Диаметры отверстий под трубную резьбу
Цена:
от: до:
Название:
Артикул:
Текст:
Выберите категорию:
Все Абразивный инструмент ANDRE Абразивный инструмент» Абразивный инструмент на керамической связке»» Шлифовальные круги тип 1( прямой профиль) 25А (белые)»» Шлифовальные круги тип 1( прямой профиль) 63С (зеленые)»» Шлифовальные круги тип 11( чашечные конические) 25А (белые)»» Шлифовальные круги тип 11( чашечные конические) 63С (зеленые)»» Шлифовальные круги тип 12( тарельчатые плоские) 25А (белые)»» Шлифовальные круги тип 12( тарельчатые плоские) 63С (зеленые)»» Шлифовальные круги тип 14( тарельчатые) 25А (белые)»» Шлифовальные круги тип 14( тарельчатые) 63С (зеленые)»» Шлифовальные круги тип 6»» Бруски» Инструмент на бакеллитовой связке»» Круги отрезные армированные по черным, цветным металлам и нержавеющим сталям тип 41»» Круги отрезные армированныепо бетону (камню, кирпичу) тип 41»» Круги зачистные армированные тип 1 (прямой профиль)»» Сегменты шлифовальные»» Круги отрезные не армированные»» Круги для заточки пил тип 3 (конический профиль) »» Круги зачистные не армированные тип 1 (прямой профиль)» Инструмент на гибкой основе»» Наждачная бумага»»» Наждачная бумага в рулонах»»» Наждачная бумага в листах»» Лепестковые круги КЛТ»» Лепестковые круги КЛ»» Лепестковые круги КЛО»» Фибровые диски»» Клетированные диски»» Ленты бесконечные»» Шлифблоки» Паста ГОИ» Вулканитовые круги» Тигли Алмазный инструмент и инструмент из СТМ» Карандаши алмазные правящие» Круги алмазные» Бруски алмазные правящие» Круги эльборовые» Надфили алмазные» Паста алмазная» Сверла алмазные» Сверла алмазные трубчатые» Стеклорезы алмазные Измерительный инструмент» Штангенциркули» Измерительные приборы» Калибры»» Гладкие калибры-пробки»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr» Концевые меры длины» Линейки металлические» Рулетки» Угольники слесарные КЛЕЙМА» КЛЕЙМА БУКВЕННЫЕ» КЛЕЙМА ЦИФРОВЫЕ» ДЕРЖАТЕЛИ ДЛЯ КЛЕЙМ Металлорежущий инструмент» Сверла»» Сверла с коническим хвостовиком ГОСТ 10903-77»» Сверла с коническим хвостовиком длинные, ГОСТ 12121-77»» Сверла с цилиндрическим хвостовиком средней серии, ГОСТ 10902-77»» Сверла с цилиндрическим хвостовиком длинной и удлиненной серий, ГОСТ 886-77 »» Центровочные сверла ГОСТ 14952-75, ТУ 2-3912-001, DIN 333»» Сверла монолитные твердосплавные с цилиндрическим хвостовиком ГОСТ 17274-71»» Наборы сверл»» Сверла для печатных плат»» Ступенчатые сверла для листовых материалов»» Сверла с центральной вставкой по DIN-1897 »» Сверла двухсторонние» Метчики»» Метчики с метрической (М) резьбой»»» Метчики гаечные прямые и изогнутые»»» Метчики машинно-ручные ГОСТ 3266-81»»» Метчики ручные»» Метчики с трубной цилиндрической (G) резьбой»» Метчики с трубной конической (Rc) резьбой ГОСТ 6227-80»» Метчики с дюймовой резьбой»» Метчики с дюймовой конической (К) резьбой ГОСТ 6227-80» Развертки»» Развертки ручные»» Развертки машинные» Фрезы»» Борфрезы»» Фрезы дисковые отрезные ГОСТ 2679-93»» Фрезы для пазов шпонок сегментных ГОСТ 6648-79»» Фрезы концевые с коническим хвостовиком ГОСТ 170»» Фрезы концевые с цилиндрическим хвостовиком ГОСТ 1702»» Фрезы модульные»» Фрезы монолитные (концевые и шпоночные)»» Фрезы торцевые»» Фрезы трехсторонние»» Фрезы цилиндрические»» Фрезы шпоночные»» Фрезы червячные»» Фрезы радиусные выпуклые и вогнутые» Круглые плашки»» Плашки круглые коническая трубная (Rc) резьба ГОСТ 6228-80»» Плашки круглые коническая дюймовая (К) резьба ГОСТ 