2.1.2. ОБОЗНАЧЕНИЕ РЕЗЬБЫ
В общем случае в обозначение резьбы входят :
1. буквенный знак резьбы;
2. номинальный размер в миллиметрах или дюймах;
3. размер шага;
4. для многозаходной резьбы – значение хода с указанием шага;
5. буквы LH для левой резьбы;
6. буквенно-цифровое обозначение поля допуска или буквенное обозначение класса точности;
7. цифровое значение или буквенное обозначение длины свинчивания, если она отличается от нормальной.
Условное обозначение метрической резьбы регламентирует ГОСТ 8724-81. Оно состоит из буквы М (символа метрической резьбы), номинального диаметра резьбы, шага и направления резьбы (если она левая). Многозаходные метрические резьбы обозначают (после номинального диаметра) буквами Рh, значением хода резьбы, буквой
 Пример
обозначения трехзаходной левой метрической резьбы с номинальным диаметром 24 мм, с шагом 1 мм и значением хода 3 мм: М24´Рh4Р1-LH.
Пример
обозначения трехзаходной левой метрической резьбы с номинальным диаметром 24 мм, с шагом 1 мм и значением хода 3 мм: М24´Рh4Р1-LH.Примеры обозначения метрической резьбы и варианты его нанесения на чертеже приведены на рис. 2.14. Варианты нанесения обозначений на рис. 2.14, а и 2.14, в предпочтительней.
Условное обозначения метрической конической резьбы (ГОСТ 25229-82) включает буквенное обозначение (МК), диаметр резьбы в основной плоскости, шаг и направление (если оно левое). Обозначение наносят, как показано на рис. 2.15, 2.16 . Варианты нанесения обозначения на рис. 2.15,
Условное обозначение
трубной цилиндрической резьбы регламентирует ГОСТ 6357-81. Оно состоит
из буквы G и условного размера – внутреннего диаметра трубы в дюймах. Обозначение наносится на изображение, как показано на рис. 2.17, 2.18. Варианты
нанесения обозначения на рис. 2.17,
Обозначение наносится на изображение, как показано на рис. 2.17, 2.18. Варианты
нанесения обозначения на рис. 2.17,
Условное обозначение трубной конической резьбы (ГОСТ 6211-81) состоит из буквенного обозначения R (наружная резьба) и Rс (внутренняя резьба), диаметра резьбы в основной плоскости в дюймах (рис. 2.19 и 2.20). Варианты нанесения обозначения на рис. 2.19, а и 2.20, а предпочтительней.
Условное обозначение трапецеидальной резьбы.
Обозначение многозаходной трапецеидальной резьбы (ГОСТ 24739-81) состоит из букв Tr, наружного диаметра, хода и шага (рис. 2.23 и 2.24). Варианты нанесения обозначения на рис. 2.23, а и 2.24,
Условное обозначение упорной резьбы (ГОСТ 10177-82) состоит из буквы S, наружного диаметра и шага резьбы: S28×5. Для многозаходной резьбы обозначение состоит из буквы S, наружного диаметра, хода и шага: S28×10(Р5)LH. Варианты нанесения обозначения на рис. 2.25, а и 2.26, а предпочтительней.
Условное обозначение круглой резьбы для электротехнической арматуры по ГОСТ
28108-89 состоит из букв Е (серия) и
наружного диаметра, например, Е27 (рис.
Резьба прямоугольная не стандартизованная на чертежах задается всеми конструктивными размерами: наружным и внутренним димаметрами, шагом, шириной зуба. Варианты нанесения размеров резьбы с прямоугольным профилем показаны на рис. 2.28, а, б, в. Рекомендуется показывать в масштабе увеличения профиль данной резьбы и все ее размеры.
Резьбонарезание
Найдите режущий инструмент для своей конкретной операции и
сразу получите рекомендации по режимам резания.
Перейти в CoroPlus ToolGuide
В этом разделе приведены формулы и определения для резьбонарезания и сведения о том, как рассчитать скорость резания, подачу и другие параметры для операций точения резьбы, фрезерования резьбы и нарезания резьбы метчиком. Вы также найдёте здесь обозначения различных профилей резьбы по международным стандартам.
Формулы и определения для точения резьбы
Глубина врезания
Благодаря обработке полной глубины врезания за несколько проходов, радиус при вершине режущей пластины не перегружается.
Пример: если глубина врезания (радиальное врезание) за проход составит 0,23–0,10 мм, то общая глубина (ap) и глубина профиля (0,94 мм) у метрической резьбы с шагом 1,5 мм будет обработана за 6 проходов (nap).
| | 1-й проход, глубина врезания 0,23 мм |
| | |
| | = 0,009″ |
| | |
| | |
| 2-й проход, глубина врезания 0,42 – 0,23 = 0,19 мм | |
| | |
| | 0,017 – 0,009 = 0,008″ |
| | |
| | |
| | 3-й проход, глубина врезания 0,59 – 0,42 = 0,17 мм |
| | |
| | 0,023 – 0,017 = 0,006″ |
| | |
| | 4-й проход, глубина врезания |
| | |
| | 0,029 – 0,023 = 0,006″ |
| | |
| | 5-й проход, глубина врезания 0,84 – 0,73 = 0,11 мм |
| | |
| | 0,033 – 0,029 = 0,004″ |
| | |
| | 6-й проход, глубина врезания 0,94 – 0,84 = 0,10 мм |
| | |
| | 0,037 – 0,033 = 0,004″ |
Глубину врезания можно вычислить по формуле:
Δap = радиальное врезание, глубина резания за проход
X = номер прохода (последовательно от 1 дo nap)
ap = общая глубина резьбы + припуск на механическую обработку
nap = количество проходов
Y = 1-й проход = 0,3
2-й проход = 1
3-й проход и далее = x-1
Шаг 1,5 мм
ap = 0,94 мм
nap = 6
γ1 = 0,3
γ2 =1
γn = x-1
| Параметр | Значение | Метрические единицы | Дюймовые единицы |
|---|---|---|---|
| ap | Глубина врезания, полная глубина резания | мм | дюймы |
| n | Частота вращения шпинделя | об/мин | об/мин |
| Vc | Скорость резания | м/мин | |
| nap | Число проходов | | |
- Впадина
Поверхность у основания, соединяющая две соседние боковые стороны профиля - Боковая сторона профиля
Поверхность резьбы, соединяющая вершину и впадину профиля - Вершина
Поверхность, соединяющая две боковые стороны профиля на наружном диаметре
P = шаг резьбы в мм или нитках на дюйм
Расстояние между двумя соответствующими точками соседних витков, измеренное параллельно оси резьбы.
β = угол профиля резьбы
Угол между боковыми сторонами профиля, измеренный в осевой плоскости.
φ = угол подъёма винтовой линии резьбы
Угол, образованный касательной к винтовой линии резьбы в точках, лежащих на среднем диаметре, и плоскостью, перпендикулярной оси резьбы.
Параметры диаметра
d = наружный диаметр наружной резьбы
D = наружный диаметр внутренней резьбы
d1 = внутренний диаметр наружной резьбы
D1 = внутренний диаметр внутренней резьбы
d2 = средний диаметр наружной резьбы
D2 = средний диаметр внутренней резьбы
Эффективный диаметр винтовой резьбы находится приблизительно посредине между наружным и внутренним диаметрами.
Угол подъёма резьбы
Угол подъёма резьбы (φ) зависит от диаметра и шага резьбы Этот параметр можно представить в виде развёртки прямоугольного треугольника. Угол подъёма резьбы вычисляется по приведённой ниже формуле.
Угол подъёма резьбы вычисляется по приведённой ниже формуле.
Параметры резьбы
Размеры резьбы и точность ее профиля являются решающими факторами при определении следующего:
- возможно ли выполнение поверхностной обработки болта;
- возможно ли свободное соединение;
- сможет ли резьба выдерживать усилия, на которое рассчитано соединение деталей.
Расчет параметров резьбы основывается на номинальном диаметре резьбы, шаге резьбы и внутреннем диаметре резьбы:
|
D… Номинальный наружный диаметр внутренней резьбы (гайка) d… Номинальный наружный диаметр наружной резьбы (болт) _____________________________________________________ D/d Номинальный диаметр резьбы D2/d2 Номинальный средний диаметр резьбы D1/d3 Номинальный внутренний диаметр резьбы P Шаг резьбы |
Значение диаметров метрической резьбы вычисляют по формулам:
D2 (d2) = D(d) — 0,6495P
D1 (d1) = D(d) — 1,0825P
Размеры наружной резьбы (болта) измеряются калибрами, микрометрами или оптическими измерительными приборами, в то время как внутренняя резьба (гайка) измеряется цилиндрическими калибрами.
Основные параметры резьбы, учитываемые при соединении деталей:
Допуск на резьбу
Устанавливается допуски для двух диаметров резьбы – среднего диаметра и диаметра выступов (наружного диаметра наружной резьбы и внутреннего диаметра внутренней резьбы).
Допуск среднего диаметра резьбы определяет допустимую степень отклонения номинального среднего диаметра наружной (d2) и внутренней резьбы (D2).
Допуск на диаметр выступов устанавливает допустимую степень отклонения номинального наружного диаметра (d) крепежа с наружной резьбой (например, болты, винты) и номинального внутреннего диаметра (D) крепежа с внутренней резьбой (например, гайки).
Значение допуска среднего диаметра и диаметра выступов всегда отрицательное для крепежа с наружной резьбой и положительное для крепежа с внутренней резьбой.
Положительный допуск на внутреннюю резьбу и отрицательный на внешнюю позволяет оставлять необходимый допуск на возможную последующую обработку.
|
0 — нулевая отметка (h/H) — Номинальный диаметр +/- — положительные/отрицательные зоны расположения допусков e/g/G — положение допуска относительно 0 (h/H) 6/7/8 — степень точности допуска * — стандартный размер допуска болта/гайки Es/ei — максимальный размер границы поля допуска Ei/es — минимальный размер границы поля допуска ↨ — допуск зазора для антикоррозийного покрытия |
Поле допуска
Расстояние между максимальным и минимальным значением установленного ограничения (размер поля es-ei/EI-ES) определяет поле допуска. Поле допуска резьбы образуется сочетанием полей допусков среднего диаметра и диаметра выступов.
Положение поля допуска диаметра резьбы определяется основным отклонением (верхним для наружной резьбы и нижним для внутренней резьбы) и обозначается буквой латинского алфавита, строчной для наружной резьбы и прописной для внутренней.
Обозначение поля допуска отдельного диаметра резьбы состоит из цифры, указывающей степень точности, и буквы, указывающей основное отклонение. Например, 4h; 6g; 6H.
Обозначение поля допуска резьбы состоит из обозначения поля допуска среднего диаметра помещаемого на первом месте, и обозначения поля допуска диаметра выступов: 7g 6g (поле допуска d2 и d).
Если обозначение поля допуска диаметров выступов совпадает с обозначением поля среднего диаметра, то оно в обозначении поля допуска резьбы не повторяется.
Рекомендованные поля допуска для длины свинчивания N (до нанесения антикоррозийного покрытия) на крепеж с DIN, ISO, DIN ISO, DIN EN ISO, ГОСТ стандартами:
|
Класс точности: |
Средний |
Грубый |
||
|
Резьба |
Номинальный наружный диаметр наружной резьбы (винт, болт) |
Номинальный наружный диаметр внутренней резьбы(гайка) |
Номинальный наружный диаметр наружной резьбы (винт, болт) |
Номинальный наружный диаметр внутренней резьбы(гайка) |
|
Без покрытия |
6g |
6H |
8g |
7H |
|
Тонкое гальваническое покрытие |
||||
|
Крупные размеры (без покрытия) |
6e |
6G |
8e |
7G |
|
Толстое гальваническое покрытие |
||||
|
Класс точности продукции: |
A, B |
C |
||
|
ГОСТ |
7798-70, 7805-70 |
5915-70, 5927-70 |
15589-70 |
|
|
DIN |
931, 933 |
934 |
558, 601 |
555 |
|
ISO |
4014, 4017 |
4032 |
4018, 4016 |
4034 |
Длина свинчивания резьбы
Длины свинчивания резьбы подразделяются на 3 группы: «короткие» S, «нормальные» N, «длинные» L. Длина свинчивания традиционных соединений (группа N) зависит от шага резьбы согласно ISO 965/DIN 13-14
Длина свинчивания традиционных соединений (группа N) зависит от шага резьбы согласно ISO 965/DIN 13-14
Длина свинчивания N max для мелкой и крупной резьбы:
|
Диаметр резьбы |
M5 |
M6 |
M8 |
M10 |
M12 |
M14-M16 |
M18-M22 |
M24-M27 |
M30-M33 |
M36-M39 |
M42-M45 |
|
|
Шаг резьбы |
Крупная резьба |
0,8 |
1 |
1,25 |
1,5 |
1,75 |
2 |
2,5 |
3 |
3,5 |
4 |
4,5 |
|
Мелкая резьба |
0,5 |
0,75 |
1 |
1,25 |
1,5 |
1,5 |
2 |
2 |
2 |
3 |
3 |
|
|
Длина свинчивания N max |
Крупная резьба |
7,5 |
9 |
12 |
15 |
18 |
24 |
30 |
36 |
45 |
53 |
63 |
|
Мелкая резьба |
4,5 |
7,1 |
9 |
12 |
13 |
16 |
16 |
25 |
25 |
36 |
36 |
|
Размеры метрической резьбы (согласно ISO 965-2 / DIN 13-20, 21, 22, 27):
|
Номи- нальный диаметр резьбы d/D |
Шаг резьбы P |
Средний диаметр нулевой линии h/H |
Наружная резьба (болт, винт) |
Внутренняя резьба (гайка) |
||||||||||||
|
Поле допус- ка / поло- жение |
Номиналь- ный диаметр резьбы d |
Номиналь- ный средний диаметр резьбы d2 |
Номиналь- ный внутренний диаметр резьбы d3 |
Поле допус- ка / поло- жение |
Номи- нальный диаметр резьбы D мин. |
Номи- нальный средний диаметр резьбы D2 |
Номи- нальный внутренний диаметр резьбы D3 |
|||||||||
|
Круп- ный |
Мел- кий |
макс. |
мин. |
макс. |
мин. |
макс. |
мин. |
макс. |
мин. |
макс. |
мин. |
макс. |
мин. |
|||
|
M3 |
0,5 |
|
2,675 |
6g |
2,980 |
2,874 |
2,655 |
2,580 |
2,367 |
2,273 |
6H |
3,000 |
2,675 |
2,775 |
2,459 |
2,599 |
|
|
|
|
6e |
2,950 |
2,844 |
2,625 |
2,550 |
2,337 |
2,243 |
6G |
3,020 |
2,695 |
2,795 |
2,479 |
2,619 |
|
|
M4 |
0,7 |
|
3,545 |
6g |
3,978 |
3,838 |
3,523 |
3,433 |
3,119 |
3,002 |
6H |
4,000 |
3,545 |
3,663 |
3,242 |
3,422 |
|
|
|
|
6e |
3,944 |
3,804 |
3,489 |
3,399 |
3,085 |
2,968 |
6G |
4,022 |
3,567 |
3,685 |
3,264 |
3,444 |
|
|
M5 |
0,8 |
|
4,48 |
6g |
4,976 |
4,826 |
4,456 |
4,361 |
3,995 |
3,869 |
6H |
5,000 |
4,480 |
4,605 |
4,134 |
4,334 |
|
|
|
|
6e |
4,940 |
4,790 |
4,420 |
4,325 |
3,959 |
3,833 |
6G |
5,024 |
4,504 |
4,629 |
4,158 |
4,358 |
|
|
M6 |
1 |
|
5,35 |
6g |
5,974 |
5,794 |
5,324 |
5,212 |
4,747 |
4,596 |
6H |
6,000 |
5,350 |
5,500 |
