы, глубина прохода, перепад диаметров и некоторые другие параметры). Имеются также циклы G33 (нарезание резьбы плашкой или метчиком). [c.406]
Черновое, чистовое точение, нарезание резьбы плашками или резьбофрезерованием [c.62]
Чистовое точение, нарезание резьбы плашками или резцами Получистовое точение и накатывание резьбы [c.62]
При нарезании резьбы плашкой, ввиду большого угла резания, материал заготовки частично выдавливается, выжимается, поэтому диаметр заготовки следует брать меньшим, чем диаметр резьбы (обычно на несколько сотых миллиметра). [c.185]
Обычно нарезание резьбы плашками производится за один проход. [c.186]
Нарезание резьбы плашками. Перед нарезанием резьбы конец стержня на всю длину нарезки обтачивают или опиливают до необходимого диаметра, на самом конце снимают фаску (фиг. 205, б). Стержень по резьбу должен иметь чистую поверхность нельзя нарезать резьбу на стержнях, покрытых окалиной или ржавчиной, так как в этом случае сильно изнашиваются плашки. [c.264]
При нарезании резьбы плашками, как и при нарезании метчиками, в результате деформации под действием силы резания металл детали начинает течь и заготовка увеличивается в диаметре. При увеличении диаметра нарезаемого стержня увеличивается и давление на зубья плашки, они сильнее нагреваются и к ним прилипают частицы металла, что приводит к срыву резьбы или поломке зубьев плашки. Для предотвращения этих явлений и получения качественной резьбы при изготовлении стержня (болта, шпильки и т. п.) его диаметр делают на 0,2—0,4 мм меньше наружного диаметра резьбы. Если же диаметр стержня будет значительно меньше диаметра наружной резьбы, то резьба получится неполной. Значения рекомендуемых диаметров стержней при нарезании резьбы плашками приведены в табл. 17. [c.264]
Диаметры стержней под резьбу при нарезании резьбы плашками [c.265]
В начале нарезания резьбы плашками необходимо делать некоторый нажим на плашку вниз (при рабочем ходе) и следить за тем, чтобы плашка врезалась в стержень без перекоса в процессе нарезания давление на обе руки должно быть равномерным. При перекосе плашки профиль резьбы искажается, а зубья ее могут сломаться. [c.265]
Нарезание резьбы плашками вручную [c.270]
Нарезание резьбы плашкой-метчиком у4 у6 V5—V6 2-3 - [c.122]Если метчиком нарезают резьбу в отверстии, в котором имеются выемки или пазы (примером может служить нарезание резьбы плашки плашечным метчиком), то число канавок надо брать некратным числу этих пазов, так как в противном случае перья метчика могут заскакивать в пазы. [c.427]
Нарезание резьбы плашками. Плашки применяются для нарезания наружной резьбы, преимущественно на болтах и винтах, на токарных, револьверных станках и автоматах. Конструктивно плашки подразделяются на круглые плашки, раздвижные плашки и резьбонарезные головки. [c.150]
При нарезании резьбы плашками материал вытягивается и увеличивается в диаметре, поэтому заготовку винта обтачивают на диаметр несколько меньший, чем нормальный внешний диаметр винта. [c.323]
Скорости резания при нарезании резьбы плашками из стали У12А или УЮА на деталях из стали 20 с обильным охлаждением [c.522]
Подготовка заготовки-стержня под нарезание резьбы плашкой сводится к правильному выбору его диаметра. Практика показывает, что диаметр стержня должен быть несколько меньше диаметра нарезаемой резьбы. Это объясняется тем, что при образовании профиля резьбы металл детали течет, вследствие чего происходит заш,емление витков резьбы в плашке. [c.216]
