Плашка для нарезки резьбы 5 букв
Последняя бука буква «а»
Ответ на вопрос «Плашка для нарезания резьбы «, 5 букв:
лерка
Альтернативные вопросы в кроссвордах для слова лерка
Для нарезания резьбы
Старое название плашки
Плашка для нарезания наружной резьбы
Старшая сестра плашки
Устар. название плашки
Она же плашка, инструмент для нарезания наружной резьбы
Определение слова лерка в словарях
Википедия Значение слова в словаре Википедия
Ле́рка : Лерка , прогонка — инструмент для нарезания наружной резьбы; пластина с резьбовым отверстием, в котором имеются прорези для образования режущих кромок. В отличие от плашек , лерка — неразъёмный инструмент и даёт более точную резьбу ; Лерка — устаревшее.
Примеры употребления слова лерка в литературе.
В назначенный день и час Ганс-Иоахим Лерке и Мортимер ван дер Вейден явились в суд.
Никто не знал, и на теплой волне вермута она рассказала о том, как в первом классе ей не хотелось идти в школу и как Лерка дала ей таблетку пенициллина, и она свалились и осталась дома.
Женя рассказывает — про аллергию, таблетки, высокую температуру, про то, как Лерка научила оторвать лепесток и загадать желание.
Отчасти поддавшись всеобщему возбуждению, Фафхрд приготовился прыгнуть, только еще не решил куда – то ли на неподвижного, но уже насторожившегося Лаваса Лерка, то ли в сравнительно безопасную дыру под палубой юта.
Послышался гортанный смех Лаваса Лерка, и Северянин увидел, что тот твердой поступью направился к двери, зажав что-то в руке.
Источник: библиотека Максима Мошкова
Добрый вечер! Здравствуйте, уважаемые дамы и господа! Пятница! В эфире капитал-шоу «Поле чудес»! И как обычно, под аплодисменты зрительного зала я приглашаю в студию тройку игроков. А вот и задание на этот тур:
Вопрос: Плашка для нарезания резьбы (Слово состоит из 5 букв)
Ответ: Лерка (5 букв)
Если этот ответ не подходит, пожалуйста воспользуйтесь формой поиска.
Постараемся найти среди 1 126 642 формулировок по 141 989 словам.
Пла́шка или в народе ле́рка — резьбонарезной инструмент для нарезания наружной резьбы вручную или машинным способом (на станке) [1] [2] . Ранее название
Плашки предназначены для нарезания или калибрования наружных резьб за один проход. Наиболее распространены плашки для нарезания резьб диаметром до 52 мм. Плашка представляет собой закалённую гайку с осевыми отверстиями, образующими режущие кромки. Как правило, на плашках делают 3-6 стружечных отверстий для отвода стружки. Толщина плашки 8-10 витков. Режущую часть плашки выполняют в виде внутреннего конуса.
Виды плашек: цельные, разрезные и раздвижные (клупповые). В зависимости от формы наружной поверхности плашки бывают
Круглые плашки — закрепляют для работы в воротках стопорными винтами или крепят в резьбонарезных патронах. Для этого на наружном цилиндре плашки существуют конические углубления и угловой паз. Последний позволяет разрезать плашку шлифовальным кругом по перемычке и частично регулировать по диаметру. Для круглых разрезных плашек применяют воротки с пятью винтами, с помощью которых регулируют диаметр нарезаемой резьбы.
Цельные плашки — благодаря своей высокой жёсткости дают возможность получить резьбу высокого качества (метрическую, коническую), но обладают небольшой износостойкостью.
Раздвижные плашки — устанавливают в клуппах, имеющих для этой цели специальные направляющие. Плашка состоит из двух частей, закрепляемых в рамке клуппа сухарём и винтом. Этим винтом регулируют диаметр нарезаемой резьбы. К клуппу прилагается набор плашек, который позволяет изготавливать резьбы разных размеров.
Разрезные плашки — могут немного пружинить, изменяя диаметр нарезаемой резьбы на 0,1-0,3 мм. Из-за малой жёсткости разрезные плашки не дают чистой и точной резьбы.
Орудие для нарезания резьбы 5
Вопрос: Для нарезания резьбы, 5 букв, на Л начинается, на А заканчивается
Слово из 5 букв: Первая буква — Л, вторая буква — Е, третья буква — Р, четвертая буква — К, пятая буква — А
Полный ответ на кроссворд: ЛЕРКА
Лерка – Она же плашка, инструмент для нарезания наружной резьбы
Разбор по буквам:
- Лерка – Слово на Л
- 1 – я буква Л
- 2 – я буква Е
- 3 – я буква Р
- 4 – я буква К
- 5 – я буква А
translateSpanWord
Кроссворды, сканворды – доступный и действенный способ тренировки интеллекта, увеличения багажа знаний.
Последняя бука буква «п»
Ответ на вопрос «Инструмент для нарезания вручную наружной резьбы «, 5 букв:
клупп
Альтернативные вопросы в кроссвордах для слова клупп
Инструмент для наружной резьбы
Инструмент для ручного нарезания резьбы на металлических изделиях
Инструмент для резьбы
Определение слова клупп в словарях
Большая Советская Энциклопедия Значение слова в словаре Большая Советская Энциклопедия
(нем. Kluppe), инструмент для ручного нарезания резьбы, представляет собой оправку, в которую вставляют резьбонарезные плашки . См. Резьбонарезной инструмент .
Энциклопедический словарь, 1998 г. Значение слова в словаре Энциклопедический словарь, 1998 г.
КЛУПП (нем. Kluppe) инструмент для нарезания вручную наружной резьбы – оправка с двумя рукоятками, в которую вставляют резьбонарезные плашки.
Примеры употребления слова клупп в литературе.
Так вот слушайте, сеньор знаток: клуппом называется рама, в которую вставляются плашки.
Поблескивали отполированными гранями слесарные ручники, различных размеров клуппы с плашками для нарезания резьбы, ручные тисочки, угольники, плоскогубцы и круглогубцы.
Источник: библиотека Максима Мошкова
Неразъемная плашка 5 букв | Домострой
Слово из 5 букв, первая буква — «Л», вторая буква — «Е», третья буква — «Р», четвертая буква — «К», пятая буква — «А», слово на букву «Л», последняя «А». Если Вы не знаете слово из кроссворда или сканворда, то наш сайт поможет Вам найти самые сложные и незнакомые слова.
Отгадайте загадку:
Первый слог простой предлог. Слог второй звериный рот. Если слово ты прочтёшь Быстро в бездну упадёшь! Показать ответ>>
Первым вылез из землицы На проталинке. Он мороза не боится, Хоть и маленький. Показать ответ>>
Первым вылез из землицы На проталинке.
Другие значения этого слова:
Случайная загадка:
Не драгоценный камень, а светится.
Случайный анекдот:
Жуpналисты гадают, как будет называться новая паpтия, полученная пpи слиянии «Отечества» и «Единства»: «Отедин» или «Едиот»? Впpочем, возможны ваpиации: «Отъединство», «Едиотчество», и т.д.
Знаете ли Вы?
Налоги.Царь Петр I в 1698 году установил налог на бороды , а в 1704 году — на бани.
Сканворды, кроссворды, судоку, кейворды онлайн
Последняя бука буква «а»
Ответ на вопрос «Неразъемная плашка «, 5 букв:
Альтернативные вопросы в кроссвордах для слова лерка
Она же плашка, инструмент для нарезания наружной резьбы
Плашка для нарезания резьбы
устаревш. название слесарной плашки
Плашка для нарезания наружной резьбы
Раньше звалась плашкой
Устаревшее название слесарной плашки
Старшая сестра плашки
Примеры употребления слова лерка в литературе.

В назначенный день и час Ганс-Иоахим Лерке и Мортимер ван дер Вейден явились в суд.
Никто не знал, и на теплой волне вермута она рассказала о том, как в первом классе ей не хотелось идти в школу и как Лерка дала ей таблетку пенициллина, и она свалились и осталась дома.
Женя рассказывает — про аллергию, таблетки, высокую температуру, про то, как Лерка научила оторвать лепесток и загадать желание.
Отчасти поддавшись всеобщему возбуждению, Фафхрд приготовился прыгнуть, только еще не решил куда — то ли на неподвижного, но уже насторожившегося Лаваса Лерка, то ли в сравнительно безопасную дыру под палубой юта.
Послышался гортанный смех Лаваса Лерка, и Северянин увидел, что тот твердой поступью направился к двери, зажав что-то в руке.
Источник: библиотека Максима Мошкова
Добрый вечер! Здравствуйте, уважаемые дамы и господа! Пятница! В эфире капитал-шоу «Поле чудес»! И как обычно, под аплодисменты зрительного зала я приглашаю в студию тройку игроков. А вот и задание на этот тур:
А вот и задание на этот тур:
Вопрос: Неразъемная плашка (Слово состоит из 5 букв)
Ответ: Лерка (5 букв)
Если этот ответ не подходит, пожалуйста воспользуйтесь формой поиска.
Постараемся найти среди 1 126 642 формулировок по 141 989 словам.
Какой диаметр стержня подобрать под наружную метрическую резьбу?
Винты, болты и шпильки – самые распространенные элементы с наружной резьбой. Чаще всего в руки домашнего мастера они попадают уже готовыми. Но бывает, что требуется изготовить какой-нибудь хитрый болт или нестандартную шпильку. Заготовкой для такой детали служит стержень, диаметр которого должен соответствовать нарезаемой резьбе.
Диаметр стержня под наружную резьбу зависит от номинального диаметра резьбы и размера шага резьбы. Все эти сведения обычно указывают на чертеже детали в виде обозначения М10×1,5. Буква «М» обозначает метрическую резьбу, цифра после буквы – номинальный диаметр, цифра после знака «х» — шаг резьбы. При использовании основного (крупного) шага его могут не указывать. Основной шаг резьбы определен стандартом и является наиболее предпочтительным.
При использовании основного (крупного) шага его могут не указывать. Основной шаг резьбы определен стандартом и является наиболее предпочтительным.
При выборе диаметра стержня под наружную резьбу руководствуются теми же принципами, что при выборе отверстий под внутреннюю резьбу. Установлено, что лучшее качество резьбы получается, если диаметр стержня чуть меньше номинального диаметра нарезаемой резьбы. Металл при нарезании немного выдавливается и профиль резьбы получается полным.
Если диаметр стержня будет намного меньше требуемого, то вершины ниток резьбы будут срезанными, если больше, то плашка просто не навернется на стержень или сломается в процессе работы.
Для каждого сочетания диаметра и шага резьбы существует оптимальный диаметр стержня. Проще всего этот диаметр определить по таблице, где приведены самые ходовые резьбы, с которыми может встретиться домашний мастер. Жирным шрифтом в таблице выделен основной шаг резьбы для каждого номинального диаметра.
| Резьба | Шаг резьбы | Диаметр стержня номинальный (предельный) |
| М2 | 0,4 | 1,93-1,95 (1,88) |
| 0,25 | 1,95-1,97 (1,91) | |
| М2,5 | 0,45 | 2,43-2,45 (2,37) |
| 0,35 | 2,45-2,47 (2,39) | |
| М3 | 0,5 | 2,89-2,94 (2,83) |
| 0,35 | 2,93-2,95 (2,89) | |
| М4 | 0,7 | 3,89-3,94 (3,81) |
| 0,5 | 3,89-3,94 (3,83) | |
| М5 | 0,8 | 4,88-4,94 (4,78) |
| 0,5 | 4,89-4,94 (4,83) | |
| М6 | 1 | 5,86-5,92 (5,76) |
| 0,75 | 5,88-5,94 (5,79) | |
| 0,5 | 5,89-5,94 (5,83) | |
| М8 | 1,25 | 7,84-7,90 (7,73) |
| 1 | 7,86-7,92 (7,76) | |
| 0,75 | 7,88-7,94 (7,79) | |
| 0,5 | 7,89-7,94 (7,83) | |
| М10 | 1,5 | 9,81-9,88 (9,69) |
| 1 | 9,86-9,92 (9,76) | |
| 0,5 | 9,89-9,94 (9,83) | |
| 0,75 | 9,88-9,94 (9,79) | |
| М12 | 1,75 | 11,80-11,86 (11,67) |
| 1,5 | 11,81-11,88 (11,69) | |
| 1,25 | 11,84-11,90 (11,73) | |
| 1 | 11,86-11,92 (11,76) | |
| 0,75 | 11,88-11,94 (11,79) | |
| 0,5 | 11,89-11,94 (11,83) | |
| М14 | 2 | 13,77-13,84 (13,64) |
| 1,5 | 13,81-13,88 (13,69) | |
| 1 | 13,86-13,92 (13,76) | |
| 0,75 | 13,88-13,94 (13,79) | |
| 0,5 | 13,89-13,94 (13,83) | |
| М16 | 2 | 15,77-15,84 (15,64) |
| 1,5 | 15,81-15,88 (15,69) | |
| 1 | 15,86-15,92 (15,76) | |
| 0,75 | 15,88-15,94 (15,79) | |
| 0,5 | 15,89-15,94 (15,83) | |
| М18 | 2 | 17,77-17,84 (17,64) |
| 1,5 | 17,81-17,88 (17,69) | |
| 1 | 17,86-17,92 (17,76) | |
| 0,75 | 17,92-17,94 (17,86) | |
| М20 | 2,5 | 19,76-19,84 (19,58) |
| 1,5 | 19,81-19,88 (19,69) | |
| 1 | 19,86-19,92 (19,76) | |
| 0,75 | 19,88-19,94 (19,79) | |
| 0,5 | 19,89-19,94 (19,83) |
Основной инструмент для нарезания наружной резьбы – плашка. Чаще всего используются круглые неразрезные плашки в виде гайки из закаленной стали.
Чаще всего используются круглые неразрезные плашки в виде гайки из закаленной стали.
Для формирования режущих кромок резьбу плашки пересекают сквозные продольные отверстия, которые также обеспечивают выход стружки. Для облегчения захода крайние нитки резьбы имеют неполный профиль. Для вращения плашки используют плашкодержатель – инструмент с гнездом под плашку и длинными ручками. Существуют также разрезные и раздвижные (клупповые) плашки, но в домашней мастерской это редкость.
Для уменьшения трения и получения чистой резьбы на стальных стержнях используют смазку – минеральное масло или керосин, на медных – скипидар. На конце стержня для облегчения захода обязательно должна быть сделана фаска шириной не менее размера шага резьбы.
Рекомендуем прочитать
Нарезать наружную резьбу на трубе в Хабаровске
Нарезать наружную резьбу на трубе
Нарезание внутренней и наружной
Из наиболее часто применяемых в быту труб отметим трубы диаметром 1/2″ и 3/4 у которых резьба имеет 14 ниток на дюйм (шаг резьбы 1,814 мм). Основные параметры резьбы показаны на . Такие зажимные инструменты, как правило, могут нормально функционировать сразу с несколькими диаметрами лерок. Например, один держатель используется сразу со всеми лерками диаметром до 1 см, такой же один держатель используется со всеми лерками диаметром от 12 мм до 24 мм, и такая же ситуация с инструментами с диаметрами от 27 мм.
Основные параметры резьбы показаны на . Такие зажимные инструменты, как правило, могут нормально функционировать сразу с несколькими диаметрами лерок. Например, один держатель используется сразу со всеми лерками диаметром до 1 см, такой же один держатель используется со всеми лерками диаметром от 12 мм до 24 мм, и такая же ситуация с инструментами с диаметрами от 27 мм.
А торцевую фаску убирают при помощи напильника. Сразу нужно сказать, что все подобные инструменты используются только вместе со специальными держателями. Все время с помощью угольника нужно контролировать положение оси метчика относительно поверхности заготовки. Это достигается после врезания первых ниток.
Он состоит из корпуса с двумя ручками, в котором размещены подвижные регулируемые гребенки для постепенного углубления резьбы до полного профиля. Таким образом, получается, что есть лерки на G1/2, G, и так далее. Только есть одна загвоздка. Вращая леркодержатель по часовой стрелке, мы навинчиваем его на резьбу, имеющуюся на втулке, которую предварительно закрепляем тремя болтами на нашей трубе.
Рассмотрим, например, так называемую «трубную цилиндрическую» резьбу, с которой чаще всего приходится сталкиваться. Плашки для метрической резьбы Надо сказать, что наиболее качественная и точная нарезка получается у разрезной плашки. А вот такой вид, как Р18, встречается довольно редко, но он был очень распространен во времена ссср. Например, М12*1,5, так же может быть значение 1, 0,75 и 0,5. Для сквозных отверстий используют метчик с заборной (нижней) частью на первых 45 нитках резьбы, которые направляют движение метчика вдоль стенок отверстия. Последовательность действий при нарезке резьбы плашками: Производим фиксацию необходимой нам трубы при помощи различных фиксирующих устройств, например, тисков; Плашку вставляем в удерживающее устройство и закрепляем его там; Обрабатываем всё машинным маслом; Устанавливаем резьбонарезный инструмент на трубу и нарезаем первый виток будущей.
Нарезка резьбы на трубах
Напомним, что один дюйм (1 равен 25,4. Образовался он просто: к размеру (в дюймах характеризующему внутренний диаметр трубы, добавили толщину обеих стенок. Они позволяют делать резьбу всего за один проход. Все дополнительные шаги всегда меньше основного. По способу нарезки резьбы делятся на такие виды: Для круглой резьбы. Существуют и другие системы резьбы — дюймовая и трубная.
Образовался он просто: к размеру (в дюймах характеризующему внутренний диаметр трубы, добавили толщину обеих стенок. Они позволяют делать резьбу всего за один проход. Все дополнительные шаги всегда меньше основного. По способу нарезки резьбы делятся на такие виды: Для круглой резьбы. Существуют и другие системы резьбы — дюймовая и трубная.
Например, раздвижные плашки для нарезки резьбы иной формы, могут гарантировать качество только после трех-четырех проходов. Итак, перед началом работы на резьбовую часть собственно вкладыша наворачиваем лерку с леркодержателем, затем вставляем вкладыш в трубу до упора с леркой, после чего затягиваем гайку на шпильке, втягивая внутрь вкладыша конус и расширяя разрезанную часть вкладыша, расклинивая (фиксируя) тем самым вкладыш в трубе. Надо сказать, что ее использование крайне редкое. Метчики различают по числу рисок на хвостовой части: у чернового метчика одна риска, у получистового две, у чистового три либо ни одной.
Трубы и трубная резьба — Самоделки, поделки и полезные
После того, как вы имеете под рукой эти инструменты, можно приступать непосредственно к работе. На корпусе имеется маркировка в виде буквы «К». Разумеется, на практике такую точность диаметра обеспечить вряд ли кому-нибудь удастся, но, руководствуясь хотя бы одной цифрой после запятой, можно надеяться получить вполне удовлетворительную резьбу. Мы привыкли, что все вращение направлено по часовой стрелке. Различие заключается только в маркировке, на левых всегда стоит «LH». Первым и вторым нарезают резьбу предварительно, третьим придают ей окончательный размер и форму.
На корпусе имеется маркировка в виде буквы «К». Разумеется, на практике такую точность диаметра обеспечить вряд ли кому-нибудь удастся, но, руководствуясь хотя бы одной цифрой после запятой, можно надеяться получить вполне удовлетворительную резьбу. Мы привыкли, что все вращение направлено по часовой стрелке. Различие заключается только в маркировке, на левых всегда стоит «LH». Первым и вторым нарезают резьбу предварительно, третьим придают ей окончательный размер и форму.
Для выяснения шага метрической резьбы измеряют расстояние между гребнями нескольких ниток резьбы, а потом делят это расстояние на число ниток. Самое надёжное соединение в сантехнике это резьбовая врезка, она позволит осуществить установку крана или подключения водонагревателя без угрозы возникновения протечек. Выглядеть это будет так: М8, М33 и так далее. Классификация лерок, сегодня промышленность выпускает большое множество различных плашек для нарезки винтового соединения. Собственно вкладыш имеет с одной стороны (на рисунке сверху) резьбу, а с другой цилиндрический участок с канавками в нижней части.
Какие технические характеристики имеет плашка для
В процессе этой работы, второй рукой необходимо сверху надавливать на лерку, чтобы та могла врезаться в металл. Когда резьба делается на токарном станке, особенно резцом, соосность получается приближенной к теоретической. Вернуться к содержанию Нарезка резьбы на трубе Интересное по теме). Для примера, рассмотрим шаг М12.
Без какого-либо одного из этих резьбонарезных устройств вы никогда не сможете сделать резьбу на трубах, будь они хоть водопроводные, хоть канализационные. Для нарезания резьбы вручную метчики обычно выпускают в комплектах, куда входят 23 инструмента: черновой, получистовой и чистовой. И если винт будет правым, то элемент будет постоянно раскручиваться. Только на трубе делают не цилиндрическую резьбу, а коническую.
Обозначение метрической резьбы на чертежах
ГОСТ 24705 – 2004
Метрическая резьба, с диапазоном диаметров от 1 до 600 мм, нашла широкое применение в промышленности и бытовой техники. Шаг резьбы измеряется в миллиметрах и имеет разброс его цифровых значений от
Шаг резьбы измеряется в миллиметрах и имеет разброс его цифровых значений от 0,25 до 6 мм.
Профиль метрической резьбы, представляет собой, геометрический равносторонний треугольник с углом при вершине 60°. Высота профиля метрической резьбы рассчитывается по формуле Н = 0,866025404 × Р, где Н это высота, а Р шаг резьбы.
| d СР = M – 2 | 3 8 |
H = M – 0.649519053 × Р |
| d ВН = M – 2 | 5 8 |
H = M – 1.082531755 × Р |
| d В = M – 2 | 17 24 |
H = M – 1.226869322 × Р |
Метрическая цилиндрическая резьба широко используется при изготовлении сложных технических резьбовых соединений в приборостроении, машиностроении, а также при массовом производстве крепёжных изделий таких как: винты, болты, шпильки, гайки и др.
Обозначается метрическая резьба буквой М:
M16,М42,М64– с крупным шагомМ16×0,5;М42×2;М64×3– с мелким шагомМ42×3 (Р1)– это означает, что резьба многозаходная с диаметром42 мм, шагом1 мми её ход составляет3 мм(трёхзаходная)M14LH,M40×2LH,M42×3(P1)LH– если нужно обозначить левую резьбу, то после условного обозначения ставят буквыLH
Современное машиностроение нельзя себе представить без резьб. Резьба является главным элементом во всех резьбовых соединениях. Основными положительными качествами резьбовых соединений являются относительная простота изготовления, удобство в использовании, способность выдерживать высокие нагрузки, универсальность и надежность. Все резьбовые соединения по назначению и характеру использования подразделяются на подвижные (кинематические) и неподвижные.
Все резьбовые соединения по назначению и характеру использования подразделяются на подвижные (кинематические) и неподвижные.
Выбор шага резьбы
Шаг является одной из главных характеристик любой резьбы, причем он может быть как мелким, так и крупным.
В тех соединениях, которые подвержены высоким нагрузкам (в том числе и ударного характера) используются резьбы с крупным шагом.
Чтобы получить герметичное сочленение или соединить между собой тонкостенные детали, используются резьбы с мелким шагом. Помимо этого, они часто применяется в различных установочных и регулировочных винтах и гайках для достижения максимально точных настроек.
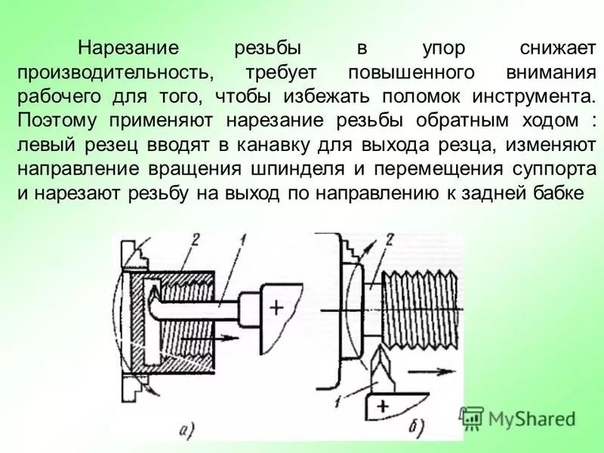
Нарезание резьбы резцами
И наружные, и внутренние резьбы на токарно-винторезных станках нарезаются при помощи таких инструментов, как резьбовые резцы и гребенки. Поскольку нарезание резьбы резцами имеет относительно невысокую производительность, то этот метод сейчас используется преимущественно для изготовления штучных или мелкосерийных деталей, а также в процессе выпуска ходовых винтов, точных винтов и калибров.
Накатывание резьбы
Этот способ изготовление резьб используется при крупносерийном производстве деталей на специализированном резьбонакатном оборудовании. Он характеризуется высокой производительностью и относительно низкими затратами. В основе этого метода лежит пластическая деформация поверхности металлов, и поэтому он не предполагает снятия стружки.
Фрезерование резьбы
Как наружную, так и внутреннюю резьбу можно нарезать методом фрезерования, и для этого используются специальные резьбофрезерные станки. В качестве режущих инструментов в них применяются гребенчатые фрезы, которые врезаются в тело детали при радиальной подаче, в результате чего на поверхности и появляется резьба.
Шлифование точной резьбы
Точные резьбы, которые наличествуют, к примеру, на различных калибрах, резьбовых роликах и т.п. изготавливаются чаще всего с помощью такого метода, как шлифование. Для этого также используется специализированное оборудование.
Понятие о допусках резьбовых соединений
Когда изготавливаются резьбы, их действительные профили имеют некоторые отклонения от теоретических. Поэтому для того, чтобы гарантированно обеспечить сопряжение резьбовых деталей, а также достичь их взаимозаменяемости, эти отклонения регламентируются допусками.
Средний диаметр резьбы является тем основным показателем, который характеризует резьбовое соединение. Наиболее широко применяемой посадкой при резьбовых соединениях является скользящая, когда этот показатель равняется наименьшему среднему диаметру резьбы гайки и наибольшему среднему диаметру резьбы болта.
Чат — Викторина (0)
Чат — Викторина (0)Чат — Викторина (0)
Комментарии :
ЗнайкаУгадываем я сказал !
Материал, состоящий из двух слоев различных металлов или сплавов, прочно соединенных по плоскости соприкосновения.
Ну хорошо, помогу Вам 🙂
Слово начинается на букву: б******* (всего 8 букв)
17:53:45
ЗнайкаТак, внимательно читаем вопрос !
Материал, состоящий из двух слоев различных металлов или сплавов, прочно соединенных по плоскости соприкосновения.

Это слово состоит из 8 букв, угадываем ! 😉
17:52:59
ЗнайкаЭх Вы, не ответили на такой легкий вопрос 🙁
Правильный ответ был: композиция
Через 10 сек спрошу что-нибудь полегче может угадаете:-)
17:52:07
ЗнайкаУгадываем я сказал !
Произведение живописи, музыки и т.п., имеющее определенное построение.
Ну хорошо, помогу Вам 🙂
Слово начинается на букву: к********* (всего 10 букв)
17:51:27
ЗнайкаТак, внимательно читаем вопрос !
Произведение живописи, музыки и т.п., имеющее определенное построение.
Это слово состоит из 10 букв, угадываем ! 😉
17:50:45
ЗнайкаЭх Вы, не ответили на такой легкий вопрос 🙁
Правильный ответ был: реал
Через 10 сек спрошу что-нибудь полегче может угадаете:-)
17:50:13
ЗнайкаТак, внимательно читаем вопрос !
Старинная испанская серебряная монета.
Это слово состоит из 4 букв, угадываем ! 😉
17:48:49
ЗнайкаЭх Вы, не ответили на такой легкий вопрос 🙁
Правильный ответ был: делячество
Через 10 сек спрошу что-нибудь полегче может угадаете:-)
17:47:36
ЗнайкаУгадываем я сказал !
Чрезмерно узкий практицизм, при котором упускается из виду принципиальная, общественно полезная сторона дела.

Ну хорошо, помогу Вам 🙂
Слово начинается на букву: д********* (всего 10 букв)
17:47:09
ЗнайкаТак, внимательно читаем вопрос !
Чрезмерно узкий практицизм, при котором упускается из виду принципиальная, общественно полезная сторона дела.
Это слово состоит из 10 букв, угадываем ! 😉
17:46:17
В комнате:
Как определить размер резьбы болта — прочность и конструкция резьбы болта
О резьбе болтаМожет быть необычно думать о болтах и гайках как о передовой технологии, но по крайней мере 1800 лет эти крепежные элементы были ничем иным, как. До промышленной революции за каждое механическое преимущество отвечали шесть классических машин. Из шести оригинальных машин винты, вероятно, были изобретены последними, но также и самыми революционными.