4,917 |
5,153 |
|
|
|
|
6e |
5,940 |
5,760 |
5,290 |
5,178 |
4,713 |
4,562 |
6G |
6,026 |
5,376 |
5,526 |
4,943 |
5,179 |
|
|
M8 |
1,25 |
|
7,188 |
6g |
7,972 |
7,760 |
7,160 |
7,042 |
6,438 |
6,272 |
6H |
8,000 |
7,188 |
7,348 |
6,647 |
6,912 |
|
|
8e |
7,937 |
7,602 |
7,125 |
6,935 |
6,403 |
6,165 |
6G |
8,028 |
7,216 |
7,376 |
6,675 |
6,940 |
|||
|
|
1 |
7,35 |
6g |
7,974 |
7,794 |
7,324 |
7,212 |
6,747 |
6,596 |
6H |
8,000 |
7,350 |
7,500 |
6,917 |
7,153 |
|
|
M10 |
1,5 |
|
9,026 |
6g |
9,965 |
9,732 |
8,994 |
8,862 |
8,128 |
7,938 |
6H |
10,000 |
9,026 |
9,206 |
8,376 |
8,676 |
|
|
8e |
9,933 |
9,558 |
8,959 |
8,747 |
8,093 |
7,823 |
6G |
10,032 |
9,058 |
9,238 |
8,408 |
8,708 |
|||
|
|
1,25 |
9,188 |
6g |
9,972 |
9,760 |
9,160 |
9,042 |
8,438 |
8,272 |
6H |
10,000 |
9,188 |
9,348 |
8,647 |
8,912 |
|
|
M12 |
1,75 |
|
10,863 |
6g |
11,966 |
11,701 |
10,829 |
10,679 |
9,819 |
9,602 |
6H |
12,000 |
10,863 |
11,063 |
10,106 |
10,441 |
|
|
8e |
11,929 |
11,504 |
10,792 |
10,556 |
9,782 |
9,479 |
6G |
12,034 |
10,897 |
11,097 |
10,140 |
10,475 |
|||
|
|
1,5 |
11,026 |
6g |
11,968 |
11,732 |
10,994 |
10,854 |
10,128 |
9,930 |
6H |
12,000 |
11,026 |
11,216 |
10,376 |
10,676 |
|
|
M14 |
2 |
|
12,701 |
6g |
13,962 |
13,682 |
12,663 |
12,503 |
11,508 |
11,271 |
6H |
14,000 |
12,701 |
12,913 |
11,835 |
12,210 |
|
|
8e |
13,929 |
13,479 |
12,630 |
12,380 |
11,475 |
11,148 |
6G |
14,038 |
12,739 |
12,951 |
11,873 |
12,248 |
|||
|
|
1,5 |
13,026 |
6g |
13,968 |
13,732 |
12,994 |
12,854 |
12,128 |
11,930 |
6H |
14,000 |
13,026 |
13,216 |
12,376 |
12,676 |
|
|
M16 |
2 |
|
14,701 |
6g |
15,962 |
15,682 |
14,663 |
14,503 |
13,508 |
13,271 |
6H |
16,000 |
14,701 |
14,913 |
13,835 |
14,210 |
|
|
8e |
15,929 |
15,479 |
14,630 |
14,380 |
13,475 |
13,148 |
6G |
16,038 |
14,739 |
14,951 |
13,873 |
14,248 |
|||
|
|
1,5 |
15,026 |
6g |
15,968 |
15,732 |
14,994 |
14,854 |
14,128 |
13,930 |
6H |
16,000 |
15,026 |
15,216 |
14,376 |
14,676 |
|
|
M18 |
2,5 |
|
16,376 |
6g |
17,958 |
17,623 |
16,334 |
16,164 |
14,891 |
14,625 |
6H |
18,000 |
16,376 |
16,600 |
15,294 |
15,744 |
|
|
8e |
17,920 |
17,390 |
16,296 |
16,031 |
14,853 |
14,492 |
6G |
18,042 |
16,418 |
16,642 |
15,336 |
15,786 |
|||
|
|
2 |
16,701 |
6g |
17,962 |
17,682 |
16,663 |
16,503 |
15,508 |
15,271 |
6H |
18,000 |
16,701 |
16,913 |
15,835 |
16,210 |
|
|
M20 |
2,5 |
|
18,376 |
6g |
19,958 |
19,623 |
18,334 |
18,164 |
16,891 |
16,625 |
6H |
20,000 |
18,376 |
18,600 |
17,294 |
17,744 |
|
|
8e |
19,920 |
19,390 |
18,296 |
18,031 |
16,853 |
16,492 |
6G |
20,042 |
18,418 |
18,642 |
17,336 |
17,786 |
|||
|
|
2 |
18,701 |
6g |
19,962 |
19,682 |
18,663 |
18,503 |
17,508 |
17,271 |
6H |
20,000 |
18,701 |
18,913 |
17,835 |
18,210 |
|
|
M22 |
2,5 |
|
20,376 |
6g |
21,958 |
21,623 |
20,334 |
20,164 |
18,891 |
18,625 |
6H |
22,000 |
20,376 |
20,600 |
19,294 |
19,744 |
|
|
8e |
21,920 |
21,390 |
20,296 |
20,031 |
18,853 |
18,492 |
6G |
22,042 |
20,418 |
20,642 |
19,336 |
19,786 |
|||
|
|
2 |
20,701 |
6g |
21,962 |
21,682 |
20,663 |
20,503 |
19,508 |
19,271 |
6H |
22,000 |
20,701 |
20,913 |
19,835 |
20,210 |
|
|
M24 |
3 |
|
22,051 |
6g |
23,952 |
23,577 |
22,003 |
21,803 |
20,271 |
19,955 |
6H |
24,000 |
22,051 |
22,316 |
20,752 |
21,252 |
|
|
8e |
23,915 |
23,315 |
21,966 |
21,651 |
20,234 |
19,803 |
6G |
24,048 |
22,099 |
22,364 |
20,800 |
21,300 |
|||
|
|
2 |
22,701 |
6g |
23,962 |
23,682 |
22,663 |
22,493 |
21,508 |
21,261 |
6H |
24,000 |
22,701 |
22,925 |
21,835 |
22,210 |
|
|
M27 |
3 |
|
25,051 |
6g |
26,952 |
26,577 |
25,003 |
24,803 |
23,271 |
22,955 |
6H |
27,000 |
25,051 |
25,316 |
23,752 |
24,252 |
|
|
8e |
26,915 |
26,315 |
24,966 |
24,651 |
23,234 |
22,803 |
6G |
27,048 |
25,099 |
25,364 |
23,800 |
24,300 |
|||
|
|
2 |
25,701 |
6g |
26,962 |
26,682 |
25,663 |
25,493 |
24,508 |
24,261 |
6H |
27,000 |
25,701 |
25,925 |
24,835 |
25,210 |
|
|
M30 |
3,5 |
|
27,727 |
6g |
29,947 |
29,522 |
27,674 |
27,462 |
25,653 |
25,306 |
6H |
30,000 |
27,727 |
28,007 |
26,211 |
26,771 |
|
|
8e |
29,910 |
29,240 |
27,637 |
27,302 |
25,616 |
25,146 |
6G |
30,053 |
27,780 |
28,060 |
26,264 |
26,824 |
|||
|
|
2 |
28,701 |
6g |
29,952 |
29,577 |
28,003 |
27,803 |
26,271 |
25,955 |
6H |
30,000 |
28,051 |
28,316 |
26,752 |
27,252 |
|
|
M33 |
3,5 |
|
30,727 |
6g |
32,947 |
32,522 |
30,674 |
30,462 |
28,653 |
28,306 |
6H |
33,000 |
30,727 |
31,007 |
29,211 |
29,771 |
|
|
8e |
32,910 |
32,240 |
30,637 |
30,302 |
28,616 |
28,146 |
6G |
33,053 |
30,780 |
31,060 |
29,264 |
29,824 |
|||
|
|
2 |
31,701 |
6g |
32,962 |
32,682 |
31,663 |
31,493 |
30,508 |
30,261 |
6H |
33,000 |
31,701 |
31,925 |
30,835 |
31,210 |
|
|
M36 |
4 |
|
33,402 |
6g |
35,940 |
35,465 |
33,342 |
33,118 |
31,033 |
30,655 |
6H |
36,000 |
33,402 |
33,702 |
31,670 |
32,270 |
|
|
8e |
35,905 |
35,155 |
33,307 |
32,952 |
30,998 |
30,489 |
6G |
36,060 |
33,462 |
33,762 |
31,730 |
32,330 |
|||
|
|
3 |
34,051 |
6g |
35,952 |
35,577 |
34,003 |
33,803 |
32,271 |
31,955 |
6H |
36,000 |
34,051 |
34,316 |
32,752 |
33,252 |
|

Требования к метрической резьбе изделий, производимых в РФ, представлены в стандарте ГОСТ 16093-2004.
Переходник ПВХ наружная резьба — внутренняя резьба RFV: заказать в компании «ПластТермо»
Переходник ПВХ наружная резьба — внутренняя резьба RFV: заказать в компании «ПластТермо»Please enable JavaScript to view this website.
| R1 x R | PN | H | L1 | L | E | K | Fig. | Вес, гр | Артикул | Цена (Евро) с НДС |
| 1/2 x 3/8 | 16 | 35 | 11,4 | 15,0 | 28 | 23 | A | 10 | RFV012038 | 1,00 |
| 3/4 x 3/8 | 16 | 36 | 11,4 | 16,3 | 34 | 28 | A | 12 | RFV034038 | 1,00 |
| 3/4 x 1/2 | 16 | 39 | 15,0 | 16,3 | 34 | 28 | A | 15 | RFV034012 | 1,00 |
| 1 x 3/8 | 16 | 41 | 11,4 | 19,1 | 40 | 35 | A | 20 | RFV100038 | 1,28 |
| 1 x 1/2 | 16 | 44 | 15,0 | 19,1 | 40 | 35 | A | 24 | RFV100012 | 1,28 |
| 1 x 3/4 | 16 | 46 | 16,3 | 19,1 | 40 | 35 | A | 25 | RFV100034 | 1,28 |
| 1 1/4 x 1/2 | 16 | 48 | 15,0 | 21,4 | 52 | 44 | A | 37 | RFV114012 | 1,75 |
| 1 1/4 x 3/4 | 16 | 49 | 16,3 | 21,4 | 52 | 44 | A | 37 | RFV114034 | 1,75 |
| 1 1/4 x 1 | 16 | 52 | 19,1 | 21,4 | 52 | 44 | A | 40 | RFV114100 | 1,75 |
| 1 1/2 x 1/2 | 16 | 52 | 15,0 | 21,4 | 58 | 51 | A | 46 | RFV112012 | 2,30 |
| 1 1/2 x 3/4 | 16 | 50 | 16,3 | 21,4 | 58 | 51 | A | 47 | RFV112034 | 2,30 |
| 1 1/2 x 1 | 16 | 55 | 19,1 | 21,4 | 58 | 51 | A | 52 | RFV112100 | 2,30 |
| 1 1/2 x 1 1/4 | 16 | 57 | 21,4 | 21,4 | 58 | 51 | A | 54 | RFV112114 | 2,30 |
| 2 x 3/4 | 16 | 60 | 16,3 | 25,7 | 70 | 64 | A | 80 | RFV200034 | 3,30 |
| 2 x 1 | 16 | 63 | 19,1 | 25,7 | 70 | 64 | A | 80 | RFV200100 | 3,30 |
| 2 x 1 1/4 | 16 | 65 | 21,4 | 25,7 | 70 | 64 | A | 85 | RFV200112 | 3,30 |
| 2 x 1 1/2 | 16 | 65 | 21,4 | 25,7 | 70 | 64 | A | 102 | RFV200112 | 3,30 |
| 2 1/2 x 2 | 16 | 56 | 25,7 | 30,2 | — | 80 | B | 155 | RFV212200 | 8,83 |
| 3 x 2 | 16 | 66 | 25,7 | 33,3 | — | 93 | B | 185 | RFV300200 | 13,88 |
| 3 x 2 1/2 | 16 | 66 | 30,2 | 33,3 | — | 93 | B | 200 | RFV300212 | 13,88 |
| 4 x 3 | 16 | 79 | 33,3 | 39,3 | — | 118 | B | 500 | RFV400300 | 22,07 |
Популярные товары
ООО «ПластТермо» Контакты: Адрес: 1-ый Вязовский проезд, д. 5, стр.1
109428
г. Москва,
5, стр.1
109428
г. Москва,
X
ГОСТ 16093-81 Основные нормы взаимозаменяемости. Резьба метрическая. Допуски. Посадки с зазором, ГОСТ от 18 июня 1981 года №16093-81
ГОСТ 16093-81
Группа Г13
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Основные нормы взаимозаменяемости
РЕЗЬБА МЕТРИЧЕСКАЯ
Допуски. Посадки с зазором
Basic norms of interchangebility.
Metric screw thread. Tolerances. Clearance fits
Дата введения 1982-01-01
ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 18 июня 1981 г. N 3001
ВЗАМЕН ГОСТ 16093-70 и ГОСТ 17722-72
Настоящий стандарт распространяется на метрическую резьбу с профилем по ГОСТ 9150-81, диаметрами от 1 до 600 мм по ГОСТ 8724-81 и ГОСТ 16967-81, основными размерами по ГОСТ 24705-81 и ГОСТ 24706-81 и устанавливает систему допусков для посадок с зазором.
Стандарт полностью соответствует СТ СЭВ 640-77.
1. ОСНОВНЫЕ ПОЛОЖЕНИЯ СИСТЕМЫ ДОПУСКОВ
1.1. Обозначения, принятые в настоящем стандарте, приведены в табл.1.
Таблица 1
Обозначение | Наименование |
Наружный диаметр наружной резьбы (болта) | |
Внутренний диаметр наружной резьбы | |
Средний диаметр наружной резьбы | |
Наружный диаметр внутренней резьбы (гайки) | |
Внутренний диаметр внутренней резьбы | |
Средний диаметр внутренней резьбы | |
Шаг резьбы | |
Высота исходного треугольника | |
Наименьший радиус впадины наружной резьбы | |
Длины свинчивания группы короткие | |
Длины свинчивания группы нормальные | |
Длины свинчивания группы длинные | |
; ; ; | Допуски диаметров , , , |
Верхнее отклонение диаметров наружной резьбы | |
Верхнее отклонение диаметров внутренней резьбы | |
Нижнее отклонение диаметров наружной резьбы | |
Нижнее отклонение диаметров внутренней резьбы |
1. 2. Система допусков резьбы предусматривает:
2. Система допусков резьбы предусматривает:
допуски диаметров резьбы;
положения полей допусков диаметров резьбы;
классификацию длин свинчивания;
поля допусков резьбы и их выбор с учетом длин свинчивания.
1.3. Схемы полей допусков наружной и внутренней резьбы в посадках с зазором приведены на черт.1.
Черт.1
Положения полей допусков наружной резьбы | ||
с основными отклонениями d, e, f, g | с основным отклонением h | |
Положения полей допусков внутренней резьбы | ||
с основными отклонениями E, F, G | с основным отклонением Н | |
Черт. 1
1
Отклонения отсчитываются от номинального профиля резьбы в направлении, перпендикулярном оси резьбы.
1.4. Допуски диаметров резьбы устанавливаются по степеням точности, обозначаемыми цифрами. Степени точности диаметров резьбы приведены в табл.2.
Таблица 2
Вид резьбы | Диаметр резьбы | Степень точности |
Наружная резьба | 4; 6; 8 | |
3; 4; 5; 6: 7; 8; 9; 10* | ||
Внутренняя резьба | 4; 5; 6; 7; 8; 9* | |
4; 5; 6; 7; 8 |
_______________
* Только для резьб на деталях из пластмасс.
Допуски диаметров и не устанавливаются.
Допуски среднего диаметра резьбы являются суммарными.
1.5. Положение поля допуска диаметра резьбы определяется основным отклонением (верхним для наружной резьбы и нижним для внутренней) и обозначается буквой латинского алфавита, строчной для наружной резьбы и прописной для внутренней.
Положения полей допусков приведены на черт.1 и в табл.3.
Таблица 3
Вид резьбы | Диаметр резьбы | Основное отклонение |
Наружная резьба | d; e; f; g; h | |
d; e; f; g; h | ||
Внутренняя резьба | E; F; G; H | |
E; F; G; H |
Примечания:
1. Верхнее отклонение диаметра должно соответствовать основному отклонению диаметра .
Верхнее отклонение диаметра должно соответствовать основному отклонению диаметра .
2. Нижнее отклонение диаметра должно соответствовать основному отклонению диаметра .
3. Основные отклонения Е и F установлены только для специального применения при значительных толщинах слоя защитного покрытия.
1.6. Длины свинчивания подразделяются на три группы: короткие , нормальные и длинные .
1.7. Поле допуска диаметра резьбы образуется сочетанием допуска и основного отклонения.
Поле допуска резьбы образуется сочетанием поля допуска среднего диаметра с полем допуска диаметра выступов (диаметров или ).
1.8. Расчетные формулы и правила округления числовых значений допусков, основных отклонений и длин свинчивания приведены в приложении 1.
2. ОБОЗНАЧЕНИЯ
2.1. Обозначение поля допуска диаметра резьбы состоит из цифры, обозначающей степень точности, и буквы, обозначающей основное отклонение.
Например: 4h; 6g; 6H.
2.2. Обозначение поля допуска резьбы состоит из обозначения поля допуска среднего диаметра, помещаемого на первом месте, и обозначения поля допуска диаметра выступов.
Например:
Если обозначение поля допуска диаметра выступов совпадает с обозначением поля допуска среднего диаметра, то оно в обозначении поля допуска резьбы не повторяется.
Например:
2.3. В условном обозначении резьбы обозначение поля допуска должно следовать за обозначением размера резьбы.
Примеры обозначения резьбы:
с крупным шагом
наружной резьбы: М12-6g;
внутренней резьбы: М12-6Н;
с мелким шагом
наружной резьбы: М12х1-6g;
внутренней резьбы: М12х1-6Н;
левой резьбы
наружной резьбы: M12х1-6g;
внутренней резьбы: М12х1-6Н.
2. 4. Длина свинчивания в условном обозначении резьбы не указывается.
4. Длина свинчивания в условном обозначении резьбы не указывается.
Длина свинчивания, к которой относится допуск резьбы, должна быть указана в миллиметрах в обозначении резьбы в следующих случаях:
1) если она относится к группе ;
2) если она относится к группе , но меньше, чем вся длина резьбы.
Пример обозначения резьбы с длиной свинчивания, отличающейся от нормальной:
2.5. Посадка в резьбовом соединении обозначается дробью, в числителе которой указывают обозначение поля допуска внутренней резьбы, а в знаменателе — обозначение поля допуска наружной резьбы.
Например: M12-6H/6g;
М12х1-6H/6g;
M12х1-6H/6g.
3. ДОПУСКИ
3.1. Числовые значения допусков диаметров наружной и внутренней резьбы должны соответствовать указанным в табл.4-6.