6228-80»» Плашки круглые трубная цилиндрическая (G) резьба ГОСТ 6357-81»» Плашки круглые метрическая (М) резьба ГОСТ 9740-73» Пилы ленточные» Пластины твердосплавные»» Напайные пластины»» Сменные пластины» Ножевочные полотна» Токарные резцы»» Резцы отрезные ГОСТ 18884-73»» Резцы подрезные отогнутые ГОСТ 18880-82»» Резцы проходные отогнутые ГОСТ 18877-82»» Резцы проходные прямые ГОСТ 18878-73»» Резцы проходные упорные отогнутые ГОСТ 18879-73»» Резцы проходные упорные прямые ГОСТ 18879-73»» Резцы расточные ГОСТ 18882-73, ГОСТ 18883-73»» Резцы резьбовые ГОСТ 18876-73»» Канавочные резцы»» Резцы левые» Сегментные пилы и сегменты к ним» Гребенки плоские к резьбонарезным головкам Металлорежущий инструмент FANAR» Метчики»» М, Mf- метрическая основная и метрическая мелкая резьба»»» Машинные метчики»»»» Серия MasterTAP»»»» Серия 800»»»» Серия 800X»»»» Серия INOX (для обработки нержавеющих сталей)»»»» Метчики для левой резьбы LH»»»» Серия 1400»»»» S-NC серия (для использования в станках с ЧПУ и ОЦ)»»»» Серия FAN (для обработки сталей, нержавейки, чугуна)»»»» Серия WGN ( метчики-раскатники)»»»» Серия AL (для обработки алюминия)»»»» Серия GAL (для обработки алюминиевых сплавов)»»»» Серия Az (с шахматным расположением зубов)»»»» Серия EL (сверхдлинные метчики для глубоких отверстий)»»»» Серия FAN-Ni (для обработки никеля и жаропрочных сплавов на его основе)»»»» Серия GG (для обработки чугуна)»»»» Серия Ti (для обработки титана, никеля, бронзы, легированных и нержавеющих сталей)»»»» Серия Ms (для обработки меди, бронзы, латуни)»»»» Серия HRC 50 (для обработки материалов с твердостью до 50HRC)»»» Машинно-ручные (машинные) однопроходные метчики»»» Машинно-ручные ( ручные) комплектные метчики»»»» HSS машинно-ручные ( ручные) комплектные метчики »»»» INOX машинно-ручные ( ручные) комплектные метчики»»»» HSS левые машинно-ручные ( ручные) комплектные метчики»»» Гаечные метчики»»» Комбинированные метчики-сверла»»» Метчики-биты»» G- трубная цилиндрическая резьба»» UNC- унифицированная американская дюймовая резьба с крупным шагом»» UNF- унифицированная американская дюймовая резьба с мелким шагом»» BSW- дюймовая резьба Витуорта с крупным шагом»» BSF- дюймовая резьба Уитворта с мелким шагом»» NPT- дюймовая коническая резьба»» Pg — трубопроводная резьба»» Rc — трубная коническая резьба»» Vg- вентильная резьба» Плашки круглые»» М- метрическая основная и Mf- метрическая мелкая резьба»»» Плашки круглые серия 800 правая метрическая резьба»»» Плашки круглые серия 800 левая метрическая резьба»»» Плашки круглые серии INOX и INOX+ (для обработки нержавеющих сталей) метрическая резьба»» G- трубная цилиндрическая резьба »»» Плашки круглые для трубной цилиндрической резьбы G cерия 800»»» Плашки круглые для трубной цилиндрической резьбы G серия INOX (для обработки нержавеющих сталей)»» Плашки круглые для американской унифицированной дюймовой резьбы UNC с крупным шагом»» Плашки круглые для американской унифицированной дюймовой резьбы UNF с мелким шагом»» Плашки круглые для дюймовой резьбы BSW ( дюймовая резьба Уитворта с крупным шагом)»» Плашки круглые для дюймовой резьбы BSF ( дюймовая резьба Уитворта с мелким шагом)»» NPT- американская коническая трубная резьба»» Pg — трубопроводная резьба»» R — трубная коническая резьба»» Vg — вентильная резьба» Сверла»» Сверла спиральные с цилиндрическим хвостовиком по нержавеющим сталям DIN 338 INOX » Воротки для метчиков и плашек» Калибры»» Гладкие