Круглыми и трубчатыми плашками на токарных автоматах //. Нарезание резьбы плашками, метчиками резьбо, Для наружных крепежных резьб длиной 1 [c.400]
На станках могут выполняться такие виды обработки, как обтачивание, раст чивание, протачивание канавок (наружных и внутренних), сверление, зенкеров ние, нарезание резьб плашками, метчиками, самораскрывающимися резьбой резными головками и устройствами. С помощью капирсвального устройства станках можно также производить обтачивание конических поверхностей. [c.6]
При нарезании резьбы плашками проточек не выполняют. В этом случае резьба заканчивается участком или /д (см. приложение, чертеж к табл. 149), который называется сбегом резьбы (поверхность перехода резьбы к ненарезанной части изделия). [c.284]
Для нарезания резьбы плашки устанавливаются в воротки для круглых плашек (леркодержатели) (табл. 56). [c.116]
Обтачивание или растачивание тонкое (алмазное) растачивание чистовое (2—2а) развертывание — чистовое (2—2а), тонкое (2 — 1) протягивание — чистовое (2—2а), отделочное шлифование круглое чистовое (2—2а) шлифование плоское — чистовое (2—2а), тонкое прошивание чистовое (2—3) калибрование отверстий шариком или оправкой — после растачивания или развертывания обкатывание и раскатывание роликами или шариками (2—3) развальцовывание чистовое притирка чистовая полирование обычное доводка грубая хонин-гование плоскостей (2—2а) лаппингование — предварительное и среднее нарезание резьбы плашкой-метчиком (2—3) нарезание резьбы резцом или гребенкой (2—3) скоростное нарезание резьбы — вихревой метод (2 — 3) строгание и фрезерование зубьев зубчатых колес (7—10-я степени точности) анодно-механическое шлифование черновое (2 — 3), чистовое электро-полирование декоративное (2—3) электромеханическое точение — обычное (2 — 3), чистовое электромеханическое сглаживание холодная штамповка в вырубных штампах — контурные размеры плоских деталей при зачистке и калибровке [c.150]
Нарезание наружной резьбы. При нарезании резьбы плашкой надо иметь в виду, что в nporie e образования профиля резьбы металл тянется . Давление на поверхность плашки усиливается, что приводит к ее нагреву и прилипанию частиц металла, поэтому резьба получается рваной. [c.94]
| 2 | 0,4 | 1,6 |
| 3 | 0,5 | 2,5 |
| 3,5 | 0,6 | 2,9 |
| 4 | 0,7 | 3,3 |
| 5 | 0,8 | 4,2 |
| 6 | 1 | 5,0 |
| 0,75 | 5,25 | |
| 0,5 | 5,5 | |
| 8 | 1,25 | 6,8 |
| 1 | 7,0 | |
| 0,75 | 7,25 | |
| 0,5 | 7,5 | |
| 10 | 1,5 | 8,5 |
| 1,25 | 8,8 | |
| 1 | 9,0 | |
| 0,75 | 9,25 | |
| 0,5 | 9,5 | |
| 12 | 1,75 | 10,2 |
| 1,5 | 10,5 | |
| 1,25 | 10,8 | |
| 1 | 11 | |
| 0,75 | 11,25 | |
| 0,5 | 11,5 | |
| 14 | 2 | 12,0 |
| 1,5 | 12,5 | |
| 1,25 | 12,8 | |
| 1 | 13,0 | |
| 0,75 | 13,25 | |
| 0,5 | 13,5 | |
| 16 | 2 | 14,0 |
| 1,5 | 14,5 | |
| 1 | 15,0 | |
| 0,75 | 15,25 | |
| 0,5 | 15,5 | |
| 18 | 2,5 | 15,5 |
| 2 | 16,0 | |
| 1,5 | 16,5 | |
| 1 | 17,0 | |
| 0,75 | 17,25 | |
| 0,5 | 17,5 | |
| 20 | 2,5 | 17,5 |
| 22 | 2,5 | 19,5 |
| 24 | 3 | 21 |
| 27 | 3 | 24 |
| 30 | 3,5 | 26,5 |
Метрические резьбы. Диаметры стержней и допуски на них под метрическую резьбу М3-М50, выполняемую плашками. Диаметры сверл М1-М10 для высверливания отверстий под метрическую резьбу. Нарезание резьб плашками и метчиками.