Таблица 4
Допуски диаметров и
Наружная резьба | Внутренняя резьба | |||||||
Шаг , мм | Степень точности | |||||||
4 | 6 | 8 | 4 | 5 | 6 | 7 | 8 | |
Допуск, мкм | ||||||||
0,2 | 36 | 56 | — | 38 | 48 | 60 | — | — |
0,25 | 42 | 67 | — | 45 | 56 | 71 | — | — |
0,3 | 48 | 75 | — | 53 | 67 | 85 | — | — |
0,35 | 53 | 85 | — | 63 | 80 | 100 | — | — |
0,4 | 60 | 95 | — | 71 | 90 | 112 | — | — |
0,45 | 63 | 100 | — | 80 | 100 | 125 | — | — |
0,5 | 67 | 106 | — | 90 | 112 | 140 | 180 | — |
0,6 | 80 | 125 | — | 100 | 125 | 160 | 200 | — |
0,7 | 90 | 140 | — | 112 | 140 | 180 | 224 | — |
0,75 | 90 | 140 | — | 118 | 150 | 190 | 236 | — |
0,8 | 95 | 150 | 236 | 125 | 160 | 200 | 250 | 315 |
1 | 112 | 180 | 280 | 150 | 190 | 236 | 300 | 375 |
1,25 | 132 | 212 | 335 | 170 | 212 | 265 | 335 | 425 |
1,5 | 150 | 236 | 375 | 190 | 236 | 300 | 375 | 475 |
1,75 | 170 | 265 | 425 | 212 | 265 | 335 | 425 | 530 |
2 | 180 | 280 | 450 | 236 | 300 | 375 | 475 | 600 |
2,5 | 212 | 335 | 530 | 280 | 355 | 450 | 560 | 710 |
3 | 236 | 375 | 600 | 315 | 400 | 500 | 630 | 800 |
3,5 | 265 | 425 | 670 | 355 | 450 | 560 | 710 | 900 |
4 | 300 | 475 | 750 | 375 | 475 | 600 | 750 | 950 |
4,5 | 315 | 500 | 800 | 425 | 530 | 670 | 850 | 1060 |
5 | 335 | 530 | 850 | 450 | 560 | 710 | 900 | 1120 |
5,5 | 355 | 560 | 900 | 475 | 600 | 750 | 950 | 1180 |
6 | 375 | 600 | 950 | 500 | 630 | 800 | 1000 | 1250 |
Таблица 5
Допуски диаметра
Номинальный диаметр резьбы , мм | Шаг , мм | Степень точности | |||||||
3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | ||
Допуск , мкм | |||||||||
От 1 до 1,4 | 0,2 | 24 | 30 | 38 | 48 | (60) | (75) | — | — |
0,25 | 26 | 34 | 42 | 53 | (67) | (85) | — | — | |
0,3 | 28 | 36 | 45 | 56 | (71) | (90) | — | ||
Св. | 0,2 | 25 | 32 | 40 | 50 | (63) | (80) | — | — |
0,25 | 28 | 36 | 45 | 56 | (71) | (90) | — | — | |
0,35 | 32 | 40 | 50 | 63 | 80 | (100) | — | — | |
0,4 | 34 | 42 | 53 | 67 | 85 | (106) | — | — | |
0,45 | 36 | 45 | 56 | 71 | 90 | (112) | — | — | |
Св. | 0,25 | 28 | 36 | 45 | 56 | (71) | — | — | — |
0,35 | 34 | 42 | 53 | 67 | 85 | (106) | — | — | |
0,5 | 38 | 48 | 60 | 75 | 95 | (118) | — | — | |
0,6 | 42 | 53 | 67 | 85 | 106 | (132) | — | — | |
0,7 | 45 | 56 | 71 | 90 | 112 | (140) | — | — | |
0,75 | 45 | 56 | 71 | 90 | 112 | (140) | — | — | |
0,8 | 48 | 60 | 75 | 95 | 118 | 150 | 190 | 236 | |
Св. | 0,25 | 32 | 40 | 50 | 63 | (80) | — | — | — |
0,35 | 36 | 45 | 56 | 71 | 90 | — | — | — | |
0,5 | 42 | 53 | 67 | 85 | 106 | (132) | — | — | |
0,75 | 50 | 63 | 80 | 100 | 125 | (160) | — | — | |
1 | 56 | 71 | 90 | 112 | 140 | 180 | 224 | 280 | |
1,25 | 60 | 75 | 95 | 118 | 150 | 190 | 236 | 300 | |
1,5 | 67 | 85 | 106 | 132 | 170 | 212 | 265 | 335 | |
Св. | 0,35 | 38 | 48 | 60 | 75 | 95 | — | — | — |
0,5 | 45 | 56 | 71 | 90 | 112 | (140) | — | — | |
0,75 | 53 | 67 | 85 | 106 | 132 | (170) | — | — | |
 1,4 до 2,8
1,4 до 2,8 2,8 до 5,6
2,8 до 5,6 5,6 до 11,2
5,6 до 11,2 11,2 до 22,4
11,2 до 22,4Краны шаровые с наружной и внутренней резьбой в Москве
* цены указаны розничные, без учета скидок от объема заказа.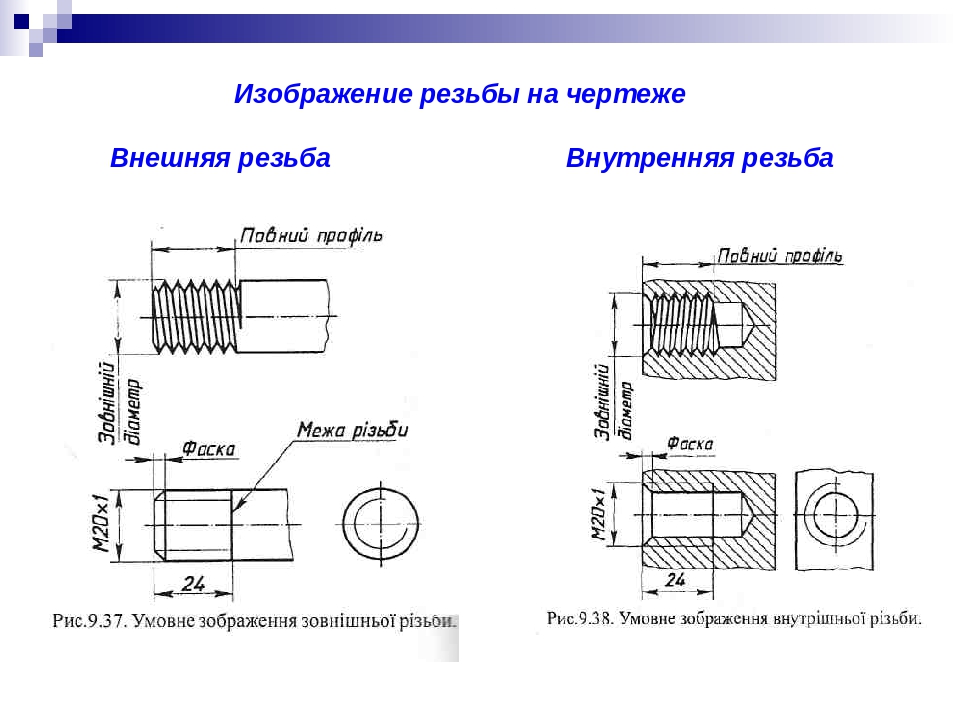 Присылайте заявку, оперативно посчитаем и вышлем счет
Присылайте заявку, оперативно посчитаем и вышлем счет
Экспресс заявка
Не забудьте прикрепить реквизиты или указать ФИО полностью, если делаете заказ как частное лицо!
Напишите или прикрепите заявку и свои реквизиты — и мы сможем выслать Вам счет в течение 30-60 минут.
Ответ на заявку с поизциями из наличия в течение 30-60 минут!
Ответ по нестандартным заказным позициям в течение дня.
Малогабаритный кран шаровой с внутренней и наружной резьбой обеспечивает оперативное перекрытие потока рабочей среды при относительно небольших физических усилиях. Конструктивное исполнение запорной арматуры гарантирует стабильность характеристик в широком температурном диапазоне.
У нас можно приобрести кран шаровой с внутренней и наружной резьбой необходимого диаметра для реализации параметров чертежной документации. Мы поставляем модификации запорной арматуры, различающиеся по установочным размерам, конструктивному исполнению и диаметру условного прохода. У нас можно приобрести малогабаритный кран шаровый вс внутренней и наружной резьбой для устройства внутридомовых водопроводных систем.
У нас можно приобрести малогабаритный кран шаровый вс внутренней и наружной резьбой для устройства внутридомовых водопроводных систем.
Оснащение оборудования термостойкими эластичными уплотнителями гарантирует стабильность функциональных характеристик запорной арматуры при колебаниях температуры транспортируемой среды. Универсальный кран шаровый 1/2 внутренний наружный оснащен долговечным латунным корпусом, устойчивым к воздействию высокой влажности, температурных колебаний и промышленных факторов. Для удобства регулировки запорная арматура может комплектоваться ручками в форме рычага или бабочки. Для установки в компактных помещениях удобен кран шаровой с внутренней и наружной резьбой, оснащенный ручкой в форме бабочки. При оборудовании трубопроводов в более просторных помещениях целесообразна установка арматуры с удлиненными ручками, выполненными в форме рычага.
У нас можно приобрести кран внутренний наружный для монтажа внутридомовых систем и для построения ответственных технологических трубопроводов. Различные типоразмеры доступны для приобретения в необходимом количестве. Выбирая кран шаровый внутренняя наружная резьбакоторого полностью готовы к монтажу, покупатель получает высококачественное оборудование, надежное в эксплуатации. Все изделия в нашем ассортименте сертифицированы и проверены службой контроля качества. Применение качественных компонентов гарантирует стабильность запорной арматуры в изменяющихся условиях.
Различные типоразмеры доступны для приобретения в необходимом количестве. Выбирая кран шаровый внутренняя наружная резьбакоторого полностью готовы к монтажу, покупатель получает высококачественное оборудование, надежное в эксплуатации. Все изделия в нашем ассортименте сертифицированы и проверены службой контроля качества. Применение качественных компонентов гарантирует стабильность запорной арматуры в изменяющихся условиях.
При монтаже типовых водопроводных сетей кран внутренний наружный применяется внутри жилых зданий, подсобных помещений и промышленных сооружений. Применение фильтрующих элементов, выделяющих механические примеси из транспортируемой среды, помогает увеличить эксплуатационный ресурс шаровых компонентов. Практичный кран шаровый внутренняя наружная резьба обеспечивает герметичное перекрытие трубопровода при появлении необходимости.
| Резьбовое соединение | Размеры | Соединение | Ø — диаметр (мм) | L — диаметр (мм) |
| Шланговое соединение Стандартная шланговая насадка для зажима шланга | 6. 3 mm (1/4″) 3 mm (1/4″)8 mm (5/16″) 10 mm (3/8″) 13 mm (1/2″) 18 mm (5/8″) | — — — — — | 18.0 18.0 21.0 21.0 21.0 | |
| Соединение Stream—Line Шланговая насадка с глухой гайкой для многократного и безопасного зажима шланга | 5 x 8 mm 6.5 x 10 mm 8 x 12 mm 9.5 x 13.5 mm 11 x 16 mm | — — — — — | 15.0 17.0 19.0 21.0 25.0 | |
| Соединение CEJN—Lock Для специального шланга без зажима | 1/4″ 3/8″ 1/2″ | — — — | 19.0 23.0 26.0 | |
Резьбовое соединение UNF Унифицированная резьба согласно стандартам ISO 68, ANSI B1.1 Наружная резьба: например, 9/16″-18 UNF Внутренняя резьба: например, 7/16″-20 UNF Внутренняя резьба: например, 7/16″-20 UNF | Наружная резьба 7/16″-20 UNF 7/8″-14 UNF Внутренняя резьба | 11.  0 022.0 9.8 | 13.3 15.5 11.5 | |
| Метрическое резьбовое соединение Метрическая резьба согласно стандартам ISO 68/ISO 724 Наружная резьба: например, M16x1,5 Внутренняя резьба: например, M16x1,5 | Наружная резьба M10x1.25 M12x1.5 M14x1.5 M16x1.5 M22x1.5 Внутренняя резьба | 9.8 11.85 13.85 15.85 21.85 14.5 | 9.0 13.0 13.0 8.81 15.7 9.0 | |
Резьбовое соединение R/Rc Коническая трубная резьба согласно стандарту ISO 7/1 (другие принятые обозначения – BSPT, Kr) Наружная резьба: например, R 1/4″ Внутренняя резьба: например | Наружная резьба R 1/8″ R 1/4″ R 3/8″ R 1/2″ R 3/4″ Внутренняя резьба | 10. 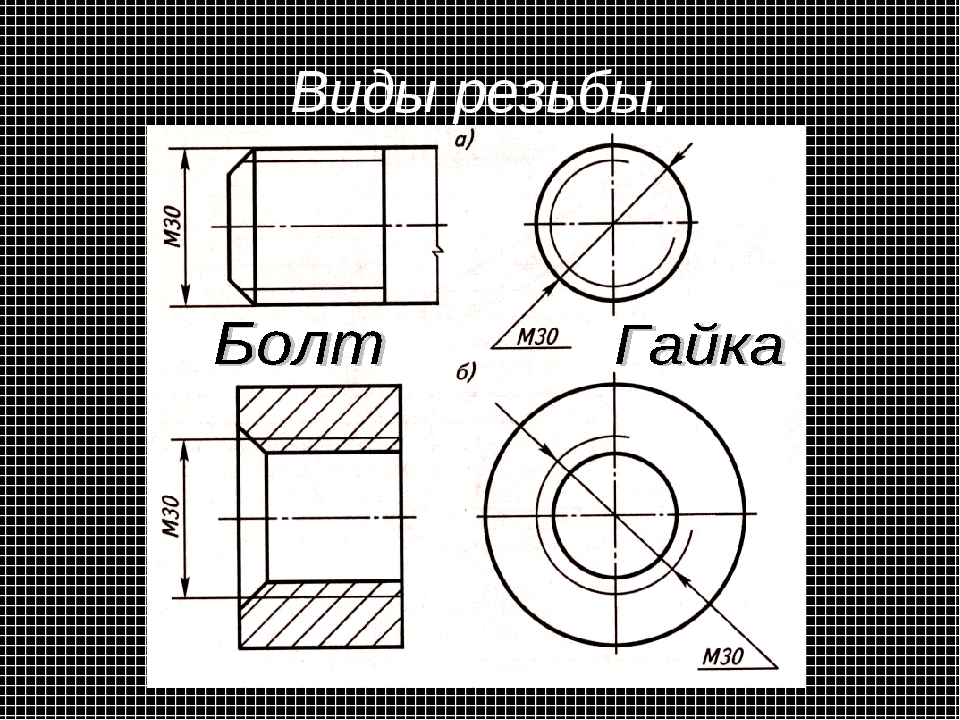 2 213.6 17.2 21.7 27.1 8.3 | 7.4 11.0 11.0 15.0 16.3 7.4 | |
Резьбовое соединение G Цилиндрическая трубная резьба согласно стандарту ISO 228/1 (другие принятые обозначения – BSP, R) Наружная резьба: например, G 1/4″ Внутренняя резьба (ISO 1179): например, G 1/4″ | Наружная резьбаG 1/8″ G 1/4″ G 3/8″ G 1/2″ G 3/4″ Внутренняя резьба | 9.6 13.0 16.5 20.8 26.3 8.75 | 8.0 10.0 10.0 12.0 12.0 7.4 | |
Резьбовое соединение NPT Трубная резьба по американскому стандарту ANSI/ASME B 1. 20.1 Наружная резьба: например, 1/4″ NPT Внутренняя резьба: например, 1/4″ NPT 20.1 Наружная резьба: например, 1/4″ NPT Внутренняя резьба: например, 1/4″ NPT | Наружная резьба1/8″ NPT 1/4″ NPT 3/8″ NPT 1/2″ NPT 3/4″ NPT Внутренняя резьба | 10.5 14.0 17.5 21.8 27.1 8.5 | 6.7 10.2 10.4 13.6 13.9 6.9 |
Что выбрать: украшения для тела с внешней или внутренней резьбой?