калибры-пробки»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr» Наборы резьбонарезного инструмента» Станочная оснастка» Твердосплавные фрезы» Фрезы из быстрорежущей стали» Зенковки с направляющей» Зенковки» Конические развертки 1:16 Сверхдлинные сверла для металла и нержавеющей стали Сверла производства WIERTLA BAILDON» Сверла с к/х шлифованные HSS, NWKc, DIN 345» Сверла с к/х по нержавеющей стали серии INOX » Сверла с ц/х вальцованные HSS, светлые NWKa, DIN 338» Сверла с ц/х шлифованные HSS, длинные , DIN 340» Сверла с к/х шлифованные HSS, NWKу, сверхдлинной серии» Сверла с проточенным хвостовиком» Сверла для высверливания точечной сварки Оснастка для электро-бензо-пневмоинструмента» Оснастка для перфораторов»» Буры для перфораторов SDS+»» Буры для перфораторов SDSmax»» Пики, долота, зубила, переходники для перфораторов » Биты для шуруповертов»» Биты, насадки, головки, держатели USH»» Биты, насадки, головки, держатели ПРАКТИКА» Коронки биметаллические» Коронки твердосплавные» Сверла по кирпичу и бетону твердосплавные» Сверла по стеклу и кафелю» Сверла по дереву»» Перовые сверла по дереву»» Сверла для мебельных стяжек»» Сверло по дереву 3-х заходное»» Сверло по дереву спиральное»» Винтовое сверло по дереву»» Сверла ФОРСТНЕРА»» Сверла фрезерные» Диски пильные с твердосплавными пластинками» Диски алмазные» Коронки алмазные» Корщетки для дрелей и шлифмашинок» Патроны и переходники для дрелей» Пилки для электролобзиков»» Пилки REBIR для электролобзиков »» Пилки BOSCH для электролобзиков»» Пилки ПРАКТИКА для электролобзиков» Полировальные приспособления» Аккумуляторы для электроинструмента» Ножи для электрорубанков» Наборы инструментов и приспособлений GRATTEC — инструменты для снятия заусенцев, фасок и шабрения поверхностей.
 д.» Струбцины» Степлеры ручные и скобы к ним» Пинцеты Средства индивидуальной защиты Электро- и бензоинструмент Ручной инструмент» Степлеры ручные механические и скобы» Различный ручной инструмент Смазочные материалы Металлорежущий инструмент TIVOLY» Сверла по металлу средней серии» Метчики сверхдлинной серии» Сверла по металлу экстрадлинной серии» Зенковки с цилиндрическим хвостовиком» Воротки для плашек
д.» Струбцины» Степлеры ручные и скобы к ним» Пинцеты Средства индивидуальной защиты Электро- и бензоинструмент Ручной инструмент» Степлеры ручные механические и скобы» Различный ручной инструмент Смазочные материалы Металлорежущий инструмент TIVOLY» Сверла по металлу средней серии» Метчики сверхдлинной серии» Сверла по металлу экстрадлинной серии» Зенковки с цилиндрическим хвостовиком» Воротки для плашек
Производитель:
ВсеABRABOROANDRE abrasive articlesAPX TechnologieASKAYNAK, ТурцияBISON-BIALBOSCHESABFANARFELO, ГерманияGLOBUS, ПольшаGRATTECHavera, ГерманияHeidenpeterHeller, ГерманияIZAR, ИспанияKARNASCHKEMMLERKULLENMP-SNOOK, ЛатвияOregonParitet, ЛатвияPFERDREBIR, ЛатвияSAIT, ИталияTaerosol OYTITEX+, ГерманияTIVOLYUSHWiertla BaildonWILPU, ГерманияYG-1ZM-KOLNOZPSБАЗ (Белгород)БелоруссияБуревестник (Гатчина)ВМПАВТОГерманияЕСАБ-СВЭЛ (СПб)Каменец-ПодольскийКитайКМЗ (Копейск)КОМЗ (Каменск)КРИН (Киров)ЛАЗ (Луга)Межгосметиз (Мценск)МЕТАЛЛИСТ (Глазов)НИЗ (Новосибирск)ПМ (Рязань)ПРАКТИКАРоссияСеверсталь(Череповец)Северсталь-метиз(Орел)СМИ (Арефино)СПРИНТ (Москва)СтИЗСЭЗ (Сычевка)тестТруд (Вача)ЧИЗ (Челябинск)
Новинка:
Всенетда
Спецпредложение:
Всенетда
Результатов на странице:
5203550658095
| |||||||
ГОСТ 21350-75 Отверстия под нарезание трубной конической резьбы.