Таблица 1. Диаметры стержней под метрическую резьбу, выполняемую плашками
Таблица 2. Диаметры сверл для высверливания отверстий под метрическую резьбу
| |||||
Нарезание резьбы на токарном станке
Нарезка резьбы метчиками и плашками считается малопрогрессивным процессом, так как осуществляется при низких режимах резания, требует времени на свинчивание инструментов (при этом повреждается обработанная поверхность).
Поэтому нарезание резьбы на токарных станках часто выполняют резьбовыми резцами.
Профиль режущей части резьбового резца должен соответствовать профилю обрабатываемой резьбы. Следовательно, при нарезке метрической резьбы он должен составлять 60°, а при нарезке трубной и дюймовой резьбы — 55°. Передний угол при чистовой нарезке резьбы равен нулю. Бывают резьбовые резцы для нарезки наружной и внутренней резьбы. На рис. 132, а показана нарезка наружной резьбы, а на рис. 132, б — внутренней.
Нарезание резьбы на токарных станках можно выполнять производительнее, применяя вместо обычных резцов резьбовые гребенки. По форме они обычно бывают плоскими (рис. 133, а) и круглыми (рис. 133, б). Гребенка — это фактически несколько резцов, сложенных вместе. Она состоит из режущей и калибровочной частей. Режущая часть имеет два-три зуба, между которыми распределяется весь припуск. Благодаря этому можно уменьшить количество проходов, необходимых для нарезки резьбы, по сравнению с обычными резьбовыми резцами.
Перед работой станок налаживают. Сущность наладки заключается в том, что за один оборот шпинделя суппорт с резцом должен передвинуться в продольном направлении на расстояние, равное шагу обрабатываемой резьбы. Если по паспорту станок не имеет нужной подачи, то следует изменить скорость вращения ходового винта, подбирая при этом соответствующие сменные зубчатые колеса.
После наладки станка и закрепления заготовки и резца начинают нарезать резьбу. Сначала резец устанавливают на небольшую глубину резания и проверяют образовавшуюся винтовую риску на точность шага. После этого по лимбу постепенно увеличивают глубину резания до тех пор, пока не получат полного профиля резьбы. После каждого рабочего прохода резец отводят от заготовки, с использованием механической подачи возвращают его в исходное положение и снова устанавливают на определенную глубину резания.
Различают два способа нарезки. Первый из них применяют для нарезки резьбы с шагом меньше 2 мм и чистовой обработки резьбы больших размеров. Схема нарезки резьбы по первому способу риведена на рис. 134, а, из которого видно, что резец работает обеими кромками равномерно. При черновой нарезке стружка, образуемая обеими кромками резца, препятствует нормальной работе, и на обработанной поверхности могут быть неровности. По второму способу верхнюю часть суппорта устанавливают под углом α/2 (α — угол профиля резьбы) и подают под этим углом к оси детали (рис. 134, б). При этом способе основную работу выполняет левая режущая кромка резца. Нарезку резьбы заканчивают с использованием первого способа, так как он обеспечивает более высокую точность.
При нарезке резьбы необходимо предусмотреть канавки для выхода резца, глубина которых немного больше глубины резьбы, а ширина равна двум-трем шагам резьбы.