Размышляя о украшениях для тела и пирсинге, вы, вероятно, встретите множество незнакомых терминов, от спирали до ладьи. И хотя некоторые термины не обязательно важны, есть термины, которые имеют решающее значение, особенно когда речь идет о покупке украшений для тела с резьбой. «Есть два типа нарезания резьбы на украшениях для тела: внутренняя и внешняя», — отмечает Бриттон Джонсон, специалист по пирсингу в Thunderbolt Tattoo & Piercing в Атланте.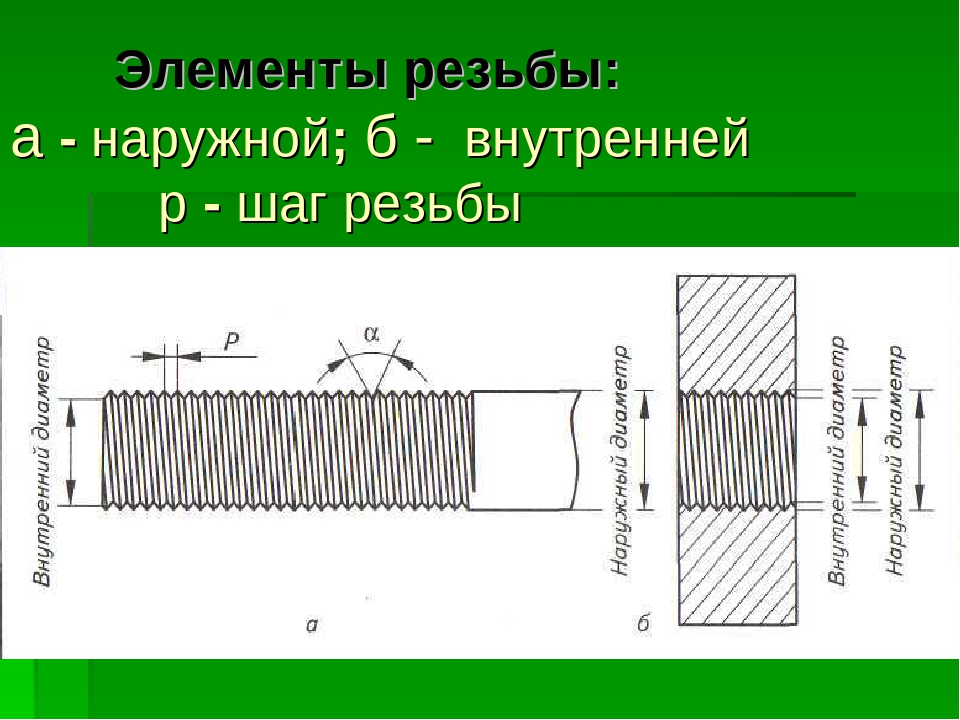 Независимо от того, является ли изделие внутренним или внешним, зависит от стиля винта, который используется на самом украшении, и от того, находится ли он снаружи или внутри штанги (то есть прямое украшение с шариками на обоих концах).
Независимо от того, является ли изделие внутренним или внешним, зависит от стиля винта, который используется на самом украшении, и от того, находится ли он снаружи или внутри штанги (то есть прямое украшение с шариками на обоих концах).
Сбивает с толку? В некотором роде, как объясняют эксперты, разница между украшениями с внутренней и внешней резьбой довольно большая, поскольку один тип безопаснее и качественнее другого.
Продолжайте читать, чтобы узнать больше о украшениях для тела с внутренней и внешней резьбой.
Что такое украшения для тела с резьбой?
«Резьбовые украшения для тела — это украшения, такие как прямые штанги, изогнутые штанги и круглые штанги, с шариками, которые отвинчиваются от концов, — объясняет Джонсон. «Резьба» представляет собой спиральный гребень, который наматывается на металл, как на винте или внутренней части гайки. Как вы прочитаете ниже, два типа украшений с резьбой — внутренняя и внешняя — сильно различаются.
Украшения для тела с внутренней резьбой vs.Украшения для тела с внешней резьбой
Здесь все немного запутывается. «Внутренняя резьба будет означать, что она проходит в самой штанги», — говорит Брайан Кейт Томпсон, пирсингу с Body Electric Tattoo. «И внешняя часть будет [нарезать нить] на внешней стороне штанги. Итак, если бы у вас была штанга для сосков, и у вас была бы внутренняя резьба, когда вы снимали бы мячи с обеих сторон этой штанги, у вас был бы женский конец на штанга сама по себе, и мяч будет иметь мужской конец.«На украшениях с внешней резьбой, — говорит он, — вы найдете обратное.« Если вы снимете один из мячей со стороны штанги, у вас будет мужской конец [на штанге], а у мяча — женский конец ».
Ювелирные изделия с внешней резьбой, как правило, более опасны, чем изделия с внутренней резьбой, из-за способа их ношения: «Когда вы вставляете украшения с внешней резьбой, они могут вызвать повреждение ткани, например, царапины и микротрещины», — говорит Джонсон, добавляя что украшения с внутренней резьбой обычно намного более высокого качества, чем с внешней резьбой.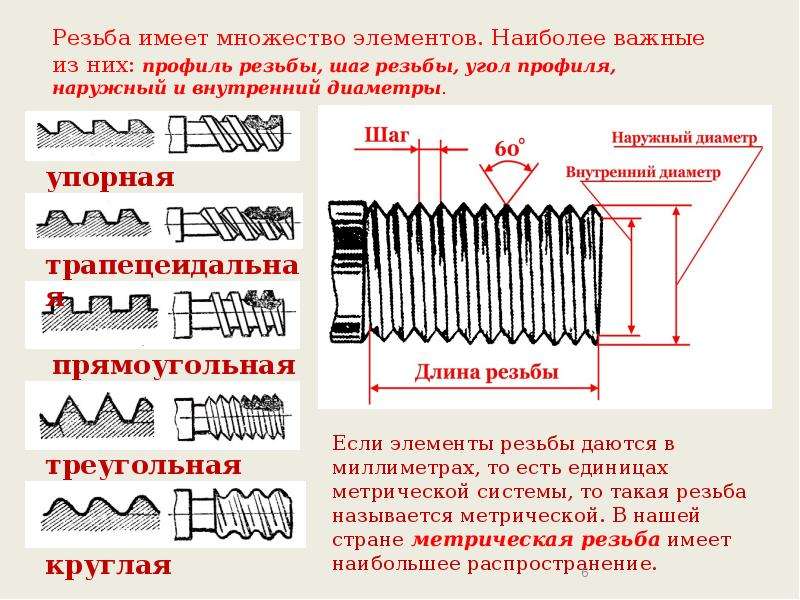 «При использовании украшений с внутренней резьбой штанга сама по себе очень гладкая, а резьба снимается с шара (так что отверстие находится в штанге, а не в мяче). Это приводит к гораздо более простой и безопасной установке и удалению украшений без повреждения ткань.» Логично, что украшения для тела с внутренней резьбой звучат более комфортно. Тем не менее, споры о внутренних и внешних украшениях касаются не только комфорта.
«При использовании украшений с внутренней резьбой штанга сама по себе очень гладкая, а резьба снимается с шара (так что отверстие находится в штанге, а не в мяче). Это приводит к гораздо более простой и безопасной установке и удалению украшений без повреждения ткань.» Логично, что украшения для тела с внутренней резьбой звучат более комфортно. Тем не менее, споры о внутренних и внешних украшениях касаются не только комфорта.
Преимущества украшений для тела с внутренней резьбой
- Меньше абразивности на новом пирсинге
- Меньше вероятность инфицирования нового пирсинга
Ассоциация профессиональных пирсеров (APP) устанавливает стандарты, которым должны следовать профессиональные пирсеры, и очень четко изложила свою позицию в отношении ювелирных изделий с резьбой: «Украшения с внутренней резьбой являются частью стандарта APP для ювелирных изделий для начального пирсинга.Часть украшения, которая проходит через кожу, гладкая, а нити находятся на съемных концах, таких как шары, драгоценные камни или шипы. Украшения с внутренней резьбой исключают возможность поцарапать ткань острыми нитками, что особенно важно при свежем пирсинге ».
Украшения с внутренней резьбой исключают возможность поцарапать ткань острыми нитками, что особенно важно при свежем пирсинге ».
Побочные эффекты украшений с внешней резьбой
Ювелирные изделия с внешней резьбой гораздо более восприимчивы к раздражению и инфекции: «Эти нити похожи на маленькие ножи», — отмечает Кейт Томпсон.»И если вы вставляете его в новый пирсинг, это может вызвать больше проблем, чем рана, которая уже была получена от самого пирсинга. А позже, когда вы вставляете и вынимаете его, это может вызвать порезы, царапины и воспаление. . » Бактерии могут поселиться в укромных уголках нарезки резьбы, и, если они соприкоснутся с сырой плотью внутри нового отверстия для прокалывания, это может вызвать целый ряд проблем. Если у вас есть украшения для тела с внешней резьбой, их следует использовать только на хорошо зажившем пирсинге.Если пирсинг не зажил, вы рискуете получить всевозможные неприятные шишки (также известные как келоиды) с еще более неприятными вещами внутри.
В то время как классический пирсинг часто бывает первым, что приходит в голову, приложение указывает, что избегание украшений с внешней резьбой особенно важно во время процесса растяжения или измерения, поскольку острые выступы украшений могут разорвать и раздражать заживающие ткани. внутри вашего пирсинга.
Побочные эффекты украшений с внутренней резьбой
Украшения с внутренней резьбой — гораздо более безопасный вариант, но с любым пирсингом вы все равно можете столкнуться с проблемами, особенно если у вас аллергия на определенный тип металла.«У большинства людей есть аллергия на никель», — отмечает Кейт Томпсон, добавляя, что никель часто используется для изготовления ювелирных изделий более низкого качества. «Если у вас чувствительность к никелю и вы вставляете в соск штангу более низкого уровня, вы подумаете, что у вас инфекция». Однако покраснение и мокнутие в месте пирсинга, скорее всего, вызвано аллергической реакцией. «Чтобы быстро решить эту проблему, сходите к мастеру по пирсингу и попросите его обновить ваши украшения до хирургического уровня (нержавеющая сталь) или — что я рекомендую — до золота или титана», — говорит он.
По словам Джонсона, самый простой способ предотвратить инфекцию или аллергическую реакцию — исследовать пирсинг. «Вы должны быть уверены, что в пирсинге, который вы собираетесь использовать, используются титановые или цельнозолотые изделия, пригодные для имплантатов», — отмечает она. «Они поступают от небольшой горстки высококачественных компаний, которые продают товары напрямую только в магазины».
Чего ожидать при покупке ювелирных изделий с внутренней резьбой
По общему признанию, украшения для тела с внутренней резьбой стоят дороже. Но тому есть очевидная причина: его труднее производить.Магазины новинок и торговые центры (привет, Hot Topic) часто продают украшения для тела по более низкой цене, потому что качество намного ниже, а ювелирные изделия, продаваемые в магазинах и киосках, никогда не должны использоваться для незажившего пирсинга. Высококачественные украшения из уважаемых магазинов (физических или онлайн-магазинов) в конечном итоге будут стоить вам гораздо меньше с точки зрения вашего здоровья, а это то, на что вы не можете назначить цену.
Послепродажное обслуживание
Хотя украшения с внутренней резьбой лучше подходят для нового пирсинга, стоит отметить, что свежий пирсинг все еще может воспаляться: «Вы хотите соблюдать правильный уход, использование стерильного солевого раствора для промывания ран — лучший и самый здоровый способ сохранить ваш пирсинг чистым», — говорит Джонсон.«Вам нужно избегать алкоголя, перекиси, кремов, мазей, масла чайного дерева или растворов для пирсинга Клэр / Wal-Mart. Промывание ран — это единственное, что вам нужно, чтобы ваш пирсинг оставался здоровым и счастливым».
По словам Джонсона, последующий уход продолжается даже после того, как опухоль уменьшится. «Уменьшение размера украшений в пирсинге после уменьшения отека (временные рамки варьируются в зависимости от типа пирсинга) может дать вам дополнительную защиту от миграции пирсинга или образования шишек», — говорит она.
Когда дело доходит до сушки пирсинга с внутренней резьбой, в приложении говорится, что вам следует использовать только одноразовые бумажные изделия, поскольку многоразовые салфетки могут быть питательной средой для бактерий. Кроме того, волокна указанных тканей с большей вероятностью заедут пирсинг всех видов.
Кроме того, волокна указанных тканей с большей вероятностью заедут пирсинг всех видов.
В дополнение к регулярному поливанию (и сушке) нового пирсинга обязательно регулярно мойте руки, чтобы никогда не прикасаться к нему (или любому пирсингу в этом отношении) грязными пальцами, зараженными бактериями.
Заключительный вывод
Если вы планируете сделать новый пирсинг в ближайшее время, убедитесь, что в студии, которую вы посещаете, используются украшения с внутренней резьбой. Хотя это стандарт приложения, вы будете удивлены количеством магазинов, которые его не соблюдают.
Кроме того, если вы чувствуете, что хотите сменить украшение, снова поищите внутреннюю резьбу. Если вы не можете найти ничего, что действительно соответствовало бы вашей фантазии, не стесняйтесь рисковать с внешними нитями — просто всегда помните, что новые пирсинг всегда требует внутренних.
Можете ли вы объяснить некоторые основные термины, связанные с винтами и резьбой?
Винтовая резьба: Ребро или однородное сечение в форме спирали на внешней или внутренней поверхности цилиндра или в форме конической спирали на внешней или внутренней поверхности конуса.
Внешняя резьба: Внешняя резьба — это резьба снаружи элемента.
Внутренняя резьба: Внутренняя резьба — это резьба внутри элемента.
Большой диаметр: Наибольший диаметр резьбы винта или гайки.Термин «большой диаметр» заменяет термин «внешний диаметр» применительно к резьбе винта, а также термин «полный диаметр» применительно к резьбе гайки.
Minor Диаметр: наименьший диаметр резьбы винта или гайки. Термин «малый диаметр» заменяет термин «диаметр сердечника» применительно к резьбе винта, а также термин «внутренний диаметр» применительно к резьбе гайки.
Диаметр шага: На прямой винтовой резьбе, диаметр воображаемого цилиндра, поверхность которого будет проходить сквозь резьбу в таких точках, чтобы уравнять ширину, резьбу и ширину промежутков, прорезанных поверхностью цилиндр.Для конической винтовой резьбы диаметр на заданном расстоянии от плоскости отсчета, перпендикулярной оси воображаемого конуса, поверхность которого проходит через резьбу в таких точках, чтобы уравнять ширину, резьбу и ширину.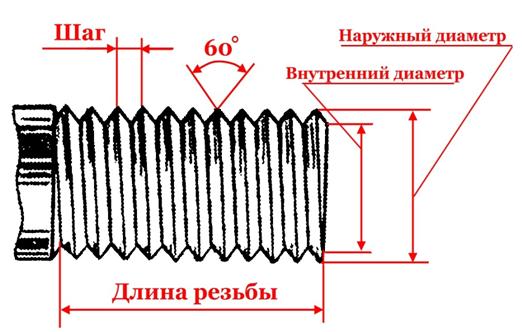 пространств, прорезанных поверхностью конуса.
пространств, прорезанных поверхностью конуса.
Шаг: расстояние от точки на резьбе винта до соответствующей точки на следующей резьбе, измеренное параллельно оси.
Шаг в дюймах: 1, деленное на количество витков на дюйм
Угол резьбы: угол между сторонами резьбы, измеренный в осевой плоскости.
Угол винтовой линии: Угол, образованный спиралью или конической спиралью резьбы с делительным диаметром с плоскостью, перпендикулярной оси.
Гребень: поверхность резьбы, соответствующая большему диаметру винта и меньшему диаметру гайки.
Шаг: расстояние, на которое резьба винта продвигается в осевом направлении за один оборот. В винтах с одной резьбой шаг и шаг идентичны; на винте с двойной резьбой шаг в два раза больше шага; на винте с тройной головкой шаг в три раза больше шага и т. д.
Корень: поверхность резьбы, соответствующая меньшему диаметру винта и большему диаметру гайки.
Сторона или фланг: поверхность резьбы, которая соединяет гребень с основанием.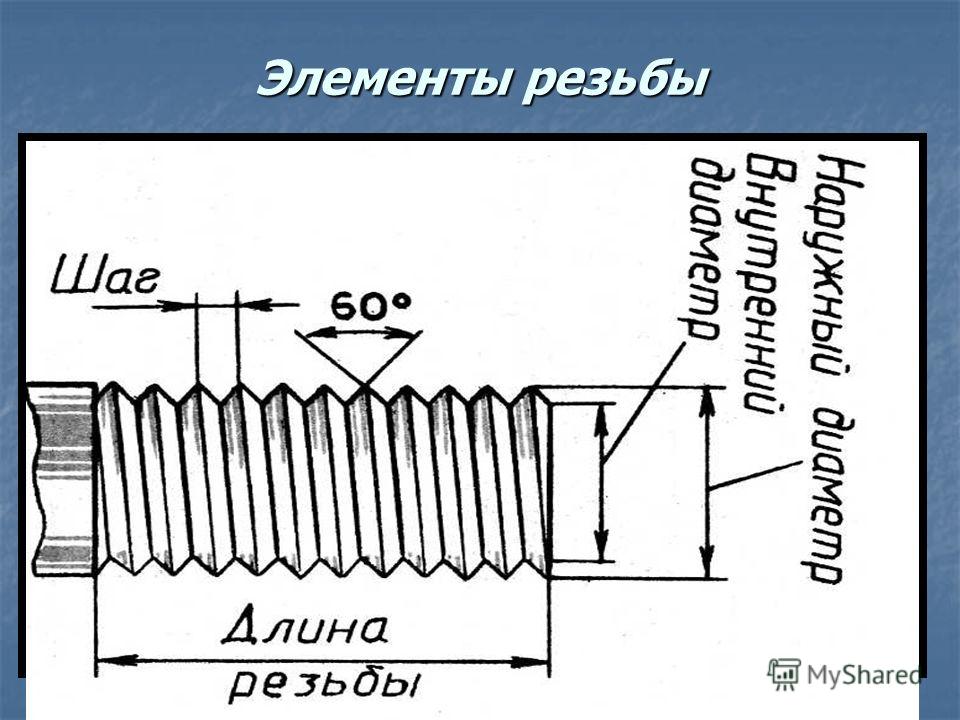
Ось винта: продольная центральная линия, проходящая через винт.