 Диаметры, ГОСТ от 12 декабря 1975 года №21350-75
Диаметры, ГОСТ от 12 декабря 1975 года №21350-75
ГОСТ 21350-75
Группа Г13
Дата введнения 1977-01-01
1. РАЗРАБОТАН И ВНЕСЕН Всесоюзным научно-исследовательским институтом по нормализации в машиностроении (ВНИИНМАШ)
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 12.12.75 N 3877
3. ВЗАМЕН ГОСТ 5389-64
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
5. Ограничение срока действия снято по Постановлению Госстандарта от 29.06.84 N 2403
6. ПЕРЕИЗДАНИЕ
1. Настоящий стандарт устанавливает диаметры отверстий под нарезание трубной конической резьбы по ГОСТ 6211 в изделиях из сталей по ГОСТ 380, ГОСТ 4543, ГОСТ 1050, ГОСТ 19281 и ГОСТ 5632 (кроме сплавов на никелевой основе), ГОСТ 20072 и меди по ГОСТ 859.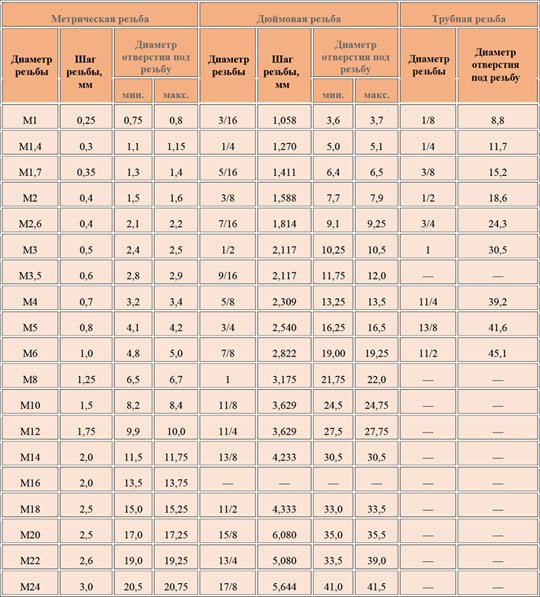
2. Диаметры отверстий с развертыванием на конус и их предельные отклонения должны соответствовать указанным на черт.1 и в табл.1.
Черт.1
Таблица 1
Номинальный размер резьбы, дюймы | Число ниток на 1″ | Шаг , мм | Диаметр отверстия | Глубина сверления , мм | |||
Номин. | Пред. | Номин. | Пред. откл. | ||||
28 | 0,907 | 8,10 | +0,20 | 8,57 | +0,10 | 15 | |
19 | 1,337 | 10,80 | +0,24 | 11,45 | 20 | ||
14,30 | 14,95 | 24 | |||||
14 | 1,814 | 17,90 | 18,63 | 29 | |||
23,25 | +0,28 | 24,12 | 31 | ||||
1 | 11 | 2,309 | 29,35 | 30,29 | 37 | ||
1 | 37,80 | +0,34 | 38,95 | 40 | |||
1 | 43,70 | 44,85 | 42 | ||||
2 | 55,25 | +0,40 | 56,66 | 44 | |||
 откл.