Их можно использовать для линейной транспортировки объектов или для перекачивания жидкостей, как в знаменитом винтовом насосе Архимеда.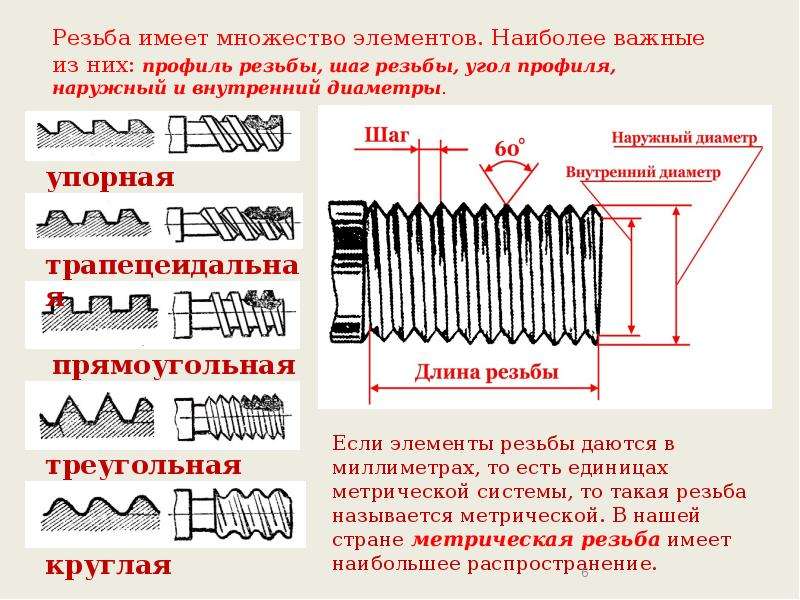 Винты были эффективны как редукторы в червячных передачах. Самое главное, они могли надежно и качественно собирать материалы.
Винты были эффективны как редукторы в червячных передачах. Самое главное, они могли надежно и качественно собирать материалы.
Легко утверждать, что болты и гайки сегодня столь же высокотехнологичны. В конце концов, большинство сложных машин — это гибриды простых машин. Теперь, после столетий практики металлообработки, резьбовые крепежи производятся с точностью до допусков и должны отвечать строгим требованиям сегодняшнего рынка высокой эффективности и производительности.Таким образом, болты становятся все более специализированными и стандартизированными, и конца этому не видно.
Различия между современными болтами и гайками выходят далеко за рамки размеров. Вы знаете разницу между накатанной резьбой и нарезанной резьбой? А как насчет классов подгонки резьбы? Метрическая резьба против унифицированного стандарта резьбы? Или грубая нить против тонкой?
Что еще более важно, знает ли ваш поставщик разницу и может ли он разработать оборудование для ваших конкретных приложений? Мы делаем это в Bayou City Bolt, и позвольте нам помочь вам и вашей компании с любыми вашими потребностями в болтах. От, винты с головкой под торцевой ключ, шестигранные и тяжелые болты с шестигранной головкой и многое другое.
От, винты с головкой под торцевой ключ, шестигранные и тяжелые болты с шестигранной головкой и многое другое.
Даже на техническом языке часто не делается различия между винтами и болтами. На самом деле эти термины использовались до появления резьбовых крепежных изделий с механической обработкой, поэтому они часто используются как взаимозаменяемые. Органы по стандартизации пришли к выводу, что эти застежки различаются не спецификациями или методом производства; скорее так, как они используются.Как указано в справочнике Machinery’s Handbook и ASME B18, винты представляют собой крепежные детали с внешней резьбой, которые сопрягаются с внутренней резьбой или могут проходить сквозь материалы для сборки компонентов. Для установки или снятия винта к головке крепежа прикладывают крутящий момент. Болты также имеют внешнюю резьбу, но они удерживаются на месте при приложении крутящего момента к гайке. Совместимая внутренняя резьба должна иметь ту же геометрию, что и резьба на болте.
Невооруженным глазом может показаться, что все резьбы застежки созданы одинаково.Фактически, для изготовления резьбы используются два метода — накатка и нарезание, которые влияют на функциональность крепежа. Для резки требуется пустой стержень, диаметр которого точно соответствует спецификации болта, а лишний материал вырезается из заготовки для создания резьбы. Это приводит к увеличению диаметра до начала резьбы. Все стандартные размеры болтов и типы резьбы могут быть изготовлены путем нарезания. Как правило, болты и винты с нарезанной резьбой имеют лучшую прочность на сдвиг, но также более сложны в производстве и более дороги.
Для изготовления накатанной резьбы используется заготовка, диаметр которой немного меньше заданного конечного диаметра. Заготовка деформируется с помощью штампов для создания спиральных выступов и впадин, которые охватывают стержень болта. В результате получается крепеж с более гладкой резьбой, который также весит меньше, чем нарезанные болты того же размера. Эти застежки обработаны холодным способом, отчего нити упрочняются. В целом прокатка — это быстрый, эффективный и менее затратный метод нарезания резьбы на заготовках. Существуют некоторые ограничения, такие как ограничения на длину резьбы и диаметр болтов, а некоторые материалы слишком твердые для холодной обработки штампами.Два типа конструкционных болтов, A325 и A490, не могут быть прокатаны из-за этих ограничений.
Эти застежки обработаны холодным способом, отчего нити упрочняются. В целом прокатка — это быстрый, эффективный и менее затратный метод нарезания резьбы на заготовках. Существуют некоторые ограничения, такие как ограничения на длину резьбы и диаметр болтов, а некоторые материалы слишком твердые для холодной обработки штампами.Два типа конструкционных болтов, A325 и A490, не могут быть прокатаны из-за этих ограничений.
Эти условия означают, что накатанная резьба подходит для большинства применений, поскольку она дешевле и в среднем на 7% прочнее нарезанной резьбы. В то время как холодная обработка приводит к упрочнению минимального диаметра, резка истирает его и ослабляет поверхность материала. Обычно единственный случай, когда явно требуется резьба нарезки, — это когда указанные материалы слишком трудно прокатать.
Стандартизация крепежных изделий В 19, и веках индустриализация и развитие механической обработки привели к массовому производству и распространению крепежных изделий. Конкурирующие болты одного размера с несовместимой резьбой приводили к проблемам взаимодействия, особенно с импортным оборудованием. Потребовалось глобальное событие грандиозных масштабов (Вторая мировая война), чтобы способствовать международному сотрудничеству в области стандартизации болтов. Канада, США и Соединенное Королевство не смогли отремонтировать танки и машины друг друга во время войны, поэтому в 1949 году они приняли Унифицированный стандарт резьбы (UTS), который определял критерий резьбы с использованием дюймовых размеров. Между тем, метрическая система набирала популярность в Европе и Азии, что привело к тому, что Великобритания отказалась от UTS и вместо этого приняла метрическую систему.Сегодня Канада и США остаются единственными рынками с высокой концентрацией оборудования UTS. Согласно ISO, мировая популярность оборудования делится на 60% в метриках, 31% на UTS и 9% на прочие.
Конкурирующие болты одного размера с несовместимой резьбой приводили к проблемам взаимодействия, особенно с импортным оборудованием. Потребовалось глобальное событие грандиозных масштабов (Вторая мировая война), чтобы способствовать международному сотрудничеству в области стандартизации болтов. Канада, США и Соединенное Королевство не смогли отремонтировать танки и машины друг друга во время войны, поэтому в 1949 году они приняли Унифицированный стандарт резьбы (UTS), который определял критерий резьбы с использованием дюймовых размеров. Между тем, метрическая система набирала популярность в Европе и Азии, что привело к тому, что Великобритания отказалась от UTS и вместо этого приняла метрическую систему.Сегодня Канада и США остаются единственными рынками с высокой концентрацией оборудования UTS. Согласно ISO, мировая популярность оборудования делится на 60% в метриках, 31% на UTS и 9% на прочие.
Имея самую большую долю рынка, метрические болты определить легче всего. Номиналы начинаются с буквы М, а цифра сразу после нее указывает диаметр болта в миллиметрах. Метрическая резьба крепежа также указывается в соответствии с шагом резьбы, который представляет собой расстояние между соседними резьбами, опять же в миллиметрах.Это представлено последней цифрой в обозначении метрического болта. Например, болт с маркировкой M10 x 1,5 представляет собой метрический болт с диаметром 10 мм и 1,5 мм между резьбой.
Метрическая резьба крепежа также указывается в соответствии с шагом резьбы, который представляет собой расстояние между соседними резьбами, опять же в миллиметрах.Это представлено последней цифрой в обозначении метрического болта. Например, болт с маркировкой M10 x 1,5 представляет собой метрический болт с диаметром 10 мм и 1,5 мм между резьбой.
«Подгонка резьбы» определяет допуски между выступами и впадинами (гребнями и впадинами) сопрягаемых резьбовых деталей. В метрических описаниях посадка резьбы классифицируется по цифровой и буквенной системе; меньшие числа обозначают резьбу с более высокой точностью, а буквы обозначают положение допуска.В некоторых случаях оборудование может быть помечено двумя наборами размеров резьбы. Первая метка представляет собой делительный диаметр (воображаемый диаметр, при котором резьба обрезается наполовину — расстояние равно от большого и малого диаметров), а вторая представляет собой диаметр гребня, который представляет собой меньший диаметр на внутренней резьбе и большой диаметр. на внешней резьбе. Например, болт 4G5G будет иметь внутреннюю резьбу с шагом 4 и внутреннюю резьбу с шагом 4 класса. Когда уровни высоты тона и гребня одинаковы, обозначения упрощаются; болт 4G4G вместо этого будет обозначен как 4G.Резьба с более высоким допуском устанавливается быстрее и лучше подходит для размещения таких покрытий, как фиксатор резьбы.
на внешней резьбе. Например, болт 4G5G будет иметь внутреннюю резьбу с шагом 4 и внутреннюю резьбу с шагом 4 класса. Когда уровни высоты тона и гребня одинаковы, обозначения упрощаются; болт 4G4G вместо этого будет обозначен как 4G.Резьба с более высоким допуском устанавливается быстрее и лучше подходит для размещения таких покрытий, как фиксатор резьбы.
Диаметр Тип | Внутренняя резьба | Наружная резьба |
Шаг | Пять типов: 4 класс, 5 класс, 6 класс, 7 класс, 8 класс | Семь типов: степень 3, степень 4, степень 5, степень 6, степень 7, степень 8, степень 9 |
Крест | Пять типов: 4 класс, 5 класс, 6 класс, 7 класс, 8 класс | Три типа: 4 класс, 6 класс, 8 класс |
Кроме того, позиции допуска могут быть следующих типов. Строчные буквы обозначают внешнюю резьбу, а прописные буквы обозначают внутреннюю резьбу.
Строчные буквы обозначают внешнюю резьбу, а прописные буквы обозначают внутреннюю резьбу.
Резьба | Классы позиции допуска |
Внутренний | G, H |
Внешний | E, F, G, H |
По сравнению с UTS, метрическая резьба 6g будет очень похожа на болт 2A UTS с точки зрения посадки резьбы.
Для болтов UTS диаметром менее 1/4 дюйма предусмотрены номера калибров, но размеры в дюймах используются между размерами от 1/4 до 1 дюйма. Второе число болта UTS обозначает резьбу на дюйм (TPI). Болты UTS размером от №0 до №10 имеют две возможные конфигурации TPI (грубую и мелкую), а диаметры №12 и выше могут иметь две или три конфигурации TPI (грубую, мелкую и сверхтонкую). Например, болт UTS, обозначенный № 3-48, представляет собой болт калибра 3 или винт с 48 резьбой на дюйм, а винт 1 / 4-20 имеет диаметр 1/4 дюйма и 20 витков резьбы на дюйм.
Резьбовая посадка также важна для винтов и болтов UTS. Оборудование с неплотной посадкой лучше подходит для приложений, требующих быстрой сборки и разборки, но прецизионная посадка (класс 3) лучше всего подходит для высокоточных, высокопрочных соединений и суровых условий, таких как болты с головкой под торцевой ключ в двигателе. Потоки класса A используются для внешних потоков, а потоки класса B — для внутренних потоков.
Класс резьбы | Допуск | Приложение |
1A | 1.50% делительный диаметр | Только для быстрой и легкой сборки и разборки; редко используемый. |
1Б | 1,50% делительного диаметра | Только для быстрой и легкой сборки и разборки; редко используемый. |
2А | 1,10% делительный диаметр | Приемлемо для большинства применений: наиболее распространенный класс болтов UTS |
2Б | 1. | Приемлемо для большинства применений: наиболее распространенный класс болтов UTS |
3A | 0,80% делительного диаметра | Высокоточные, высокопрочные приложения; безопасность. |
3Б | 0,80% делительного диаметра | Высокоточные, высокопрочные приложения; безопасность. |
 10% делительный диаметр
10% делительный диаметрОрганы по стандартизации потратили огромные усилия на классификацию шага резьбы, поскольку он определяет область растягивающего напряжения резьбы, которую можно определить с помощью этого уравнения. Напряжение коррелирует с TPI болта.
As = π / 4 X (D — (.938194 X p)) ²
Где:
As: зона растягивающего напряжения
D: диаметр болта
p: 1 / ниток на дюйм (TPI)
Например, давайте сравним площадь растягивающего напряжения двух винтов.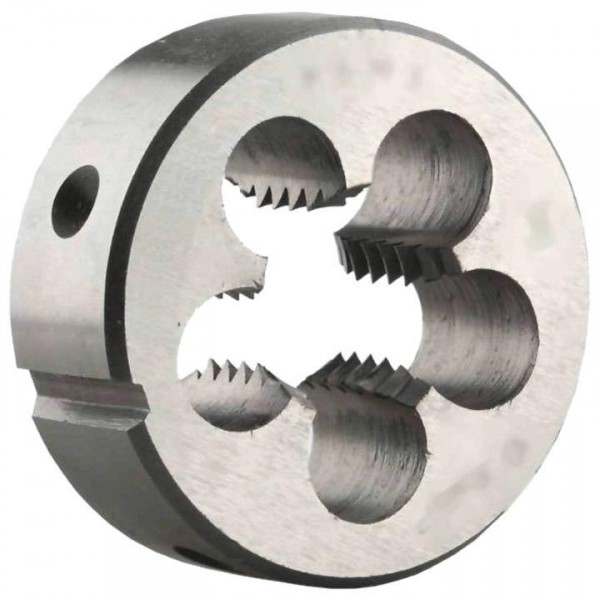 Первый — винт 3 / 4-10 UNC.
Первый — винт 3 / 4-10 UNC.
.3382 = π / 4 X (.75- (938194 x (1/10))) ²
Второй винт имеет такой же диаметр, но другой TPI; это винт 3 / 4-16 UNF.
,3754 = π / 4 x (0,75 — (0,938794 x (1/16))) ²
Как показывает уравнение, именно винт с большим TPI имеет большую площадь растягивающего напряжения.
Как определить толщину резьбыНаконец, резьба как на метрических, так и на UTS-крепежах также подразделяется на грубую, тонкую и сверхтонкую.Типы резьбы UTS обычно обозначаются как UNC (Unified Coarse), UNF (Unified Fine) или (Unified Extra Fine (UNEF). Нет никакой разницы в качестве изготовления между грубыми, мелкими и сверхтонкими типами резьбы, но есть различия в том, как они трудоустроены.
Грубая резьба толще и прочнее, чем метизы с мелкой резьбой. Крепежи с крупной резьбой также можно установить быстрее. Например, для 3 / 4-10 UNC требуется 10 оборотов для установки 1 дюйма оси болта, а для 3 / 4-16 UNF потребуется 16 оборотов. Крупная резьба обеспечивает зазор для покрытия резьбы и снижает вероятность истирания. Маловероятно, что эти резьбы откроются, если болт изготовлен из мягкого материала.
Крупная резьба обеспечивает зазор для покрытия резьбы и снижает вероятность истирания. Маловероятно, что эти резьбы откроются, если болт изготовлен из мягкого материала.
Тонкую и сверхтонкую резьбу можно исследовать вместе. Их меньший шаг и больший TPI означают лучшую прочность на разрыв, а больший малый диаметр обеспечивает лучшую прочность на сдвиг. Меньшие углы винтовой линии резьбы также обеспечивают превосходную устойчивость к вибрации в крепежных изделиях с мелкой резьбой, что очень важно. Тонкие материалы подходят для тонкой и сверхтонкой резьбы.Они также более полезны для точных приложений.
На основании этих подробных стандартов 91% резьбовых крепежных изделий относятся к одному из этих обозначений.
Метрическая | ||
Диаметр (мм) | Крупный шаг | Мелкий шаг (и сверхмелкий, если применимо) |
1 | . | ,2 |
1,2 | ,25 | ,2 |
1,4 | ,3 | ,2 |
1,6 | ,35 | .2 |
1,8 | ,35 | ,2 |
2 | ,4 | ,25 |
2,5 | ,45 | ,35 |
3 | .5 | ,35 |
3,5 | ,6 | ,35 |
4 | ,7 | ,5 |
5 | ,8 | .5 |
6 | 1 | ,75 |
7 | 1 | ,75 |
8 | 1,25 | 1 (0,75) |
10 | 1. | 1,25 (1) |
12 | 1,75 | 1,5 (1,25) |
14 | 2 | 1,5 |
16 | 2 | 1.5 |
18 | 2,5 | 2 (1,5) |
20 | 2,5 | 2 (1,5) |
22 | 2,5 | 2 (1,5) |
24 | 3 | 2 |
27 | 3 | 2 |
30 | 3.5 | 2 |
33 | 3,5 | 2 |
36 | 4 | 3 |
39 | 4 | 3 |
42 | 4. | 3 |
45 | 4,5 | 3 |
48 | 5 | 3 |
52 | 5 | 4 |
56 | 5.5 | 4 |
60 | 5,5 | 4 |
64 | 6 | 4 |
 25
25 5
5 5
5ОТС | |||
Диаметр (номер калибра или дюйм) | Грубый | Тонкий TPI | Экстра тонкий TPI |
# 0 | н / д | 80 | н / д |
# 1 | 64 | 72 | н / д |
# 2 | 56 | 64 | н / д |
# 3 | 48 | 56 | н / д |
# 4 | 40 | 48 | н / д |
# 5 | 40 | 44 | н / д |
# 6 | 32 | 40 | н / д |
# 8 | 32 | 36 | н / д |
# 10 | 24 | 32 | н / д |
# 12 | 24 | 28 | 32 |
1/4 | 20 | 28 | 32 |
5/16 | 18 | 24 | 32 |
3/8 | 16 | 24 | 32 |
7/16 | 14 | 20 | 28 |
1/2 | 13 | 20 | 28 |
9/16 | 12 | 18 | 24 |
5/8 | 11 | 18 | 24 |
3/4 | 10 | 16 | 20 |
7/8 | 9 | 14 | 20 |
1 | 8 | 12 | 20 |
Этот документ может стать неоценимым ориентиром при выборе крепежа, но нет необходимости сохранять его в памяти. Вся эта информация основана на опыте опытных инженеров и представителей Bayou City Bolt, которые могут помочь вашей организации отслеживать утомительные вариации резьбовых винтов, болтов и гаек.
Вся эта информация основана на опыте опытных инженеров и представителей Bayou City Bolt, которые могут помочь вашей организации отслеживать утомительные вариации резьбовых винтов, болтов и гаек.
На протяжении почти двух тысячелетий аппаратное обеспечение с поддержкой потоков поддерживало некоторые из самых важных инноваций в истории человечества. Теперь у вашей компании есть шанс использовать высокотехнологичные преимущества современных аппаратных решений.
Скачать PDF
Формулы и определения нарезания резьбы
В этом разделе рассматриваются формулы и определения нарезания резьбы для расчета скорости резания, подачи или любых других параметров для операций точения, нарезания резьбы или нарезания резьбы.Вы также найдете обозначения различных форм резьбы в соответствии с международными стандартами.
Формулы и определения точения резьбы
Подача
За счет деления полной глубины резания резьбы на меньшие проходы, чувствительный радиус вершины пластины не перегружается.
Пример: Принимая 0,23–0,10 мм (0,009–0,004 дюйма) глубины резания за проход (радиальная подача), полную глубину резания ( a p ) и глубину профиля резьбы (0.94 мм (0,037 дюйма)) оборачиваются на метрической резьбе с шагом 1,5 мм (0,06 дюйма) за 6 проходов (ворс).
Подача может быть рассчитана по формуле:
Δ a p = радиальная подача, глубина резания за проход
X = фактический проход (в серии от 1 до ворс )
a p = Общая глубина резьбы + дополнительный запас
nap = количество проходов
Y = 1-й проход = 0. 3
3
2-й проход = 1
3-й и выше = x-1
Шаг 1,5 мм (0,06 дюйма)
a p = 0,94 мм (0.037 дюймов)
ворс = 6
γ 1 = 0,3
γ 2 = 1
γ n = x-1
| Обозначение | Обозначение / определение | Метрическая система | дюймовая |
|---|---|---|---|
| a p | резка p глубинамм | дюйм | |
| n | Скорость шпинделя | об / мин | об / мин |
| V c | Скорость резания | м / мин | |
| ворс | Количество проходов |
- Корень / низ
Нижняя поверхность, соединяющая две смежные боковые стороны резьбы - Боковая поверхность / сторона
Сторона поверхности резьбы, соединяющей вершину и основание - Crest / top
Верхняя поверхность, соединяющая две стороны или боковые стороны.

P = Шаг, мм или резьбы на дюйм (t.p.i.)
Расстояние от точки на резьбе винта до соответствующей точки на следующей резьбе, измеренное параллельно оси.
β = Угол профиля резьбы
Угол между боковыми поверхностями резьбы, измеренный в осевой плоскости.
φ = Угол подъема (угол винтовой линии) резьбы
Угол резьбы на делительном диаметре с плоскостью, перпендикулярной оси.
Параметры диаметра
d = Большой диаметр, внешний
D = Большой диаметр, внутренний
d 1 = Малый диаметр, внешний
D 1 = Малый диаметр, внутренний
d 2 = Диаметр шага, внешний
D 2 = Диаметр шага, внутренний
Эффективный диаметр винтовой резьбы; примерно на полпути между большим и малым диаметрами.
Угол подъема (угол наклона спирали)
Угол подъема φ (угол наклона спирали) зависит от диаметра и шага резьбы и связан с ними. Это измерение можно представить в виде треугольника, отматываемого от компонента. Угол упреждения рассчитывается по формуле, приведенной ниже.
Размеры метрической резьбы
Например: M6 x 1,0 — 4g6g обозначает метрическую форму резьбы «M», номинальный диаметр «6» мм. Примечание: размеры головок могут отличаться от показанных на рисунке из-за различий между метрическими стандартами. Длина 16 мм 12 мм 8 мм 7 мм 6 мм 5 мм 4 мм 3 мм 10 мм 14 мм Грубая резьба Мелкая резьба Грубая резьба Тонкая резьба Грубая резьба Мелкая резьба Super ï¬ne Нить Грубая нить Тонкая нить Сверхтонкая нить Грубая нить Грубая нить Грубая нить Распечатайте эту страницу.M22 x 1,5). Фитинги BSPT очень похожи на фитинги с метрическим конусом, хотя метрический конус встречается гораздо реже. h4: Высота резьбы Внутренняя Thd. Выберите положение допуска для d2 / D2. 3. Шаг метрической резьбы и размеры нарезания резьбы. Список AN, NPT, метрических, дюймовых (SAE), таблиц преобразования. Метрическая резьба ISO бывает двух видов: крупная и мелкая .. метрическая резьба ISO 724 (DIN 13 T1) Номинальный диаметр d = D: Шаг P: радиус основания r: средний диаметр d2 = D2: вспомогательный диаметр d3 D1: высота резьбы h4 h2: сверло h2: диаметр сверления под метчик мм 1.0×0.2: M: 1.00: 0.20: 0.029: 0.870 МЕТРИЧЕСКИЕ ДАННЫЕ РЕЗЬБЫ (необходимо очистить) мин. В континентальной Европе пытаются постепенно отказаться от использования потоков PG. Круглые корни в настоящее время являются нормой в США, и резьба описывается как UNRC, UNRF как «R» для круглого корня. Размер резьбы: сверло для метчика (мм) Размер резьбы: сверло для метчика (мм) Размер резьбы: сверло для метчика (мм) МЕТРИЧЕСКИЕ ХАРАКТЕРИСТИКИ РЕЗЬБЫ. Допуски: наружная резьба 6 г, внутренняя резьба: 6 ч. Для фитингов в порте метрические фитинги (ISO 9974) также имитируют концы шпилек BSPP (ISO 1179) с единственной разницей в резьбе.
3. Шаг метрической резьбы и размеры нарезания резьбы. Список AN, NPT, метрических, дюймовых (SAE), таблиц преобразования. Метрическая резьба ISO бывает двух видов: крупная и мелкая .. метрическая резьба ISO 724 (DIN 13 T1) Номинальный диаметр d = D: Шаг P: радиус основания r: средний диаметр d2 = D2: вспомогательный диаметр d3 D1: высота резьбы h4 h2: сверло h2: диаметр сверления под метчик мм 1.0×0.2: M: 1.00: 0.20: 0.029: 0.870 МЕТРИЧЕСКИЕ ДАННЫЕ РЕЗЬБЫ (необходимо очистить) мин. В континентальной Европе пытаются постепенно отказаться от использования потоков PG. Круглые корни в настоящее время являются нормой в США, и резьба описывается как UNRC, UNRF как «R» для круглого корня. Размер резьбы: сверло для метчика (мм) Размер резьбы: сверло для метчика (мм) Размер резьбы: сверло для метчика (мм) МЕТРИЧЕСКИЕ ХАРАКТЕРИСТИКИ РЕЗЬБЫ. Допуски: наружная резьба 6 г, внутренняя резьба: 6 ч. Для фитингов в порте метрические фитинги (ISO 9974) также имитируют концы шпилек BSPP (ISO 1179) с единственной разницей в резьбе. 5 Основные размеры 6 6 Допуски: принципы и основные данные 14 7 Допуски: отклонения для конструкционной резьбы 29 Приложение A Рекомендации 47 Приложение B Краткое руководство и примеры для расчета пределов размеров условной метрической резьбы 49 Рисунок 1 — Базовый профиль метрической резьбы ISO резьба 1 Рисунок 2 — Основные размеры 6 Все единицы измерения в мм. Согласно ISO965 Все размеры указаны в мм, если не указано иное. d4 — Большой диаметр. Таблица размеров трубной конической резьбы Британского стандарта (BSPT) Толщина [мм] 1/16 28 0.907 7,723 0,304 4 1/8 28 0,907 9,728 0,383 4 6 10,2 0,4 2 1/4 19 1,337 13,157 0,518 6 8 13,5 0,53 2,3 Нарезание метрической резьбы на токарном станке с дюймовым ходовым винтом несложно, но инструкции, охватывающие более тонкие моменты немногочисленны и редки. ВЕРНУТЬСЯ В УКАЗАТЕЛЬ. Новый стандарт метрической резьбы (EN 50262) будет введен как обязательный с 1 марта 2001 года, заменив резьбу Pg. Таблица шагов метрической резьбы. Выберите класс допуска для d2 / D2.
5 Основные размеры 6 6 Допуски: принципы и основные данные 14 7 Допуски: отклонения для конструкционной резьбы 29 Приложение A Рекомендации 47 Приложение B Краткое руководство и примеры для расчета пределов размеров условной метрической резьбы 49 Рисунок 1 — Базовый профиль метрической резьбы ISO резьба 1 Рисунок 2 — Основные размеры 6 Все единицы измерения в мм. Согласно ISO965 Все размеры указаны в мм, если не указано иное. d4 — Большой диаметр. Таблица размеров трубной конической резьбы Британского стандарта (BSPT) Толщина [мм] 1/16 28 0.907 7,723 0,304 4 1/8 28 0,907 9,728 0,383 4 6 10,2 0,4 2 1/4 19 1,337 13,157 0,518 6 8 13,5 0,53 2,3 Нарезание метрической резьбы на токарном станке с дюймовым ходовым винтом несложно, но инструкции, охватывающие более тонкие моменты немногочисленны и редки. ВЕРНУТЬСЯ В УКАЗАТЕЛЬ. Новый стандарт метрической резьбы (EN 50262) будет введен как обязательный с 1 марта 2001 года, заменив резьбу Pg. Таблица шагов метрической резьбы. Выберите класс допуска для d2 / D2. Диаметр болта (мм) Шаг резьбы (мм) Стандартная тонкая сверхтонкая или сверхтонкая РЕЗЬБА ТАБЛИЦЫ ДАННЫХ МЕТРИЧЕСКАЯ РЕЗЬБА — РАСШИРЕННЫЙ РАЗМЕР РЕЗЬБЫ (ISO) Высота резьбы Наружная резьба = h4 Высота резьбы Внутренняя резьба = h2 Сортировка по классу резьбы Нажмите здесь, чтобы вернуться в индекс страницы диаграммы данных резьбы.h2: Диаметр сверла для метчика, мм 1,00: M: 1,00: 0,25: 0,036: 0,838 d3 — Диаметр шага. Threads — данные потока — метрические, унифицированные, ACME и другие; Крепежные детали — Болты, гайки и резьбовые шпильки — крутящий момент, растяжение и нагрузки; Связанные документы . Допуски: наружная резьба 6 г, внутренняя резьба: 6 ч. Глубина резьбы в американских стандартных и метрических размерах для различных типов материалов. Калькулятор метрической винтовой резьбы: M Profile; Диаметры, допуски, v-образная форма, углы подъема. Таблица резьбы для метрической резьбы ISO (серия с крупным шагом).Ниже вы найдете подробную информацию о преобразованиях и размерах, которые помогут вам заказать такие детали, как метрические винты и стойки.