Основание резьбы: нижняя часть резьбы; наибольшее сечение между двумя соседними корнями.
Глубина резьбы: расстояние между вершиной и основанием резьбы, измеренное перпендикулярно оси.
Количество ниток: количество ниток на один дюйм длины.
Длина зацепления: длина контакта между двумя сопряженными резьбовыми частями, измеренная в осевом направлении.
Глубина зацепления: глубина резьбы двух сопряженных частей, измеренная в радиальном направлении.
Линия шага: Элемент воображаемого цилиндра или конуса, указанный в поле «Диаметр шага».
Толщина резьбы: расстояние между соседними сторонами резьбы, измеренное вдоль или параллельно делительной линии.
Средняя площадь: термин «средняя площадь винта», когда он используется в спецификациях и для других целей, обозначает площадь поперечного сечения, рассчитанную на основе среднего значения основного шага и вспомогательного диаметра.
Bolt Science — Основная терминология, связанная с резьбой
Информация на резьбеДелительный диаметр (часто называемый эффективный диаметр) параллельной резьбы — это диаметр воображаемого коаксиального цилиндра, пересекающего поверхность потока таким образом, чтобы перехват на генераторе цилиндра, между точками, где он встречается с противоположным боковые стороны резьбовой канавки, равны половине номинального шага нити.
Наибольший диаметр резьбы диаметр воображаемого коаксиального цилиндра, который касается вершины внешней нити или корня Внутренний поток.
Меньший диаметр — это диаметр
воображаемого цилиндра, который касается корней
внешняя резьба и (или) гребни внутренней резьбы.
Гребень нити выступающий часть резьбы, будь то внутренняя или внешняя.
Корень — это дно канавки между двумя боковыми поверхностями резьбы, будь то внутренняя или внешний.
Бочки резьбы прямые стороны, соединяющие гребень и корень.
Угол резьбы — это угол между боковыми сторонами, измеренное в осевом плоском сечении.
Шаг резьбы — это расстояние,
измеряется параллельно его оси, между соответствующими точками
на смежных поверхностях в одной осевой плоскости.
Термины, относящиеся к резьбам и калибрам
Резьбовой калибр- — это полный калибр для внутренней резьбы одно- или двухстороннего типа, содержащий ручку и резьбовой контрольный элемент или элементы с подходящими стопорными средствами.
Датчик для резьбовых колец — — это датчик для наружной резьбы, используемый для контроля размеров резьбовых соединений. Американский дизайн манометра — калибры с резьбовыми кольцами типа AGD регулируются винтами, встроенными в корпус манометра.Кольцевые калибры сплошного типа не регулируются и более популярны среди международных стандартов. Оба стиля манометров имеют свои достоинства и недостатки.
1. Резьба винтовая — Резьба винтовая (далее — резьба), представляет собой гребень равномерного сечения в виде спирали на внешней или внутренней поверхности цилиндра, либо в виде конической спирали. на внешней или внутренней поверхности конуса или усечённой части конуса. Резьба, образованная на цилиндре, известна как «прямая» или «параллельная» резьба, чтобы отличать ее от «конической» резьбы, которая образована на конусе или усеченном конусе.
2. Наружная и внутренняя резьба — Наружная резьба — это резьба на внешней поверхности цилиндра или конуса. Внутренняя резьба — это резьба на внутренней поверхности полого цилиндра или конуса.
Внутренняя резьба — это резьба на внутренней поверхности полого цилиндра или конуса.
3. Классы резьбы — Классы резьбы отличаются друг от друга величиной допуска или допуска и указанного припуска. (Ранее известные как «классы соответствия» и обозначенные в Руководстве H-28 [1944], правительственных спецификациях и т. Д.)
Резьбовые рабочие детали, болты, но и резьбовые отверстия обычно производятся в соответствии с классами резьбы, стандартизированными для промышленности и Федеральных служб, Класс 1, Класс 2 и Класс 3, для Американской национальной серии и Классы 1A, 1B, 2A , 2B, 3A и 3B для серии Unified Thread. Эти классы для пробок с резьбой ½ ”- 13 показаны на рис. 2. Класс, выбранный любым инженером-конструктором для конкретного продукта, будет зависеть от его функции в эксплуатации.
4.Большой диаметр — На прямой резьбе наибольший диаметр — это диаметр воображаемого коаксиального цилиндра, ограничивающего вершину внешней резьбы или основание внутренней резьбы .
5. Малый диаметр — На прямой резьбе малый диаметр — это диаметр воображаемого коаксиального цилиндра, ограничивающего основание внешней резьбы или вершину внутренней резьбы. На конической резьбе малый диаметр в данном положении на оси резьбы — это диаметр конуса малого диаметра в этом положении.
6. Диаметр шага — (простой эффективный диаметр) На прямой резьбе делительный диаметр — это диаметр воображаемого коаксиального цилиндра, поверхность которого будет проходить через профили резьбы в таких точках, что составляет ширину канавки равной половине основного шага. На идеальной резьбе это происходит в точке, где ширина резьбы и канавки равна. На конической резьбе делительный диаметр в данном положении на оси резьбы равен диаметру конуса делительного диаметра в этом положении.
7. Шаг — Шаг резьбы — это расстояние, измеренное параллельно ее оси, между соответствующими точками на соседних формах резьбы в осевой плоскости и на той же стороне оси.
Шаг в дюймах = ________1________
Число ниток на дюйм
8. Вывод — Шаг — это расстояние, на которое резьбовая часть перемещается в осевом направлении относительно неподвижной сопрягаемой детали за один полный оборот. На винте с одной резьбой шаг и шаг идентичны; на винте с двойной резьбой шаг в два раза больше; на винте с тройной резьбой шаг в три раза больше шага и т. д.
9. Включенный угол — Включенный угол резьбы (или угол резьбы) — это угол между сторонами резьбы, измеренный в осевой плоскости.
10. Угол подъема — На прямой резьбе угол подъема — это угол, образованный спиралью резьбы на делительной линии с плоскостью, перпендикулярной оси. Для конической резьбы угол подъема в заданном осевом положении — это угол, образованный конической спиралью резьбы на делительной линии с плоскостью, перпендикулярной оси в этом положении.
11. Crest- Вершина — это поверхность резьбы, которая соединяется с боковыми поверхностями резьбы и наиболее удалена от цилиндра или конуса, из которого выступает резьба.
12. Корень — Корень — это поверхность резьбы, которая соединяется с боковыми сторонами смежных форм резьбы и идентична или непосредственно примыкает к цилиндру или конусу, из которого выступает резьба.
13. Боковая поверхность или сторона — Боковая поверхность (или сторона) резьбы — это поверхность, соединяющая гребень с основанием, пересечение которой с осевой плоскостью представляет собой прямую линию.
14. Axis- Осью резьбы является ось ее цилиндра или конуса.
15. Основание резьбы — Основание резьбы — это тот участок резьбы, который совпадает с цилиндром или конусом, из которого выступает резьба.
16. Глубина резьбы — Расстояние между вершиной и основанием резьбы, измеренное перпендикулярно оси.
17. Число витков на дюйм — Число витков резьбы на дюйм является обратной величиной шага в дюймах.
18. Длина резьбового зацепления — Длина резьбового зацепления двух сопряженных резьб — это расстояние между крайними точками контакта на цилиндрах или конусах делительного диаметра, измеренное параллельно оси.
19. Глубина зацепления резьбы — Глубина (или высота) зацепления резьбы между двумя сопряженными резьбами — это расстояние, измеренное перпендикулярно оси, на котором их формы резьбы перекрывают друг друга.
20. Линия шага — Линия шага — это теоретическая точка на резьбе, через которую должен проходить воображаемый цилиндр или конус, указанный в определении шагового диаметра.
21. Толщина резьбы — Толщина резьбы — это расстояние между боковыми сторонами резьбы, измеренное в заданном положении и параллельно оси.
22. Стойка — Ступень — это осевое расстояние между указанными опорными точками на элементах с внешней и внутренней конической резьбой или калибрах при сборке с указанным крутящим моментом или при других указанных условиях.
Термины, относящиеся к классификации и допускам
1.Припуск — Умышленное различие размеров сопрягаемых деталей. Это минимальный зазор или максимальный зазор между сопряженными частями. Он представляет собой состояние максимально допустимой посадки, или наибольшего охватываемого элемента, соединенного с наименьшими охватывающими элементами.
Это минимальный зазор или максимальный зазор между сопряженными частями. Он представляет собой состояние максимально допустимой посадки, или наибольшего охватываемого элемента, соединенного с наименьшими охватывающими элементами.
Пример:
1/2 дюйма, класс 1, американская национальная крупная резьба:
Минимальный средний диаметр гайки …………………………………………………………………………… …………… … 0,4500
Максимальный делительный диаметр винта ……………………………………………………………………………………….0,4478
Надбавка (положительная) ……………………………………………………………………………………………………… .0,0022
Однократная полдюйма, класс 4, американская национальная серия крупной резьбы:
Минимальный средний диаметр гайки …………………………………………………………………………………… …… ..0.4500
Максимальный делительный диаметр винта ……………………………………………………………………………………… .0.4504
Допуск (отрицательный ) ………………………………………………………………………………………………… … 0,0004
2. Допуск — Допуск на размер — это общее допустимое отклонение его размера. Допуск — это разница между пределами размера.
Допуск — это разница между пределами размера.
Пример:
Винт полудюйма, класс 1, американская национальная серия с крупной резьбой:
Максимальный делительный диаметр ……………………………………………………………………………… ………………… 0,4478
Минимальный делительный диаметр …………………………………………………………………………………………………. 0,4404
Допуск …………………………………………………………………………………………………………………. 0,0074
3. Базовый размер — Теоретический или номинальный стандартный размер, от которого сделаны все вариации.
4. Зазор гребня — Определяется на форме винта как пространство между вершиной резьбы и основанием ее сопряженной резьбы.
5. Отделка — Характер поверхности на резьбе или другом изделии.
6. Fit- Взаимосвязь между двумя сопряженными частями с учетом условий сборки. Качество посадки зависит как от относительного размера, так и от отделки сопрягаемых деталей.
7. Нейтральная зона — Положительный допуск. (См. «Пособие».)
(См. «Пособие».)
8. Пределы- Предельно допустимые размеры детали.
Пример:
Винт полудюйма, класс 1, американская национальная серия крупной резьбы:
Максимальный делительный диаметр 0.4478 ЭТИ
Минимальный делительный диаметр 0,4404 ПРЕДЕЛЫ
Обозначения основных размеров
Для использования в формулах для выражения соотношений резьб винта, а также для использования на чертежах и в аналогичных целях следует использовать следующие символы:
Наибольший диаметр …………………………………………………………………………………………… D
Соответствующий радиус ………………… ……………………………………………………………………… .d Диаметр шага
…………………………………………………… …………………………………………… .E
Соответствующий радиус …………………………………………………………………………… …………….e
Малый диаметр ……………………………………………………………………………………………… K
Соответствующий радиус ……………… ……………………………………………………………………… .k
Угол резьбы …………………………………………… ……………………………………………… . .A
.A
Половинный угол резьбы ………………………………………………………… ………………………… a
Число витков на дюйм ………………………………………………………………………………… .. .N
Число витков на дюйм ……………………………………………………………………………… … n
Свинец …………………………………………………………………………………………………… ..L = 1 / N
Шаг или интервал резьбы ……………………………………………………………………………. …… p = 1 / n
Угол наклона винтовой линии ……………………………………………………………………………………………… .. с
Угол наклона спирали ………………………………………………………………… S = L / 3,14159xE
Ширина или основная плоская вершина, гребень или корень ………………………………………………………………… ..F
Глубина основного усечения …………… …………………………………………………………………… ..f
Глубина острой V-образной резьбы ……………………………………… …………………………………………… H
Глубина американской национальной и унифицированной формы резьбы ………………………………………………… h
Продолжительность участия …………………………………………………………………………………..Q
Включенный угол конуса …………………………………………………………………………………… ..Y
Половинный угол конуса ………………………………………………………………………… . .y
.y
Символы для измерения проводов
Измерение по проволоке …………………………………………………………………………………… .M
Диаметр проволоки …………………… ……………………………………………………………………… … G
Соответствующий радиус ………………………………………… …………………………………………… .g
Метод обозначения резьбы винта с помощью символов заключается в использовании начальных букв серии резьбы, которым предшествуют диаметр в дюймах (или номер винта) и число витков резьбы на дюйм, все арабскими цифрами.Если резьба левая, символ «LH» должен соответствовать классу резьбы.
Символ для обозначения правой резьбы не используется. Для резьбовых соединений американской национальной и унифицированной формы, но особого диаметра, шага и длины зацепления используется символ «NS» или «UNS».
Рекомендации по нарезанию резьбы для обработки с ЧПУ
Шаг резьбы
Когда мы говорим о резьбе на болтах и винтах, это не универсальный сценарий. Помимо метрической резьбы, есть три основных вида резьбы с британской мерой, которые являются частью серии Unified Thread.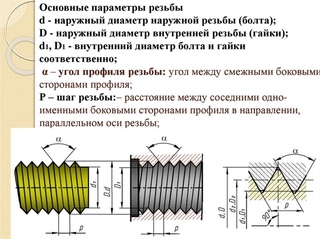
- UNC (крупный шаг): 20 ниток на дюйм (tpi)
- UNF (мелкий шаг): 28 tpi
- UNEF (сверхмалый шаг): 32 tpi
Обратите внимание, что для добавления шага резьбы UNEF требуется наша служба точной обработки, доступная через нашу систему расценок. Например, если вы хотите установить винт № 4-40, вы знаете, что винт № 4 с диаметром резьбы 0,11 дюйма (2,794 мм) имеет 40 витков резьбы на дюйм, что означает очень мелкий шаг.
Хорошая новость заключается в том, что когда вы используете нашу систему для привязки определенного типа винта к отверстию, желаемый шаг резьбы зависит от хода.Меньше забот всегда хорошо, правда?
Где я могу разместить нить?
На самом деле, резьбу можно разместить практически в любом месте, которое имеет смысл для токарной или фрезерованной детали и требований вашей сборки. Пока область, в которой будет проходить резьба, доступна для нашего оборудования, все в порядке, но если возникнут препятствия, наше программное обеспечение для анализа проекта сообщит вам, что в этом месте создание потоков невозможно, но это всегда Хорошая идея — следовать нашим рекомендациям, чтобы не сбиться с пути.
Несмотря на то, что кажется, что ограничений по размещению не так много, когда дело доходит до нарезания резьбы, важно учитывать глубину внутренней резьбы. Если глубина резьбы превышает максимальную глубину для инструмента, нам, возможно, придется просверлить отверстие с обеих сторон, чтобы завершить процесс. Когда это произойдет, важно знать, что ваши цепочки не будут непрерывными от одного конца до другого, но есть варианты, которые мы рассмотрим в следующем разделе.
В точеных деталях можно использовать три типа отверстий для внутренней резьбы:
- На оси: отверстия, которые проходят прямо через центр токарной детали, начиная с одного конца
- Осевое: отверстия, которые начинаются на одном конце детали, но не полностью проходят через центр
- Радиально: отверстия, проходящие через внешнюю дугу токарной детали
Таблица внешней резьбы
В таблице показаны более стандартные размеры для крепежных винтов и болтов от M6 (примерно 1/16 дюйма) до M39 (примерно 1-7 / 16Ë). Номинальный размер резьбы: Охватываемый диапазон: от 0-80 UNF до ¼-56 UNS: Номинальные размеры резьбы от 0-80 UNF до ¼-56 UNS 5 / 16-18 UNC до 9/16-32 UN: Номинальные размеры резьбы от 5 / От 16-18 UNC до 9/16-32 UN Угол резьбы: Включенный угол от вершины до основания каждой резьбы. В справочнике есть информация практически о любой ветке, которая вам когда-либо понадобится. ОПРЕДЕЛЕНИЯ И ТЕРМИНОЛОГИЯ. Приложение генерирует код УП с G76, G32, G33, G92 и CYCLE97. Циклы G76 рассчитываются с одной или двумя строками и для контроллеров Mach4. Для наружной резьбы доступен широкий спектр инструментов.Посетите www.sct-usa.com и щелкните ресурсы. Наружная резьба находится на цилиндрической или конической внешней поверхности (см. Рисунки 1, 2 и 3). ER-NPTF Внешняя NPTF (национальная трубная резьба) Полнопрофильные вставки для нарезания резьбы для паровых, газовых и водяных труб. Если шаг не указан, предполагается грубая резьба. ER-PG Пластины с наружной резьбой для электротехнической промышленности.