откл.
Примечание.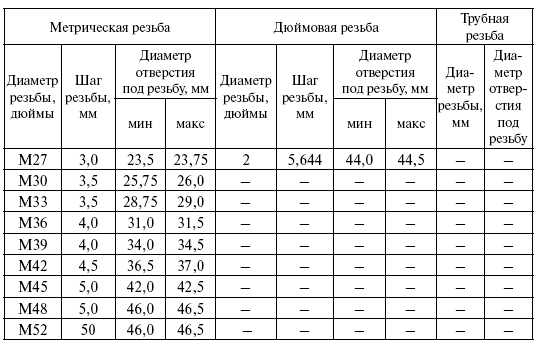 Для резьб с номинальным размером свыше 2″ номинальные диаметры отверстий и их предельные отклонения должны быть равны установленным ГОСТ 6211 для внутреннего диаметра резьбы.
Для резьб с номинальным размером свыше 2″ номинальные диаметры отверстий и их предельные отклонения должны быть равны установленным ГОСТ 6211 для внутреннего диаметра резьбы.
3. Диаметры отверстий без развертывания на конус и их предельные отклонения должны соответствовать указанным на черт.2 и в табл.2.
Черт.2
Таблица 2
Номинальный размер резьбы, дюймы | Число ниток на 1″ | Шаг , мм | Диаметр отверстия | Глубина сверления , мм | |
Номин. | Пред. откл. | ||||
28 | 0,907 | 8,25 | +0,20 | 15 | |
19 | 1,337 | 11,05 | +0,24 | 20 | |
14,50 | 24 | ||||
14 | 1,814 | 18,10 | +0,28 | 29 | |
23,60 | 31 | ||||
1 | 11 | 2,309 | 29,65 | 37 | |
1 | 38,30 | +0,34 | 40 | ||
1 | 44,20 | 42 | |||
2 | 56,00 | +0,40 | 44 | ||
4. Допускается под нарезание трубной конической резьбы применять отверстия других диаметров, полученных на основании экспериментальных данных.
Допускается под нарезание трубной конической резьбы применять отверстия других диаметров, полученных на основании экспериментальных данных.
5. Диаметры сверл для отверстий под нарезание резьбы указаны в приложении.
ПРИЛОЖЕНИЕ
Рекомендуемое
Номинальный размер резьбы, дюймы | Число ниток на 1″ | Шаг , мм | Диаметр сверла для отверстия, мм | |
с развертыванием на конус | без развертывания на конус | |||
28 | 0,907 | 8,1 | 8,3 | |
19 | 1,337 | 10,8 | 11,1 | |
14,25 | 14,5 | |||
14 | 1,814 | — | — | |
23,25 | ||||
1 | 11 | 2,309 | — | |
1 | 38,25 | |||
1 | — | |||
2 | 56,00 | |||
Электронный текст документа
подготовлен АО «Кодекс» и сверен по:
официальное издание
Дюймовые и специальные резьбы: Сб.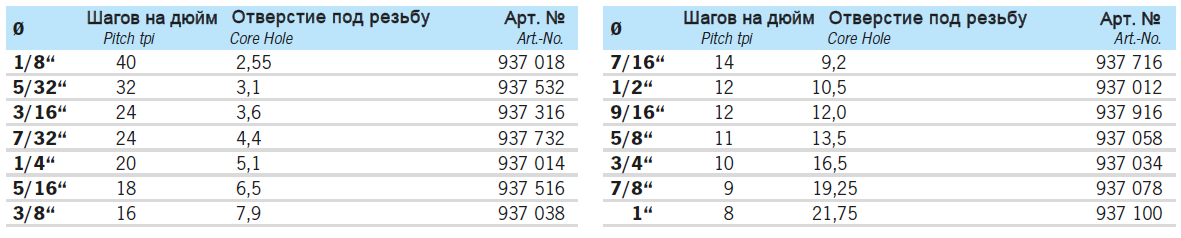 ГОСТов. —
ГОСТов. —
М.: ИПК Издательство стандартов, 2003
|
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ОТВЕРСТИЯ ПОД НАРЕЗАНИЕ
ДИАМЕТРЫ
ГОСТ 21348-75
ГОСУДАРСТВЕННЫЙ
КОМИТЕТ СТАНДАРТОВ Москва
РАЗРАБОТАН, ВНЕСЕН И ПОДГОТОВЛЕН К УТВЕРЖДЕНИЮ Всесоюзным научно-исследовательским институтом по нормализации в машиностроении (ВНИИНМАШ) И. Руководитель темы и исполнитель Зарослова М.П. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 12 декабря 1975 г. № 3875
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Постановлением Государственного комитета стандартов Совета Министров СССР от 12 декабря 1975 г. № 3875 срок действия установлен с 01.