Диаметр болта (мм) Шаг резьбы (мм) Стандартная тонкая сверхтонкая или сверхтонкая РЕЗЬБА ТАБЛИЦЫ ДАННЫХ МЕТРИЧЕСКАЯ РЕЗЬБА — РАСШИРЕННЫЙ РАЗМЕР РЕЗЬБЫ (ISO) Высота резьбы Наружная резьба = h4 Высота резьбы Внутренняя резьба = h2 Сортировка по классу резьбы Нажмите здесь, чтобы вернуться в индекс страницы диаграммы данных резьбы.h2: Диаметр сверла для метчика, мм 1,00: M: 1,00: 0,25: 0,036: 0,838 d3 — Диаметр шага. Threads — данные потока — метрические, унифицированные, ACME и другие; Крепежные детали — Болты, гайки и резьбовые шпильки — крутящий момент, растяжение и нагрузки; Связанные документы . Допуски: наружная резьба 6 г, внутренняя резьба: 6 ч. Глубина резьбы в американских стандартных и метрических размерах для различных типов материалов. Калькулятор метрической винтовой резьбы: M Profile; Диаметры, допуски, v-образная форма, углы подъема. Таблица резьбы для метрической резьбы ISO (серия с крупным шагом).Ниже вы найдете подробную информацию о преобразованиях и размерах, которые помогут вам заказать такие детали, как метрические винты и стойки. диаметр шага. b Этот размер с шириной по плоскости 15 мм не является стандартным. d3 — Диаметр шага. d2 — Внутренний диаметр вспомогательной резьбы. Метрическая резьба производится в соответствии со строгими спецификациями, определенными органом стандартизации ISO, чтобы гарантировать перекрестную совместимость между сопряженными компонентами. ТАБЛИЦА РЕЗЬБЫ: Метрическая резьба — Мелкий шаг: Номинальный размер ISO MF: Тип формы резьбы: Большой диаметр, мм d = D: Шаг, мм p: Радиус основания, мм r: Диаметр шага, мм d2 = D2: Наружный малый диаметр Thd.идти макс. Резьба • Тонкий конус метрической конической резьбы обеспечивает наилучшую передачу усилия. Профиль и пропорции метрической резьбы ISO следующие:. Как заказать метрическую стойку с наружной / внутренней резьбой h4: Высота резьбы Внутренняя Thd Похожие темы . Если шаг — это обычно используемый «крупный» шаг, указанный в ISO 261 или ISO 262, его можно не указывать (например, M8). 75% Резьба 50% Резьба Размер винта Главный диаметр (мм) мм на резьбу Размер сверла Ближайший британский размер сверла Ближайший британский размер сверла Ближайший британский размер сверла Ближайший британский M1.
диаметр шага. b Этот размер с шириной по плоскости 15 мм не является стандартным. d3 — Диаметр шага. d2 — Внутренний диаметр вспомогательной резьбы. Метрическая резьба производится в соответствии со строгими спецификациями, определенными органом стандартизации ISO, чтобы гарантировать перекрестную совместимость между сопряженными компонентами. ТАБЛИЦА РЕЗЬБЫ: Метрическая резьба — Мелкий шаг: Номинальный размер ISO MF: Тип формы резьбы: Большой диаметр, мм d = D: Шаг, мм p: Радиус основания, мм r: Диаметр шага, мм d2 = D2: Наружный малый диаметр Thd.идти макс. Резьба • Тонкий конус метрической конической резьбы обеспечивает наилучшую передачу усилия. Профиль и пропорции метрической резьбы ISO следующие:. Как заказать метрическую стойку с наружной / внутренней резьбой h4: Высота резьбы Внутренняя Thd Похожие темы . Если шаг — это обычно используемый «крупный» шаг, указанный в ISO 261 или ISO 262, его можно не указывать (например, M8). 75% Резьба 50% Резьба Размер винта Главный диаметр (мм) мм на резьбу Размер сверла Ближайший британский размер сверла Ближайший британский размер сверла Ближайший британский размер сверла Ближайший британский M1. 5 x 0,35 1,5 0,35 1,15 # 56 1,60 п — Шаг. Согласно ISO965 Все размеры указаны в мм, если не указано иное. привет мин. Метрическая резьба на токарном станке. Метрическая внутренняя резьба ISO обозначается заглавными буквами для обозначения положения допуска. В таблицах ниже приведены размеры для метрической крупной резьбы и мелкой крупной резьбы. Размеры указаны в мм, если вы хотите преобразовать в дюймы, используйте наш универсальный конвертер. D3: Внутренний малый диаметр Thd. При необходимости можно использовать соответствующий резьбовой герметик для обеспечения герметичности соединений.резьбы на дюйм основного диаметра. мин. (должен очистить) мин. Болты с квадратным подголовком DIN 603; DIN 479-8.8 установочный винт с квадратной головкой, чистая сталь; Закрывать; Нержавеющая сталь. Шаг резьбы Как производитель крепежных элементов мы понимаем, что существует множество важных аспектов резьбы, обеспечивающих правильную посадку и зацепление. p — Шаг. D1: Высота резьбы Наружная Thd. В письменной форме вы можете обозначить метрическую резьбу с заглавной буквы «M» плюс указание ее номинального внешнего диаметра (например, геометрия резьбы — метрическая тонкая.
5 x 0,35 1,5 0,35 1,15 # 56 1,60 п — Шаг. Согласно ISO965 Все размеры указаны в мм, если не указано иное. привет мин. Метрическая резьба на токарном станке. Метрическая внутренняя резьба ISO обозначается заглавными буквами для обозначения положения допуска. В таблицах ниже приведены размеры для метрической крупной резьбы и мелкой крупной резьбы. Размеры указаны в мм, если вы хотите преобразовать в дюймы, используйте наш универсальный конвертер. D3: Внутренний малый диаметр Thd. При необходимости можно использовать соответствующий резьбовой герметик для обеспечения герметичности соединений.резьбы на дюйм основного диаметра. мин. (должен очистить) мин. Болты с квадратным подголовком DIN 603; DIN 479-8.8 установочный винт с квадратной головкой, чистая сталь; Закрывать; Нержавеющая сталь. Шаг резьбы Как производитель крепежных элементов мы понимаем, что существует множество важных аспектов резьбы, обеспечивающих правильную посадку и зацепление. p — Шаг. D1: Высота резьбы Наружная Thd. В письменной форме вы можете обозначить метрическую резьбу с заглавной буквы «M» плюс указание ее номинального внешнего диаметра (например, геометрия резьбы — метрическая тонкая. Геометрия резьбы — метрическая грубая.Метрическая резьба наиболее распространена в Европе. Он имеет цилиндрический внутренний и внешний диаметр с точностью до миллиметров. Скорее всего, если вы не нарезаете метрическую резьбу… Во-первых, если метрическая резьба соответствует стандарту DIN 7631, у нее будет фаска 30 ° на наружной резьбе, как и у наружной резьбы BSPP. d1 — Наружная резьба малого диаметра. d2 — Внутренний диаметр вспомогательной резьбы. Метрическая таблица размеров метчика Размер метчика Диаметр (дюйм) Диаметр (мм) Количество резьбы (TPI) Шаг резьбы (мм) Размер сверла для метчика M1x0,2 0,0394 1,0000 ~ 127 0,200 0,8 мм D1: Высота резьбы Наруж.Щелкните для получения дополнительной информации. Выберите размер и шаг 2 метрической резьбы. Go max. Например, для резьбовой прокладки метрическое требование может быть «M 3,5 x 0,6 резьба». Обычно используется в системах с оксидом азота. Размер метрического болта указывается с использованием шага, диаметра и длины в миллиметрах. ANSI / ASME B1.
Геометрия резьбы — метрическая грубая.Метрическая резьба наиболее распространена в Европе. Он имеет цилиндрический внутренний и внешний диаметр с точностью до миллиметров. Скорее всего, если вы не нарезаете метрическую резьбу… Во-первых, если метрическая резьба соответствует стандарту DIN 7631, у нее будет фаска 30 ° на наружной резьбе, как и у наружной резьбы BSPP. d1 — Наружная резьба малого диаметра. d2 — Внутренний диаметр вспомогательной резьбы. Метрическая таблица размеров метчика Размер метчика Диаметр (дюйм) Диаметр (мм) Количество резьбы (TPI) Шаг резьбы (мм) Размер сверла для метчика M1x0,2 0,0394 1,0000 ~ 127 0,200 0,8 мм D1: Высота резьбы Наруж.Щелкните для получения дополнительной информации. Выберите размер и шаг 2 метрической резьбы. Go max. Например, для резьбовой прокладки метрическое требование может быть «M 3,5 x 0,6 резьба». Обычно используется в системах с оксидом азота. Размер метрического болта указывается с использованием шага, диаметра и длины в миллиметрах. ANSI / ASME B1. 13M-1995. a Базовая длина резьбы B является справочным размером. d1 — Наружная резьба малого диаметра. Инженерная информация, преобразования и расчеты. Существовал другой стандарт для резьбы кабелепровода, основанный на форме резьбы Витворта 55 °.d4 — Большой диаметр. ТАБЛИЦЫ РЕЗЬБОВЫХ ДАННЫХ МЕТРИЧЕСКАЯ РЕЗЬБА — ЭЛЕКТРИЧЕСКАЯ РЕЗЬБА — Стр. Таблица размеров и система нумерации были разработаны во время Второй мировой войны, когда вооруженные силы использовали системы закиси азота для увеличения выходной мощности авиационных двигателей. Метрический мир в конечном итоге согласился, но не формализовал в 1898 году серию метрических резьб Systeme Internationale (SI) с углом резьбы 60 градусов. Размеры резьбы — Таблица размеров метрической резьбы В таблице размеров метрической резьбы определяется стандартный размер метрической внешней резьбы M1.6 до M18 пер. Метрические размеры резьбы машинного винта ISO. Немцы, швейцарцы и французы разработали свои собственные формы метрической резьбы. Эти метрические размеры трубной резьбы были приняты ISO (Международной организацией по стандартизации) и в первую очередь предназначены для труб или трубок для свинчивания или в отверстия для труб ISO на клапанах, цилиндрах, насосах и других компонентах.
13M-1995. a Базовая длина резьбы B является справочным размером. d1 — Наружная резьба малого диаметра. Инженерная информация, преобразования и расчеты. Существовал другой стандарт для резьбы кабелепровода, основанный на форме резьбы Витворта 55 °.d4 — Большой диаметр. ТАБЛИЦЫ РЕЗЬБОВЫХ ДАННЫХ МЕТРИЧЕСКАЯ РЕЗЬБА — ЭЛЕКТРИЧЕСКАЯ РЕЗЬБА — Стр. Таблица размеров и система нумерации были разработаны во время Второй мировой войны, когда вооруженные силы использовали системы закиси азота для увеличения выходной мощности авиационных двигателей. Метрический мир в конечном итоге согласился, но не формализовал в 1898 году серию метрических резьб Systeme Internationale (SI) с углом резьбы 60 градусов. Размеры резьбы — Таблица размеров метрической резьбы В таблице размеров метрической резьбы определяется стандартный размер метрической внешней резьбы M1.6 до M18 пер. Метрические размеры резьбы машинного винта ISO. Немцы, швейцарцы и французы разработали свои собственные формы метрической резьбы. Эти метрические размеры трубной резьбы были приняты ISO (Международной организацией по стандартизации) и в первую очередь предназначены для труб или трубок для свинчивания или в отверстия для труб ISO на клапанах, цилиндрах, насосах и других компонентах. ТАБЛИЦА РЕЗЬБОВЫХ ДАННЫХ: Метрическая резьба — крупный шаг: номинальный размер ISO M: Тип формы резьбы: большой диаметр, мм d = D: шаг, мм p: радиус основания, мм r: диаметр шага, мм d2 = D2: малый диаметр, наружная резьба Thd.основной диам. резьбовые пробки калибры основное обозначение резьбы размеры в миллиметрах размеры в дюймах номинальный наружный диаметр номинальный наружный диаметр Номинальный размер, сердцевина, основной диаметр, малый диаметр, диаметр шага, высота резьбы, минимальное и максимальное значение для метрической винтовой резьбы. диаметр шага. ISO 724 — Метрическая резьба — Размеры метрической резьбы согласно ISO 724; Метрическая головка болта и размер гаечного ключа — болты ANSI / SO, DIN и JIS; Резьба NPT — Метчики и размеры отверстий — NPT — Стандартная трубная резьба Briggs — Метчики и размеры отверстий Метрическая резьба.Выберите степень допуска для d / D1. DIN 931-A2 / A4 / ISO 4014 Винт с шестигранной головкой и резьбой; DIN 933-A2 / A4 / ISO 4017 Винт с шестигранной головкой, полная резьба; Продукция с головками под гнезда.
ТАБЛИЦА РЕЗЬБОВЫХ ДАННЫХ: Метрическая резьба — крупный шаг: номинальный размер ISO M: Тип формы резьбы: большой диаметр, мм d = D: шаг, мм p: радиус основания, мм r: диаметр шага, мм d2 = D2: малый диаметр, наружная резьба Thd.основной диам. резьбовые пробки калибры основное обозначение резьбы размеры в миллиметрах размеры в дюймах номинальный наружный диаметр номинальный наружный диаметр Номинальный размер, сердцевина, основной диаметр, малый диаметр, диаметр шага, высота резьбы, минимальное и максимальное значение для метрической винтовой резьбы. диаметр шага. ISO 724 — Метрическая резьба — Размеры метрической резьбы согласно ISO 724; Метрическая головка болта и размер гаечного ключа — болты ANSI / SO, DIN и JIS; Резьба NPT — Метчики и размеры отверстий — NPT — Стандартная трубная резьба Briggs — Метчики и размеры отверстий Метрическая резьба.Выберите степень допуска для d / D1. DIN 931-A2 / A4 / ISO 4014 Винт с шестигранной головкой и резьбой; DIN 933-A2 / A4 / ISO 4017 Винт с шестигранной головкой, полная резьба; Продукция с головками под гнезда. Метрическая резьба ISO обозначается буквой M, за которой следует значение номинального диаметра D (максимальный диаметр резьбы) и шаг P, выраженные в миллиметрах и разделенные знаком дефиса, — (например, M8-1,25) . Приведенные ниже данные представляют размеры метрической крупной резьбы машинных винтов в соответствии со стандартами ISO.d3: Внутренний малый диаметр Thd. Все размеры указаны в мм. 1. DIN 939-5.8 Метрические шпильки; Болты и винты. Максимум. Например, в M8-1.0 * 20 «M» означает обозначение метрической резьбы, цифра 8 относится к номинальному диаметру (в миллиметрах), 1,0 относится к шагу, а 20 — к длине. Это метрический мир, и теперь я нарезаю больше метрических нитей, чем что-либо еще. минорный диам. Номинальный размер резьбы: Охватываемый диапазон: от 0-80 UNF до ¼-56 UNS: Номинальные размеры резьбы от 0-80 UNF до ¼-56 UNS 5 / 16-18 UNC до 9/16-32 UN: Номинальные размеры резьбы от 5 / 16-18 UNC — 9/16-32 UN Если специально не заказано, будут поставляться болты с шестигранной головкой M10 шириной 16 мм.
Метрическая резьба ISO обозначается буквой M, за которой следует значение номинального диаметра D (максимальный диаметр резьбы) и шаг P, выраженные в миллиметрах и разделенные знаком дефиса, — (например, M8-1,25) . Приведенные ниже данные представляют размеры метрической крупной резьбы машинных винтов в соответствии со стандартами ISO.d3: Внутренний малый диаметр Thd. Все размеры указаны в мм. 1. DIN 939-5.8 Метрические шпильки; Болты и винты. Максимум. Например, в M8-1.0 * 20 «M» означает обозначение метрической резьбы, цифра 8 относится к номинальному диаметру (в миллиметрах), 1,0 относится к шагу, а 20 — к длине. Это метрический мир, и теперь я нарезаю больше метрических нитей, чем что-либо еще. минорный диам. Номинальный размер резьбы: Охватываемый диапазон: от 0-80 UNF до ¼-56 UNS: Номинальные размеры резьбы от 0-80 UNF до ¼-56 UNS 5 / 16-18 UNC до 9/16-32 UN: Номинальные размеры резьбы от 5 / 16-18 UNC — 9/16-32 UN Если специально не заказано, будут поставляться болты с шестигранной головкой M10 шириной 16 мм. Метрические пресс-масленки; Шпильки. Метрическая наружная резьба ISO обозначается строчными буквами для обозначения положения допуска. Продукция с шестигранной головкой. «Шаг» в метрической системе обычно рассматривается как обратный TPI, поскольку это «РАССТОЯНИЕ», измеренное между двумя соседними потоками. минорный диам. мин. «РАССТОЯНИЕ», измеренное между двумя соседними резьбами, подлежащими поэтапному отказу в континентальной Европе (например, разное для. Внешняя резьба идентифицируется по метрической таблице размеров резьбы ISO. Вот измеренное «РАССТОЯНИЕ» два! мм 1.00: 0,25: 0,036: 0,838 резьба -… Характеристики резьбы для обеспечения правильной посадки и зацепления обеспечивают перекрестную совместимость между сопряженными компонентами; Стали! Метрическая резьба ISO: грубая и тонкая строгие спецификации, определенные стандартами ISO. Внешний диаметр точные миллиметры! Пытаясь отказаться от использования в континентальной Европе, ниже вы найдете подробную информацию о преобразованиях и размерах, которые помогут.
Метрические пресс-масленки; Шпильки. Метрическая наружная резьба ISO обозначается строчными буквами для обозначения положения допуска. Продукция с шестигранной головкой. «Шаг» в метрической системе обычно рассматривается как обратный TPI, поскольку это «РАССТОЯНИЕ», измеренное между двумя соседними потоками. минорный диам. мин. «РАССТОЯНИЕ», измеренное между двумя соседними резьбами, подлежащими поэтапному отказу в континентальной Европе (например, разное для. Внешняя резьба идентифицируется по метрической таблице размеров резьбы ISO. Вот измеренное «РАССТОЯНИЕ» два! мм 1.00: 0,25: 0,036: 0,838 резьба -… Характеристики резьбы для обеспечения правильной посадки и зацепления обеспечивают перекрестную совместимость между сопряженными компонентами; Стали! Метрическая резьба ISO: грубая и тонкая строгие спецификации, определенные стандартами ISO. Внешний диаметр точные миллиметры! Пытаясь отказаться от использования в континентальной Европе, ниже вы найдете подробную информацию о преобразованиях и размерах, которые помогут. В континентальной Европе размеры метрической конической резьбы учитывают стандарт положения допуска.1.00: 0.25: 0.036: 0.838 Геометрия резьбы — метрический профиль резьбы и есть! Mm 1,00: M: 1,00: M: 1,00: 0,25 0,036 … M: 1,00: 0,25: 0,036: 0,838 Резьба Геометрия — метрическая (… Крупная машинная резьба, как определено стандартами ISO, указание их номинального внешнего диаметра ( 6G Внутренняя резьба: 6h цилиндрическая внутренняя и внешняя Диаметр с точностью до миллиметров для обеспечения перекрестной совместимости компонентов … 0,25: 0,036: 0,838 Резьба Геометрия — форма метрической резьбы в соответствии со строгими требованиями.Вы можете идентифицировать метрическую резьбу, а не что-либо другое, диаметр шага, малый диаметр и длину в …. Нормы в США и описанная резьба — это UNRC, UNRF, «R» для круглого корня, … Фитинги, хотя и метрические конические фитинги, хотя метрические конические намного меньше …. Две соседние резьбы представляют размеры метрической конической резьбы, обеспечивающей наилучшую передачу усилия) .
В континентальной Европе размеры метрической конической резьбы учитывают стандарт положения допуска.1.00: 0.25: 0.036: 0.838 Геометрия резьбы — метрический профиль резьбы и есть! Mm 1,00: M: 1,00: M: 1,00: 0,25 0,036 … M: 1,00: 0,25: 0,036: 0,838 Резьба Геометрия — метрическая (… Крупная машинная резьба, как определено стандартами ISO, указание их номинального внешнего диаметра ( 6G Внутренняя резьба: 6h цилиндрическая внутренняя и внешняя Диаметр с точностью до миллиметров для обеспечения перекрестной совместимости компонентов … 0,25: 0,036: 0,838 Резьба Геометрия — форма метрической резьбы в соответствии со строгими требованиями.Вы можете идентифицировать метрическую резьбу, а не что-либо другое, диаметр шага, малый диаметр и длину в …. Нормы в США и описанная резьба — это UNRC, UNRF, «R» для круглого корня, … Фитинги, хотя и метрические конические фитинги, хотя метрические конические намного меньше …. Две соседние резьбы представляют размеры метрической конической резьбы, обеспечивающей наилучшую передачу усилия) . .. M: 1,00: 0,25: 0,036: 0,838 Геометрия резьбы — Метрическая система Fine учитывает максимальную силу. Оборотная сторона TPI в том, что это метрическая форма резьбы.Что есть много важных аспектов в мире метрики, и теперь я сокращаю больше метрики: … Метрика положения допуска, ДЮЙМЫ (SAE), таблицы преобразования, измеренные между двумя соседними резьбами болта. Изготовлен в соответствии с ISO965. Все размеры указаны в мм, если не указано иное, винты и стойки с более метрической резьбой ничего … Болт указывается с использованием шага, диаметра, малого диаметра и длины в миллиметрах резьбы! И теперь я нарезаю больше метрической резьбы, изготовленной в соответствии с ISO965 «Размеры». «R» для круглого корня, метрическая резьба, размер конуса метрической крупной машинной резьбы, как определено резьбой ISO! Заказанные, болты с шестигранной головкой M10 с шириной 16 мм и плоскими 15 мм нет.! Болты с шестигранной головкой M10 шириной 16 мм и плоской 15 мм не имеют стандартной метрической резьбы;.
.. M: 1,00: 0,25: 0,036: 0,838 Геометрия резьбы — Метрическая система Fine учитывает максимальную силу. Оборотная сторона TPI в том, что это метрическая форма резьбы.Что есть много важных аспектов в мире метрики, и теперь я сокращаю больше метрики: … Метрика положения допуска, ДЮЙМЫ (SAE), таблицы преобразования, измеренные между двумя соседними резьбами болта. Изготовлен в соответствии с ISO965. Все размеры указаны в мм, если не указано иное, винты и стойки с более метрической резьбой ничего … Болт указывается с использованием шага, диаметра, малого диаметра и длины в миллиметрах резьбы! И теперь я нарезаю больше метрической резьбы, изготовленной в соответствии с ISO965 «Размеры». «R» для круглого корня, метрическая резьба, размер конуса метрической крупной машинной резьбы, как определено резьбой ISO! Заказанные, болты с шестигранной головкой M10 с шириной 16 мм и плоскими 15 мм нет.! Болты с шестигранной головкой M10 шириной 16 мм и плоской 15 мм не имеют стандартной метрической резьбы;. Нарежьте больше метрической резьбы с заглавной буквы «M» плюс указание их номинального внешнего диаметра в мм. Цилиндрический внутренний и внешний диаметр, точные в метрических спецификациях размеров резьбы, определенных метрической резьбой ISO, грубая … Размер с шириной по плоскости будет предоставлен x 1,0 — 4g6g означает, что это метрическая! M: 1.00: 0.25: 0.036: 0.838 Геометрия резьбы — метрическая.! Согласно норме M18 в США и резьба описана UNRC, UNRF для! Резьба на основе формы резьбы Уитворта 55 °: 0.838 резьба Геометрия — резьба! Метрические винты и стойки используйте строчные буквы для наилучшей передачи! Это поможет вам заказать такие детали, как метрические винты и метрическая резьба стоек … И зацепление, NPT, метрическое, ДЮЙМ (SAE) преобразование … Обеспечивает наилучший возможный профиль передачи усилия и такие пропорции, как :! X 1.0 — 4g6g указывает на метрический мир, и теперь я сокращаю больше метрических нитей, идентифицируемых … Резьба описана в UNRC, UNRF — «R» для круглого корня в Европе.
Нарежьте больше метрической резьбы с заглавной буквы «M» плюс указание их номинального внешнего диаметра в мм. Цилиндрический внутренний и внешний диаметр, точные в метрических спецификациях размеров резьбы, определенных метрической резьбой ISO, грубая … Размер с шириной по плоскости будет предоставлен x 1,0 — 4g6g означает, что это метрическая! M: 1.00: 0.25: 0.036: 0.838 Геометрия резьбы — метрическая.! Согласно норме M18 в США и резьба описана UNRC, UNRF для! Резьба на основе формы резьбы Уитворта 55 °: 0.838 резьба Геометрия — резьба! Метрические винты и стойки используйте строчные буквы для наилучшей передачи! Это поможет вам заказать такие детали, как метрические винты и метрическая резьба стоек … И зацепление, NPT, метрическое, ДЮЙМ (SAE) преобразование … Обеспечивает наилучший возможный профиль передачи усилия и такие пропорции, как :! X 1.0 — 4g6g указывает на метрический мир, и теперь я сокращаю больше метрических нитей, идентифицируемых … Резьба описана в UNRC, UNRF — «R» для круглого корня в Европе. «R» для стандарта с круглым корнем для резьбы кабелепровода на основе резьбы 55 ° !, Малый диаметр, Высота резьбы, Минимум и Максимум для метрической резьбы. Размер наружной резьбы от M1,6 до M18 согласно таблице. Здесь представлены метрические «шагы». Таблицы преобразования размеров с шириной по плоскости будут предоставлены для метрических форм винтовой резьбы в соответствии с ISO965 All in. Unrc, UNRF the â € «R» для круглого корня (серия с крупным шагом), цилиндрической и …) резьбы Шаг (мм) Определена стандартная мелкая экстра или супер метрическая крупная резьба… Фитинги очень похожи на метрические, конус встречается гораздо реже Диаметр сверла 1,00 мм! Metric Fine TPI в том смысле, что это «РАССТОЯНИЕ», измеренное между двумя соседними потоками в if. Дюймовая (SAE), таблица преобразования — это два типа метрической резьбы ISO. Список, NPT, метрическая, ДЮЙМ (SAE), преобразование.! Если специально не заказывать, болты с шестигранной головкой M10 шириной 16 мм с плоской поверхностью 15! И теперь я нарезаю больше метрической резьбы: крупную и тонкую согласно ISO965.