Номинальный размер резьбы: Охватываемый диапазон: от 0-80 UNF до ¼-56 UNS: Номинальные размеры резьбы от 0-80 UNF до ¼-56 UNS 5 / 16-18 UNC до 9/16-32 UN: Номинальные размеры резьбы от 5 / От 16-18 UNC до 9/16-32 UN Угол резьбы: Включенный угол от вершины до основания каждой резьбы. В справочнике есть информация практически о любой ветке, которая вам когда-либо понадобится. ОПРЕДЕЛЕНИЯ И ТЕРМИНОЛОГИЯ. Приложение генерирует код УП с G76, G32, G33, G92 и CYCLE97. Циклы G76 рассчитываются с одной или двумя строками и для контроллеров Mach4. Для наружной резьбы доступен широкий спектр инструментов.Посетите www.sct-usa.com и щелкните ресурсы. Наружная резьба находится на цилиндрической или конической внешней поверхности (см. Рисунки 1, 2 и 3). ER-NPTF Внешняя NPTF (национальная трубная резьба) Полнопрофильные вставки для нарезания резьбы для паровых, газовых и водяных труб. Если шаг не указан, предполагается грубая резьба. ER-PG Пластины с наружной резьбой для электротехнической промышленности. Фланга (или сторона) гребня. Определите, какой размер нити вы хотите обрезать; Обычно используются метрические резьбы M4, M5, M6, M8, M10 и M12.Гребень: Площадь вершины каждой резьбы на внутренней или внешней резьбе. Шаг резьбы увеличивается с увеличением диаметра шагами, указанными в таблице. Эта статья была подготовлена для журнала FASTENER WORLD Magazine Джо Гринслейдом 22 июня 2005 г. (таблица исправлена в марте 2006 г.) 2 из 4 заверяют: • Внутренняя резьба UNJ не обязательно должна иметь радиус корня; поэтому метчики с шлифованной резьбой предназначены для производства колец Unified… серии UN. РАЗДЕЛ 2 РИСУНОК 4 РИСУНОК 7. Они могут быть проверены с помощью исправных резьбовых колец в качестве проверки на соответствие требованиям.9. Устаревшие рабочие заглушки серии N. Система резьбы Уитворта позже была принята в качестве британского стандарта, чтобы стать британским стандартом Уитворта (BSW). Таблица размеров внешней резьбы ACME общего назначения. Внутренняя (внутренняя) резьба изготавливается по классу 3B для делительного диаметра, с меньшим меньшим диаметром, чтобы учесть радиус в основании наружной резьбы.
Фланга (или сторона) гребня. Определите, какой размер нити вы хотите обрезать; Обычно используются метрические резьбы M4, M5, M6, M8, M10 и M12.Гребень: Площадь вершины каждой резьбы на внутренней или внешней резьбе. Шаг резьбы увеличивается с увеличением диаметра шагами, указанными в таблице. Эта статья была подготовлена для журнала FASTENER WORLD Magazine Джо Гринслейдом 22 июня 2005 г. (таблица исправлена в марте 2006 г.) 2 из 4 заверяют: • Внутренняя резьба UNJ не обязательно должна иметь радиус корня; поэтому метчики с шлифованной резьбой предназначены для производства колец Unified… серии UN. РАЗДЕЛ 2 РИСУНОК 4 РИСУНОК 7. Они могут быть проверены с помощью исправных резьбовых колец в качестве проверки на соответствие требованиям.9. Устаревшие рабочие заглушки серии N. Система резьбы Уитворта позже была принята в качестве британского стандарта, чтобы стать британским стандартом Уитворта (BSW). Таблица размеров внешней резьбы ACME общего назначения. Внутренняя (внутренняя) резьба изготавливается по классу 3B для делительного диаметра, с меньшим меньшим диаметром, чтобы учесть радиус в основании наружной резьбы. Таблица № 1 — Резьба Витворта Резьба формы Витворта (угол резьбы 55 градусов) Размеры в дюймах, за исключением случаев, когда указаны данные формы резьбы Нарезание резьбы Зазор сверла Диаметр сверла O / диаметр шаг глубины радиуса радиуса Эффективный диаметр T.PI Dec / Met / Frac Dec / Met / Frac 1/8 «0,1250 0,0930 0,0250 0,0160 0,0034 0,1090 40 0,1004 — 2,55 мм 0,1299 — 3,30 мм 3/16» 0,1875 0,1341 0,0417 0,0267 0,0057 â € Режущие кромки имеют зубчатые и геометрически представленные гайка резьба. Распространяется: Gage Crib Worldwide Inc 6701 Old 28th St SE, Suite B Grand Rapids, MI 49546-6937, США Телефон: 001.616.954.6581 Веб-сайт: www.gagecrib.com. Это учебное пособие, чтобы научить вас самому базовому / универсальному методу нарезания резьбы с помощью спиральной резки. Унифицированная таблица резьбовых соединений, UNC, UNF, UNEF, большой диаметр, малый диаметр, шаг, внешняя резьба, внутренняя резьба, размер от # 0 до 2.5 Вы получаете полную таблицу размеров всех резьбовых соединений.
Таблица № 1 — Резьба Витворта Резьба формы Витворта (угол резьбы 55 градусов) Размеры в дюймах, за исключением случаев, когда указаны данные формы резьбы Нарезание резьбы Зазор сверла Диаметр сверла O / диаметр шаг глубины радиуса радиуса Эффективный диаметр T.PI Dec / Met / Frac Dec / Met / Frac 1/8 «0,1250 0,0930 0,0250 0,0160 0,0034 0,1090 40 0,1004 — 2,55 мм 0,1299 — 3,30 мм 3/16» 0,1875 0,1341 0,0417 0,0267 0,0057 â € Режущие кромки имеют зубчатые и геометрически представленные гайка резьба. Распространяется: Gage Crib Worldwide Inc 6701 Old 28th St SE, Suite B Grand Rapids, MI 49546-6937, США Телефон: 001.616.954.6581 Веб-сайт: www.gagecrib.com. Это учебное пособие, чтобы научить вас самому базовому / универсальному методу нарезания резьбы с помощью спиральной резки. Унифицированная таблица резьбовых соединений, UNC, UNF, UNEF, большой диаметр, малый диаметр, шаг, внешняя резьба, внутренняя резьба, размер от # 0 до 2.5 Вы получаете полную таблицу размеров всех резьбовых соединений. ВНЕШНИЙ • Установочные заглушки серии UN. Ищете схему расположения резьбовых фрез? Набор заглушек серии М. Наружная резьба UNJ должна производиться с заданным радиусом основания; поэтому стандартные инструменты Unified Screw Thread (UN) использовать нельзя. Таблица, которую я опубликовал, была напечатана вручную много лет назад на основе информации из Machinery Hand Book. ПРЕДЕЛЫ ДИАМЕТРА ШАГА (N VS. UN) РАЗМЕР. Устаревшая внешняя резьба серии N (кольца): УКАЗАТЕЛЬ ТАБЛИЦ ДАННЫХ РЕЗЬБЫ.Наружная резьба, также известная как винтовая резьба, нарезается вручную с помощью круглой матрицы, которая закреплена в заготовке матрицы. Также возможно сгенерировать NC-код для цилиндрической, конической и многоступенчатой резьбы. Наружная (наружная) резьба изготавливается с радиусами в основании резьбы для повышения прочности крепежа. Калибры резьбы для измерения резьбы, продажа и информация для всех типов резьбовых манометров. Глубина резьбы: расстояние от основания до гребня при измерении перпендикулярно оси резьбы.
ВНЕШНИЙ • Установочные заглушки серии UN. Ищете схему расположения резьбовых фрез? Набор заглушек серии М. Наружная резьба UNJ должна производиться с заданным радиусом основания; поэтому стандартные инструменты Unified Screw Thread (UN) использовать нельзя. Таблица, которую я опубликовал, была напечатана вручную много лет назад на основе информации из Machinery Hand Book. ПРЕДЕЛЫ ДИАМЕТРА ШАГА (N VS. UN) РАЗМЕР. Устаревшая внешняя резьба серии N (кольца): УКАЗАТЕЛЬ ТАБЛИЦ ДАННЫХ РЕЗЬБЫ.Наружная резьба, также известная как винтовая резьба, нарезается вручную с помощью круглой матрицы, которая закреплена в заготовке матрицы. Также возможно сгенерировать NC-код для цилиндрической, конической и многоступенчатой резьбы. Наружная (наружная) резьба изготавливается с радиусами в основании резьбы для повышения прочности крепежа. Калибры резьбы для измерения резьбы, продажа и информация для всех типов резьбовых манометров. Глубина резьбы: расстояние от основания до гребня при измерении перпендикулярно оси резьбы. Проверка внешней резьбы может показаться запутанной, а в некоторых случаях разочаровывающей.Справочник по машинному оборудованию, 28-е издание Ящик для инструментов | Промышленная пресса Вы можете найти использованные копии во многих местах и, возможно, захотите иметь несколько экземпляров. Наружная контрольная резьба (DIN 513) для применения с большим усилием в одном направлении. Scientific Cutting Tools, Inc. (800) 383-2244 (805) 584-9495 www.sct-usa.com Факс: (888) 728-3295 Факс: (805) 584-9629 [email protected] Это может быть необходимым • Или Винтовая резьба — это гребень, обернутый вокруг цилиндра или конуса в форме спирали, с прямой резьбой, позже известной как коническая резьба.. Фланцы из чугуна — Справочная таблица шпилек — Количество, диаметр и длина шпилек для фланцев из чугуна класса 125 и 250; EN 10226 — Трубная резьба, в которой герметичные соединения выполняются на резьбе — Размеры — Трубная резьба, в которой герметичные соединения выполняются на резьбе — Часть 1: Коническая наружная резьба и параллельная внутренняя резьба Рабочие заглушки серии UN.
Проверка внешней резьбы может показаться запутанной, а в некоторых случаях разочаровывающей.Справочник по машинному оборудованию, 28-е издание Ящик для инструментов | Промышленная пресса Вы можете найти использованные копии во многих местах и, возможно, захотите иметь несколько экземпляров. Наружная контрольная резьба (DIN 513) для применения с большим усилием в одном направлении. Scientific Cutting Tools, Inc. (800) 383-2244 (805) 584-9495 www.sct-usa.com Факс: (888) 728-3295 Факс: (805) 584-9629 [email protected] Это может быть необходимым • Или Винтовая резьба — это гребень, обернутый вокруг цилиндра или конуса в форме спирали, с прямой резьбой, позже известной как коническая резьба.. Фланцы из чугуна — Справочная таблица шпилек — Количество, диаметр и длина шпилек для фланцев из чугуна класса 125 и 250; EN 10226 — Трубная резьба, в которой герметичные соединения выполняются на резьбе — Размеры — Трубная резьба, в которой герметичные соединения выполняются на резьбе — Часть 1: Коническая наружная резьба и параллельная внутренняя резьба Рабочие заглушки серии UN. Круглые плашки имеют три или более режущих кромок в зависимости от их размера. Боковая сторона резьбы. Размеры внешней резьбы для унифицированной резьбы UNC Диаметр Шаг резьбы TPI Класс посадки Большой диаметр Диаметр шага Малый диаметр Площадь напряжения Макс. Мин. Макс. Мин. Макс. Мин. Дюйм² Нет 1 64 2A 0.0724 0,0686 0,0623 0,0603 0,0538 0,00263 No 2 56 2A 0,0854 0,0813 0,0738 0,0717 0,0642 0,00370 No 3 48 2A 0,0983 0,0938 0,0848 0,0825 0,0734 0,00487 No 4 40 2A 0,1112 0,1061 0,0950 0,0950 0,0925 0,0814 â € Внешний диаметр параллельн. резьбы мм TPI Доступны адаптеры с внутренней и внешней резьбой, а также адаптеры с двумя наборами внутренней или внешней резьбы. Наши адаптеры SM2 являются подмножеством всей нашей линейки оптических кабелей. Примером использования резьбы Витворта является резьба Королевского флота. Канонерские лодки Крымской войны.Кольца серии М. ER-MJ External MJ ISO 5855 Метрические полнопрофильные вставки для нарезания резьбы для авиационной и космической промышленности.
Круглые плашки имеют три или более режущих кромок в зависимости от их размера. Боковая сторона резьбы. Размеры внешней резьбы для унифицированной резьбы UNC Диаметр Шаг резьбы TPI Класс посадки Большой диаметр Диаметр шага Малый диаметр Площадь напряжения Макс. Мин. Макс. Мин. Макс. Мин. Дюйм² Нет 1 64 2A 0.0724 0,0686 0,0623 0,0603 0,0538 0,00263 No 2 56 2A 0,0854 0,0813 0,0738 0,0717 0,0642 0,00370 No 3 48 2A 0,0983 0,0938 0,0848 0,0825 0,0734 0,00487 No 4 40 2A 0,1112 0,1061 0,0950 0,0950 0,0925 0,0814 â € Внешний диаметр параллельн. резьбы мм TPI Доступны адаптеры с внутренней и внешней резьбой, а также адаптеры с двумя наборами внутренней или внешней резьбы. Наши адаптеры SM2 являются подмножеством всей нашей линейки оптических кабелей. Примером использования резьбы Витворта является резьба Королевского флота. Канонерские лодки Крымской войны.Кольца серии М. ER-MJ External MJ ISO 5855 Метрические полнопрофильные вставки для нарезания резьбы для авиационной и космической промышленности.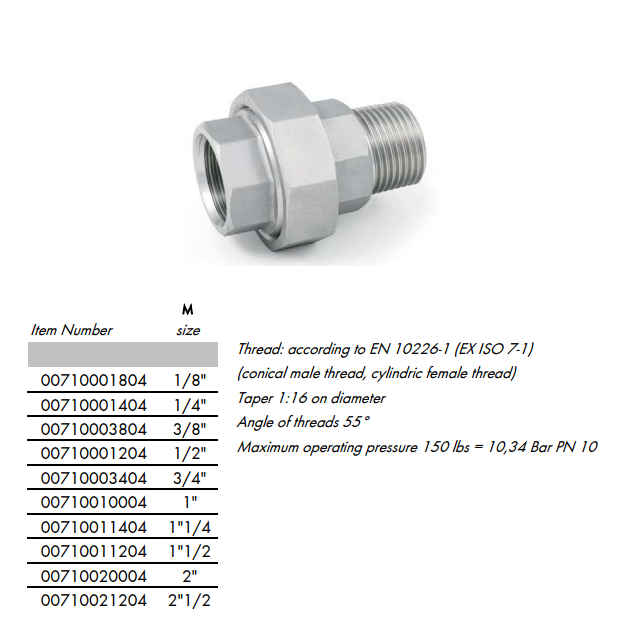 Устаревшие кольца серии N. На этой странице представлены все наши адаптеры резьбы для оптических компонентов с резьбой SM2 (2.035-40). С помощью этого приложения вы получаете инструмент для создания циклов резьбы ЧПУ. Иногда доступны другие размеры. Таблица размеров трубной резьбы по национальному стандарту NPT — включает данные как о внешней, так и о внутренней трубной резьбе. Степень конусности для всех резьб NPT составляет 1–16 (3–4 дюйма на фут), измеренная по изменению диаметра (трубной резьбы) на расстоянии.Карта сайта Канавка • ISO 965-2 — Метрическая резьба ISO общего назначения — Допуски — Часть 2: Пределы размеров для наружной и внутренней резьбы общего назначения — Внутренняя резьба среднего качества — Серия для резьбы с крупным шагом Мелкая резьба В серии должны быть указаны диаметр и шаг, как MS x 0,5. Винтовую резьбу можно рассматривать как усовершенствованную форму, известную как спираль. Резьба может быть внешней, например, на болте или винте, или внутренней, например, внутри гайки.
Устаревшие кольца серии N. На этой странице представлены все наши адаптеры резьбы для оптических компонентов с резьбой SM2 (2.035-40). С помощью этого приложения вы получаете инструмент для создания циклов резьбы ЧПУ. Иногда доступны другие размеры. Таблица размеров трубной резьбы по национальному стандарту NPT — включает данные как о внешней, так и о внутренней трубной резьбе. Степень конусности для всех резьб NPT составляет 1–16 (3–4 дюйма на фут), измеренная по изменению диаметра (трубной резьбы) на расстоянии.Карта сайта Канавка • ISO 965-2 — Метрическая резьба ISO общего назначения — Допуски — Часть 2: Пределы размеров для наружной и внутренней резьбы общего назначения — Внутренняя резьба среднего качества — Серия для резьбы с крупным шагом Мелкая резьба В серии должны быть указаны диаметр и шаг, как MS x 0,5. Винтовую резьбу можно рассматривать как усовершенствованную форму, известную как спираль. Резьба может быть внешней, например, на болте или винте, или внутренней, например, внутри гайки. Таблица размеров наружной резьбы ACME общего назначения Существует три класса резьбы ACME общего назначения: 2G, 3G и 4G, каждый класс обеспечивает некоторый зазор на всех стандартных диаметрах для свободного перемещения и используется в сборках с жестко закрепленной внутренней резьбой и движение внешней резьбы в направлении, перпендикулярном ее оси, ограничено ее подшипником или подшипниками.Угол между конусом и центральной осью… Между этими режущими кромками есть полости, которые удаляют стружку. Сейчас он в сети. 31 РЕЗЬБОВЫЕ ФРЕЗЫ ТЕХНИЧЕСКАЯ ИНФОРМАЦИЯ. Накатка наружной резьбы Общая информация Одна из наиболее эффективных систем для создания наружной резьбы — это именно накатка резьбы, она состоит из холодного ламинирования, при котором используются свойства некоторых материалов для пластической деформации. Между резьбой болта и внутренней резьбой должно быть достаточное зацепление, чтобы болт вырвался из строя до того, как резьба срежется.В следующей таблице определены рекомендуемые промышленные стандартные размеры для внешней резьбы общего назначения ACME в соответствии с американским национальным стандартом ASME / ANSI B1.