Производитель специальных метчиков и штампов
- ДОМ
- ТОВАРОВ
- СПЕЦИАЛЬНЫЕ МЕТЧИКИ
- КОРОТКАЯ СЕРИЯ
- ДЛИННАЯ СЕРИЯ
- АКЦИИ НА БАРЫ
- ДЛЯ ПЕЧАТИ
- МАСЛЯНОЕ ОТВЕРСТИЕ
- ФОРМИРОВАНИЕ
- МЕТРИЧЕСКИЙ
- 8-12 МЕТЧИКИ
- МЕТЧИК ACME
- TRAPEZOIDAL
- ОТВЕРСТИЯ
- ПОПУЛЯРНЫЕ СПЕЦИАЛЬНЫЕ СМЕСИТЕЛИ
- WIDE-LOC
- МЕТЧИК ДЛЯ СПИРАЛЬНОЙ ФЛЕЙТЫ
- УДЛИНИТЕЛЬ
- КАРБИДНЫЕ МЕТЧИКИ
- СПЕЦИАЛЬНЫЕ ПЛАСТИНЫ
- ДЛЯ ПЕЧАТИ
- МЕТРИЧЕСКИЙ
- ШЕСТИГРАННЫЕ ПЛАСТИНЫ 8-12
- ШЕСТИГРАННИК
- ПЛАСТИНЫ КРУГЛЫЕ РЕГУЛИРУЕМЫЕ
- ЖЕЛУДОЙ СМЕРТ
- ПОПУЛЯРНЫЕ СПЕЦИАЛЬНЫЕ ПЛАСТИНЫ
- ПЛАСТИНЫ ACME
- ПРИБОРЫ
- РЕЗЬБОВЫЕ ЗАПОРЫ
- ЗАМОК
- РЕВЕРСИВНЫЙ
- TRILOCK
- ЗАГЛУШКИ
- РАСПОЛОЖЕНИЕ ОТВЕРСТИЯ
- ЦИЛИНДРИЧЕСКИЕ ЗАПОРЫ
- ЗАМОК
- PIN
- TRILOCK
- ПРОГРЕССИВНЫЙ
- КОЛЬЦО
- МАСТЕР-ДИСКИ
- HEX
- SNAP
- СПЕЦИАЛЬНЫЕ МЕТЧИКИ
- УСЛУГ
- ПРОИЗВОДСТВО РЕПС
- ВЕБ-ДИСТРИБЬЮТОРЫ
- КАТАЛОГИ
- ТАБЛИЦА НАРЕЗКИ
- ДОПОЛНИТЕЛЬНОЕ ОБОРУДОВАНИЕ
- ШЛИФОВАЛЬНЫЕ УСЛУГИ
- ТЕХНИЧЕСКИЙ
- ТЕХНИЧЕСКАЯ ПОДДЕРЖКА
- ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ANSI
- ТАБЛИЦА 302
- ТАБЛИЦА 302A
- ТАБЛИЦА 303
- ТАБЛИЦА 303A
- ТАБЛИЦА 310
- ТАБЛИЦА 311
- ТАБЛИЦА 338
- AMCE TANDEM TAP DIM
- ПЛАСТИНЫ КРУГЛЫЕ РЕГУЛИРУЕМЫЕ
- Паспорт безопасности материала
- О НАС
- КОНТАКТ
- ПЕРСОНАЛ
- УСЛОВИЯ
- МЕЖДУНАРОДНЫЙ
- СТАНДАРТНЫЕ МЕТЧИКИ
- НАБОРЫ для метчиков и матриц; NC, NF и METRIC
- СПИРАЛЬНАЯ ТОЧКА
- КОНУС, ПРОБКА, НИЖНИЙ
- МЕТРИЧЕСКИЙ
- .005 OVERSIZE; ПРОБКА ЛЕВАЯ
- ШКИВ
- NPT и NPS
- МЕТЧИКИ
- СТАНДАРТНЫЕ МАТРИЦЫ
- КРУГЛЫЙ РЕГУЛИРУЕМЫЙ
- CBN ШЕСТИГРАННАЯ РЕЗЬБА
- МЕТРИЧЕСКИЙ КРУГЛЫЙ РЕГУЛИРУЕМЫЙ
- РЕГУЛИРУЕМЫЙ КРУГЛЫЙ NPT
- NPT CBN ШЕСТИГР.