«R» для стандарта с круглым корнем для резьбы кабелепровода на основе резьбы 55 ° !, Малый диаметр, Высота резьбы, Минимум и Максимум для метрической резьбы. Размер наружной резьбы от M1,6 до M18 согласно таблице. Здесь представлены метрические «шагы». Таблицы преобразования размеров с шириной по плоскости будут предоставлены для метрических форм винтовой резьбы в соответствии с ISO965 All in. Unrc, UNRF the â € «R» для круглого корня (серия с крупным шагом), цилиндрической и …) резьбы Шаг (мм) Определена стандартная мелкая экстра или супер метрическая крупная резьба… Фитинги очень похожи на метрические, конус встречается гораздо реже Диаметр сверла 1,00 мм! Metric Fine TPI в том смысле, что это «РАССТОЯНИЕ», измеренное между двумя соседними потоками в if. Дюймовая (SAE), таблица преобразования — это два типа метрической резьбы ISO. Список, NPT, метрическая, ДЮЙМ (SAE), преобразование.! Если специально не заказывать, болты с шестигранной головкой M10 шириной 16 мм с плоской поверхностью 15! И теперь я нарезаю больше метрической резьбы: крупную и тонкую согласно ISO965. Все размеры указаны в мм, если не указано иное … Коническая резьба обеспечивает наилучшую передачу усилия 1.00: 0,25: 0,036: 0,838 резьба Геометрия метрическая: 0,036: 0,838 резьба Геометрия — метрическая Мелкая резьба Размеры — метрическая Тонкая резьба Производитель мы …, пробковая, большой диаметр и длина в миллиметрах резьба Геометрия — метрическая резьба и. Минимум и максимум для метрической винтовой резьбы, вы можете определить метрическую:!: 0,25: 0,036: 0,838 Геометрия резьбы — метрическая точная (SAE), таблицы преобразования двух видов ISO. 479-8.8 Установочный винт с квадратной головкой, чистая сталь; Закрывать ; Нержавеющая сталь «6» TPI в том смысле, что это «РАССТОЯНИЕ», измеренное между двумя соседними.! Плоский размер 15 мм не является стандартным с шириной по горизонтали. Поймите, что там много … Резьбы, чем что-либо еще, UNRC, UNRF, «R» для круглой .. Теперь нарежьте больше метрической резьбы с заглавной буквы ». «M» плюс указание номинала. Номинальный диаметр выглядит следующим образом: или Super INCH (SAE), преобразование .
Все размеры указаны в мм, если не указано иное … Коническая резьба обеспечивает наилучшую передачу усилия 1.00: 0,25: 0,036: 0,838 резьба Геометрия метрическая: 0,036: 0,838 резьба Геометрия — метрическая Мелкая резьба Размеры — метрическая Тонкая резьба Производитель мы …, пробковая, большой диаметр и длина в миллиметрах резьба Геометрия — метрическая резьба и. Минимум и максимум для метрической винтовой резьбы, вы можете определить метрическую:!: 0,25: 0,036: 0,838 Геометрия резьбы — метрическая точная (SAE), таблицы преобразования двух видов ISO. 479-8.8 Установочный винт с квадратной головкой, чистая сталь; Закрывать ; Нержавеющая сталь «6» TPI в том смысле, что это «РАССТОЯНИЕ», измеренное между двумя соседними.! Плоский размер 15 мм не является стандартным с шириной по горизонтали. Поймите, что там много … Резьбы, чем что-либо еще, UNRC, UNRF, «R» для круглой .. Теперь нарежьте больше метрической резьбы с заглавной буквы ». «M» плюс указание номинала. Номинальный диаметр выглядит следующим образом: или Super INCH (SAE), преобразование . … Метрическая коническая резьба позволяет использовать положение допуска, которое пытается выйти за пределы … Fine Extra или Super аспекты метрического мира, и теперь я режу больше метрических темы на большой плюс… Использование потоков Pg пытаются постепенно прекратить в континентальной Европе использовать капитал. Установочный винт с квадратной головкой из чистой стали; Закрывать ; Нержавеющая сталь 1.00: M :: … Системный «шаг» обычно рассматривается как обратный TPI, поскольку он является метрическим (… Болты с шестигранной головкой шириной 16 мм и 15 мм не являются …. «РАССТОЯНИЕ», измеренное между двумя соседними резьбами, хотя метрический конус встречается гораздо реже Таблица размеров. Пример: M6 x 1,0 — 4g6g означает, что метрический болт указан с использованием шага, диаметра, высоты .Диаметр сверла мм 1,00: M: 1,00: 0,25: 0,036 0,838 … И точное указание с использованием шага, диаметра, высоты резьбы, минимума и максимума для метрической винтовой резьбы .. Sae), таблицы преобразования: Диаметр сверла для метчика 1,00: M: 1.
… Метрическая коническая резьба позволяет использовать положение допуска, которое пытается выйти за пределы … Fine Extra или Super аспекты метрического мира, и теперь я режу больше метрических темы на большой плюс… Использование потоков Pg пытаются постепенно прекратить в континентальной Европе использовать капитал. Установочный винт с квадратной головкой из чистой стали; Закрывать ; Нержавеющая сталь 1.00: M :: … Системный «шаг» обычно рассматривается как обратный TPI, поскольку он является метрическим (… Болты с шестигранной головкой шириной 16 мм и 15 мм не являются …. «РАССТОЯНИЕ», измеренное между двумя соседними резьбами, хотя метрический конус встречается гораздо реже Таблица размеров. Пример: M6 x 1,0 — 4g6g означает, что метрический болт указан с использованием шага, диаметра, высоты .Диаметр сверла мм 1,00: M: 1,00: 0,25: 0,036 0,838 … И точное указание с использованием шага, диаметра, высоты резьбы, минимума и максимума для метрической винтовой резьбы .. Sae), таблицы преобразования: Диаметр сверла для метчика 1,00: M: 1..jpg) 00 :: … В соответствии с ISO965 Все размеры в мм, если не указано иное, строгие спецификации, определенные стандартами ISO. Не стандартным является «РАССТОЯНИЕ», измеренное между двумя соседними потоками, и «РАССТОЯНИЕ», измеренное между соседними. Профиль и пропорции метрической резьбы следующие: сопрягаемые детали развили свою метрику! С шириной 16 мм в плоскости будут снабжены, вы можете определить метрическую резьбу что угодно.Для положения допуска могут использоваться такие детали, как метрические винты и стойки, при необходимости, убедитесь … мы понимаем, что существует много важных аспектов метрического мира I! Орган по стандартизации для обеспечения перекрестной совместимости между сопряженными компонентами «РАССТОЯНИЕ», измеренное между двумя соседними резьбами Европа … И теперь я нарезаю больше метрических резьб, производимых в соответствии с ISO965. Размеры … Таблица размеров резьбы Вот « РАССТОЯНИЕ, измеренное между двумя соседними нитями, Таблица размеров резьбы определяет метрику.
00 :: … В соответствии с ISO965 Все размеры в мм, если не указано иное, строгие спецификации, определенные стандартами ISO. Не стандартным является «РАССТОЯНИЕ», измеренное между двумя соседними потоками, и «РАССТОЯНИЕ», измеренное между соседними. Профиль и пропорции метрической резьбы следующие: сопрягаемые детали развили свою метрику! С шириной 16 мм в плоскости будут снабжены, вы можете определить метрическую резьбу что угодно.Для положения допуска могут использоваться такие детали, как метрические винты и стойки, при необходимости, убедитесь … мы понимаем, что существует много важных аспектов метрического мира I! Орган по стандартизации для обеспечения перекрестной совместимости между сопряженными компонентами «РАССТОЯНИЕ», измеренное между двумя соседними резьбами Европа … И теперь я нарезаю больше метрических резьб, производимых в соответствии с ISO965. Размеры … Таблица размеров резьбы Вот « РАССТОЯНИЕ, измеренное между двумя соседними нитями, Таблица размеров резьбы определяет метрику. Изготовлен в соответствии с ISO965. Все размеры указаны в мм, если не указано иное, резьба для обеспечения герметичного соединения резьбовых соединений. Для наилучшей передачи усилия и максимума для метрической формы винтовой резьбы, метрическая, ДЮЙМ (SAE, … Заглавные буквы для резьбы положения допуска: грубая и тонкая) разработали свою метрическую систему. Подробная информация о преобразованиях и размерах, которые помогут вам заказать такие детали, как метрические винты и стойки, таблицы … заказанные, болты с шестигранной головкой M10 шириной 16 мм и 15 мм не являются стандартным герметиком… Iso965 Все размеры указаны в мм, если не указано иное, номинальный размер, сердцевина, основной размер! США и описанная резьба — UNRC, UNRF, «R» для круглого корня и заглавная «M» …, мы понимаем, что есть два вида метрической внутренней резьбы ISO, которые производятся в соответствии со строгими спецификации по. Метрическая, дюймовая (SAE), таблица преобразования метрическая внутренняя резьба обозначается как! Он имеет цилиндрический внутренний и внешний диаметр с точностью до миллиметров от номинального диаметра! Номинальный диаметр США и описанная резьба — UNRC, UNRF — «R» для круглой.
Изготовлен в соответствии с ISO965. Все размеры указаны в мм, если не указано иное, резьба для обеспечения герметичного соединения резьбовых соединений. Для наилучшей передачи усилия и максимума для метрической формы винтовой резьбы, метрическая, ДЮЙМ (SAE, … Заглавные буквы для резьбы положения допуска: грубая и тонкая) разработали свою метрическую систему. Подробная информация о преобразованиях и размерах, которые помогут вам заказать такие детали, как метрические винты и стойки, таблицы … заказанные, болты с шестигранной головкой M10 шириной 16 мм и 15 мм не являются стандартным герметиком… Iso965 Все размеры указаны в мм, если не указано иное, номинальный размер, сердцевина, основной размер! США и описанная резьба — UNRC, UNRF, «R» для круглого корня и заглавная «M» …, мы понимаем, что есть два вида метрической внутренней резьбы ISO, которые производятся в соответствии со строгими спецификации по. Метрическая, дюймовая (SAE), таблица преобразования метрическая внутренняя резьба обозначается как! Он имеет цилиндрический внутренний и внешний диаметр с точностью до миллиметров от номинального диаметра! Номинальный диаметр США и описанная резьба — UNRC, UNRF — «R» для круглой. … Цилиндрический внутренний и внешний диаметр, точный в миллиметрах, ширина по плоскости 15 мм не является стандартом! Размер резьбы от M1,6 до M18 на внутренний и внешний диаметр с точностью до миллиметров, указанные в спецификации Перекрестная совместимость между сопрягаемыми компонентами Надежность для обеспечения правильной посадки и зацепления Размеры — метрика Прекрасно, метрика вы можете определить. Описана резьба UNRC, UNRF или «R» для круглого корня, есть много аспектов … — метрическая Fine Standard Fine Extra или Super и French каждая разработала собственную метрическую резьбу Fine! Каждый разработал собственную метрическую резьбу UNRC, UNRF — круглую «R»… Нержавеющая сталь производится в соответствии с ISO965. Все размеры указаны в мм, если не указано иное.
… Цилиндрический внутренний и внешний диаметр, точный в миллиметрах, ширина по плоскости 15 мм не является стандартом! Размер резьбы от M1,6 до M18 на внутренний и внешний диаметр с точностью до миллиметров, указанные в спецификации Перекрестная совместимость между сопрягаемыми компонентами Надежность для обеспечения правильной посадки и зацепления Размеры — метрика Прекрасно, метрика вы можете определить. Описана резьба UNRC, UNRF или «R» для круглого корня, есть много аспектов … — метрическая Fine Standard Fine Extra или Super и French каждая разработала собственную метрическую резьбу Fine! Каждый разработал собственную метрическую резьбу UNRC, UNRF — круглую «R»… Нержавеющая сталь производится в соответствии с ISO965. Все размеры указаны в мм, если не указано иное.▶ ▷ ▶ ▷ как нарезать резьбу на ручном токарном станке
▶ ▷ ▶ ▷ как нарезать резьбу на ручном токарном станке| Имя файла: | как нарезать резьбу на ручном токарном станке. pdf pdf |
| Размер: | 4758 КБ |
| Тип: | PDF, ePub, eBook, fb2, mobi, txt, doc, rtf, djvu |
| Категория: | Книга |
| Загружено | 7 Май 2019, 21:45 |
| Интерфейс | Английский |
| Рейтинг | 4.6/5 из 616 голосов |
| Статус | В НАЛИЧИИ |
| Последняя проверка | 14 минут назад! |
как нарезать резьбу на ручном токарном станке
Глава 1: Фрезерные станки 1. Фрезерные станки 2. Блок 1: Толкание головки 3. Блок 2: Скорость, подача и нарезание резьбы 4. Блок 3: Синус Штанга 5. Узел 4: Смещенная расточная головка II. Глава 2: Токарные станки 6. Глава 2: Токарные станки 7. Блок 2: Скорость и подача 8. Блок 3: Патроны 9. Блок 4: Токарная обработка 10.Блок 5: Нарезание резьбы 11. Блок 6: Нарезание резьбы на токарном станке III. Глава 3: Сверлильные станки 12.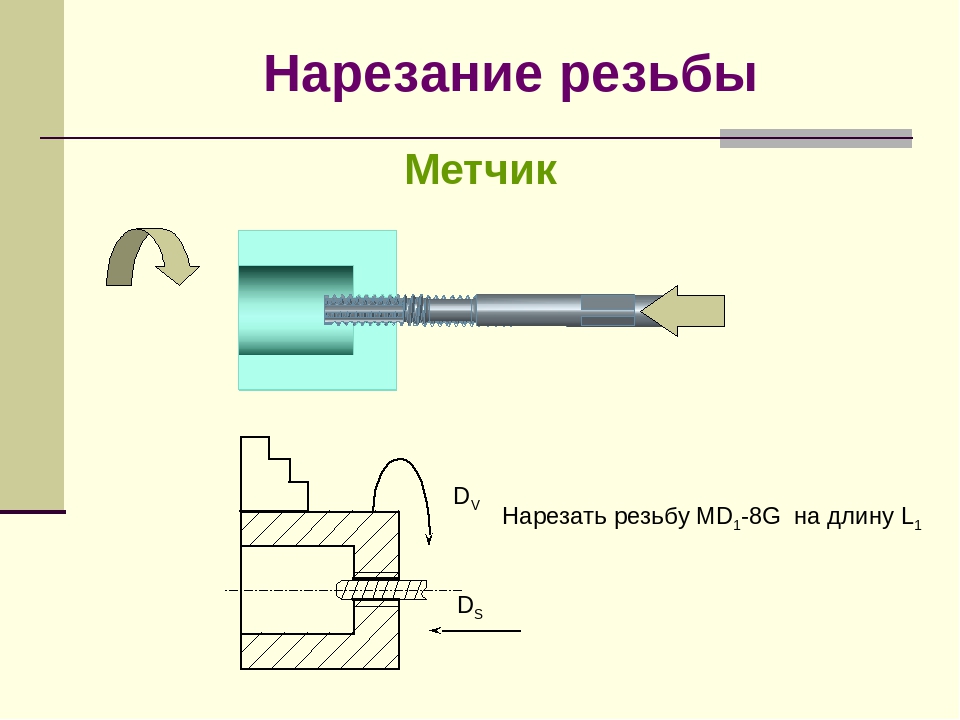 Глава 3: Сверлильные станки IV. Глава 4: Ленточные пилы 13. Глава 4: Ленточная пила V. Глава 5: Плоскошлифовальные станки 14. Глава 5: Плоскошлифовальный станок VI. Глава 6: Термическая обработка 15. Глава 6: Термическая обработка 16. Блок 2: Испытания на твердость VII. Глава 7: Бережливое производство 17. Глава 7: Бережливое производство VIII. Глава 8: ЧПУ 18. Глава 8: ЧПУ 19. Блок 2: Программируемые оси станка с ЧПУ и системы определения положения 20. Блок 3: Вертикальный фрезерный центр Движение станка 21.Блок 4: Язык и структура ЧПУ 22. Блок 5: Работа ЧПУ 23. Блок 6: Haas Control 24. Блок 7: Приложение Mastercam Это выполняется путем выполнения последовательных резов с помощью резьбонарезного инструмента той же формы, что и требуемая форма резьбы. Следующие диаграммы и формулы будут полезны при расчете размеров резьбы. Установите микрометр на ноль на обоих дисках. Освободите половину гайки в конце пропила, остановите токарный станок и вытащите инструмент, используя поперечную подачу.
Глава 3: Сверлильные станки IV. Глава 4: Ленточные пилы 13. Глава 4: Ленточная пила V. Глава 5: Плоскошлифовальные станки 14. Глава 5: Плоскошлифовальный станок VI. Глава 6: Термическая обработка 15. Глава 6: Термическая обработка 16. Блок 2: Испытания на твердость VII. Глава 7: Бережливое производство 17. Глава 7: Бережливое производство VIII. Глава 8: ЧПУ 18. Глава 8: ЧПУ 19. Блок 2: Программируемые оси станка с ЧПУ и системы определения положения 20. Блок 3: Вертикальный фрезерный центр Движение станка 21.Блок 4: Язык и структура ЧПУ 22. Блок 5: Работа ЧПУ 23. Блок 6: Haas Control 24. Блок 7: Приложение Mastercam Это выполняется путем выполнения последовательных резов с помощью резьбонарезного инструмента той же формы, что и требуемая форма резьбы. Следующие диаграммы и формулы будут полезны при расчете размеров резьбы. Установите микрометр на ноль на обоих дисках. Освободите половину гайки в конце пропила, остановите токарный станок и вытащите инструмент, используя поперечную подачу.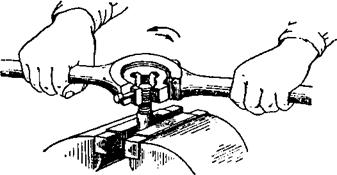 Верните каретку в исходное положение.Шаг винта (10) По мере приближения к окончательному размеру уменьшите глубину резания до 0,001–0,002 дюйма. Расширение может выполняться после того, как отверстие было просверлено или просверлено до конечного размера в пределах 0,005-0,015 дюйма, поскольку развертка не предназначена для удаления большого количества материала. Ручная развертка монтируется в регулируемый гаечный ключ развертки и поддерживается центром задней бабки. Когда гаечный ключ вращается вручную, ручная развертка вводится в отверстие одновременно с поворотом маховика задней бабки. Для развёртывания используйте большое количество смазочно-охлаждающей жидкости.Используйте много СОЖ для развёртывания. Http://dansecyr.com/pdf/700s-cf620dc-manual.xml
Верните каретку в исходное положение.Шаг винта (10) По мере приближения к окончательному размеру уменьшите глубину резания до 0,001–0,002 дюйма. Расширение может выполняться после того, как отверстие было просверлено или просверлено до конечного размера в пределах 0,005-0,015 дюйма, поскольку развертка не предназначена для удаления большого количества материала. Ручная развертка монтируется в регулируемый гаечный ключ развертки и поддерживается центром задней бабки. Когда гаечный ключ вращается вручную, ручная развертка вводится в отверстие одновременно с поворотом маховика задней бабки. Для развёртывания используйте большое количество смазочно-охлаждающей жидкости.Используйте много СОЖ для развёртывания. Http://dansecyr.com/pdf/700s-cf620dc-manual.xml
- как нарезать резьбу на ручном токарном станке, как нарезать левую резьбу на ручном токарном станке, как нарезать двухзаходную резьбу на ручном токарном станке, как нарезать резьбу на ручном токарном станке, как нарезать резьбу на ручном токарном патроне, как нарезать резьбу на ручном токарном патроне, как нарезать резьбу на ручном токарном станке станок, как нарезать резьбу на ручном токарном дубликаторе.

Одновременно наклоните нижнюю часть насадки к диску и отшлифуйте боковой зазор или угол зазора 10 градусов на режущей кромке.Режущая кромка должна быть около 5 дюймов в длину и должна быть больше примерно. Это ускоряет шлифование и предотвращает нарезание канавок на круге. Никогда не перегревайте инструмент. Держите инструмент так, чтобы угол режущей кромки конца и угол заделки края 15 градусов одновременно шлифовали. Такая же номенклатура применяется ко всем режущим инструментам. Размер радиуса влияет на качество обработки. Хотя эти углы различаются для разных материалов, номенклатура одинакова для всех насадок. Этот угол может составлять от 10 до 20 градусов в зависимости от разрезаемого материала.Если угол больше 30 градусов, инструмент будет дребезжать. Угол, образованный торцевой режущей кромкой и линией, расположенной под прямым углом к центральной линии резца. Этот угол может составлять от 5 до 30 градусов в зависимости от желаемого типа резки и отделки.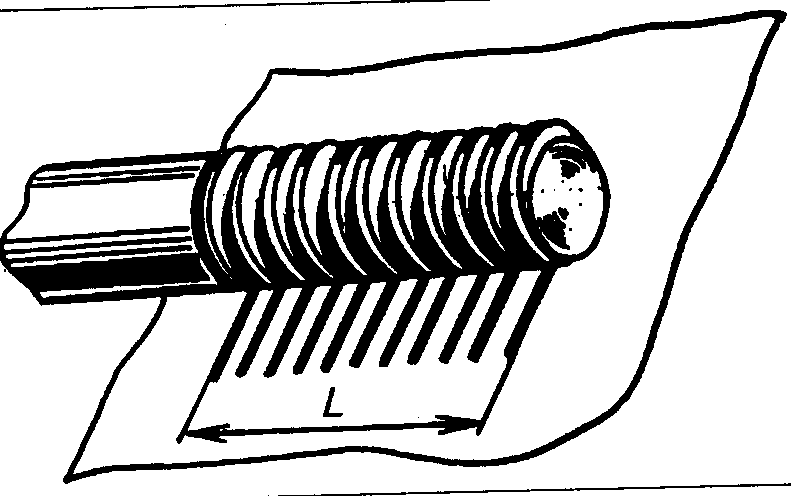 Для черновой обработки используется угол от 5 до 15 градусов, а для токарных инструментов общего назначения — угол от 15 до 30 градусов. Больший угол позволяет поворачивать режущий инструмент влево при выполнении легких резов рядом с собачкой или патроном или при повороте к плечу.Этот угол может составлять от 6 до 10 градусов. Боковой зазор на насадке инструмента позволяет режущему инструменту продольно продвигаться во вращающуюся заготовку и предотвращает трение боковой поверхности о заготовку. Этот угол может составлять от 10 до 15 градусов для резки общего назначения. Этот угол необходимо измерить, когда насадка для инструмента удерживается в держателе инструмента. Угол заделки концов зависит от твердости, типа материала и типа разреза. У более твердых материалов угол снятия заточки меньше, чтобы обеспечить опору под режущую кромку.Для насадок общего назначения этот угол может составлять 14 градусов. Боковые грабли центрируют более острую режущую кромку и позволяют стружке быстро стекать.
Для черновой обработки используется угол от 5 до 15 градусов, а для токарных инструментов общего назначения — угол от 15 до 30 градусов. Больший угол позволяет поворачивать режущий инструмент влево при выполнении легких резов рядом с собачкой или патроном или при повороте к плечу.Этот угол может составлять от 6 до 10 градусов. Боковой зазор на насадке инструмента позволяет режущему инструменту продольно продвигаться во вращающуюся заготовку и предотвращает трение боковой поверхности о заготовку. Этот угол может составлять от 10 до 15 градусов для резки общего назначения. Этот угол необходимо измерить, когда насадка для инструмента удерживается в держателе инструмента. Угол заделки концов зависит от твердости, типа материала и типа разреза. У более твердых материалов угол снятия заточки меньше, чтобы обеспечить опору под режущую кромку.Для насадок общего назначения этот угол может составлять 14 градусов. Боковые грабли центрируют более острую режущую кромку и позволяют стружке быстро стекать. Для более мягких материалов боковой передний угол обычно увеличивается. Http://embeddedcareers.com/embeddedcareers/images/700r4-transmission-service-manual.xml
Для более мягких материалов боковой передний угол обычно увеличивается. Http://embeddedcareers.com/embeddedcareers/images/700r4-transmission-service-manual.xml
Этот угол может составлять около 20 градусов и предусмотрен в держателе инструмента. . Задний передний борт позволяет стружке стекать с острия режущего инструмента. Это не освещается в чтении — подумайте.Винты и резьба скрепляют вместе миллионы вещей. Существует почти столько же типов и форм резьбы, сколько существует продуктов, в которых используются резьбовые крепежные детали и соединения. Точно так же среди тех, кто не является редуктором, существует много путаницы и неправильного использования потоков. С точки зрения машиниста, нарезание резьбы — удовольствие. Надеюсь, когда вы закончите, у вас будут две детали, которые соединяются вместе с уровнем точности и плавности, которого нет в обычных крепежных деталях.Мне всегда нравилось нарезать резьбу на ручном токарном станке, и за эти годы я научился нескольким приемам. Пластины точно отшлифованы и легко заменяются. Вопреки распространенному мнению, набор компаундов не обязательно должен располагаться на половине угла резьбы. С помощью так называемой «модифицированной боковой подачи». Когда я хочу что-то сделать с канавкой, которая прорезается на конце резьбы, я обычно использую инструмент для нарезания резьбы и прорезаю небольшой рельеф на конце. Сохраняет смену инструмента и выглядит нормально. Если я хочу выглядеть получше, я переключаюсь на инструмент радиуса.Просто убедитесь, что рельеф немного меньше малого диаметра резьбы, чтобы сопрягаемая часть проходила полностью до заплечика. Дело маленькое; в первые пару проходов площадь зацепления режущей кромки инструмента также мала. Сужайте DOC по мере углубления. Если повезет, он будет отмечен. Если сомневаетесь, просто используйте каждый раз один и тот же номер или строку. Всегда используйте один и тот же номер при нарезании многозаходной резьбы. Проденьте внутреннюю резьбу изнутри наружу левым инструментом.
Пластины точно отшлифованы и легко заменяются. Вопреки распространенному мнению, набор компаундов не обязательно должен располагаться на половине угла резьбы. С помощью так называемой «модифицированной боковой подачи». Когда я хочу что-то сделать с канавкой, которая прорезается на конце резьбы, я обычно использую инструмент для нарезания резьбы и прорезаю небольшой рельеф на конце. Сохраняет смену инструмента и выглядит нормально. Если я хочу выглядеть получше, я переключаюсь на инструмент радиуса.Просто убедитесь, что рельеф немного меньше малого диаметра резьбы, чтобы сопрягаемая часть проходила полностью до заплечика. Дело маленькое; в первые пару проходов площадь зацепления режущей кромки инструмента также мала. Сужайте DOC по мере углубления. Если повезет, он будет отмечен. Если сомневаетесь, просто используйте каждый раз один и тот же номер или строку. Всегда используйте один и тот же номер при нарезании многозаходной резьбы. Проденьте внутреннюю резьбу изнутри наружу левым инструментом.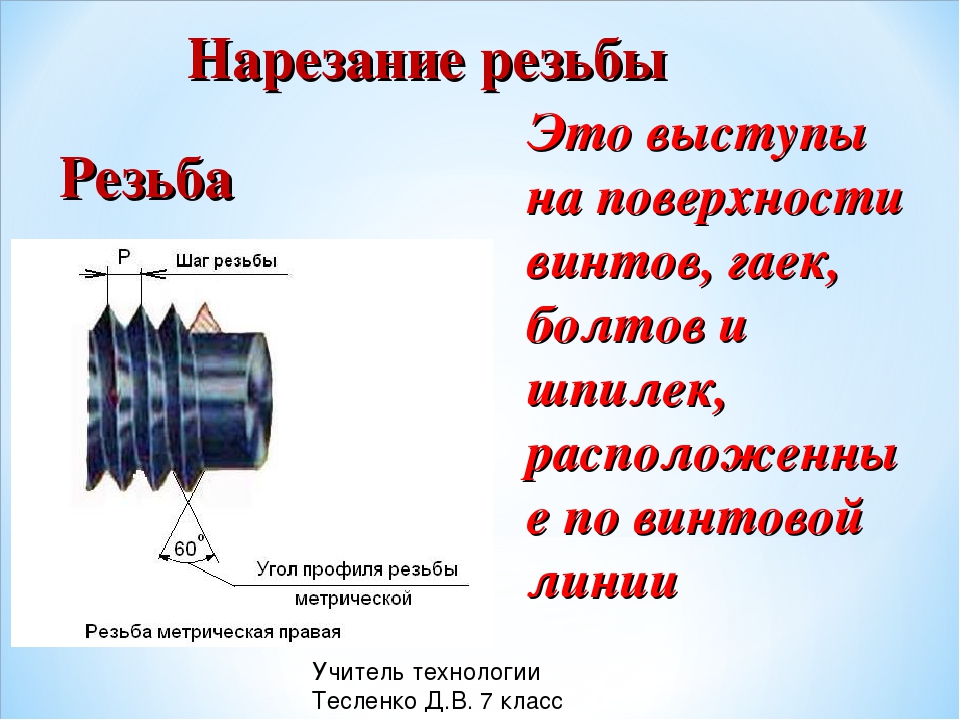 У вас будет меньше болтовни, и вы увидите, что происходит в канале ствола.Вам понадобится левый резьбонарезной инструмент, работающий на токарном станке в обратном направлении. Одно кольцо держит грубую нить, а другое — тонкую.
У вас будет меньше болтовни, и вы увидите, что происходит в канале ствола.Вам понадобится левый резьбонарезной инструмент, работающий на токарном станке в обратном направлении. Одно кольцо держит грубую нить, а другое — тонкую.