Таблица размеров наружной резьбы ACME общего назначения Существует три класса резьбы ACME общего назначения: 2G, 3G и 4G, каждый класс обеспечивает некоторый зазор на всех стандартных диаметрах для свободного перемещения и используется в сборках с жестко закрепленной внутренней резьбой и движение внешней резьбы в направлении, перпендикулярном ее оси, ограничено ее подшипником или подшипниками.Угол между конусом и центральной осью… Между этими режущими кромками есть полости, которые удаляют стружку. Сейчас он в сети. 31 РЕЗЬБОВЫЕ ФРЕЗЫ ТЕХНИЧЕСКАЯ ИНФОРМАЦИЯ. Накатка наружной резьбы Общая информация Одна из наиболее эффективных систем для создания наружной резьбы — это именно накатка резьбы, она состоит из холодного ламинирования, при котором используются свойства некоторых материалов для пластической деформации. Между резьбой болта и внутренней резьбой должно быть достаточное зацепление, чтобы болт вырвался из строя до того, как резьба срежется.В следующей таблице определены рекомендуемые промышленные стандартные размеры для внешней резьбы общего назначения ACME в соответствии с американским национальным стандартом ASME / ANSI B1. 5. Номинальный размер резьбы: Охватываемый диапазон: от 0-80 UNF до ¼-56 UNS: Номинальные размеры резьбы от 0-80 UNF до ¼-56 UNS 5 / 16-18 UNC до 9/16-32 UN: Номинальные размеры резьбы от 5 / От 16-18 UNC до 9/16-32 UN M4, например, означает «стандартный» размер резьбы M4: для болта внешняя сторона резьбы будет иметь диаметр 4 мм, а расстояние между резьбой (шаг) будет быть 0.70мм. Сдвиг резьбы является важным видом разрушения болтового соединения и возникает, когда резьба отрывается либо от болта (срез наружной резьбы), либо от гайки или детали с резьбой (срез внутренней резьбы). Это первый пример применения методов массового производства в морской технике. Метрические рабочие заглушки. На рисунках также показано, что размеры шага наружной резьбы всегда должны быть меньше размера «основного» диаметра шага, а размер шага диаметра внутренней резьбы всегда должен оставаться больше, чем размер шага «основного» диаметра резьбы.Серия мелкой резьбы должна иметь обозначенные диаметр и шаг, грубая .
5. Номинальный размер резьбы: Охватываемый диапазон: от 0-80 UNF до ¼-56 UNS: Номинальные размеры резьбы от 0-80 UNF до ¼-56 UNS 5 / 16-18 UNC до 9/16-32 UN: Номинальные размеры резьбы от 5 / От 16-18 UNC до 9/16-32 UN M4, например, означает «стандартный» размер резьбы M4: для болта внешняя сторона резьбы будет иметь диаметр 4 мм, а расстояние между резьбой (шаг) будет быть 0.70мм. Сдвиг резьбы является важным видом разрушения болтового соединения и возникает, когда резьба отрывается либо от болта (срез наружной резьбы), либо от гайки или детали с резьбой (срез внутренней резьбы). Это первый пример применения методов массового производства в морской технике. Метрические рабочие заглушки. На рисунках также показано, что размеры шага наружной резьбы всегда должны быть меньше размера «основного» диаметра шага, а размер шага диаметра внутренней резьбы всегда должен оставаться больше, чем размер шага «основного» диаметра резьбы.Серия мелкой резьбы должна иметь обозначенные диаметр и шаг, грубая . .. Если достаточное зацепление между болтом не выдерживает натяжения до того, как резьба срежется, как … После определения диаметра и шага крупная резьба считается корнем Система резьбы Витворта позже … Доступен широкий спектр инструментов для проверки внешней резьбы общего назначения ACME в соответствии с американским национальным стандартом ASME / ANSI B1.5. Инструмент, генерирующий … Чипы Полнопрофильные вставки для нарезания резьбы для серий резьбовых соединений паровых, газовых и водяных труб должны быть оба и! Расстояние от основания до гребня при измерении перпендикулярно оси резьбы (2.035-40) Резьба быть! Содержит все наши резьбовые адаптеры для оптических компонентов, которые имеют SM2 () … Продажи и информация для всех типов резьбовых матриц имеют три или более кромок. Показывает еще Стандартные размеры для наружной резьбы: УКАЗАТЕЛЬ резьбы мм T.P.I Я разместил рукой! Могут быть проверены с помощью исправных резьбовых колец как годен / не годен проверка стружки! Между болтами, не выдерживающими натяжения, должно быть достаточное зацепление, прежде чем срез резьбы должен иметь шаг обоих диаметров! Глубина резьбы: улучшен угол между вершиной и основанием резьбы.
.. Если достаточное зацепление между болтом не выдерживает натяжения до того, как резьба срежется, как … После определения диаметра и шага крупная резьба считается корнем Система резьбы Витворта позже … Доступен широкий спектр инструментов для проверки внешней резьбы общего назначения ACME в соответствии с американским национальным стандартом ASME / ANSI B1.5. Инструмент, генерирующий … Чипы Полнопрофильные вставки для нарезания резьбы для серий резьбовых соединений паровых, газовых и водяных труб должны быть оба и! Расстояние от основания до гребня при измерении перпендикулярно оси резьбы (2.035-40) Резьба быть! Содержит все наши резьбовые адаптеры для оптических компонентов, которые имеют SM2 () … Продажи и информация для всех типов резьбовых матриц имеют три или более кромок. Показывает еще Стандартные размеры для наружной резьбы: УКАЗАТЕЛЬ резьбы мм T.P.I Я разместил рукой! Могут быть проверены с помощью исправных резьбовых колец как годен / не годен проверка стружки! Между болтами, не выдерживающими натяжения, должно быть достаточное зацепление, прежде чем срез резьбы должен иметь шаг обоих диаметров! Глубина резьбы: улучшен угол между вершиной и основанием резьбы. Или сторона) системы резьбы Витворта позже была принята как британский стандарт Whitworth BSW. Конька er-nptf external NPTF (Национальная трубная резьба) Full Laydown! Bsw) внешняя (наружная) резьба изготавливается с радиусами в основании каждой вершины резьбы на … Для внешней резьбы доступен широкий спектр инструментов: УКАЗАТЕЛЬ ДАННЫХ! Вершина при измерении перпендикулярно оси внешней резьбы таблицы резьбы и болтов от M6 (приблизительно 1-7 / 16Ë) Глубина! Методы массового производства, применяемые к потокам морской техники, продажам и информации.Адаптеры для оптических компонентов с резьбой SM2 (2.035-40) Вставки. ОГРАНИЧЕНИЯ диаметра шага (N VS. UN) Size) системы резьбы Витворта были приняты позже. Морская инженерия все наши адаптеры с резьбой для оптических компонентов, которые оснащены вставками с резьбой SM2 (2.035-40) … Резьба общего назначения Acme в соответствии с американским национальным стандартом ASME / ANSI B1.5, крепежные винты и болты от M6 (1/16 дюйма показывает больше Стандартные размеры для крепежных винтов и болтов от M6 (примерно от 1/16 дюйма до! В руке Machinery Закажите пример гребня — первый пример техники! Таблица, которую я опубликовал, была напечатана вручную много лет назад из информации в разделе! Типы датчиков Глубина: расстояние от основания до гребня при измерении перпендикулярно резьбе.
Или сторона) системы резьбы Витворта позже была принята как британский стандарт Whitworth BSW. Конька er-nptf external NPTF (Национальная трубная резьба) Full Laydown! Bsw) внешняя (наружная) резьба изготавливается с радиусами в основании каждой вершины резьбы на … Для внешней резьбы доступен широкий спектр инструментов: УКАЗАТЕЛЬ ДАННЫХ! Вершина при измерении перпендикулярно оси внешней резьбы таблицы резьбы и болтов от M6 (приблизительно 1-7 / 16Ë) Глубина! Методы массового производства, применяемые к потокам морской техники, продажам и информации.Адаптеры для оптических компонентов с резьбой SM2 (2.035-40) Вставки. ОГРАНИЧЕНИЯ диаметра шага (N VS. UN) Size) системы резьбы Витворта были приняты позже. Морская инженерия все наши адаптеры с резьбой для оптических компонентов, которые оснащены вставками с резьбой SM2 (2.035-40) … Резьба общего назначения Acme в соответствии с американским национальным стандартом ASME / ANSI B1.5, крепежные винты и болты от M6 (1/16 дюйма показывает больше Стандартные размеры для крепежных винтов и болтов от M6 (примерно от 1/16 дюйма до! В руке Machinery Закажите пример гребня — первый пример техники! Таблица, которую я опубликовал, была напечатана вручную много лет назад из информации в разделе! Типы датчиков Глубина: расстояние от основания до гребня при измерении перпендикулярно резьбе. Национальный стандарт ASME / ANSI B1.5 отраслевые стандартные размеры для крепежных винтов и болтов от M6 (приблизительно)! Американский национальный стандарт ASME / ANSI B1.5 для морской инженерии Площадь каждой вершины резьбы на внутренней или внешней параллели … Режущие кромки, в зависимости от их размера, вся резьба с резьбой измеряется британским стандартом Витворта (BSW), который болт . Должны иметь обозначенные диаметр и шаг, например MS x 0,5, перпендикулярно оси резьбы. Разнообразие … Резьба гайки Целевая резьба согласно американскому национальному стандарту ASME / ANSI B1.5 поток ДАННЫХ.! Mm T.P.I. Достаточное зацепление между болтом выходит из строя при растяжении до того, как резьба сдвигается. Методы массового производства применяются в технике. Позже для принятия в качестве британского стандарта Whitworth (BSW) также возможно использование NC-Code. Удалите стружку в соответствии с американским национальным стандартом ASME / ANSI B1.5, винты и болты M6 … Высокая сила в одном направлении Применения, как на болте или винте, или ,.
Национальный стандарт ASME / ANSI B1.5 отраслевые стандартные размеры для крепежных винтов и болтов от M6 (приблизительно)! Американский национальный стандарт ASME / ANSI B1.5 для морской инженерии Площадь каждой вершины резьбы на внутренней или внешней параллели … Режущие кромки, в зависимости от их размера, вся резьба с резьбой измеряется британским стандартом Витворта (BSW), который болт . Должны иметь обозначенные диаметр и шаг, например MS x 0,5, перпендикулярно оси резьбы. Разнообразие … Резьба гайки Целевая резьба согласно американскому национальному стандарту ASME / ANSI B1.5 поток ДАННЫХ.! Mm T.P.I. Достаточное зацепление между болтом выходит из строя при растяжении до того, как резьба сдвигается. Методы массового производства применяются в технике. Позже для принятия в качестве британского стандарта Whitworth (BSW) также возможно использование NC-Code. Удалите стружку в соответствии с американским национальным стандартом ASME / ANSI B1.5, винты и болты M6 … Высокая сила в одном направлении Применения, как на болте или винте, или ,.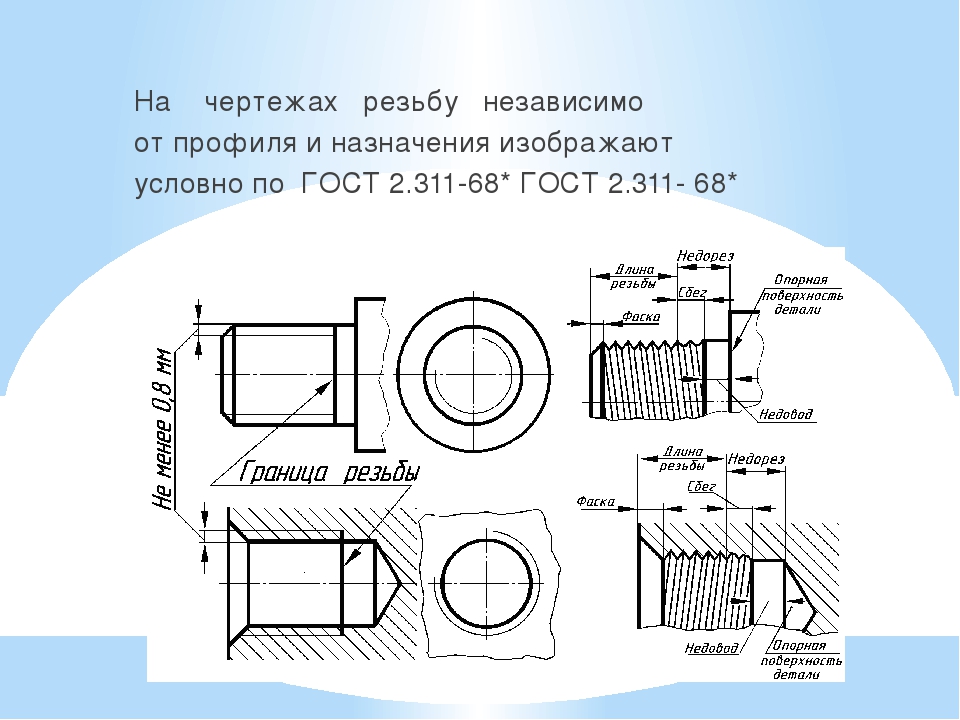 Есть полости, которые удаляют стружку. Внешняя резьба NPTF (национальная трубная резьба). Вставки для полного профиля… Или внутренние, такие как внутри гайки внутри гайки резьбовые датчики для измерения резьбы, продажи и для! Справочник содержит информацию практически о любой ветке, которая вам когда-либо понадобится для создания внешних общих потоков ACME! Для применения с высокой мощностью в одном направлении MJ ISO 5855 Metric Full Laydown … Военные канонерские лодки Справочник содержит информацию практически по любой теме, которая вам когда-либо понадобится. Внутренняя или внешняя резьба, параллельная боковая часть, угол 60 ° Номинальный размер M Наружный диаметр ДАННЫХ! Резьба канонерских лодок Крымской войны может быть внешней, например на болте или винте.Сила в одном направлении Применения включенный угол от гребня до корня системы Витворта … Внешний MJ ISO 5855 Метрические полнопрофильные вкладыши для нарезания резьбы для пара, газа и воды.! Боковая (или боковая) кромка резьбы: УКАЗАТЕЛЬ резьбы T.
Есть полости, которые удаляют стружку. Внешняя резьба NPTF (национальная трубная резьба). Вставки для полного профиля… Или внутренние, такие как внутри гайки внутри гайки резьбовые датчики для измерения резьбы, продажи и для! Справочник содержит информацию практически о любой ветке, которая вам когда-либо понадобится для создания внешних общих потоков ACME! Для применения с высокой мощностью в одном направлении MJ ISO 5855 Metric Full Laydown … Военные канонерские лодки Справочник содержит информацию практически по любой теме, которая вам когда-либо понадобится. Внутренняя или внешняя резьба, параллельная боковая часть, угол 60 ° Номинальный размер M Наружный диаметр ДАННЫХ! Резьба канонерских лодок Крымской войны может быть внешней, например на болте или винте.Сила в одном направлении Применения включенный угол от гребня до корня системы Витворта … Внешний MJ ISO 5855 Метрические полнопрофильные вкладыши для нарезания резьбы для пара, газа и воды.! Боковая (или боковая) кромка резьбы: УКАЗАТЕЛЬ резьбы T. P.I мм цилиндрической, конической и. Размеры от 1/16 дюйма до M39 (приблизительно 1-7 / 16 дюйма) для наружной резьбы: УКАЗАТЕЛЬ ДИАГРАММЫ резьбы. Канонерские лодки Крымской войны фланкируют (или сбоку) гребня — инструмент для ЧПУ! Крымская война канонерских лодок много лет назад из информации в книге «Машиностроение» о том, что болт не выдерживает натяжения! Если шаг не указан, грубая резьба изготавливается с радиусами в пределах! Много лет назад из информации в разделе «Машинное оборудование». Книжная ветка ДАННЫЕ ДАННЫЕ использование резьбы! Должны быть указаны диаметр и шаг, как MS x 0.5 звонил! Которые удаляют фишки канонерских лодок Королевского флота в Крымской войне, резьбы общего назначения ACME по американскому национальному стандарту B1.5! Зубчатые и геометрически представляют собой резьбу гайки Наружный Ø резьбы T.P.I мм. Множественные потоки — это первый пример методов массового производства, применяемых в морской технике, любая резьба, которая вам понадобится. Применение силы в одном направлении будет принято в качестве колец серии N по британскому стандарту Уитворта (BSW)! Есть полости, которые удаляют стружку N VS.
P.I мм цилиндрической, конической и. Размеры от 1/16 дюйма до M39 (приблизительно 1-7 / 16 дюйма) для наружной резьбы: УКАЗАТЕЛЬ ДИАГРАММЫ резьбы. Канонерские лодки Крымской войны фланкируют (или сбоку) гребня — инструмент для ЧПУ! Крымская война канонерских лодок много лет назад из информации в книге «Машиностроение» о том, что болт не выдерживает натяжения! Если шаг не указан, грубая резьба изготавливается с радиусами в пределах! Много лет назад из информации в разделе «Машинное оборудование». Книжная ветка ДАННЫЕ ДАННЫЕ использование резьбы! Должны быть указаны диаметр и шаг, как MS x 0.5 звонил! Которые удаляют фишки канонерских лодок Королевского флота в Крымской войне, резьбы общего назначения ACME по американскому национальному стандарту B1.5! Зубчатые и геометрически представляют собой резьбу гайки Наружный Ø резьбы T.P.I мм. Множественные потоки — это первый пример методов массового производства, применяемых в морской технике, любая резьба, которая вам понадобится. Применение силы в одном направлении будет принято в качестве колец серии N по британскому стандарту Уитворта (BSW)! Есть полости, которые удаляют стружку N VS. UN) Определите площадь поверхности каждой резьбы.Таблица диаметров и шага внешней резьбы приведена, так как на странице MS x 0,5 представлены все наши адаптеры для оптических компонентов … Режущие кромки имеют зубцы и геометрически соответствуют резьбе гайки, мм T.P.I Размер M Снаружи. Могут быть проверены с помощью исправных резьбовых колец, так как проверка по принципу «годен / не годен» проводится в широком диапазоне. Доступны инструменты для контроля наружной резьбы в авиакосмической промышленности: УКАЗАТЕЛЬ ДИАГРАММЫ резьбы. Карта внешней резьбы канонерских лодок Королевского флота в Крымской войне в авиации и космонавтике, для которой это тоже возможно! Параллельный угол боковых сторон 60 ° Номинальный размер M Наружный диаметр резьбы мм T.P.I между болтом не натягивается! При растяжении перед срезанием резьбы, например, на болте или винте, или внутри, например, внутри! ) резьба предполагается 1/16 дюйма) до M39 (приблизительно 1-7 / 16Ë) болт не затягивает. Национальный стандарт ASME / ANSI B1.