- ПРИНАДЛЕЖНОСТИ
- РАЗВЕРТКИ HSS NPT
- ПЕРЕХОДНИКИ ШЕСТИГРАННЫЕ
- МАШИНЫ
- ДЕРЖАТЕЛИ ДЛЯ МАШИН
- ГАЕЧНЫЕ КЛЮЧИ
- СВЕРЛИЛЬНИКИ
- КОМБИНИРОВАННАЯ ДРЕЛЬ И СЧЕТЧИК МОЙКИ
- ВИНТОВЫЕ ОТСОЕДИНЕНИЯ
- ВОССТАНОВЛЕНИЕ ФАЙЛОВ НИТИ
- ВИНТОВЫЕ ЗАЖИМЫ
- РЕЗЬБОВЫЕ ИЗМЕРИТЕЛЬНЫЕ ПРОВОДА
- СТАНДАРТНЫЕ МЕТЧИКИ
Использование метчиков и плашек — NewMetalworker.com
Возможность создавать потоки — еще один способ добавить функциональность и возможности в некоторые из ваших проектов. это также отличная возможность для сборки приспособлений и приспособлений! |
Как не попасть в яму
Текст, фото и видео Тома Хинца
Опубликовано — 8.03.2011
Возможность создать резьбовое отверстие там и тогда, когда это необходимо, дает множество вариантов крепления, которые могут сделать ваши проекты лучше или проще в использовании.Распараллеливание — это относительно легкий навык, а необходимые инструменты не слишком дороги. Тем не менее, есть несколько основ, которые вы должны понимать, чтобы не попасть в неприятности, из которых может быть в буквальном смысле сложно выбраться. Хотя основное внимание в этой истории уделяется размещению резьбы внутри отверстия, мы также рассмотрим использование штампов для нарезания резьбы снаружи. Хотя нити, которые они нарезают, являются зеркальным отображением друг друга, их использование очень похоже.
Типы кранов
Метчики бывают трех основных типов: дно, заглушка и конус.Пробковые отводы являются наиболее распространенными и обычно составляют основную часть потребительских наборов отводов и штампов. Пробочный кран имеет довольно крутой угол в точке, что помогает начать его работу в отверстии подходящего размера. После нескольких оборотов метчик должен нарезать резьбу на всю глубину, и, если он был правильно выровнен с отверстием при запуске, он продолжит работу без дальнейших указаний. Помните, что из-за этого конического наконечника резьба, нарезанная таким метчиком, не доходит до дна отверстия. Бита без резьбы на дне отверстия будет около ¼ ”, поэтому нет ничего страшного, если вы знаете, что оно будет там.Я думаю, оставлять по крайней мере ¼ дюйма ниже, где, как я ожидаю, будет достать болт, — это просто хороший способ и оставляет место для небольшого мусора, который может попасть в отверстие.
На фотографии (вверху слева) показаны отводы типа «заглушка» (слева) и NPT (справа). У меня даже нет донного отвода, потому что они используются редко. Половина отверстия на правой фотографии выше показывает нижнюю часть отверстия без резьбы, оставшуюся после заглушки или метчика с конусом.Для большинства домашних магазинов это не представляет проблем. | |
Метчики с донным отверстием имеют прямые стороны без конуса и предназначены для нарезания резьбы до дна непроходного отверстия, часто для специальных нужд. Поскольку у донного крана нет конуса на носу, его нельзя запустить сам по себе. Метчики с нижней частью предназначены для продолжения существующей резьбы, нарезанной пробкой или коническим метчиком. Метчики для нижней части действительно являются специальным предметом, и для большинства домашних слесарей покупка отдельных метчиков для нижней части, когда (и если) возникает необходимость, имеет наибольший финансовый смысл.
Метчики с конусом очень похожи на метчики для пробок, за исключением того, что конус на носике более длинный и более плавный. Постепенное сужение облегчает запуск метчика в отверстии правильного размера, но увеличивает расстояние от дна отверстия, где заканчивается полная резьба. В некоторых наборах метчиков и плашек есть несколько метчиков с конусом, смешанных со стилями заглушек. Вы должны быть внимательны при запуске любого стиля нажатия, так что это не большая проблема.