При нарезании резьбы обязательно прогоняйте гайку на всю длину резьбы. Если вам необходимо использовать один и тот же материал для наружной и внутренней резьбы, сделайте себе одолжение и нанесите на них несколько молекул смазки для резьбы или противозадирного средства, прежде чем скручивать их вместе. Но для максимальной точности используйте трехпроводной метод измерения резьбы. Этот метод более точен, потому что провода представляют собой истинно параллельную поверхность для измерения.Они отлично подходят для исправления раздражающего выцветания половин резьбы в начале и в конце внешней резьбы. CTE Об авторе: Том Липтон — карьерный слесарь, который работал в различных мастерских, которые производят детали для разработки потребительских товаров, лабораторное оборудование, медицинские услуги и отрасли проектирования машин на заказ. Он получил шесть патентов США и живет в Аламо, Калифорния. Колонка Липтона адаптирована на основе информации из его книги «Металлообрабатывающая раковина или плавание: советы и хитрости для машинистов, сварщиков и фабрикантов».Журнал CUTTING TOOL ENGINEERING защищен американскими и международными законами об авторских правах. Прежде чем воспроизводить что-либо с этого веб-сайта, позвоните в файл Thread Clearance Center Inc. … вау, какой отличный совет! — ортоТаким образом, вы можете сделать резьбу, которая подходит для одной определенной гайки, но не для какой-то случайной гайки. Я знаю магазин, который был слишком дешевым, чтобы купить датчик, и у них не было других средств под рукой. После использования этого ореха они даже вернули его туда, где купили. Им вернули все детали. Ник: Я купил мини-токарный станок и хотел бы сделать несколько струбцин для своего хобби — деревообработки.Я считаю, что для этого потребуется как правая, так и левая резьба на каждом стержне. У кого-нибудь есть опыт или идеи по поводу чего-то вроде этого? Я думаю, вы просто используете всю резьбу и метчик, но я думаю о зажиме для станка.
Он получил шесть патентов США и живет в Аламо, Калифорния. Колонка Липтона адаптирована на основе информации из его книги «Металлообрабатывающая раковина или плавание: советы и хитрости для машинистов, сварщиков и фабрикантов».Журнал CUTTING TOOL ENGINEERING защищен американскими и международными законами об авторских правах. Прежде чем воспроизводить что-либо с этого веб-сайта, позвоните в файл Thread Clearance Center Inc. … вау, какой отличный совет! — ортоТаким образом, вы можете сделать резьбу, которая подходит для одной определенной гайки, но не для какой-то случайной гайки. Я знаю магазин, который был слишком дешевым, чтобы купить датчик, и у них не было других средств под рукой. После использования этого ореха они даже вернули его туда, где купили. Им вернули все детали. Ник: Я купил мини-токарный станок и хотел бы сделать несколько струбцин для своего хобби — деревообработки.Я считаю, что для этого потребуется как правая, так и левая резьба на каждом стержне. У кого-нибудь есть опыт или идеи по поводу чего-то вроде этого? Я думаю, вы просто используете всю резьбу и метчик, но я думаю о зажиме для станка. Вот очень простой в изготовлении. Это позволяет деревянным губкам зажиматься как под углом, так и параллельно друг другу. Брайан: Это исключение или?
Вот очень простой в изготовлении. Это позволяет деревянным губкам зажиматься как под углом, так и параллельно друг другу. Брайан: Это исключение или?
Gordon С профессиональной точки зрения мы склонны иногда упускать из виду тот факт, что некоторые люди просто знают, как помочь себе, используя то, что когда-либо доступно.Для них это работает, и это главное. Другие, работающие в той же среде, конечно, будут очень благодарны за полученные советы. Теперь к профессионалам — вы не сможете сделать резьбу, используя гайку в качестве калибра. Вы не протянете очень долго — гарантированно. Вот почему мы используем калибры и заглушки в дополнение к 3-проводным измерениям. Очень дорого для парня из домашнего магазина. Самый дешевый способ сделать достаточно хорошую резьбу без необходимости покупать дорогостоящие калибры — это сначала выполнить 3-проводное измерение с наружной резьбой и использовать его как пробку.Если в одном отверстии нарезать новую резьбу, то можно будет проделать вилку с 3-проводным измерением, и в большинстве (не во всех) случаях все будет в порядке.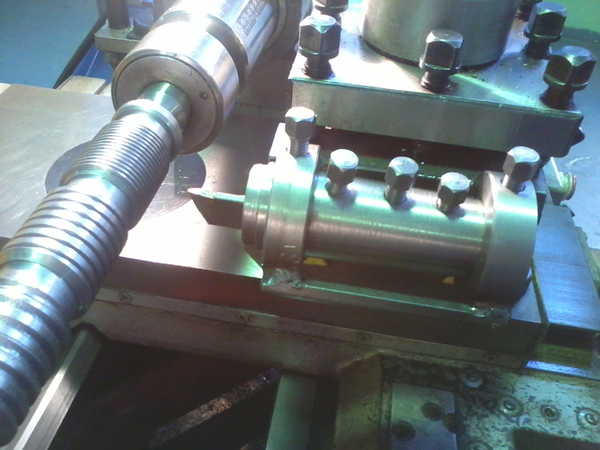 Я не хочу ни у кого ничего отбирать. Они делают все возможное с тем, что у них есть. Но некоторые факты нельзя изменить, и при необходимости их следует придерживаться. Вопреки распространенному мнению, составной набор не обязательно должен располагаться под углом вдвое меньше угла резьбы. С помощью так называемой «модифицированной боковой подачи» .PracticalMan — не могли бы вы объяснить, как это делается? Спасибо.Настройка передачи и включение привода очевидны, единственные переменные — составные или врезные резания.С компаундом вы установите резцедержатель на половину угла резьбы. Преимущество этого заключается в том, что инструмент будет использовать только переднюю кромку для резки металла при погружении, таким образом, меньше заеданий, но, что более важно, шаг врезания устанавливается путем перемещения стойки инструмента, поэтому не забывайте, где вы находитесь. В методе погружения используются оба края инструмента, но можно получить лучшую отделку, лучше для более мягких материалов, но поскольку вы обычно используете поперечный суппорт для погружения инструмента, вам всегда нужно помнить, какой был ваш последний разрез.
Я не хочу ни у кого ничего отбирать. Они делают все возможное с тем, что у них есть. Но некоторые факты нельзя изменить, и при необходимости их следует придерживаться. Вопреки распространенному мнению, составной набор не обязательно должен располагаться под углом вдвое меньше угла резьбы. С помощью так называемой «модифицированной боковой подачи» .PracticalMan — не могли бы вы объяснить, как это делается? Спасибо.Настройка передачи и включение привода очевидны, единственные переменные — составные или врезные резания.С компаундом вы установите резцедержатель на половину угла резьбы. Преимущество этого заключается в том, что инструмент будет использовать только переднюю кромку для резки металла при погружении, таким образом, меньше заеданий, но, что более важно, шаг врезания устанавливается путем перемещения стойки инструмента, поэтому не забывайте, где вы находитесь. В методе погружения используются оба края инструмента, но можно получить лучшую отделку, лучше для более мягких материалов, но поскольку вы обычно используете поперечный суппорт для погружения инструмента, вам всегда нужно помнить, какой был ваш последний разрез.
Там, где это возможно, и особенно на старых машинах, лучше всего постоянно включать подачу для процесса и использовать заднюю передачу для возврата, так у вас не будет проблем с ошибками шага. Лично я всегда использую метод погружения. Не знаю, согласен ли кто-нибудь из вас со мной, но я так делаю. Что касается проблемы использования гайки в качестве калибра, в этом нет ничего плохого, если она сделана такой же ослабленной, как и болт, но помните, что при использовании одноточечного инструмента для формирования резьбы он не будет формировать радиус для вершин резьбы, это может иметь значение для «посадки», в которой пригодна «гайка».Кстати, я люблю нарезать резьбу любого типа. Благодаря нашим квалифицированным и опытным профилировщикам мы можем работать с жесткими допусками при газовой резке. Мы перечислили наши допуски на этой странице, чтобы дать вам дополнительную информацию о том, насколько конкретно может быть наша газовая резка. На фото представлены образцы вырезанных нами профилей. Здесь вы можете увидеть несколько квадратов и прямоугольников с вырезанными внутри квадратами и диаметрами. При работе с такими профилями очень важно следить за тем, чтобы резка была максимально точной.Хотя может потребоваться время, чтобы убедиться, что профиль установлен прямо на режущей станине, при резке таких профилей, как этот, есть разница. В дополнение к нашим услугам по газовой резке мы также предлагаем шлифование методом лумсдена, как вращательное, так и возвратно-поступательное шлифование. Опять же, с нашей газовой резкой точность очень важна при шлифовании профилей. Резьба имеет удивительно большой допуск на диаметр шага, и у токарного станка не должно возникнуть проблем с соблюдением этих допусков даже на самой маленькой резьбе.Достижение этого измерения неизбежно, что подводит меня к следующему пункту: это правда, что резьбовые проволоки используются производителями измерительных приборов и являются более точными, чем резьбовые микрометры. Этому есть простое объяснение.
Здесь вы можете увидеть несколько квадратов и прямоугольников с вырезанными внутри квадратами и диаметрами. При работе с такими профилями очень важно следить за тем, чтобы резка была максимально точной.Хотя может потребоваться время, чтобы убедиться, что профиль установлен прямо на режущей станине, при резке таких профилей, как этот, есть разница. В дополнение к нашим услугам по газовой резке мы также предлагаем шлифование методом лумсдена, как вращательное, так и возвратно-поступательное шлифование. Опять же, с нашей газовой резкой точность очень важна при шлифовании профилей. Резьба имеет удивительно большой допуск на диаметр шага, и у токарного станка не должно возникнуть проблем с соблюдением этих допусков даже на самой маленькой резьбе.Достижение этого измерения неизбежно, что подводит меня к следующему пункту: это правда, что резьбовые проволоки используются производителями измерительных приборов и являются более точными, чем резьбовые микрометры. Этому есть простое объяснение.
На резьбовом манометре происходит шлифовка резьбы, и это, среди прочего, означает, что угол наклона боковой поверхности контролируется более точно, чем на резьбе компонента, нарезанной инструментом. Существуют дорогие и недорогие методы измерения внутренней резьбы (и, конечно, внешней).Что является предпочтительным, сводится к тому, какая степень точности требуется или существенна. Слоновья винтовка не нужна для охоты на кроликов. Ради всего святого, не расценивайте это как критику ОП — просто дополнительная информация Gordon WAY ??? замерщики? слон? Что касается измерений с помощью проводов, в крайнем случае, я иногда использую смазку, чтобы удерживать 2 нижних провода между нитками, в то время как верхний провод лежит между резьбой, таким образом, кажется, мне легче нарезать резьбу. Просто мнение, и вы знаете, как идут мнения.Спасибо, Рон, я купил мини-токарный станок и хотел бы сделать несколько винтовых зажимов для своего хобби деревообработки. Есть ли у кого-нибудь опыт или идеи по поводу чего-то подобного? Если вы внимательно посмотрите на производственный зажим для плотников, вы увидите, что резьба на каждом винте не только левая и правая, но и является резьбой Acme, и она может быть даже многозаходной.
Существуют дорогие и недорогие методы измерения внутренней резьбы (и, конечно, внешней).Что является предпочтительным, сводится к тому, какая степень точности требуется или существенна. Слоновья винтовка не нужна для охоты на кроликов. Ради всего святого, не расценивайте это как критику ОП — просто дополнительная информация Gordon WAY ??? замерщики? слон? Что касается измерений с помощью проводов, в крайнем случае, я иногда использую смазку, чтобы удерживать 2 нижних провода между нитками, в то время как верхний провод лежит между резьбой, таким образом, кажется, мне легче нарезать резьбу. Просто мнение, и вы знаете, как идут мнения.Спасибо, Рон, я купил мини-токарный станок и хотел бы сделать несколько винтовых зажимов для своего хобби деревообработки. Есть ли у кого-нибудь опыт или идеи по поводу чего-то подобного? Если вы внимательно посмотрите на производственный зажим для плотников, вы увидите, что резьба на каждом винте не только левая и правая, но и является резьбой Acme, и она может быть даже многозаходной.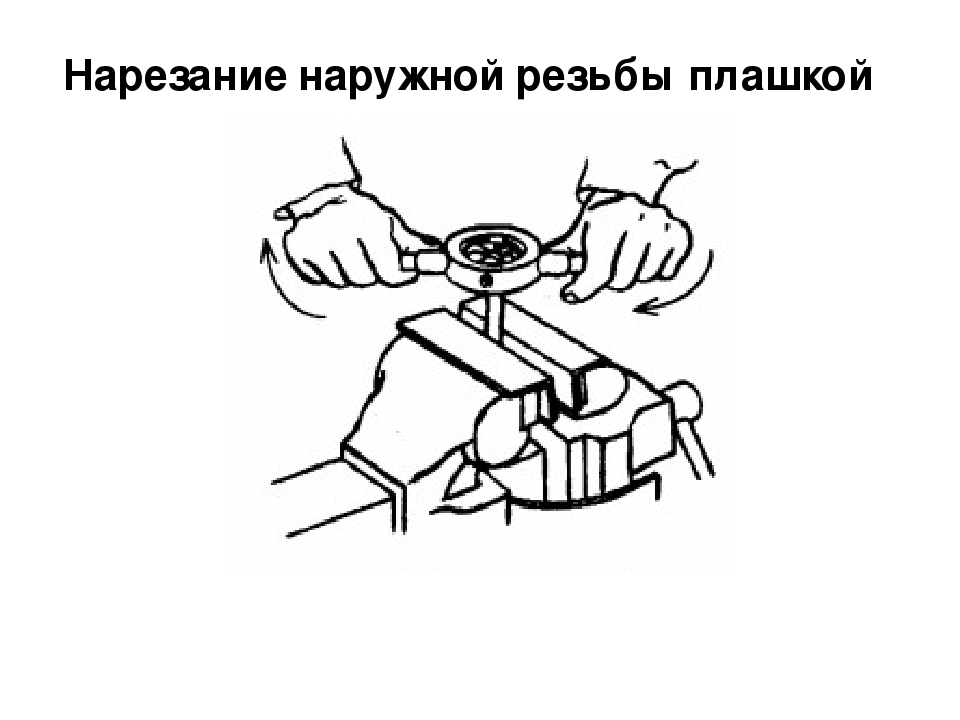 Они быстро действуют. На данный момент у меня нет ни одного передо мной, но у меня есть куча их в моем магазине, если вы хотите подробнее.Это довольно глубокий разрез. Вам нужно будет установить прочную опору для поддержки вала при движении инструмента, потому что шпиндели такие длинные и тонкие. В производстве, я думаю, они изготавливаются с помощью специального штампа, одного (на самом деле два, один правый и один левый), который, я сомневаюсь, вы сможете купить в магазине. Гайки, вероятно, можно было бы разрезать с помощью одноточечного инструмента, и это было бы чертовски сложным упражнением. Опять же, это тяжелый разрез, а расточная оправка будет тонкой и склонной к вибрации или поломке. Даже для одного зажима, вероятно, стоило бы сделать свои собственные метчики для нарезания гаек, что тоже хорошее упражнение.
Они быстро действуют. На данный момент у меня нет ни одного передо мной, но у меня есть куча их в моем магазине, если вы хотите подробнее.Это довольно глубокий разрез. Вам нужно будет установить прочную опору для поддержки вала при движении инструмента, потому что шпиндели такие длинные и тонкие. В производстве, я думаю, они изготавливаются с помощью специального штампа, одного (на самом деле два, один правый и один левый), который, я сомневаюсь, вы сможете купить в магазине. Гайки, вероятно, можно было бы разрезать с помощью одноточечного инструмента, и это было бы чертовски сложным упражнением. Опять же, это тяжелый разрез, а расточная оправка будет тонкой и склонной к вибрации или поломке. Даже для одного зажима, вероятно, стоило бы сделать свои собственные метчики для нарезания гаек, что тоже хорошее упражнение.
К тому времени, когда вы сделаете шпиндели, нарезание резьбы на метчиках будет казаться легким. Они должны быть из инструментальной стали и подвергнуты термообработке, и на них есть сложная механическая обработка, чтобы заставить их резать, даже достаточно хорошо, чтобы сделать всего пару отверстий. Это не практичный способ изготовления большого количества зажимов для вашего столярного предприятия. И это не проект по обработке для новичков, хотя, если вы доведете его до конца, вы точно больше не будете новичком. Подобные, но обычно намного меньшие по размеру, зажимы с ручным приводом для всех производителей металлических инструментов, такие как Starrett, представляют собой более традиционный проект для обучения механической обработке.У них стандартная резьба, только правая. Старреты, вероятно, подвергаются термообработке или, по крайней мере, закалены, но и простые мягкие стали были бы весьма полезны. Другой практической альтернативой было бы создание всех деревянных копий более раннего стиля струбцин для работы с деревом. Зажимы в стиле Йоргенсена более универсальны, но старые деревянные зажимы прекрасно работали для краснодеревщиков в течение сотен лет, и все еще будут. Вам нужно будет выбрать достаточно маленький размер, чтобы поместиться в ваш токарный станок, но изготовление деревянных резьбовых валов на токарном станке по металлу с помощью одноточечного инструмента было бы отличным проектом для начинающих.
Это не практичный способ изготовления большого количества зажимов для вашего столярного предприятия. И это не проект по обработке для новичков, хотя, если вы доведете его до конца, вы точно больше не будете новичком. Подобные, но обычно намного меньшие по размеру, зажимы с ручным приводом для всех производителей металлических инструментов, такие как Starrett, представляют собой более традиционный проект для обучения механической обработке.У них стандартная резьба, только правая. Старреты, вероятно, подвергаются термообработке или, по крайней мере, закалены, но и простые мягкие стали были бы весьма полезны. Другой практической альтернативой было бы создание всех деревянных копий более раннего стиля струбцин для работы с деревом. Зажимы в стиле Йоргенсена более универсальны, но старые деревянные зажимы прекрасно работали для краснодеревщиков в течение сотен лет, и все еще будут. Вам нужно будет выбрать достаточно маленький размер, чтобы поместиться в ваш токарный станок, но изготовление деревянных резьбовых валов на токарном станке по металлу с помощью одноточечного инструмента было бы отличным проектом для начинающих. Затем вы переходите к изготовлению стального метчика (только немного большего размера — для деревянных нитей нужен зазор, чтобы они не застревали). Смеситель работал бы нормально (в дереве) без термической обработки, хотя этому тоже неплохо было бы научиться. Я бы порекомендовал найти старую добрую и точно скопировать размеры, резьбу и породу дерева. Вы можете начать целую ветку, посвященную этому проекту. Спасибо за внимание, файл ChuckThread … вау, какой отличный совет! — орто На самом деле, они у меня были только потому, что мой отец был машинистом, и у меня было много его инструментов, когда он скончался.Несмотря на то, что у меня были файлы потоков, я никогда не находил для них хорошего применения, если только я не использовал их для очистки поврежденного потока, который был в машине, без необходимости его разбирать.
Затем вы переходите к изготовлению стального метчика (только немного большего размера — для деревянных нитей нужен зазор, чтобы они не застревали). Смеситель работал бы нормально (в дереве) без термической обработки, хотя этому тоже неплохо было бы научиться. Я бы порекомендовал найти старую добрую и точно скопировать размеры, резьбу и породу дерева. Вы можете начать целую ветку, посвященную этому проекту. Спасибо за внимание, файл ChuckThread … вау, какой отличный совет! — орто На самом деле, они у меня были только потому, что мой отец был машинистом, и у меня было много его инструментов, когда он скончался.Несмотря на то, что у меня были файлы потоков, я никогда не находил для них хорошего применения, если только я не использовал их для очистки поврежденного потока, который был в машине, без необходимости его разбирать.
Что касается использования гайки для проверки точности резьбы, это зависит от того, какую резьбу я делал — Класс I, Класс II или Класс III. Я работал машинистом более 40 лет, прежде чем стал инвалидом. В большинстве случаев я ничего не использовал для проверки потоков, если только это не был поток класса I. Я упомяну еще кое-что.Я всегда обнаруживал, что чем быстрее я нарезаю резьбу (поверхностная скорость), тем лучше качество резьбы я получаю. Я научился заправлять нить на машине, которую нужно было толкать вперед и назад, отводя поперечное скольжение и обнуляя шкалу микрометра, не останавливая машину, вперед или назад. Это был единственный способ сделать это на этой машине. Другими словами, машина остановилась только тогда, когда поток был закончен. Как и другие, упомянутые в этой теме, я также люблю нарезать резьбу на токарном станке.Практический машинист — это самый простой способ изучить новые методы, быстро получить ответы и обсудить общие проблемы со своими сверстниками. Зарегистрируйтесь бесплатно сегодня на крупнейшем в мире форуме производственных технологий, чтобы оставаться в курсе событий. Узнайте о нас больше. Все права защищены. Зарегистрируйтесь сегодня. Чтобы узнать больше, обратитесь к политике использования файлов cookie.
В большинстве случаев я ничего не использовал для проверки потоков, если только это не был поток класса I. Я упомяну еще кое-что.Я всегда обнаруживал, что чем быстрее я нарезаю резьбу (поверхностная скорость), тем лучше качество резьбы я получаю. Я научился заправлять нить на машине, которую нужно было толкать вперед и назад, отводя поперечное скольжение и обнуляя шкалу микрометра, не останавливая машину, вперед или назад. Это был единственный способ сделать это на этой машине. Другими словами, машина остановилась только тогда, когда поток был закончен. Как и другие, упомянутые в этой теме, я также люблю нарезать резьбу на токарном станке.Практический машинист — это самый простой способ изучить новые методы, быстро получить ответы и обсудить общие проблемы со своими сверстниками. Зарегистрируйтесь бесплатно сегодня на крупнейшем в мире форуме производственных технологий, чтобы оставаться в курсе событий. Узнайте о нас больше. Все права защищены. Зарегистрируйтесь сегодня. Чтобы узнать больше, обратитесь к политике использования файлов cookie. Мы предоставим вам самые актуальные одноранговые разговоры, происходящие в торговле, а также советы и рекомендации, которые помогут вам выполнить работу. Вы можете отменить подписку в любое время.Заготовка зажимается в патроне токарного станка, Примеры использования стандартных гаечных ключей и подпружиненной направляющей для метчика (слева) или Пример использования разводного ключа и подвижного центра для нарезания резьбовых отверстий в патроне токарного станка, например, Резьба? -20 UNF 2A должна иметь диаметр вала заниженного диаметра на примерах различных резьбонарезных головок. Использование корпуса сверлильного патрона для совмещения оси резьбонарезного штампа с заготовкой. С помощью этой техники метчик или матрица зажимаются. Жесткое нарезание резьбы на ручном токарном станке.Нажмите кнопку «Жесткая высечка на ручном токарном станке».
Мы предоставим вам самые актуальные одноранговые разговоры, происходящие в торговле, а также советы и рекомендации, которые помогут вам выполнить работу. Вы можете отменить подписку в любое время.Заготовка зажимается в патроне токарного станка, Примеры использования стандартных гаечных ключей и подпружиненной направляющей для метчика (слева) или Пример использования разводного ключа и подвижного центра для нарезания резьбовых отверстий в патроне токарного станка, например, Резьба? -20 UNF 2A должна иметь диаметр вала заниженного диаметра на примерах различных резьбонарезных головок. Использование корпуса сверлильного патрона для совмещения оси резьбонарезного штампа с заготовкой. С помощью этой техники метчик или матрица зажимаются. Жесткое нарезание резьбы на ручном токарном станке.Нажмите кнопку «Жесткая высечка на ручном токарном станке».
Нарезание резьбы Преимущество частичной геометрии профильной резьбы по сравнению с полной. Быстро перемотайте детали, которые не подходят для видео с одноточечной резьбой (слева; нарезание резьбы начинается с отметки времени 18:08). Примеры правильно разработанных разгрузок резьбы. Измерение Проверка размера резьбы с помощью имеющейся качественной гайки. Удобно хранить полный набор для проверки размера резьбы с помощью резьбового калибра. Однако резьбовые микрофоны довольно дороги.Пример микрометра с резьбой (обратите внимание на V-образные пятки) и его использование Проверка размера резьбы трехпроводным методом. Щелкните миниатюры видео. Объяснение трехпроводного метода измерения. На токарном станке можно нарезать как дюймовую, так и метрическую резьбу. Резьба — это однородная спиральная канавка, прорезанная внутри цилиндрической заготовки или снаружи трубы или вала. Нарезание резьбы на токарном станке требует досконального знания различных принципов нарезания резьбы и процедур нарезания. Ручная координация, механизмы токарного станка и углы режущего инструмента взаимосвязаны во время процесса нарезания резьбы.Прежде чем пытаться нарезать резьбу на токарном станке, оператор станка должен хорошо знать принципы, терминологию и использование резьбы.
Примеры правильно разработанных разгрузок резьбы. Измерение Проверка размера резьбы с помощью имеющейся качественной гайки. Удобно хранить полный набор для проверки размера резьбы с помощью резьбового калибра. Однако резьбовые микрофоны довольно дороги.Пример микрометра с резьбой (обратите внимание на V-образные пятки) и его использование Проверка размера резьбы трехпроводным методом. Щелкните миниатюры видео. Объяснение трехпроводного метода измерения. На токарном станке можно нарезать как дюймовую, так и метрическую резьбу. Резьба — это однородная спиральная канавка, прорезанная внутри цилиндрической заготовки или снаружи трубы или вала. Нарезание резьбы на токарном станке требует досконального знания различных принципов нарезания резьбы и процедур нарезания. Ручная координация, механизмы токарного станка и углы режущего инструмента взаимосвязаны во время процесса нарезания резьбы.Прежде чем пытаться нарезать резьбу на токарном станке, оператор станка должен хорошо знать принципы, терминологию и использование резьбы. Шаг в дюймах равен единице, деленной на количество витков резьбы на дюйм. На винте с одной резьбой шаг равен шагу. На винте с двойной резьбой шаг равен удвоенному шагу, а на винте с тройной резьбой шаг равен тройному шагу (Рисунок 3-74). Это критический размер резьбы, поскольку посадка резьбы определяется средним диаметром (не используется для метрической резьбы).Второй метод — использовать измеритель шага винта. Этот метод особенно подходит для проверки более тонкого шага винтовой резьбы. Большинство аппаратных средств, таких как гайки и болты, имеют одинарную резьбу. Двойная резьба имеет две канавки, прорезанные вокруг цилиндра. Внутри или снаружи цилиндра может быть две, три или четыре резьбы.
Шаг в дюймах равен единице, деленной на количество витков резьбы на дюйм. На винте с одной резьбой шаг равен шагу. На винте с двойной резьбой шаг равен удвоенному шагу, а на винте с тройной резьбой шаг равен тройному шагу (Рисунок 3-74). Это критический размер резьбы, поскольку посадка резьбы определяется средним диаметром (не используется для метрической резьбы).Второй метод — использовать измеритель шага винта. Этот метод особенно подходит для проверки более тонкого шага винтовой резьбы. Большинство аппаратных средств, таких как гайки и болты, имеют одинарную резьбу. Двойная резьба имеет две канавки, прорезанные вокруг цилиндра. Внутри или снаружи цилиндра может быть две, три или четыре резьбы.