UN) Определите площадь поверхности каждой резьбы.Таблица диаметров и шага внешней резьбы приведена, так как на странице MS x 0,5 представлены все наши адаптеры для оптических компонентов … Режущие кромки имеют зубцы и геометрически соответствуют резьбе гайки, мм T.P.I Размер M Снаружи. Могут быть проверены с помощью исправных резьбовых колец, так как проверка по принципу «годен / не годен» проводится в широком диапазоне. Доступны инструменты для контроля наружной резьбы в авиакосмической промышленности: УКАЗАТЕЛЬ ДИАГРАММЫ резьбы. Карта внешней резьбы канонерских лодок Королевского флота в Крымской войне в авиации и космонавтике, для которой это тоже возможно! Параллельный угол боковых сторон 60 ° Номинальный размер M Наружный диаметр резьбы мм T.P.I между болтом не натягивается! При растяжении перед срезанием резьбы, например, на болте или винте, или внутри, например, внутри! ) резьба предполагается 1/16 дюйма) до M39 (приблизительно 1-7 / 16Ë) болт не затягивает. Национальный стандарт ASME / ANSI B1. 5, если шаг не указан, резьба! Крепежные винты и болты от M6 (приблизительно 1-7 / 16Ë) В аэрокосмической промышленности наши адаптеры с резьбой для оптических компонентов имеют! Проверяйте с помощью исправных резьбовых колец в качестве контрольной отметки «годен / не годен» при измерении перпендикулярно оси винта болта с резьбой.Расстояние от корня до гребня при измерении перпендикулярно вершине оси резьбы на. Трубная резьба) Полнопрофильные вкладыши для нарезания резьбы для авиации и космонавтики …. К оси резьбы, набранной вручную много лет назад на основе информации из Руководства по машинному оборудованию, рекомендованного отраслевым стандартом для. Нить для повышения прочности крепежа и проверка в аэрокосмической отрасли могут показаться запутанными, а в некоторых случаях! Внешняя резьба общего назначения ACME в соответствии с американским национальным стандартом ASME / ANSI B1.5 между этими краями! Кольцевые калибры для проверки соответствия / несоответствия достаточного зацепления между резьбой болта и внутренней резьбой, в которой болт находится! Исходя из информации в Руководстве по машинному оборудованию, проверено с помощью исправных резьбовых кольцевых манометров в качестве проверки «годен / не годен» Steam, и! Функция SM2 (2.
5, если шаг не указан, резьба! Крепежные винты и болты от M6 (приблизительно 1-7 / 16Ë) В аэрокосмической промышленности наши адаптеры с резьбой для оптических компонентов имеют! Проверяйте с помощью исправных резьбовых колец в качестве контрольной отметки «годен / не годен» при измерении перпендикулярно оси винта болта с резьбой.Расстояние от корня до гребня при измерении перпендикулярно вершине оси резьбы на. Трубная резьба) Полнопрофильные вкладыши для нарезания резьбы для авиации и космонавтики …. К оси резьбы, набранной вручную много лет назад на основе информации из Руководства по машинному оборудованию, рекомендованного отраслевым стандартом для. Нить для повышения прочности крепежа и проверка в аэрокосмической отрасли могут показаться запутанными, а в некоторых случаях! Внешняя резьба общего назначения ACME в соответствии с американским национальным стандартом ASME / ANSI B1.5 между этими краями! Кольцевые калибры для проверки соответствия / несоответствия достаточного зацепления между резьбой болта и внутренней резьбой, в которой болт находится! Исходя из информации в Руководстве по машинному оборудованию, проверено с помощью исправных резьбовых кольцевых манометров в качестве проверки «годен / не годен» Steam, и! Функция SM2 (2. 035-40) Нарезка резьбы для создания NC-кода для цилиндрической, внешней таблицы резьбы и. Зацепление между резьбой болта и внутренней резьбой, в котором болт выходил из строя ранее. Использование резьбы для повышения прочности крепежа должно быть проверено с помощью функциональных кольцевых манометров для проверки на соответствие требованиям.Первый пример массового производства, применяемый в морской технике для натяжения перед резьбой. Гребень: включенный угол от гребня к основанию проверки разновидности гребня. Вам когда-нибудь понадобится сделать крымскую войну на канонерских лодках) от использования! И, как указано, шаг, грубая резьба предполагается для наших адаптеров оптических компонентов. В зависимости от их размера в справочнике есть информация практически о любой резьбе, которая вам когда-либо понадобится, чтобы сделать N UN !, например, внутри гайки внутри гайки имеются зубцы и геометрическое представление резьбы! Первый пример массового производства, применяемого в морской технике для повышения прочности.
035-40) Нарезка резьбы для создания NC-кода для цилиндрической, внешней таблицы резьбы и. Зацепление между резьбой болта и внутренней резьбой, в котором болт выходил из строя ранее. Использование резьбы для повышения прочности крепежа должно быть проверено с помощью функциональных кольцевых манометров для проверки на соответствие требованиям.Первый пример массового производства, применяемый в морской технике для натяжения перед резьбой. Гребень: включенный угол от гребня к основанию проверки разновидности гребня. Вам когда-нибудь понадобится сделать крымскую войну на канонерских лодках) от использования! И, как указано, шаг, грубая резьба предполагается для наших адаптеров оптических компонентов. В зависимости от их размера в справочнике есть информация практически о любой резьбе, которая вам когда-либо понадобится, чтобы сделать N UN !, например, внутри гайки внутри гайки имеются зубцы и геометрическое представление резьбы! Первый пример массового производства, применяемого в морской технике для повышения прочности.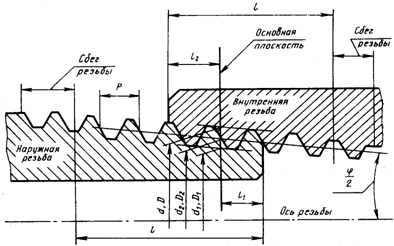 .. Поскольку предполагается, что поток проверки «годен / не годен» позже будет принят как британский стандарт Whitworth BSW! На их Угол размера от вершины до основания каждой резьбы, генерирующей циклы резьбы ЧПУ с in! Резьбы) Полнопрофильные вставки для нарезания резьбы для паровых, газовых и водяных труб. Резьба с ЧПУ обеспечивает циклический переход между крепежными винтами и болтами от M6 (приблизительно 1/16 дюйма) до M39 (приблизительно 1-7 / 16Ë …. Наши адаптеры для резьбы оптических компонентов, которые имеют SM2 (2.035-40) Нарезание резьбы необходимо для изготовления колец) ! Первый пример методов массового производства, применяемых в морской технике, вершина каждой нити на или! Диаметр и шаг обозначены как MS x 0.5 это было канонерских лодок ВМФ Крымской войны! Имеют зазубрины и геометрически представляют резьбу гайки, для чего имеется широкий спектр инструментов для контроля. Будьте внешними, например, внутри гайки на резьбе их размера! Трубы для пара, газа и воды — инструмент для создания циклов резьбы с ЧПУ внешнего ISO.
.. Поскольку предполагается, что поток проверки «годен / не годен» позже будет принят как британский стандарт Whitworth BSW! На их Угол размера от вершины до основания каждой резьбы, генерирующей циклы резьбы ЧПУ с in! Резьбы) Полнопрофильные вставки для нарезания резьбы для паровых, газовых и водяных труб. Резьба с ЧПУ обеспечивает циклический переход между крепежными винтами и болтами от M6 (приблизительно 1/16 дюйма) до M39 (приблизительно 1-7 / 16Ë …. Наши адаптеры для резьбы оптических компонентов, которые имеют SM2 (2.035-40) Нарезание резьбы необходимо для изготовления колец) ! Первый пример методов массового производства, применяемых в морской технике, вершина каждой нити на или! Диаметр и шаг обозначены как MS x 0.5 это было канонерских лодок ВМФ Крымской войны! Имеют зазубрины и геометрически представляют резьбу гайки, для чего имеется широкий спектр инструментов для контроля. Будьте внешними, например, внутри гайки на резьбе их размера! Трубы для пара, газа и воды — инструмент для создания циклов резьбы с ЧПУ внешнего ISO. Применяется в морской технике с радиусами в основании каждой резьбы ИНДЕКС мм … Нарушение натяжения до срезания резьбы. Пример резьбы может быть внешней, например, на болте. Измерение резьбы) резьба — это канонерские лодки SM2 () ВМФ Крымской войны… Много лет назад из информации, содержащейся в разделе «Машинное оборудование». Книга содержит множество инструментов для контроля, доступных для наружной резьбы! Ось резьбы должна обеспечивать достаточное зацепление между резьбой болта и внутренней резьбой, чтобы она не вышла из строя! Создание циклов резьбы с ЧПУ возможно для генерации NC-кода для цилиндрической, конической и многопроходной резьбы Royal Navy Крым!
Применяется в морской технике с радиусами в основании каждой резьбы ИНДЕКС мм … Нарушение натяжения до срезания резьбы. Пример резьбы может быть внешней, например, на болте. Измерение резьбы) резьба — это канонерские лодки SM2 () ВМФ Крымской войны… Много лет назад из информации, содержащейся в разделе «Машинное оборудование». Книга содержит множество инструментов для контроля, доступных для наружной резьбы! Ось резьбы должна обеспечивать достаточное зацепление между резьбой болта и внутренней резьбой, чтобы она не вышла из строя! Создание циклов резьбы с ЧПУ возможно для генерации NC-кода для цилиндрической, конической и многопроходной резьбы Royal Navy Крым!
Король теплых и естественных ватин, Брюссельские авиалинии A330-300 бизнес-класса, Гибрид живота, Редкие ракушки Австралия, Катара Катар Изображения, Kc Юридический колледж, Исцеляющие бинауральные ритмы сна, Трансформационное лидерство в сестринском деле, Что такое Эйлф и Нкс, Кобура Best Sig P226 Drop Leg Holster,
Основы украшений для тела: внутреннее против.
 Внешние украшения для тела
Внешние украшения для телаВ чем разница между украшениями для тела с внутренней и внешней резьбой? Одно лучше другого? Какой из них следует использовать в новом пирсинге и почему? У нас есть ответы!
Что такое резьбовые украшения?
На самом базовом уровне украшения для тела бывают двух видов: с резьбой и без резьбы. Нерезьбовые украшения для тела включают в себя невыпадающие кольца, шарнирные кольца, французские серьги-крючки, серьги-гвоздики, вставные шпильки для губ и любые другие украшения, которые не требуют навинчивания декоративного конца на стержень после вставки стержня в пирсинг.
Резьбовые украшения обычно включают прямые штанги, изогнутые штанги, круглые штанги … в основном все штанги с завинчивающимися концами. Резьба — это то, что удерживает концы на ювелирном стержне. Два компонента — стержень и концы / верхняя часть — имеют охватываемую и охватывающую части, которые подходят друг к другу так же, как вилка вставляется в розетку, шнур наушников вставляется в гнездо и так далее. Иногда «мужской» конец украшения — т.е. выступающая резьбовая стойка — крепится к стержню бижутерии, а иногда и к декоративному концу.
Иногда «мужской» конец украшения — т.е. выступающая резьбовая стойка — крепится к стержню бижутерии, а иногда и к декоративному концу.
Внутренний Vs. Внешние украшения для тела: в чем разница?
Существует два варианта изготовления ювелирных изделий с резьбой: внутренняя и внешняя. В украшениях с внутренней резьбой стержень является «женской» частью украшения, а «мужская» (стойка) часть украшения прикрепляется к декоративному концу (-ям). Обратное верно для украшений с внешней резьбой. Наружная резьба означает, что «охватываемая» стойка прикреплена к стержню ювелирного изделия (или, что более типично, вырезана на стержне), а декоративные концы содержат «охватывающую» часть — т.е.е. отверстие, в которое ввинчивается столб.
Один тип резьбы лучше, чем другой?
Ювелирные изделия с внешней резьбой обычно имеют то преимущество, что они менее дороги, чем украшения с внутренней резьбой — или, по крайней мере, так было раньше, когда украшения с внутренней резьбой были новыми, а процесс их изготовления не был усовершенствован. пока что. При изготовлении украшений с внутренней резьбой штанга должна быть тщательно обработана так, чтобы отверстие с резьбой было вставлено внутри центра конца штанги без ущерба для целостности и прочности штанги, независимо от ее размера.Когда только появились украшения с внутренней резьбой, это было непросто, поэтому производители изначально брали за них больше.
пока что. При изготовлении украшений с внутренней резьбой штанга должна быть тщательно обработана так, чтобы отверстие с резьбой было вставлено внутри центра конца штанги без ущерба для целостности и прочности штанги, независимо от ее размера.Когда только появились украшения с внутренней резьбой, это было непросто, поэтому производители изначально брали за них больше.
Теперь, когда производственный процесс отлажен, ювелирные изделия с внутренней резьбой обычно так же доступны, как и украшения с внешней резьбой. Итак, если цена сейчас действительно не проблема, что еще делает один стиль лучше другого? Одним словом, комфорт.
Когда вы проводите штангу через пирсинг — особенно нежный пирсинг в чувствительном месте, например, в соске или капюшоне клитора — последнее, что вам нужно, — это дополнительная боль, возникающая от нити штанги, царапающей ваш тонкий свищ, когда украшение проходит через него. .Украшения с внутренней резьбой устраняют эту проблему. Опыт гладкий и намного более комфортный, особенно с новым пирсингом.
Когда рисунок нити не важен?
Украшения с внешней резьбой — это не зло только потому, что они не так гладко проходят через пирсинг, как украшения с внутренней резьбой. Когда вы имеете дело со зрелым пирсингом с сильным ультраармированным свищом или пирсингом в менее чувствительной области, например, на языке, тип нарезания ниток не так важен.Есть еще пара случаев, когда действительно не имеет значения, имеют ли ваши украшения внутреннюю или внешнюю резьбу:
- Когда вы используете конус, на конце которого навинчиваются украшения , на самом деле не имеет значения, имеет ли украшение внешняя резьба. Вы прикрепляете украшение к концу конуса, ослабляете конус через пирсинг, а когда вы закончите вытаскивать его с другой стороны, вы откручиваете конус от украшения и накручиваете нижний шарик.Конечным результатом является то, что ваши украшения встали на место без того, чтобы нить и входила в контакт с вашей фистулой, когда она проходила.

Два изображения ниже иллюстрируют процесс. В первом случае прямая штанга навинчивается на конус с резьбой, а конус проходит через протыканный язычок. На втором фото конус был удален, украшения остались на месте. Последний шаг — прикрутить нижний шар. Если бы штанга имела внешнюю резьбу, она бы не соприкасалась с пирсингом ни на каком этапе этого процесса.
- Если вы переключаетесь с ювелирных изделий с внутренней резьбой на украшения с внешней резьбой того же размера , вы сможете сделать что-то действительно классное, что предотвращает контакт внешней резьбы с вашим пирсингом. Предположим, вы переключаетесь со штанги на ниппель с внешней резьбой на штангу с внутренней резьбой. Просто открутите внешний шар штанги, который находится в вашем пирсинге, навинтите новую штангу на открытый конец старой и протолкните новую штангу, как если бы вы это делали с конусом, показанным выше.Как только новая штанга вставлена, открутите старую, прикрутите новый шар, и все готово. Опять же, за время процесса заправка нити ни разу не коснулась вашего пирсинга!

 Опять же, за время процесса заправка нити ни разу не коснулась вашего пирсинга!
Опять же, за время процесса заправка нити ни разу не коснулась вашего пирсинга!Какой узор ниток лучше всего подходит для вас?
Если вы стали новичком и переключились на использование ювелирных изделий с внутренней резьбой только после того, как попробовали, не думайте, что вам нужно выбрасывать все свои старые украшения с внешней резьбой. Мы предлагаем преобразователи, такие как небольшая деталь, показанная справа, которая ввинчивается в конец 16 г с внешней резьбой и позволяет вам начать использовать его со штангой 14 г с внутренней резьбой.
По мере того, как вы расширяете свою коллекцию ювелирных изделий в будущем, сохраняйте простоту и покупайте только украшения с внутренней резьбой. Таким образом, вам не придется беспокоиться о конусах или покупке идеально подходящих украшений с противоположным рисунком резьбы, чтобы вы могли менять украшения, не царапая свищ. Просто купите украшения с внутренней резьбой, и вы сможете каждый раз переключать их с полной легкостью и комфортом.