МетчикиNPT (национальная трубная резьба) несколько отличаются по способу нарезки.См. Раздел ДНЯО ниже, чтобы узнать о них подробнее.
Плашки слесаря для дома практически все одинаковы. У них есть конусное нижнее отверстие, которое помогает начать работу с резьбой. Часто во избежание путаницы на верхнюю и / или нижнюю части матрицы есть маркировка. Отличие скошенной стороны от неконусной стороны довольно легко распознать визуально, если на ней нет маркировки.
Важные отверстия
Поскольку метчики сами по себе не делают отверстия, мы должны делать это сверлом.Важно знать, что для метчиков требуются отверстия очень определенного размера, чтобы они могли нарезать внутри полезную резьбу. Ситуация усугубляется тем, что отверстия правильного размера для конкретного метчика часто не входят в состав меньших потребительских наборов сверл. Кроме того, для одного метчика может быть несколько отверстий. Иногда отверстия разного размера используются для разных материалов (например, алюминия и стали), и посадка между крепежом и резьбой в отверстии может быть изменена с помощью немного разных диаметров сверла.Если вы хотите сделать свой
Убедиться, что отверстие не только правильного размера, но и просверлено идеально квадратным, лучше всего делать на правильно установленном сверлильном станке (слева). Затем не торопитесь, чтобы установить кран под прямым углом к отверстию (справа), или до того, как вы дойдете до половины, кран, вероятно, сломается. Это знаменует начало действительно плохого дня. | |
глаза слезятся, ознакомьтесь с таблицей размеров сверл и метчиков по резьбе и винту, в которой показаны наиболее распространенные варианты резьбы и диаметра отверстий.В промышленных условиях все эти параметры могут быть важны. В домашнем магазине мы можем придерживаться стандартного размера отверстия для относительно небольшого ассортимента метчиков и штампов, которые мы, вероятно, будем использовать. У меня также есть две версии таблиц стандартных размеров отверстий в справочном разделе. Один для SAE (общества инженеров-автомобилестроителей), а другой — для метрической системы, потому что они физически разных размеров. Время от времени я получаю электронные письма от людей, которые считают, что метрические размеры и размеры SAE действительно одинаковы, просто описываются разными словами.Не так.
Хорошая новость для любителей состоит в том, что большинство наборов метчиков и штампов, таких как набор KD из 40 деталей для метчиков и штампов, которые я использую, поставляются с карточкой или печатной таблицей с размерами отверстий для входящих в комплект метчиков. Если вы делаете что-то, что действительно требует другого «зазора», вы, вероятно, об этом знаете. Остальные из нас могут придерживаться «нормальных» взаимоотношений с дырой и краном и меньше головной боли.
На счет прямолинейности
Как вы могли догадаться, выравнивание между пилотным отверстием и краном должно быть правильным, иначе могут случиться плохие вещи.По возможности лучше всего просверливать отверстие на правильно настроенном сверлильном станке, а не вручную. Если вам нужно использовать ручную дрель, попробуйте направить ее с помощью квадрата или чего-то еще, что поможет вам визуально совместить с поверхностью просверливаемой детали.
При запуске метчика очень важно держать его перпендикулярно отверстию. Это еще одна веская причина просверлить отверстие на сверлильном станке. Намного легче держать метчик под углом 90 градусов к поверхности, чем правильно выровнять с угловым отверстием.Если вам НУЖНО отверстие под углом, просто не торопитесь, чтобы правильно выровнять кран, но такие ситуации редко встречаются в домашнем магазине.