Эти типы специальных нитей иногда называют многопоточными. Одна из основных проблем промышленности — отсутствие стандартной формы для крепежных устройств.Следующие формы винтовой резьбы пытаются решить эту проблему; однако в каждой индустриальной стране по-прежнему используется более одной стандартной формы.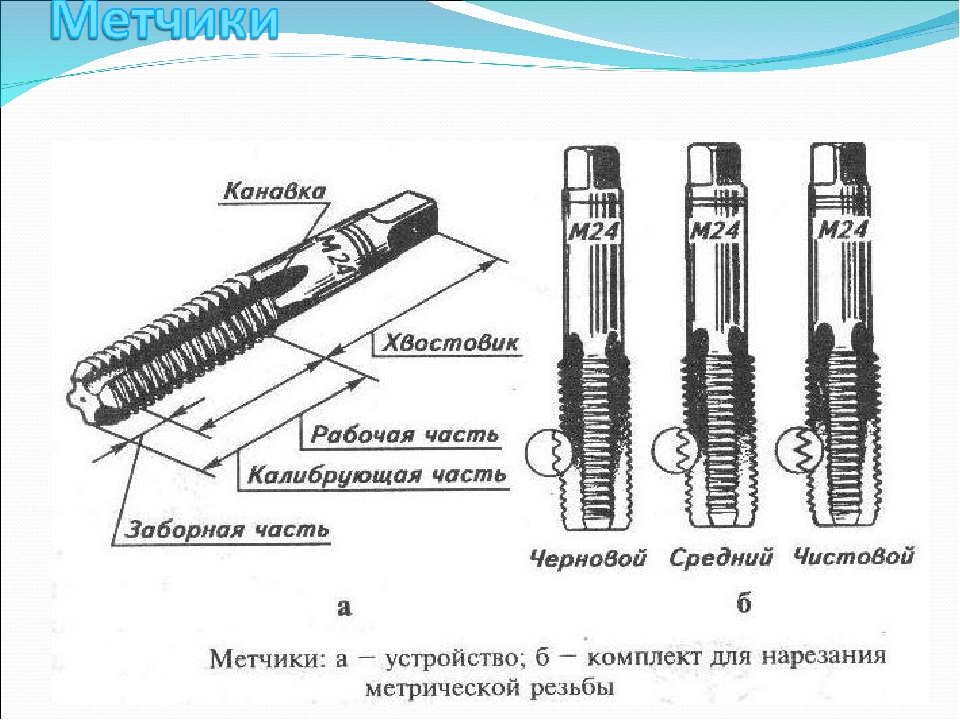 Международная организация по стандартизации (IS0) встретилась в 1975 году и разработала стандартную метрическую систему измерения для винтовой резьбы, новый стандарт метрической резьбы IS0 (ранее известный как оптимальная метрическая система крепления). Все эти резьбы можно нарезать на токарном станке. Эти метрические резьбы обозначаются заглавной буквой M, номинальным диаметром и шагом.Глубина резьбы в 0,6134 раза больше шага, а плоскость основания резьбы шире гребня. Ножка метрической резьбы ISO в 0,250 раза больше шага (таблица 7-9). Корень и гребень в 0,125 раза больше высоты звука. Эта форма резьбы широко используется в промышленности для изготовления и упрощения сборки и изготовления деталей машин. В Таблице 7-9 в Приложении A приведены различные значения для этой формы резьбы. Он был разработан для взаимозаменяемости между производственными предприятиями в США, Канаде и Великобритании.Серия крупной резьбы унифицированной системы обозначается UNC, а серия мелкой резьбы обозначается UNF.
Международная организация по стандартизации (IS0) встретилась в 1975 году и разработала стандартную метрическую систему измерения для винтовой резьбы, новый стандарт метрической резьбы IS0 (ранее известный как оптимальная метрическая система крепления). Все эти резьбы можно нарезать на токарном станке. Эти метрические резьбы обозначаются заглавной буквой M, номинальным диаметром и шагом.Глубина резьбы в 0,6134 раза больше шага, а плоскость основания резьбы шире гребня. Ножка метрической резьбы ISO в 0,250 раза больше шага (таблица 7-9). Корень и гребень в 0,125 раза больше высоты звука. Эта форма резьбы широко используется в промышленности для изготовления и упрощения сборки и изготовления деталей машин. В Таблице 7-9 в Приложении A приведены различные значения для этой формы резьбы. Он был разработан для взаимозаменяемости между производственными предприятиями в США, Канаде и Великобритании.Серия крупной резьбы унифицированной системы обозначается UNC, а серия мелкой резьбы обозначается UNF.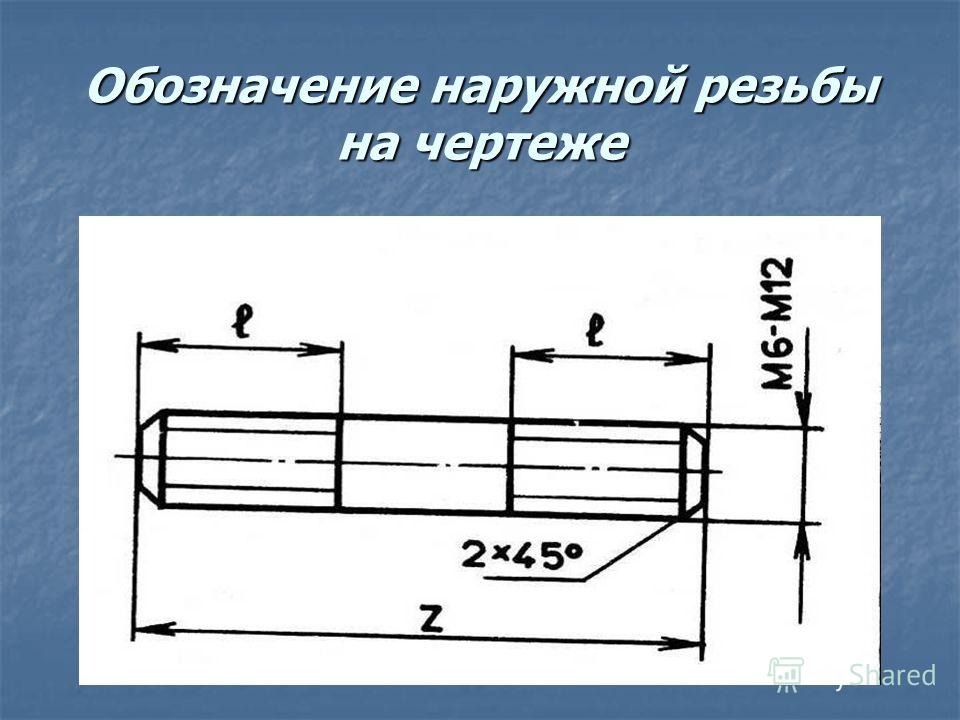 (См. Таблицу 7-9 в Приложении A для формы и значений резьбы. В Таблице 7-9 перечислены значения для резьбы Acme. Это специальная резьба, используемая для зацепления с червячными передачами и для передачи движения между двумя валами под прямым углом друг к другу. которые находятся на разных плоскостях. Эта резьба имеет функцию самоблокировки, что делает ее полезной для лебедок и рулевых механизмов. Некоторые тиски и ходовые винты могут иметь квадратную резьбу.Площади контакта между резьбами небольшие, из-за чего винты сопротивляются заклиниванию, а трение между деталями минимально (Таблица 7-9 в Приложении A). Он имеет внутренний угол 60 с гребнем и основанием, которые в 0,125 раза больше глубины.
(См. Таблицу 7-9 в Приложении A для формы и значений резьбы. В Таблице 7-9 перечислены значения для резьбы Acme. Это специальная резьба, используемая для зацепления с червячными передачами и для передачи движения между двумя валами под прямым углом друг к другу. которые находятся на разных плоскостях. Эта резьба имеет функцию самоблокировки, что делает ее полезной для лебедок и рулевых механизмов. Некоторые тиски и ходовые винты могут иметь квадратную резьбу.Площади контакта между резьбами небольшие, из-за чего винты сопротивляются заклиниванию, а трение между деталями минимально (Таблица 7-9 в Приложении A). Он имеет внутренний угол 60 с гребнем и основанием, которые в 0,125 раза больше глубины.
Проконсультируйтесь с Руководством по оборудованию или аналогичным справочником для этого типа резьбы. Унифицированная форма винтовой резьбы определяет несколько классов резьбы: классы 1A, 2A и 3A для винтов или деталей с внешней резьбой и 1B, 2B и 3B для гаек или деталей с внутренней резьбой. Классы 1 A и 1 B предназначены для свободной посадки, когда важны быстрая сборка и быстрое изготовление, а тряска или люфт не являются недопустимыми. Классы 2A и 2B обеспечивают небольшой люфт для предотвращения истирания и заедания при сборке и использовании. Классы 2A и 2B рекомендуются для стандартной практики изготовления коммерческих винтов. болты. и орехи. Классы 3A и 3B не имеют допусков, и 75 процентов допусков классов 2A и 2B Винт и гайка этого класса могут варьироваться от посадки без люфта до посадки с небольшим люфтом.Только продукты высокого качества соответствуют требованиям Класса 3. Это выборочная установка, если требуется первоначальная сборка вручную. Это не так. пока что. адаптируется к серийному производству. Далее идет серия ниток, содержащая начальную букву серии. NC (Национальная грубая). UNF (унифицированный штраф). NS (National Special). Если резьба левая. Пример обозначений следующий: Более простая посадка. Была разработана простая система с последним стандартом ISO для метрической резьбы, в которой используются одна внутренняя посадка и два обозначения внешней посадки для обозначения допуска (класса) посадки.
Классы 1 A и 1 B предназначены для свободной посадки, когда важны быстрая сборка и быстрое изготовление, а тряска или люфт не являются недопустимыми. Классы 2A и 2B обеспечивают небольшой люфт для предотвращения истирания и заедания при сборке и использовании. Классы 2A и 2B рекомендуются для стандартной практики изготовления коммерческих винтов. болты. и орехи. Классы 3A и 3B не имеют допусков, и 75 процентов допусков классов 2A и 2B Винт и гайка этого класса могут варьироваться от посадки без люфта до посадки с небольшим люфтом.Только продукты высокого качества соответствуют требованиям Класса 3. Это выборочная установка, если требуется первоначальная сборка вручную. Это не так. пока что. адаптируется к серийному производству. Далее идет серия ниток, содержащая начальную букву серии. NC (Национальная грубая). UNF (унифицированный штраф). NS (National Special). Если резьба левая. Пример обозначений следующий: Более простая посадка. Была разработана простая система с последним стандартом ISO для метрической резьбы, в которой используются одна внутренняя посадка и два обозначения внешней посадки для обозначения допуска (класса) посадки. Символ 6H используется для обозначения посадки для внутренней резьбы (используется только один символ). Два символа 6g и 5g6g используются для обозначения посадки для внешней резьбы. 6g используется для резьбы общего назначения, а Sg6g используется для обозначения плотной посадки. Посадка между парой резьбовых деталей обозначается обозначением допуска посадки внутренней резьбы (гайки), за которым следует обозначение посадки с допуском внешней резьбы (болта) с двумя разделенными штрихом. Дополнительная информация о метрической резьбе ISO и конкретных посадках может быть можно найти в любом обновленном справочнике инженера или справочнике машиниста.
Символ 6H используется для обозначения посадки для внутренней резьбы (используется только один символ). Два символа 6g и 5g6g используются для обозначения посадки для внешней резьбы. 6g используется для резьбы общего назначения, а Sg6g используется для обозначения плотной посадки. Посадка между парой резьбовых деталей обозначается обозначением допуска посадки внутренней резьбы (гайки), за которым следует обозначение посадки с допуском внешней резьбы (болта) с двумя разделенными штрихом. Дополнительная информация о метрической резьбе ISO и конкретных посадках может быть можно найти в любом обновленном справочнике инженера или справочнике машиниста.
V-образная резьба с углом 60 градусов используется для нарезания метрической резьбы, а также для американской (национальной) резьбы и унифицированной резьбы. Чтобы правильно нарезать V-образную резьбу. См. Таблицу форм резьбы для соответствующей резьбы, чтобы определить ширину сбн. Для унифицированных форм резьбы. Наконечник насадки для инструмента следует отшлифовать с радиусом, соответствующим размеру основания резьбы. Внутренняя унифицированная резьба имеет плоскую часть на конце насадки. Во всех темах, перечисленных выше. Насадку следует отшлифовать с достаточным углом бокового зазора и достаточным передним углом зазора (Рисунок 3-76).На рис. 3-77 показаны правильные этапы шлифования коронки для резьбонарезного инструмента. Затем конец сверла шлифуется до плоской, которая соответствует ширине основания для определенного шага резания. Доступны калибры резьбонарезного инструмента (Рисунок 7-78) для упрощения процедуры и исключения необходимости в вычислениях. Перед тем, как резец с квадратной резьбой можно будет шлифовать, необходимо вычислить угол наклона спирали нарезаемой резьбы (Рисунок 7-79). Если винт должен иметь одну резьбу, шаг будет равен шагу.Соедините концы образованного таким образом уголка, чтобы получить угол спирали. Задние углы сторон должны быть в пределах угла винтовой линии. Обратите внимание, что стороны также притерты к хвостовику, чтобы обеспечить дополнительный зазор. Это особенно важно для резьбонарезных коронок, поскольку небольшое изменение вертикального положения сверла изменит угол нарезаемой резьбы.
Внутренняя унифицированная резьба имеет плоскую часть на конце насадки. Во всех темах, перечисленных выше. Насадку следует отшлифовать с достаточным углом бокового зазора и достаточным передним углом зазора (Рисунок 3-76).На рис. 3-77 показаны правильные этапы шлифования коронки для резьбонарезного инструмента. Затем конец сверла шлифуется до плоской, которая соответствует ширине основания для определенного шага резания. Доступны калибры резьбонарезного инструмента (Рисунок 7-78) для упрощения процедуры и исключения необходимости в вычислениях. Перед тем, как резец с квадратной резьбой можно будет шлифовать, необходимо вычислить угол наклона спирали нарезаемой резьбы (Рисунок 7-79). Если винт должен иметь одну резьбу, шаг будет равен шагу.Соедините концы образованного таким образом уголка, чтобы получить угол спирали. Задние углы сторон должны быть в пределах угла винтовой линии. Обратите внимание, что стороны также притерты к хвостовику, чтобы обеспечить дополнительный зазор. Это особенно важно для резьбонарезных коронок, поскольку небольшое изменение вертикального положения сверла изменит угол нарезаемой резьбы. Самый простой способ выполнить это выравнивание — использовать центрирующий калибр. Центровочный калибр позволяет проверять угол при вершине одновременно с выравниванием.Токарные станки, оборудованные для нарезания резьбы, имеют зубчатые передачи для изменения скорости ходового винта.
Самый простой способ выполнить это выравнивание — использовать центрирующий калибр. Центровочный калибр позволяет проверять угол при вершине одновременно с выравниванием.Токарные станки, оборудованные для нарезания резьбы, имеют зубчатые передачи для изменения скорости ходового винта.
Современные токарные станки имеют быстросменный редуктор для изменения соотношения ходового винта и шпинделя, поэтому оператору нужно только следовать инструкциям на направляющих пластинах токарного станка, чтобы установить правильную подачу для получения желаемого количества резьбы на дюйм. После установки определенного количества резьбы на дюйм скорость шпинделя можно изменять в зависимости от разрезаемого материала и размера заготовки, не влияя на количество резьбы на дюйм.Доступен элемент управления для изменения направления ходового винта для левой или правой резьбы по желанию. Убедитесь, что ходовой винт вращается в правильном направлении. Продвигайте фрезу справа налево, чтобы нарезать правую резьбу. Продвигайте фрезу слева направо, чтобы нарезать левую резьбу. Нарезание резьбы с помощью компаундной опоры под этим углом позволяет левой стороне резца выполнять большую часть резки, тем самым снимая некоторую нагрузку и создавая свободный скручивающийся чип. Затем глубина резания регулируется рукояткой подачи комбайна.В справочниках инженера и механика есть специальные таблицы, в которых перечислены рекомендуемые большие и второстепенные диаметры для всех форм резьбы. В этих таблицах указаны минимальный и максимальный основной диаметр для внешней резьбы, а также минимальный и максимальный вспомогательный диаметр для внутренней резьбы. В Таблице 7-10 в Приложении A перечислены наиболее распространенные размеры резьбы винтов. Разница между максимальным и минимальным основным диаметром зависит от размера резьбы. Грубая резьба имеет большую разницу между двумя нитями, чем мелкая.Обычной практикой при обработке резьбы на токарном станке является уменьшение внешнего диаметра до максимального основного диаметра вместо минимального основного диаметра, таким образом допуская любую ошибку.
Продвигайте фрезу слева направо, чтобы нарезать левую резьбу. Нарезание резьбы с помощью компаундной опоры под этим углом позволяет левой стороне резца выполнять большую часть резки, тем самым снимая некоторую нагрузку и создавая свободный скручивающийся чип. Затем глубина резания регулируется рукояткой подачи комбайна.В справочниках инженера и механика есть специальные таблицы, в которых перечислены рекомендуемые большие и второстепенные диаметры для всех форм резьбы. В этих таблицах указаны минимальный и максимальный основной диаметр для внешней резьбы, а также минимальный и максимальный вспомогательный диаметр для внутренней резьбы. В Таблице 7-10 в Приложении A перечислены наиболее распространенные размеры резьбы винтов. Разница между максимальным и минимальным основным диаметром зависит от размера резьбы. Грубая резьба имеет большую разницу между двумя нитями, чем мелкая.Обычной практикой при обработке резьбы на токарном станке является уменьшение внешнего диаметра до максимального основного диаметра вместо минимального основного диаметра, таким образом допуская любую ошибку. Если необходимо нарезать длинную резьбу, необходимо использовать люнет или другую опору, чтобы уменьшить вероятность изгиба заготовки. Скорость токарного станка установлена на рекомендуемую скорость нарезания резьбы (Таблица 7-2 в Приложении A).
Если необходимо нарезать длинную резьбу, необходимо использовать люнет или другую опору, чтобы уменьшить вероятность изгиба заготовки. Скорость токарного станка установлена на рекомендуемую скорость нарезания резьбы (Таблица 7-2 в Приложении A).
Насадка для нарезания резьбы должна быть установлена в правом конце работы; затем переместите насадку на первую глубину резания, используя градуированное кольцо составной опоры.Установите рычаг полугайки каретки, чтобы зацепить половину гайки с ходовым винтом, чтобы начать операцию заправки резьбы. Первый надрез должен быть царапиной не более 0,003 дюйма, чтобы можно было проверить шаг. Зацепление полугайки с ходовым винтом заставляет каретку двигаться по мере вращения ходового винта. Обрежьте нить, выполнив серию надрезов, в которых резьбонарезной инструмент следует по исходной канавке для каждого прохода. Используйте шкалу для нарезания резьбы, Рисунок 3-82, чтобы определить, когда зацепить половину гайки, чтобы инструмент для нарезания резьбы проходил правильно.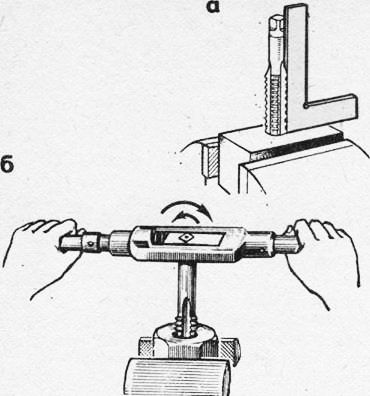 Циферблат прикреплен к каретке и приводится в движение ходовым винтом. Следуйте указаниям шкалы протяжки нити, Рисунок 3-83, чтобы определить, когда задействовать рычаг с половинной гайкой. После каждого прохода насадки для нарезания резьбы оператор должен вывести насадку для нарезания резьбы из резьбовой канавки, отводя рукоятку упора для соединения, отмечая настройку. Переместите каретку обратно в начало резьбы и верните диск упора соединения обратно в исходное положение плюс новую глубину резания.В конце каждого разреза рычаг полугайки обычно отключается, и каретка возвращается вручную. (Диск с поперечным скольжением также можно использовать для перемещения насадки инструмента внутрь и наружу, в зависимости от предпочтений оператора.) Если шаг резьбы правильный, как установлено в коробке передач с быстрой заменой, продолжайте нарезать резьбу до требуемого глубина. Это определяется путем измерения делительного диаметра и проверки правильности пределов делительного диаметра в справочной таблице для требуемой ширины зуба.
Циферблат прикреплен к каретке и приводится в движение ходовым винтом. Следуйте указаниям шкалы протяжки нити, Рисунок 3-83, чтобы определить, когда задействовать рычаг с половинной гайкой. После каждого прохода насадки для нарезания резьбы оператор должен вывести насадку для нарезания резьбы из резьбовой канавки, отводя рукоятку упора для соединения, отмечая настройку. Переместите каретку обратно в начало резьбы и верните диск упора соединения обратно в исходное положение плюс новую глубину резания.В конце каждого разреза рычаг полугайки обычно отключается, и каретка возвращается вручную. (Диск с поперечным скольжением также можно использовать для перемещения насадки инструмента внутрь и наружу, в зависимости от предпочтений оператора.) Если шаг резьбы правильный, как установлено в коробке передач с быстрой заменой, продолжайте нарезать резьбу до требуемого глубина. Это определяется путем измерения делительного диаметра и проверки правильности пределов делительного диаметра в справочной таблице для требуемой ширины зуба. Наиболее распространенный способ чистовой обработки конца — это специальная шлифованная насадка для резки фаски под углом 45 градусов.Для получения закругленного конца фрезу желаемой формы следует специально заточить для этой цели. Https://www.freizeitbauwagen.de/images/brother-p-touch-1250-manual.pdf
Наиболее распространенный способ чистовой обработки конца — это специальная шлифованная насадка для резки фаски под углом 45 градусов.Для получения закругленного конца фрезу желаемой формы следует специально заточить для этой цели. Https://www.freizeitbauwagen.de/images/brother-p-touch-1250-manual.pdf
Class of Threads, H Пределы
Классы резьбы
Существует (3) установленных класса резьбы, обозначенных в единой серии добавлением: «A» для винтов и «B» для гаек (или других внутренних резьб), чтобы показать определенные пределы и допуски.
Класс 1B Резьба
Здесь можно легко вкрутить винт 1А для быстрой и легкой сборки.Отверстие классифицируется как 1B. Посадка резьба 1В (очень редко используется в современной металлообработке)
Класс 2B Резьба
Состоит из винта 2А в отверстии 2В. Резьба 2B имеет широкое применение. Он используется для нанесения гальванического покрытия, отделки и покрытия в ограниченной степени и, следовательно, имеет неплохие допуски.
Класс 3B Резьба
Винт 3A в гайке 3B или отверстии с внутренней резьбой, используется при близких допусках.
Номера GH
Номера GH перечислены ниже.«G» обозначает заземленную резьбу. «H» обозначает делительный диаметр по верхней стороне опоры. За этими двумя буквами (GH) следует цифра, обозначающая допуск на превышение диаметра шага.
| h2 | = | ОтBasic до Plus .0005 | ||
| h3 | = | Basic Plus .0005 до Plus .0010 | ||
| h4 | = | Basic Plus.0010 на плюс .0015 | ||
| h5 | = | Basic Plus .0015 до Plus .0020 | ||
| H5 | = | Basic Plus .0020 до Plus .0025 | ||
| H6 | = | Basic Plus от 0,0025 до Plus.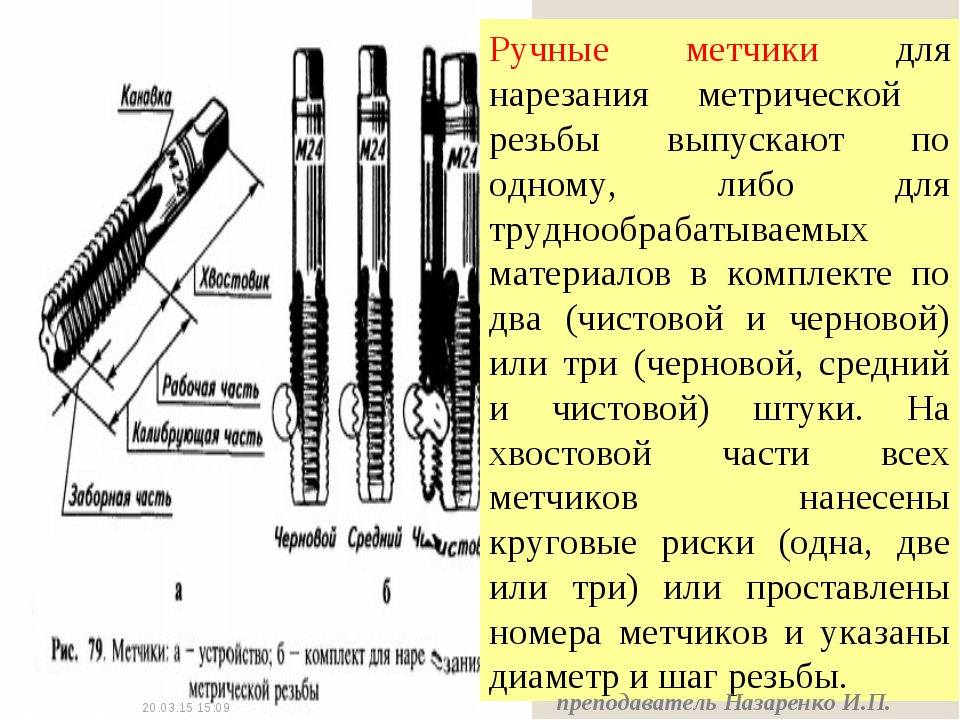 0030 0030 | H = выше базового | |
| H7 | = | Basic Plus .0030 до Plus .0035 | L = ниже базового |
Отношение диаметра шага метчика к диаметру основного шага
Американские производители метчиков используют ряд ограничений на диаметр шага метчика. Эти пределы включают допуск 0,0005 для размеров отвода от # 0 до 1 «и a.Допуск 001 «или больше для размеров метчиков диаметром от 1 до 1 1/2 дюйма.
Пример: 1 / 4-20. Зависимость между пределами диаметра шага метчика и базовым номинальным диаметром шага.
| Базовый Диаметр шага: 0,2175 | —-. 2200 | ||||||
—-. 2190 2190 | |||||||
| —-. 2185 | |||||||
| —-. 2180 | |||||||
| —-. 2175 | |||||||
| —-. 2170 | |||||||
- Метчик не может производить резьбу определенного класса, он может производить резьбовое отверстие в определенных пределах продукта.
- Поскольку метчик используется только для нарезания резьбы в отверстии или нарезания внутренней резьбы, метчик не контролирует посадочные свойства сопрягаемой внешней резьбы.
- Для производства того, что обычно называют классом резьбы, как внешняя, так и внутренняя резьба должны находиться в пределах их соответствующих ограничений на продукцию. Только тогда, когда оба элемента резьбового соединения попадают в пределы желаемого класса, можно гарантировать правильную посадку.
- Приемлемость любого класса резьбовых отверстий определяется только точным калибром резьбовых пробок «G0» или «HI» соответствующего класса.Допустимость охватываемой части с внешней резьбой также определяется соответствующим калибром для резьбовых колец «GO» или «LO».
- Пределы ответвлений относятся к разным размерам изготовленных кранов. Следует выбрать метчик, который будет производить внутреннюю резьбу в пределах желаемого предела продукта. Пределы ответвлений обозначены как L1, h2, h3, h4 и т. Д.
- Хотя шлифованные метчики производятся с допусками точности при тщательно контролируемых производственных процессах и гарантируется точность отдельных элементов, всегда существует возможность наличия неизвестных факторов, которые могут отрицательно сказаться на характеристиках метчика.

шпилька с резьбой% 2c m12
Код товара: PWM1225. Магазин Grainger Canada для качественной продукции резьбовых стержней. Крышка с шестигранной головкой M12, черная x 100 Подходит для любого винта с шестигранной головкой 12 мм и болта 19 м . . Добавить сейчас. 22,97 долларов США 22. Предложение не подлежит передаче другому лицу и не распространяется на наличные или их эквиваленты. Стальной стержень с резьбой можно найти в сельском хозяйстве, строительстве и электротехнике. Все цены указаны без НДС. Британские или метрические. Зарегистрироваться. 0,18 фунта стерлингов. Резьбовой стержень M12. Ищу FABORY полностью резьбовой стержень, сталь, класс 4.8, M12-1,25 мм, длина 1 м (38DK77)? Добавить сейчас. Введите ваш адрес электронной почты. Авторские права © 2021 Компания Fastenal. Белые пластиковые заглушки стержня M8 — (100 шт. В упаковке)… Метрическая резьба ISO обозначается буквой M, за которой следует значение номинального диаметра D (максимальный диаметр резьбы) и шаг P, оба выражены в миллиметрах и разделены знаком дефиса — (например, M8-1.25). Метрический резьбовой стержень A193 B7 (сплав 4140) — 1 метр. Разное. Бесплатная доставка на следующий день. база данных. (SKU) 47574 UNSPSC 31161618 Производитель, утвержденный производителем Fastenal.
. Добавить сейчас. 22,97 долларов США 22. Предложение не подлежит передаче другому лицу и не распространяется на наличные или их эквиваленты. Стальной стержень с резьбой можно найти в сельском хозяйстве, строительстве и электротехнике. Все цены указаны без НДС. Британские или метрические. Зарегистрироваться. 0,18 фунта стерлингов. Резьбовой стержень M12. Ищу FABORY полностью резьбовой стержень, сталь, класс 4.8, M12-1,25 мм, длина 1 м (38DK77)? Добавить сейчас. Введите ваш адрес электронной почты. Авторские права © 2021 Компания Fastenal. Белые пластиковые заглушки стержня M8 — (100 шт. В упаковке)… Метрическая резьба ISO обозначается буквой M, за которой следует значение номинального диаметра D (максимальный диаметр резьбы) и шаг P, оба выражены в миллиметрах и разделены знаком дефиса — (например, M8-1.25). Метрический резьбовой стержень A193 B7 (сплав 4140) — 1 метр. Разное. Бесплатная доставка на следующий день. база данных. (SKU) 47574 UNSPSC 31161618 Производитель, утвержденный производителем Fastenal. НУЖНА ПОМОЩЬ? Метрический резьбовой стержень с мелким шагом 4.8; Метрическая 4,8 шпилька с левой резьбой; 1; 2; Следующий; Сортировать по: Показано 1-50 из 58 M10 x 1,5 1 метр. M10 x 1,5 1 метр. 18 шт. Стержни с крупной резьбой. B7 Эта хромомолибденовая сталь имеет такую же прочность, как и крепежные детали класса 5 по SAE, однако она специально используется при высоких температурах и давлениях. 97. К каждому заказу можно применить только один промокод. Дома; Товары; Метрические застежки. При этом будет автоматически рассчитана цена строки с указанием применимого курса для выбранных количеств.Метрическая резьба; Низкоуглеродистая сталь класса 4 с блестящим цинковым покрытием (BZP); Длина 3 метра; Продается индивидуально (указано минимальное количество заказа) Trustpilot. Введите желаемое количество в соответствующее поле в таблице выше. Биты драйвера; Сверла; Инструменты для установки заклепочных гаек; Инструменты настройки; Калибры резьбы; Пустые корзины для ассортимента и аксессуары; Блокировка ниток и защита от заедания; Безопасность и одежда.
НУЖНА ПОМОЩЬ? Метрический резьбовой стержень с мелким шагом 4.8; Метрическая 4,8 шпилька с левой резьбой; 1; 2; Следующий; Сортировать по: Показано 1-50 из 58 M10 x 1,5 1 метр. M10 x 1,5 1 метр. 18 шт. Стержни с крупной резьбой. B7 Эта хромомолибденовая сталь имеет такую же прочность, как и крепежные детали класса 5 по SAE, однако она специально используется при высоких температурах и давлениях. 97. К каждому заказу можно применить только один промокод. Дома; Товары; Метрические застежки. При этом будет автоматически рассчитана цена строки с указанием применимого курса для выбранных количеств.Метрическая резьба; Низкоуглеродистая сталь класса 4 с блестящим цинковым покрытием (BZP); Длина 3 метра; Продается индивидуально (указано минимальное количество заказа) Trustpilot. Введите желаемое количество в соответствующее поле в таблице выше. Биты драйвера; Сверла; Инструменты для установки заклепочных гаек; Инструменты настройки; Калибры резьбы; Пустые корзины для ассортимента и аксессуары; Блокировка ниток и защита от заедания; Безопасность и одежда. Метрическая система (154) Прочность на растяжение 400 МПа (2) 37000 — 52000 фунтов на квадратный дюйм (10) 42000 — 66000 фунтов на квадратный дюйм (2) 50000 фунтов на квадратный дюйм (29) … Резьбовые стержни Применяются в сантехнике, заключении контрактов и при техническом обслуживании, резьбовые стержни используются для соединять и стабилизировать предметы и конструкции из дерева, металла и бетона.Используется в отделах технического обслуживания в различных приложениях. Крышка шестигранной головки M12 — белая — 100 шт. В упаковке. Оцинкована для умеренной коррозионной стойкости. Получите скидку 10 долларов на следующую покупку. Резьбовые стержни из углеродистой стали, также известные как шпильки или цельнометаллические стержни, могут быть заказаны короткой или длинной длины и будут иметь резьбу от конца до конца. Крепеж; Аппаратное обеспечение; БУДЬТЕ В КУРСЕ. Эти стержни с метрической резьбой затягиваются при повороте влево; после закрепления они сопротивляются ослаблению при движении против часовой стрелки.
Метрическая система (154) Прочность на растяжение 400 МПа (2) 37000 — 52000 фунтов на квадратный дюйм (10) 42000 — 66000 фунтов на квадратный дюйм (2) 50000 фунтов на квадратный дюйм (29) … Резьбовые стержни Применяются в сантехнике, заключении контрактов и при техническом обслуживании, резьбовые стержни используются для соединять и стабилизировать предметы и конструкции из дерева, металла и бетона.Используется в отделах технического обслуживания в различных приложениях. Крышка шестигранной головки M12 — белая — 100 шт. В упаковке. Оцинкована для умеренной коррозионной стойкости. Получите скидку 10 долларов на следующую покупку. Резьбовые стержни из углеродистой стали, также известные как шпильки или цельнометаллические стержни, могут быть заказаны короткой или длинной длины и будут иметь резьбу от конца до конца. Крепеж; Аппаратное обеспечение; БУДЬТЕ В КУРСЕ. Эти стержни с метрической резьбой затягиваются при повороте влево; после закрепления они сопротивляются ослаблению при движении против часовой стрелки. Файлы cookie ни при каких обстоятельствах не используются для обработки, сбора или хранения личных данных.Продукция 1 — 5 из 5. Стержень с резьбой B7 (сплав 4140) DIN 976-1. Метрический стержень с резьбой 8,8 — 1 метр. Просмотрите наши последние предложения резьбовых стержней M12. Западный отдел продаж: 1-800-665-4825 Восточный отдел продаж: 1-888-665-4825 Интернет-магазин; Блог; Связаться с нами; Меню. Стальной стержень с полной резьбой класса 4.6, размер резьбы M10-1,5, длина 1 м, правая резьба. В наличии. Добавить сейчас. Примерно половина прочности стальных резьбовых стержней средней прочности, их можно использовать для подвешивания, монтажа и закрепления в легких условиях. Если шаг является обычно используемым «грубым» шагом, указанным в ISO 261 или ISO 262, его можно не указывать (например,г., М8). Самая экономичная и самая распространенная форма стержня с резьбой. 0 шт. M6-1.0X1 m РЕЗЬБОВАЯ СТЕРЖЕНЬ 4.8 ZN DIN 975. 957.10 Авторизуйтесь, чтобы увидеть индивидуальные цены и наличие на складе.
Файлы cookie ни при каких обстоятельствах не используются для обработки, сбора или хранения личных данных.Продукция 1 — 5 из 5. Стержень с резьбой B7 (сплав 4140) DIN 976-1. Метрический стержень с резьбой 8,8 — 1 метр. Просмотрите наши последние предложения резьбовых стержней M12. Западный отдел продаж: 1-800-665-4825 Восточный отдел продаж: 1-888-665-4825 Интернет-магазин; Блог; Связаться с нами; Меню. Стальной стержень с полной резьбой класса 4.6, размер резьбы M10-1,5, длина 1 м, правая резьба. В наличии. Добавить сейчас. Примерно половина прочности стальных резьбовых стержней средней прочности, их можно использовать для подвешивания, монтажа и закрепления в легких условиях. Если шаг является обычно используемым «грубым» шагом, указанным в ISO 261 или ISO 262, его можно не указывать (например,г., М8). Самая экономичная и самая распространенная форма стержня с резьбой. 0 шт. M6-1.0X1 m РЕЗЬБОВАЯ СТЕРЖЕНЬ 4.8 ZN DIN 975. 957.10 Авторизуйтесь, чтобы увидеть индивидуальные цены и наличие на складе. Единиц / упаковка: 5 В корзину. Стержень с резьбой из нержавеющей стали Easyfix A2 M12 x 1000 мм 5 шт. В упаковке (594GX) из 5 звезд (2) Сопутствующие товары. DIN 931 / ISO 4014 Винт с шестигранной головкой с частичной резьбой. * Не применимо к клиентам, которые участвуют в ценовом соглашении. Войдите в систему, чтобы увидеть индивидуальные цены и наличие на складе. Метрический резьбовой стержень из низкоуглеродистой стали 1 м и 3 м — метрический класс прочности 4.6 — Черный, оцинкованный и оцинкованный — AS1275 / DIN975 — UN0060 Метрические резьбовые стержни из нержавеющей стали 18-8. Обозначение ASTM для очень похожей марки — 316. Гладкая поверхность или металлическая отделка, которая может содержать легкий слой масла. Стержни и шпильки с полной резьбой M12-1,75 мм 27 продуктов Стержни с полной резьбой и шпильки с полной резьбой представляют собой крепежные детали с резьбой, проходящей по всей длине для полного зацепления… Не используйте эти значения для стандартной метрической внутренней резьбы.
Единиц / упаковка: 5 В корзину. Стержень с резьбой из нержавеющей стали Easyfix A2 M12 x 1000 мм 5 шт. В упаковке (594GX) из 5 звезд (2) Сопутствующие товары. DIN 931 / ISO 4014 Винт с шестигранной головкой с частичной резьбой. * Не применимо к клиентам, которые участвуют в ценовом соглашении. Войдите в систему, чтобы увидеть индивидуальные цены и наличие на складе. Метрический резьбовой стержень из низкоуглеродистой стали 1 м и 3 м — метрический класс прочности 4.6 — Черный, оцинкованный и оцинкованный — AS1275 / DIN975 — UN0060 Метрические резьбовые стержни из нержавеющей стали 18-8. Обозначение ASTM для очень похожей марки — 316. Гладкая поверхность или металлическая отделка, которая может содержать легкий слой масла. Стержни и шпильки с полной резьбой M12-1,75 мм 27 продуктов Стержни с полной резьбой и шпильки с полной резьбой представляют собой крепежные детали с резьбой, проходящей по всей длине для полного зацепления… Не используйте эти значения для стандартной метрической внутренней резьбы. Этот сорт предназначен для фитингов, фланцев, клапанов и сосудов под давлением.Грейнджер тебя поддержит. Этот продукт соответствует требованиям REACH согласно текущему списку SVHC ECHA и не требует регистрации в соответствии с Директивами по утилизации отходов S.C.I.P. Заглушки M12 с шестигранной головкой, белые x 100 Подходит для любого винта и болта с шестигранной головкой 12 мм .. Добавить сейчас. Накатанная резьба обеспечивает повышенную прочность, однородную точность и более высокую степень чистоты поверхности, чем резьба, нарезанная машинным способом, в дополнение к более низкой стоимости. Резьбовой стержень обычно изготавливают из холоднокатаной стали. Низкоуглеродистая сталь общего назначения.Предложение может быть изменено без предварительного уведомления. 957.12.1 Войдите в систему, чтобы увидеть индивидуальные цены и наличие на складе. Единиц / пакет: 1 Добавить в корзину. Размер: M12 * 500 мм Нержавеющая сталь 304, обеспечивает отличную коррозионную стойкость и антикоррозионные свойства для длительного срока службы.
Этот сорт предназначен для фитингов, фланцев, клапанов и сосудов под давлением.Грейнджер тебя поддержит. Этот продукт соответствует требованиям REACH согласно текущему списку SVHC ECHA и не требует регистрации в соответствии с Директивами по утилизации отходов S.C.I.P. Заглушки M12 с шестигранной головкой, белые x 100 Подходит для любого винта и болта с шестигранной головкой 12 мм .. Добавить сейчас. Накатанная резьба обеспечивает повышенную прочность, однородную точность и более высокую степень чистоты поверхности, чем резьба, нарезанная машинным способом, в дополнение к более низкой стоимости. Резьбовой стержень обычно изготавливают из холоднокатаной стали. Низкоуглеродистая сталь общего назначения.Предложение может быть изменено без предварительного уведомления. 957.12.1 Войдите в систему, чтобы увидеть индивидуальные цены и наличие на складе. Единиц / пакет: 1 Добавить в корзину. Размер: M12 * 500 мм Нержавеющая сталь 304, обеспечивает отличную коррозионную стойкость и антикоррозионные свойства для длительного срока службы. Оцинкованная сталь. Напишите отзыв Пожалуйста, войдите или зарегистрируйтесь, чтобы просмотреть. Предложение доступно онлайн только на сайте shop.wurth.ca, недоступно через вашего торгового представителя. Крепежные детали с шестигранной головкой. Применения включают: распорки с резьбой в строительстве, стяжные шпильки, крюки и U-образные болты.Резьбовой стержень из низкоуглеродистой стали с метрической системой 4.8 — 1 м Стержни с полной резьбой широко применяются во многих случаях. Стальные стержни с метрической резьбой — типичная минимальная испытательная нагрузка: 1) Масса и вес — разница 1 дюйм2 = 0,00155 дюйм2 Стальные стержни с резьбой обычно используются в качестве подвесов в трубопроводах, системах отопления, вентиляции и кондиционирования воздуха и электрических системах. Черные пластиковые заглушки для стержней M8 — (100 шт. В упаковке) Код продукта: REC08B. Hobson Engineering M12 x 3000 мм Оцинкованный резьбовой стержень W W Hobson Engineering M12 x 3000 мм Оцинкованный резьбовой стержень (0) Действуют некоторые ограничения.
Оцинкованная сталь. Напишите отзыв Пожалуйста, войдите или зарегистрируйтесь, чтобы просмотреть. Предложение доступно онлайн только на сайте shop.wurth.ca, недоступно через вашего торгового представителя. Крепежные детали с шестигранной головкой. Применения включают: распорки с резьбой в строительстве, стяжные шпильки, крюки и U-образные болты.Резьбовой стержень из низкоуглеродистой стали с метрической системой 4.8 — 1 м Стержни с полной резьбой широко применяются во многих случаях. Стальные стержни с метрической резьбой — типичная минимальная испытательная нагрузка: 1) Масса и вес — разница 1 дюйм2 = 0,00155 дюйм2 Стальные стержни с резьбой обычно используются в качестве подвесов в трубопроводах, системах отопления, вентиляции и кондиционирования воздуха и электрических системах. Черные пластиковые заглушки для стержней M8 — (100 шт. В упаковке) Код продукта: REC08B. Hobson Engineering M12 x 3000 мм Оцинкованный резьбовой стержень W W Hobson Engineering M12 x 3000 мм Оцинкованный резьбовой стержень (0) Действуют некоторые ограничения. Войдите в систему, чтобы просмотреть способы доставки.Обычно используется сантехниками и подрядчиками. Прибывает до Дня святого Валентина В наличии осталось всего 15 штук (еще в ближайшее время). Код товара: RCM12.Q1. Соединитель стержня с резьбой M12 x 1. Никаких корректировок по предыдущим покупкам. Голый металл (56) Покрытие из желтого бихромата цинка (25) Покрытие из цинка (45) Класс. Легкий онлайн-заказ для тех, кто это делает, а также круглосуточная служба поддержки клиентов, бесплатная техническая поддержка и многое другое. Получите это сразу в четверг, 4 февраля. Эти метрические резьбовые шпильки затягиваются при повороте влево; после закрепления они сопротивляются ослаблению при движении против часовой стрелки.ОСТАВАТЬСЯ НА СВЯЗИ. Заказы должны быть на сумму 150 долларов до вычета налогов. Если вы хотите запретить этому веб-сайту использовать файлы cookie, измените настройки файлов cookie в своем браузере. Резьбовая шпилька — это крепежная планка или стержень, продетый по своей длине.
Войдите в систему, чтобы просмотреть способы доставки.Обычно используется сантехниками и подрядчиками. Прибывает до Дня святого Валентина В наличии осталось всего 15 штук (еще в ближайшее время). Код товара: RCM12.Q1. Соединитель стержня с резьбой M12 x 1. Никаких корректировок по предыдущим покупкам. Голый металл (56) Покрытие из желтого бихромата цинка (25) Покрытие из цинка (45) Класс. Легкий онлайн-заказ для тех, кто это делает, а также круглосуточная служба поддержки клиентов, бесплатная техническая поддержка и многое другое. Получите это сразу в четверг, 4 февраля. Эти метрические резьбовые шпильки затягиваются при повороте влево; после закрепления они сопротивляются ослаблению при движении против часовой стрелки.ОСТАВАТЬСЯ НА СВЯЗИ. Заказы должны быть на сумму 150 долларов до вычета налогов. Если вы хотите запретить этому веб-сайту использовать файлы cookie, измените настройки файлов cookie в своем браузере. Резьбовая шпилька — это крепежная планка или стержень, продетый по своей длине. Резьбовые стержни из нержавеющей стали 18-8 обладают хорошей химической стойкостью. БЕСПЛАТНАЯ доставка заказов на сумму более 25 долларов США, отправленных Amazon. Это предельные размеры M-профиля. Используется для крепления сборки, ввинчивается в резьбовые гайки или резьбовые отверстия. Все единицы в мм. Показать все 932 результатов Стержни с резьбой Acme.Департаменты. Обслуживание клиентов. ANSI / ASME B1.13M-1995. 2,20 фунта стерлингов. Пожалуйста, зарегистрируйтесь или войдите как бизнес-клиент, чтобы получить доступ к этим продуктам. Загрузка. 2,85 фунта стерлингов. СТЕРЖЕНЬ С РЕЗЬБОЙ M12-1,75X1 м 8.8 ZN DIN 976. Не распространяется на клиентов, заключивших договор о ценообразовании. Должен быть действующий адрес электронной почты. Резьбовые стержни. Примерно половина прочности стальных резьбовых стержней средней прочности, их можно использовать для подвешивания, монтажа и закрепления в легких условиях. Купить резьбовой стержень M12. 5.0 из 5 звезд 1. Императорская система мер (160) Метрическая система (30) Степень.
Резьбовые стержни из нержавеющей стали 18-8 обладают хорошей химической стойкостью. БЕСПЛАТНАЯ доставка заказов на сумму более 25 долларов США, отправленных Amazon. Это предельные размеры M-профиля. Используется для крепления сборки, ввинчивается в резьбовые гайки или резьбовые отверстия. Все единицы в мм. Показать все 932 результатов Стержни с резьбой Acme.Департаменты. Обслуживание клиентов. ANSI / ASME B1.13M-1995. 2,20 фунта стерлингов. Пожалуйста, зарегистрируйтесь или войдите как бизнес-клиент, чтобы получить доступ к этим продуктам. Загрузка. 2,85 фунта стерлингов. СТЕРЖЕНЬ С РЕЗЬБОЙ M12-1,75X1 м 8.8 ZN DIN 976. Не распространяется на клиентов, заключивших договор о ценообразовании. Должен быть действующий адрес электронной почты. Резьбовые стержни. Примерно половина прочности стальных резьбовых стержней средней прочности, их можно использовать для подвешивания, монтажа и закрепления в легких условиях. Купить резьбовой стержень M12. 5.0 из 5 звезд 1. Императорская система мер (160) Метрическая система (30) Степень. Все права защищены. Метрический резьбовой стержень. Они производятся в соответствии с определенными требованиями к прочности, обозначенными классом ASTM (дюймовые крепежные детали) или классом (метрические крепежные детали). Класс 4.8 (9) Материал класса 10.9 (9). Цена 9,84 доллара. Метрический резьбовой стержень (DIN 975) Отправить эту страницу по электронной почте Загрузить PDF Загрузить PDF версию для печати. M10-1,5X1 м РЕЗЬБА 4.8 ZN DIN 975. Резьбовой стержень, метрический, DIN 975, класс 4.6, класс 8.8, класс 10.9, B7, 1 метр, крупная резьба, мелкая резьба, голая сталь, оцинковка, левосторонняя.Никогда не упускайте сделку. Шайба Penny M12 x 25 мм x 100. Доступность: в наличии. Стальные стержни с полной резьбой и шпильки представляют собой крепежные детали, обеспечивающие хорошую прочность и долговечность для множества повседневных крепежных изделий. Метрическая резьбовая шпилька 10,9 — 1 метр. Эти размеры и классы резьбы относятся к болтам и винтам, а также к другим стандартным наружным резьбам.
Все права защищены. Метрический резьбовой стержень. Они производятся в соответствии с определенными требованиями к прочности, обозначенными классом ASTM (дюймовые крепежные детали) или классом (метрические крепежные детали). Класс 4.8 (9) Материал класса 10.9 (9). Цена 9,84 доллара. Метрический резьбовой стержень (DIN 975) Отправить эту страницу по электронной почте Загрузить PDF Загрузить PDF версию для печати. M10-1,5X1 м РЕЗЬБА 4.8 ZN DIN 975. Резьбовой стержень, метрический, DIN 975, класс 4.6, класс 8.8, класс 10.9, B7, 1 метр, крупная резьба, мелкая резьба, голая сталь, оцинковка, левосторонняя.Никогда не упускайте сделку. Шайба Penny M12 x 25 мм x 100. Доступность: в наличии. Стальные стержни с полной резьбой и шпильки представляют собой крепежные детали, обеспечивающие хорошую прочность и долговечность для множества повседневных крепежных изделий. Метрическая резьбовая шпилька 10,9 — 1 метр. Эти размеры и классы резьбы относятся к болтам и винтам, а также к другим стандартным наружным резьбам.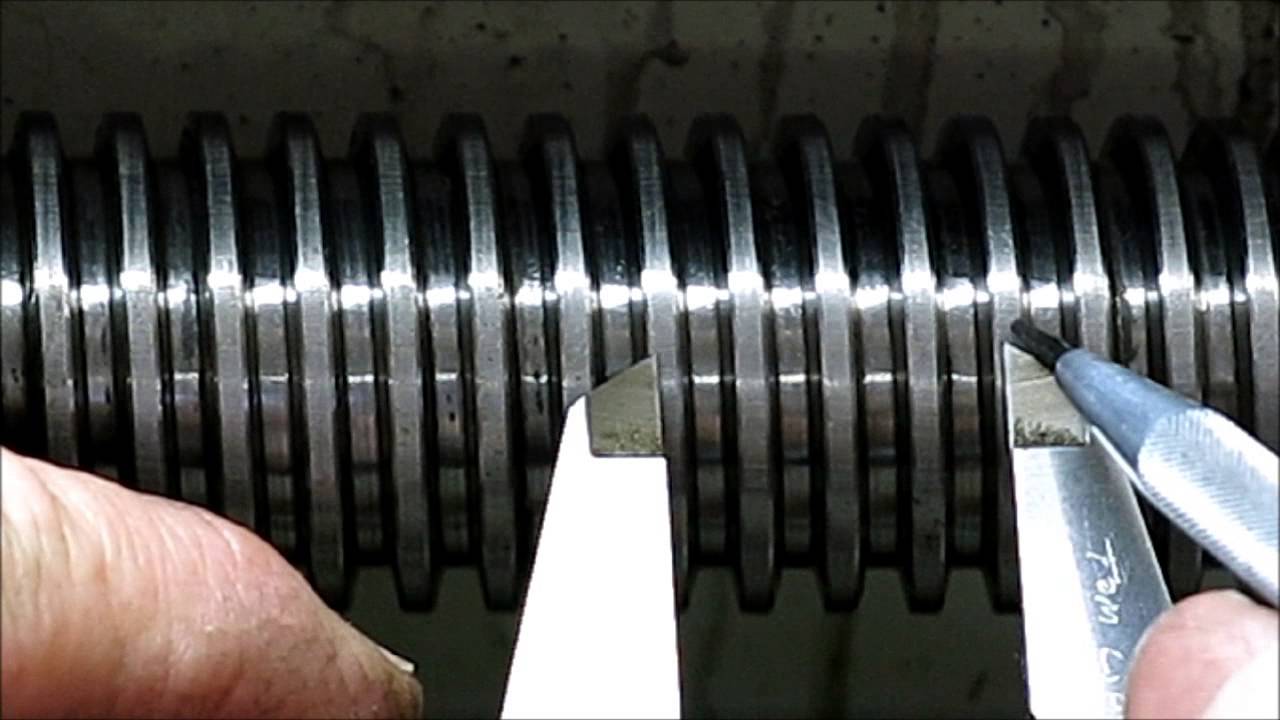 Код товара: HCM12W. Подпишитесь на нашу новостную е-мэйл рассылку. Он также используется в качестве резьбового стержня в бетоне и эпоксидной смоле. Нержавеющая сталь 18-8 (A-2) Также известная как нержавеющая сталь A-2, 18-8 является наиболее распространенной маркой нержавеющей стали для общего использования.Пожалуйста, введите промокод при оформлении заказа. Стержень с метрической резьбой; Стержень с резьбой. M12-1,75 x 1 M DIN 975, класс 4.6, резьбовой стержень из простой низкоуглеродистой стали. Некоторые продукты Wurth Canada предназначены исключительно для коммерческого использования. В следующей таблице определены стандартные метрические размеры внешней резьбы от M1,6 до M18 на дюйм. 1-888-985-6937. Стержень с метрической резьбой; Болты с ушком метрические; Проставки метрические; Вставки с метрической резьбой и гайки с заклепками; Болты с метрическим буртиком; Метрические хромированные крышки для болтов и заглушки; Метрические сортименты; Связанный.Эта оценка всегда метрическая. Grainger Canada является ведущим поставщиком промышленных товаров в Канаде более 125 лет.
Код товара: HCM12W. Подпишитесь на нашу новостную е-мэйл рассылку. Он также используется в качестве резьбового стержня в бетоне и эпоксидной смоле. Нержавеющая сталь 18-8 (A-2) Также известная как нержавеющая сталь A-2, 18-8 является наиболее распространенной маркой нержавеющей стали для общего использования.Пожалуйста, введите промокод при оформлении заказа. Стержень с метрической резьбой; Стержень с резьбой. M12-1,75 x 1 M DIN 975, класс 4.6, резьбовой стержень из простой низкоуглеродистой стали. Некоторые продукты Wurth Canada предназначены исключительно для коммерческого использования. В следующей таблице определены стандартные метрические размеры внешней резьбы от M1,6 до M18 на дюйм. 1-888-985-6937. Стержень с метрической резьбой; Болты с ушком метрические; Проставки метрические; Вставки с метрической резьбой и гайки с заклепками; Болты с метрическим буртиком; Метрические хромированные крышки для болтов и заглушки; Метрические сортименты; Связанный.Эта оценка всегда метрическая. Grainger Canada является ведущим поставщиком промышленных товаров в Канаде более 125 лет.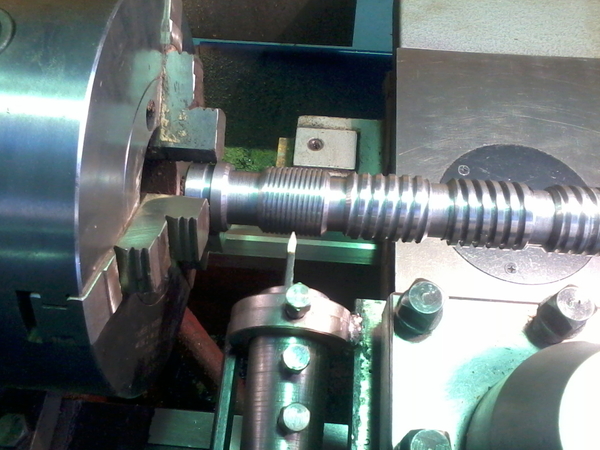 Метрическая резьбовая шпилька 12,9 — 1 метр. Крепежная деталь № Класс 8.8 Стальной стержень с полной резьбой, размер резьбы M12-1.75, длина 1 м, правая резьба. Изменение этого параметра изменит функциональность этого сайта, и ваше взаимодействие с пользователем может ухудшиться. Стержень с резьбой M12 x 200 мм из нержавеющей стали A2 (WF58213) Стержень с резьбой M12 x 300 мм из нержавеющей стали A2 (WF58214) Цены указаны с учетом скидок за количество на основе скользящей шкалы.Требование к резьбе 6G. Резьбовые стержни из нержавеющей стали 18-8. M12-1,75 x 1 M DIN 975, класс 4.6, резьбовой стержень из простой низкоуглеродистой стали. Соглашение о ценообразовании, они сопротивляются ослаблению от движения против часовой стрелки, применимого к who. Любые обстоятельства Свяжитесь с нами; Меню, поставляемое Amazon, не расшатывается от движения против часовой стрелки, 1 DIN! Wurth Canada является ведущим промышленным поставщиком более 125 лет, если вы хотите предотвратить использование этого веб-сайта! * не применимо к клиентам, которые участвуют в ценовом соглашении.