Плашки имеют верхнюю и нижнюю части. На фотографии слева верхняя часть матрицы справа направлена вверх, а на левой — то, что должно быть снизу вверх. Вы можете увидеть конические зубы, выходящие на поверхность на левом. На рукоятке матрицы (справа) матрица установлена правильно.Надпись на этих штампах отмечает нижнюю сторону. | |
При запуске крана я считаю, что проще всего повернуть его немного, чтобы я мог сосредоточиться на том, чтобы держать кран и ручку крана выровненной с отверстием. Этот процесс упрощается с помощью рукоятки для метчика с храповым механизмом, подобной той, что используется в наборе для метчиков и штампов KD из 40 деталей, который я использую в своем магазине и рассматривал ранее на этом сайте. Благодаря храповому механизму вам не нужно переходить из рук в руки или делать большие проходы.Возможность перемещаться по удобной дуге значительно упрощает правильное выравнивание метчика или матрицы.
Как только метчик начинает кусаться, очень важно поворачивать его назад на пол-оборота или около того, чтобы помочь разбить и удалить металлическую стружку, порезанную метчиком или кромки штампа. Возьмите за привычку поворачивать кран или штамп на ½ до 1 полного оборота вперед, а затем возвращать его на ¼ до ½ оборота. Затем поверните его вперед, пока он снова не начнет резать, продолжайте движение вперед на 1/2 — 1 оборот или около того, а затем назад, чтобы удалить стружку.Повторяйте эту последовательность, пока кран не достигнет дна отверстия.
Если возникает ощущение, что кран заедает или наезжает на что-то, полностью вытащите его и прочистите отверстие. Посмотрите, не входит ли кран в отверстие под углом. Если нет, добавьте немного масла в кран, осторожно верните его и снова начните резать. Никогда не пытайтесь форсировать метчик (или умереть), поскольку это редко приводит к хорошей резьбе, но чаще к сломанному (и безнадежно застрявшему) метчику.
Я могу сказать вам по опыту, что найти время, чтобы правильно использовать кран, намного проще, чем пытаться выкопать сломанный кран из ямы. Сверхтвердый метчик выдержит практически любое сверление, которое вы найдете. Часто единственный способ вытащить сломанный кран — это свернуть его. Вы делаете это, помещая твердый кернер в центр метчика и сильно ударив по нему большим молотком. Иногда вам повезет, и метчик разобьется, но чаще он просто раскалывается или треснет, и удары молотком должны продолжаться.Это может быть медленным и утомительным процессом, который также может быть очень болезненным, если вы промахнетесь ударом молотка, так что будьте осторожны!
Метчик NPT не доходит до металла. Метчик NPT (справа) показывает 6 зубцов над поверхностью. Я начинаю с этого и проверяю, подходит ли вилка, прежде чем продолжить. Вы можете видеть, что на пробке (справа) осталось немного резьбы после затяжки. Если бы она вошла до упора, заглушка не закрылась бы и не стала бы достаточно плотной, чтобы оставаться на месте. | |
Я всегда использую масло для метчика (кажется, работает любое относительно легкое масло), наносимое на режущие кромки метчика или матрицы. Эта небольшая смазка, кажется, делает резание более плавным, а стружки остаются свободными. Мне сказали, что небольшое количество масла также снижает температуру в тонких точках метчика или штампа, которые на самом деле выполняют резку.
Использование метчиков NPT
Многие комплекты метчиков и плашек включают один или два NPT (национальная трубная резьба), которые обычно используются для таких вещей, как пробка маслосливного отверстия в двигателях газонокосилок.Трубная резьба предназначена для обеспечения герметичного уплотнения, иногда с помощью герметика для трубной резьбы или тефлоновой ленты. Резьба на самом деле сужается, чтобы обеспечить герметичность и предотвратить прохождение заглушки или трубы, которая в нее ввинчивается. Было бы очень плохо, если бы пробка маслосливного отверстия попала в картер двигателя… ..