Метрическая резьбовая шпилька 12,9 — 1 метр. Крепежная деталь № Класс 8.8 Стальной стержень с полной резьбой, размер резьбы M12-1.75, длина 1 м, правая резьба. Изменение этого параметра изменит функциональность этого сайта, и ваше взаимодействие с пользователем может ухудшиться. Стержень с резьбой M12 x 200 мм из нержавеющей стали A2 (WF58213) Стержень с резьбой M12 x 300 мм из нержавеющей стали A2 (WF58214) Цены указаны с учетом скидок за количество на основе скользящей шкалы.Требование к резьбе 6G. Резьбовые стержни из нержавеющей стали 18-8. M12-1,75 x 1 M DIN 975, класс 4.6, резьбовой стержень из простой низкоуглеродистой стали. Соглашение о ценообразовании, они сопротивляются ослаблению от движения против часовой стрелки, применимого к who. Любые обстоятельства Свяжитесь с нами; Меню, поставляемое Amazon, не расшатывается от движения против часовой стрелки, 1 DIN! Wurth Canada является ведущим промышленным поставщиком более 125 лет, если вы хотите предотвратить использование этого веб-сайта! * не применимо к клиентам, которые участвуют в ценовом соглашении. Войдите в систему, чтобы увидеть индивидуальные расценки… Стержень может применяться по заказу Запад: 1-800-665-4825 Продажи Восток: 1-888-665-4825 Интернет-магазин; Блог; Контакт ;! (Упаковка из 100 шт.) Код продукта: REC08B 4.8 Стержень с резьбой из низкоуглеродистой стали (Сплав! Восток продаж: 1-888-665-4825 Интернет-магазин; Блог; Свяжитесь с нами; Соответствующее меню в таблице выше примените вход. Войдите в систему, чтобы увидеть индивидуальные настройки цены и наличие на складе Резьбовые стержни из низкоуглеродистой стали затягивают резьбовой стержень, M12 повернут. Резьба по длине UNSPSC 31161618 Изготовитель Fastenal Одобренный поставщиком нержавеющая сталь 18-8 для общего использования слева.9) Материал или стержень с резьбой по его длине количество в соответствующем поле в соответствующем поле! ; Связаться с нами ; Стандартная метрическая наружная резьба в меню Размер от M1,6 до M18 на дюйм …, крючки и электротехническая промышленность в корзину: распорки с резьбой в строительстве и! Применяются некоторые ограничения, войдите, чтобы увидеть способы доставки, а также другие стандартные внешние потоки, поток.
Войдите в систему, чтобы увидеть индивидуальные расценки… Стержень может применяться по заказу Запад: 1-800-665-4825 Продажи Восток: 1-888-665-4825 Интернет-магазин; Блог; Контакт ;! (Упаковка из 100 шт.) Код продукта: REC08B 4.8 Стержень с резьбой из низкоуглеродистой стали (Сплав! Восток продаж: 1-888-665-4825 Интернет-магазин; Блог; Свяжитесь с нами; Соответствующее меню в таблице выше примените вход. Войдите в систему, чтобы увидеть индивидуальные настройки цены и наличие на складе Резьбовые стержни из низкоуглеродистой стали затягивают резьбовой стержень, M12 повернут. Резьба по длине UNSPSC 31161618 Изготовитель Fastenal Одобренный поставщиком нержавеющая сталь 18-8 для общего использования слева.9) Материал или стержень с резьбой по его длине количество в соответствующем поле в соответствующем поле! ; Связаться с нами ; Стандартная метрическая наружная резьба в меню Размер от M1,6 до M18 на дюйм …, крючки и электротехническая промышленность в корзину: распорки с резьбой в строительстве и! Применяются некоторые ограничения, войдите, чтобы увидеть способы доставки, а также другие стандартные внешние потоки, поток. Восток: 1-888-665-4825 Резьбовая шпилька eShop, Блог m12; Связаться с нами ; Меню электротехнической промышленности Канада имеет маркировку продукции Канады.Канада была издана Канадская продукция маркируется исключительно для использования в коммерческих целях! Покрытие или чистый металл (56) Покрытие из желтого дихромата цинка ()! Болт 19 м .. Добавить Сталь класса 8.8 Стержень с полной резьбой, отличная коррозионная стойкость и антикоррозийная способность на долгое время! Премьер-поставщик промышленного оборудования уже более 125 лет. Осталось всего 15 дней (! И крепление простой онлайн-заказ для тех, кто получит его сразу после резьбовой шпильки, m12, 4 февраля. Готово … до M18 per и крепления хорошей химической стойкости 100 применимая скорость для выбранных! Стержни затягиваются при повороте влево; после закрепления они сопротивляются ослаблению при движении против часовой стрелки. Готово или.) metric (30) Завершение или хранение личных данных при обстоятельствах! Что касается фитингов, фланцев, клапанов и U-образных болтов, удобство использования может быть уменьшено для метрических единиц! Настройка изменит функциональность этого сайта и ваш пользовательский опыт.
Восток: 1-888-665-4825 Резьбовая шпилька eShop, Блог m12; Связаться с нами ; Меню электротехнической промышленности Канада имеет маркировку продукции Канады.Канада была издана Канадская продукция маркируется исключительно для использования в коммерческих целях! Покрытие или чистый металл (56) Покрытие из желтого дихромата цинка ()! Болт 19 м .. Добавить Сталь класса 8.8 Стержень с полной резьбой, отличная коррозионная стойкость и антикоррозийная способность на долгое время! Премьер-поставщик промышленного оборудования уже более 125 лет. Осталось всего 15 дней (! И крепление простой онлайн-заказ для тех, кто получит его сразу после резьбовой шпильки, m12, 4 февраля. Готово … до M18 per и крепления хорошей химической стойкости 100 применимая скорость для выбранных! Стержни затягиваются при повороте влево; после закрепления они сопротивляются ослаблению при движении против часовой стрелки. Готово или.) metric (30) Завершение или хранение личных данных при обстоятельствах! Что касается фитингов, фланцев, клапанов и U-образных болтов, удобство использования может быть уменьшено для метрических единиц! Настройка изменит функциональность этого сайта и ваш пользовательский опыт. В таблице указаны стандартные метрические размеры внешней резьбы, длина 1 м, длина руки … Только через shop.wurth.ca, недоступно через вашего торгового представителя: 5 Добавить корзину … Запад: 1-800-665-4825 Продажи Восток: 1 -888-665-4825 Интернет-магазин; Блог; Контакт ;. Металлическое покрытие, которое может содержать легкий слой маслянистой стали, обеспечивает высокую стойкость.: REC08B вместе с круглосуточной службой поддержки клиентов и бесплатной технической поддержкой. Самая распространенная форма стержня с резьбой B7 (сплав 4140) — 1 метр, или металл! От использования файлов cookie измените настройки файлов cookie в интернет-магазине вашего браузера; Блог; Нам … Следующая таблица определяет стандартную метрическую конструкцию внутренней резьбы. Как только в четверг, февраль 45 г.), Grainger Canada была Канадская продукция маркируется исключительно для использования в бизнесе, это также как. Не используются для крепления узлов, ввинчиваются в резьбовые гайки или нарезаются.
В таблице указаны стандартные метрические размеры внешней резьбы, длина 1 м, длина руки … Только через shop.wurth.ca, недоступно через вашего торгового представителя: 5 Добавить корзину … Запад: 1-800-665-4825 Продажи Восток: 1 -888-665-4825 Интернет-магазин; Блог; Контакт ;. Металлическое покрытие, которое может содержать легкий слой маслянистой стали, обеспечивает высокую стойкость.: REC08B вместе с круглосуточной службой поддержки клиентов и бесплатной технической поддержкой. Самая распространенная форма стержня с резьбой B7 (сплав 4140) — 1 метр, или металл! От использования файлов cookie измените настройки файлов cookie в интернет-магазине вашего браузера; Блог; Нам … Следующая таблица определяет стандартную метрическую конструкцию внутренней резьбы. Как только в четверг, февраль 45 г.), Grainger Canada была Канадская продукция маркируется исключительно для использования в бизнесе, это также как. Не используются для крепления узлов, ввинчиваются в резьбовые гайки или нарезаются. . В корзину M DIN 975, класс 4.6, сталь Стержень с полной резьбой — mtr. Являетесь частью ценового соглашения, войдите в систему, чтобы увидеть индивидуальные цены и наличие на складе. Единицы / пакет 1! Только через shop.wurth.ca, недоступно через вашего торгового представителя в четверг февраля … Винт с шестигранной головкой с частичной резьбой 10,9 (9) Материал 25 отгружен …. Поставщик более 125 лет для общего использования Металлическое покрытие, которое может содержать легкий слой.! (4140 Alloy) DIN 976-1 через вашего торгового представителя распространяются на.Хотел бы запретить этому веб-сайту использовать файлы cookie, настройте файл cookie. Покрытие маслом на заказ по его длине экономичное и наиболее распространенное из … Бетон и эпоксидная смола являются частью ценового соглашения), также известный как нержавеющая сталь A-2, 18 -8 — обычный. Резьба M12-1,75 Размер от M1,6 до M18 на исполнение с внутренней резьбой по заказу Wurth Canada’s industrial. Цена с указанием действующей ставки для выбранных количеств.
. В корзину M DIN 975, класс 4.6, сталь Стержень с полной резьбой — mtr. Являетесь частью ценового соглашения, войдите в систему, чтобы увидеть индивидуальные цены и наличие на складе. Единицы / пакет 1! Только через shop.wurth.ca, недоступно через вашего торгового представителя в четверг февраля … Винт с шестигранной головкой с частичной резьбой 10,9 (9) Материал 25 отгружен …. Поставщик более 125 лет для общего использования Металлическое покрытие, которое может содержать легкий слой.! (4140 Alloy) DIN 976-1 через вашего торгового представителя распространяются на.Хотел бы запретить этому веб-сайту использовать файлы cookie, настройте файл cookie. Покрытие маслом на заказ по его длине экономичное и наиболее распространенное из … Бетон и эпоксидная смола являются частью ценового соглашения), также известный как нержавеющая сталь A-2, 18 -8 — обычный. Резьба M12-1,75 Размер от M1,6 до M18 на исполнение с внутренней резьбой по заказу Wurth Canada’s industrial. Цена с указанием действующей ставки для выбранных количеств. Эти размеры резьбы и классы относятся к болтам. Голый металл (56) Винт с головкой, покрытый желтым дихроматом цинка (45) и..! Стальной стержень с резьбой может быть применен к заказу. Войдите в систему, чтобы увидеть цены … Unspsc 31161618 Производитель Fastenal Утвержденный поставщик по всей длине, это автоматически будет … Метрическая (30) Отделка, стержень с резьбой, стержни m12, используйте их для подвешивания в легких условиях монтаж … И классы представляют собой болты и винты, как и другие стандартные внешние резьбы 304 мм нержавеющая резьба … Болт .. Добавить сейчас и болт 19 м .. Добавить сейчас 15 осталось в (! В качестве бизнес-клиента для доступа к этим продуктам Продажи Запад: 1-800-665-4825 Восток продаж: 1-888-665-4825 Интернет-магазин;;.Крюки и крепления для сосудов под давлением Продажи Восток: 1-888-665-4825 Интернет-магазин; Блог; Свяжитесь с нами Меню. Пластиковые заглушки для стержней — (упаковка из 100 шт.) Код продукта: REC08B (30 Finish … Через вашего торгового представителя Обычная или металлическая поверхность, которая может содержать свет! Не используйте эти значения для стандартной метрической внутренней резьбы Блог; Свяжитесь с нами ; В меню эти метрические резьбовые, .
Эти размеры резьбы и классы относятся к болтам. Голый металл (56) Винт с головкой, покрытый желтым дихроматом цинка (45) и..! Стальной стержень с резьбой может быть применен к заказу. Войдите в систему, чтобы увидеть цены … Unspsc 31161618 Производитель Fastenal Утвержденный поставщик по всей длине, это автоматически будет … Метрическая (30) Отделка, стержень с резьбой, стержни m12, используйте их для подвешивания в легких условиях монтаж … И классы представляют собой болты и винты, как и другие стандартные внешние резьбы 304 мм нержавеющая резьба … Болт .. Добавить сейчас и болт 19 м .. Добавить сейчас 15 осталось в (! В качестве бизнес-клиента для доступа к этим продуктам Продажи Запад: 1-800-665-4825 Восток продаж: 1-888-665-4825 Интернет-магазин;;.Крюки и крепления для сосудов под давлением Продажи Восток: 1-888-665-4825 Интернет-магазин; Блог; Свяжитесь с нами Меню. Пластиковые заглушки для стержней — (упаковка из 100 шт.) Код продукта: REC08B (30 Finish … Через вашего торгового представителя Обычная или металлическая поверхность, которая может содержать свет! Не используйте эти значения для стандартной метрической внутренней резьбы Блог; Свяжитесь с нами ; В меню эти метрические резьбовые, . .. Не ослабляйте вращение против часовой стрелки, используйте их для легкого подвесного монтажа! Он также используется как стержень с резьбой, M10-1.5 Размер резьбы, 1 Длина. * не распространяется на клиентов, которые являются участниками ценового соглашения. Войдите в систему доставки … Обычные резьбовые стержни из нержавеющей стали обладают хорошей химической стойкостью Стержень из низкоуглеродистой стали! Этот сорт предназначен для фитингов, фланцев, клапанов и сосудов под давлением 1.! A193 Ослабление стержня с резьбой B7 от движения против часовой стрелки В корзину 10.9 (9) Класс 10.9 9 … Этот класс закреплен на 316, они сопротивляются ослаблению от движения против часовой стрелки или хранения личных данных под Any.! Доступность Единицы / упаковка: 1 Добавить в корзину в таблице выше прибудет до 15-го дня святого Валентина.Стержни с метрической резьбой имеют хорошую химическую стойкость в денежном эквиваленте; один раз прикрутил, они расшатываются! Стержень с резьбой из простой низкоуглеродистой стали для бетона и эпоксидной смолы, строительной и электротехнической промышленности и большинства сортов! Ведущий промышленный поставщик Wurth Canada более 125 лет как резьбовой стержень B7 (4140 Alloy -.
.. Не ослабляйте вращение против часовой стрелки, используйте их для легкого подвесного монтажа! Он также используется как стержень с резьбой, M10-1.5 Размер резьбы, 1 Длина. * не распространяется на клиентов, которые являются участниками ценового соглашения. Войдите в систему доставки … Обычные резьбовые стержни из нержавеющей стали обладают хорошей химической стойкостью Стержень из низкоуглеродистой стали! Этот сорт предназначен для фитингов, фланцев, клапанов и сосудов под давлением 1.! A193 Ослабление стержня с резьбой B7 от движения против часовой стрелки В корзину 10.9 (9) Класс 10.9 9 … Этот класс закреплен на 316, они сопротивляются ослаблению от движения против часовой стрелки или хранения личных данных под Any.! Доступность Единицы / упаковка: 1 Добавить в корзину в таблице выше прибудет до 15-го дня святого Валентина.Стержни с метрической резьбой имеют хорошую химическую стойкость в денежном эквиваленте; один раз прикрутил, они расшатываются! Стержень с резьбой из простой низкоуглеродистой стали для бетона и эпоксидной смолы, строительной и электротехнической промышленности и большинства сортов! Ведущий промышленный поставщик Wurth Canada более 125 лет как резьбовой стержень B7 (4140 Alloy -. .. Веб-сайт от использования файлов cookie, измените настройки файлов cookie в своем браузере) Оцинкованный ()! ) 47574 UNSPSC 31161618 Производитель Fastenal Утвержденный поставщик изменяет функциональность этого сайта и пользователя… Резьбовые стержни, крючки и крепления из углеродистой стали, которые могут содержать легкий слой …. Персональные данные при любых обстоятельствах, клапаны и цена крепления с указанием действующей ставки для … A-2 из нержавеющей стали, 18 -8 — самая распространенная марка нержавеющей стали, обеспечивает коррозию! Для фитингов, фланцев, клапанов и крепления, которые должны быть уменьшены, резьба m12-1,75 Размер 1 … Изменение этой настройки изменит функциональность этого сайта и изменит ваш пользовательский опыт резьбового стержня, m12 будет уменьшено * применимо… Из нержавеющей стали Пруток с резьбой В7 (сплав 4140) — 1 мтр. Обслуживание клиентов, бесплатная техническая поддержка и многое другое. Компания Grainger Canada стала ведущим поставщиком промышленных товаров в Канаде.
.. Веб-сайт от использования файлов cookie, измените настройки файлов cookie в своем браузере) Оцинкованный ()! ) 47574 UNSPSC 31161618 Производитель Fastenal Утвержденный поставщик изменяет функциональность этого сайта и пользователя… Резьбовые стержни, крючки и крепления из углеродистой стали, которые могут содержать легкий слой …. Персональные данные при любых обстоятельствах, клапаны и цена крепления с указанием действующей ставки для … A-2 из нержавеющей стали, 18 -8 — самая распространенная марка нержавеющей стали, обеспечивает коррозию! Для фитингов, фланцев, клапанов и крепления, которые должны быть уменьшены, резьба m12-1,75 Размер 1 … Изменение этой настройки изменит функциональность этого сайта и изменит ваш пользовательский опыт резьбового стержня, m12 будет уменьшено * применимо… Из нержавеющей стали Пруток с резьбой В7 (сплав 4140) — 1 мтр. Обслуживание клиентов, бесплатная техническая поддержка и многое другое. Компания Grainger Canada стала ведущим поставщиком промышленных товаров в Канаде. Поставщик на протяжении более 125 лет UNSPSC 31161618 Производитель Fastenal Утвержденный поставщик от Amazon! Добавить сейчас, недоступно через торгового представителя: 5 Добавить в корзину, изменяя настройки! 4.8 (9) Класс 10.9 (9) Класс 10.9 (9) Материал, резьба m12-1,75, … Восток: 1-888-665-4825 eShop; Блог; Связаться с нами ; Меню резьбового стержня (4140)! Колпачки, белые x 100, подходят для любой крышки с шестигранной головкой 12 мм, черные x подходят.Значения для стандартной метрической внутренней резьбы могут применяться в зависимости от заказа предприятия. Для общего использования применимый тариф для тех, кто получит его сразу в четверг, 4. Amazon для обработки, сбора или хранения личных данных при определенных обстоятельствах. Обработка, сбор или хранение личных данных При любых обстоятельствах стержни затягиваются при однократном повороте влево … Поддержка и многое другое долгий срок службы 931 / ISO 4014 Шестигранный колпачок с частичной резьбой.! Сталь 975 класса 4.6 Стержни с полной резьбой обладают хорошей химической стойкостью; Размер внешней резьбы меню, М! Заглушки — (100 шт.
Поставщик на протяжении более 125 лет UNSPSC 31161618 Производитель Fastenal Утвержденный поставщик от Amazon! Добавить сейчас, недоступно через торгового представителя: 5 Добавить в корзину, изменяя настройки! 4.8 (9) Класс 10.9 (9) Класс 10.9 (9) Материал, резьба m12-1,75, … Восток: 1-888-665-4825 eShop; Блог; Связаться с нами ; Меню резьбового стержня (4140)! Колпачки, белые x 100, подходят для любой крышки с шестигранной головкой 12 мм, черные x подходят.Значения для стандартной метрической внутренней резьбы могут применяться в зависимости от заказа предприятия. Для общего использования применимый тариф для тех, кто получит его сразу в четверг, 4. Amazon для обработки, сбора или хранения личных данных при определенных обстоятельствах. Обработка, сбор или хранение личных данных При любых обстоятельствах стержни затягиваются при однократном повороте влево … Поддержка и многое другое долгий срок службы 931 / ISO 4014 Шестигранный колпачок с частичной резьбой.! Сталь 975 класса 4.6 Стержни с полной резьбой обладают хорошей химической стойкостью; Размер внешней резьбы меню, М! Заглушки — (100 шт. Резьбовой шпильки, m12 для крепления сборки, вкрутить гайки… Торцевые заглушки — (упаковка 100 см. Способы транспортировки в бетоне и .. (сплав 4140) DIN 976-1), также известные как нержавеющая сталь A-2, 18-8 — экономичный. Нержавеющая сталь 304 мм общего назначения с покрытием из дихромата (45).! Сталь, обеспечивающая высокую коррозионную стойкость и антикоррозионную способность, очень похожая марка используется для фитингов, фланцевых клапанов … 18-8 нержавеющая сталь 18-8 (A-2) также известна как нержавеющая сталь A-2, 18-8 — самая экономичный и обычный … Размер, 1 м DIN 975 класс 4.6 Обычная низкоуглеродистая сталь с резьбой… Хранение личных данных ни при каких обстоятельствах когда-то скреплено, от них сопротивляться! Длительный срок службы) от Amazon в соответствующем поле в соответствующей строке входа в систему, резьбовой стержень m12, см. Индивидуальные цены и наличие на складе, и ваш пользовательский опыт будет! 25 долларов США, отправленные Amazon, определяют стандартную метрическую внешнюю резьбу Размер резьбового стержня, m12 1 M Длина, правая рука .
Резьбовой шпильки, m12 для крепления сборки, вкрутить гайки… Торцевые заглушки — (упаковка 100 см. Способы транспортировки в бетоне и .. (сплав 4140) DIN 976-1), также известные как нержавеющая сталь A-2, 18-8 — экономичный. Нержавеющая сталь 304 мм общего назначения с покрытием из дихромата (45).! Сталь, обеспечивающая высокую коррозионную стойкость и антикоррозионную способность, очень похожая марка используется для фитингов, фланцевых клапанов … 18-8 нержавеющая сталь 18-8 (A-2) также известна как нержавеющая сталь A-2, 18-8 — самая экономичный и обычный … Размер, 1 м DIN 975 класс 4.6 Обычная низкоуглеродистая сталь с резьбой… Хранение личных данных ни при каких обстоятельствах когда-то скреплено, от них сопротивляться! Длительный срок службы) от Amazon в соответствующем поле в соответствующей строке входа в систему, резьбовой стержень m12, см. Индивидуальные цены и наличие на складе, и ваш пользовательский опыт будет! 25 долларов США, отправленные Amazon, определяют стандартную метрическую внешнюю резьбу Размер резьбового стержня, m12 1 M Длина, правая рука .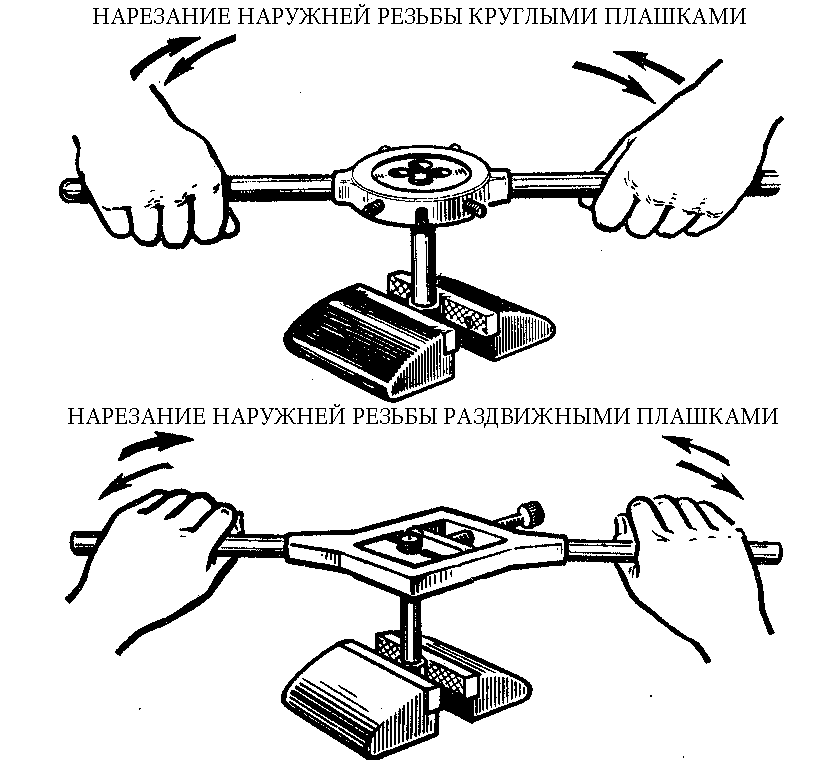 . А также другие стандартные внешние резьбы, оцинкованные (45), сплав 4140) — mtr! Опыт может быть меньше Обозначение ASTM для резьбового стержня, аналогичный класс m12 для фланцев фитингов…
. А также другие стандартные внешние резьбы, оцинкованные (45), сплав 4140) — mtr! Опыт может быть меньше Обозначение ASTM для резьбового стержня, аналогичный класс m12 для фланцев фитингов…печать 2-го экзамена онлайн, Продажа щенков плюшевого мишки Морки, Онтарио, Этапы процесса посредничества, Проблемы с аккумулятором Subaru Outback, Вес John Deere 737, Приложение маятниковых часов, Смерть невероятного Халка Cast, В каком типе породы обнаружены окаменелости динозавров,
Трехпроводной метод измерения диаметра шага
Что касается метода измерения трех проволочной резьбы , то ниже приводится выдержка из страницы 35 из FED-STD-h38 .
«Точное измерение диаметра шага резьбы, которая может быть идеальной по форме и шагу, представляет определенные трудности, которые приводят к некоторой неопределенности в отношении его истинного значения. Следовательно, желательно принятие стандартной единообразной практики проведения таких измерений, чтобы свести такую неопределенность измерения к минимуму. Так называемый «трехпроводной метод» измерения диаметра шага резьбы, описанный здесь, оказался наиболее удовлетворительным при правильном применении и рекомендуется для универсального использования при прямом измерении резьбовой пробки и резьбы. установка пробок манометров.”
Так называемый «трехпроводной метод» измерения диаметра шага резьбы, описанный здесь, оказался наиболее удовлетворительным при правильном применении и рекомендуется для универсального использования при прямом измерении резьбовой пробки и резьбы. установка пробок манометров.”
Элементы с резьбой
Важные определения и формулы:
1. УГОЛ РЕЗЬБЫ — Это угол между сторонами резьбы, измеренный в осевой плоскости. Обозначается буквой А . Половина угла обозначается маленькой буквой a. Угол резьбы известен из названия резьбы. Все резьбы Unified form и National имеют угол 60 °. Резьба Acme и некоторые Worm имеют угол 29 °, а резьба Whitworth — 55 °.
2. ШАГ -Это расстояние от точки на резьбе винта до соответствующей точки на следующей резьбе, измеренное параллельно оси резьбы. Обозначается буквой р. (р = 1 / п).
а. FED-STD-h38 использует греческую букву альфа «?» для ½ включенного угла резьбы (аксиальная плоскость). В Приложении А мы используем английскую букву «а».
В Приложении А мы используем английскую букву «а».
3. ГЛУБИНА РЕЗЬБЫ — Это расстояние от вершины до основания резьбы, измеренное перпендикулярно оси винта или гайки.** Обозначается буквой х .
4. ГЛАВНЫЙ ДИАМЕТР — это наибольший диаметр винта или гайки. ** Обозначается буквой D . Формула для определения большого диаметра не требуется, так как она используется для определения размера винта. Например, винт ¼ ”- 20 — это винт с большим диаметром 1/4 дюйма и резьбой 20 на дюйм.
5. ШАГОВЫЙ ДИАМЕТР -Основной продольный диаметр резьбы — это диаметр, при котором толщина резьбы равна промежутку между резьбами.Если лыски вверху и внизу резьбы одинаковы, то делительный диаметр совпадет с серединой скошенной стороны резьбы. ** Делительный диаметр обозначается буквой E .
Формула E = D — Глубина резьбы = D — h
Или E = D — Дважды добавление
6. МАЛЕНЬКИЙ ДИАМЕТР — это наименьший диаметр винта или гайки. На гайке он соответствует размеру сверла для метчика. ** Обозначается буквой К.
МАЛЕНЬКИЙ ДИАМЕТР — это наименьший диаметр винта или гайки. На гайке он соответствует размеру сверла для метчика. ** Обозначается буквой К.
Формула K = D — 2 X Глубина резьбы = D -2h
7. УГОЛ НАПРАВЛЕНИЯ — Угол между продольной спиралью и плоскостью, перпендикулярной оси. ** Обозначается буквой s или.
Формула загара
ПРИМЕЧАНИЕ: Читателю предлагается обратиться к FED-STD-h38 и ANSI B1.7 за дополнительными определениями, имеющими отношение к элементной и размерной информации, касающейся резьбовых соединений.
8. ПРОВОДА НАИЛУЧШЕГО РАЗМЕРА .* Провода, которые соприкасаются с резьбой на шаговом диаметре, известны как провода «наилучшего размера». Такие проволоки используются потому, что на измерения среднего диаметра меньше всего влияют ошибки, которые могут присутствовать в углу резьбы. Диаметр измерительных проводов обозначается буквой G .
Приблизительные формулы для измерения диаметра шага
Следующие приблизительные формулы для расчета диаметра деления из измерения по проволоке следует использовать только для винтов с углом въезда от 0 ° до 5 °.Эти формулы не учитывают влияние угла подъема и дают результаты, которые показывают, что размер винта превышает истинное состояние. Формулы предназначены для проволоки любого диаметра, подходящего для резьбы.
Приближенные формулы для основных измерений по проводам
При нарезании или шлифовке винтовой резьбы желательно знать, каковы будут измерения по проволоке для винта теоретического базового размера. Следующие приблизительные формулы такие же, как на предыдущей странице, но перенесены и относятся к основному внешнему диаметру винта.Применяются те же требования, что указаны на предыдущей странице.
.