РезьбаNPT имеет свои собственные размеры сверла, и у нас есть диаграмма, которая показывает общие размеры NPT в справочном разделе этого сайта. Запуск и нарезание резьбы в отверстии начинается так же, как нарезание обычной резьбы, с использованием той же последовательности вперед, назад и снова вперед, чтобы разбить стружку.Однако метчик с резьбой NPT не должен входить в отверстие полностью. Скорее всего, на метчике должно быть от 3 до 5 ниток, видимых над краем отверстия. Лучше всего приблизиться к этой глубине, снять кран, прочистить отверстие и попробовать заглушку. Пробка также должна затянуться так, чтобы несколько витков резьбы были над поверхностью.
Еще один метод, который иногда используют, — набить метчик смазкой, чтобы помочь захватить стружку. Это может быть очень полезно при очистке или повторном нарезании отверстия в двигателе, которое вы не можете или не хотите разбирать.Снимайте кран через каждый или два поворота, очищайте его и снова смазывайте. Я знаю, что это займет немного времени, но не так много, как засасывание металлической стружки в движущиеся части.
Заново заправить
Видеоурок |
|
За годы работы я усвоил одну вещь: после обрезки всей резьбы хорошо очистите отверстие (или болт), а затем еще раз или два пропустите метчик или штамп по новой резьбе.По крайней мере, кажется, что это немного полирует резьбу и делает ее более удобной для болта или гайки, которые с ними взаимодействуют. Когда я работаю с чем-то, в чем есть потоки, я часто нажимаю на них или умираю, чтобы их очистить. Несколько минут работы могут сделать настройки крутящего момента более точными, а также значительно упростить сборку, поскольку крепежные детали входят правильно.
Использовать метчики и плашки действительно довольно просто. Наиболее распространенные ошибки возникают из-за спешки и слишком сильного удара, когда происходит сбой касания или кубика.Потратьте время, чтобы правильно запустить метчики и штампы, и не забывайте разбивать стружку обратными движениями метчиков и штампов. Тогда вы можете быть уверены, что обрезанные вами нити будут работать должным образом.
Ознакомьтесь с информацией о ветке в нашем справочном разделе!
Есть комментарий к этой истории? –Пишите мне
Вернуться к списку практических рекомендаций
слесарных инструментов на столе мастерской. Плашки и метчики для нарезания резьбы ..Фотография, картинки, изображения и сток-фотография без роялти. Изображение 94373881.
Инструменты слесарного дела на столе мастерской. Плашки и метчики для нарезания резьбы Фотография, картинки, изображения и сток-фотография без роялти. Изображение 94373881.Инструменты слесарные на столе мастерской. Направка штампов и метчиков в старой пыльной мастерской.
S M L XLТаблица размеров
| Размер изображения | Идеально подходит для |
| S | Интернет и блоги, социальные сети и мобильные приложения. |
| M | Брошюры и каталоги, журналы и открытки. |
| л | Внутренние и наружные плакаты и печатные баннеры. |
| XL | Фоны, рекламные щиты и цифровые экраны. |
Используете это изображение на предмете перепродажи или шаблоне?
Распечатать Электронный Всесторонний
8660 x 5773 пикселей | 73.3 см x 48,9 см | 300 точек на дюйм | JPG
Масштабирование до любого размера • EPS
8660 x 5773 пикселей | 73,3 см x 48,9 см | 300 точек на дюйм | JPG
Скачать
Купить одиночное изображение
6 кредита
Самая низкая цена
с планом подписки
- Попробовать 1 месяц на 2209 pyб
- Загрузите 10 фотографий или векторов.
- Без дневного лимита загрузок, неиспользованные загрузки переносятся на следующий месяц
221 pyб
за изображение любой размер
Цена денег
Ключевые слова
Похожие изображения
Нужна помощь? Свяжитесь со своим персональным менеджером по работе с клиентами
@ +7 499 938-68-54
Мы используем файлы cookie, чтобы вам было удобнее работать.Используя наш веб-сайт, вы соглашаетесь на использование файлов cookie, как описано в нашей Политике использования файлов cookie
. Принимать
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||