1. Настоящий стандарт устанавливает диаметры отверстий под нарезание трубной цилиндрической резьбы по ГОСТ 6357-73 в изделиях из сталей по ГОСТ 380-71, ГОСТ 4543-71, ГОСТ 1050-74, ГОСТ 5058-65 и ГОСТ 5632-72 (кроме сплавов на никелевой основе) и меди по ГОСТ 859-66. 2. Диаметры отверстий и предельные отклонения должны соответствовать указанным в таблице. Размеры в мм
3. 4. Диаметры сверл для отверстий под нарезание резьбы указаны в рекомендуемом приложении.
ПРИЛОЖЕНИЕ Рекомендуемое Диаметры сверл для отверстий под нарезание трубной цилиндрической резьбы Размеры в мм
|
|||||
 о. директора Герасимов Н.Н.
о. директора Герасимов Н.Н.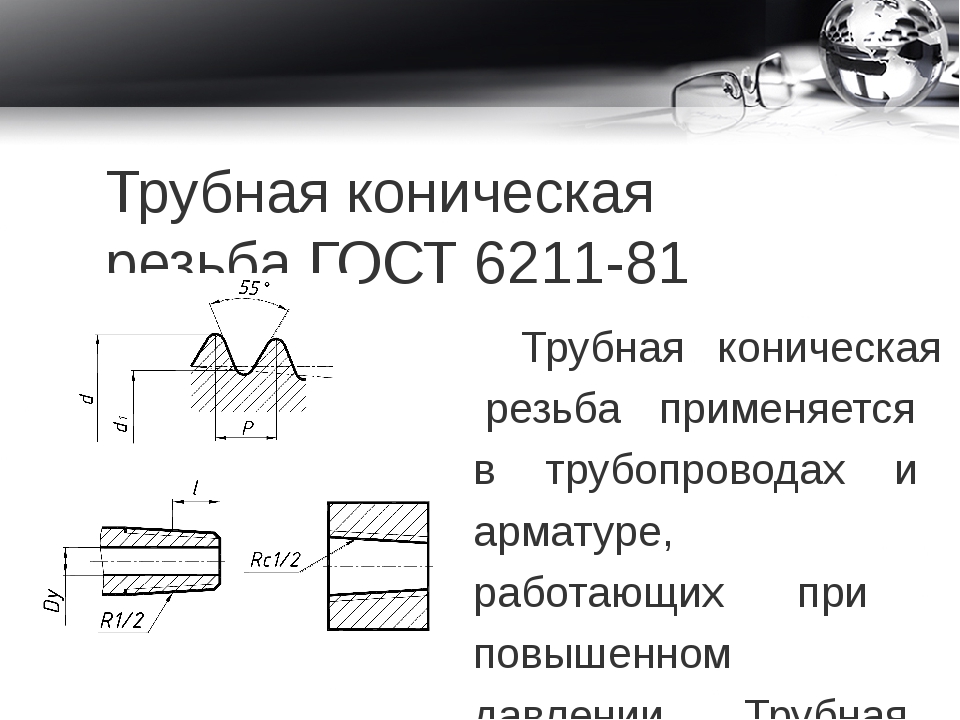 01.77
01.77 откл. для классов точности
откл. для классов точности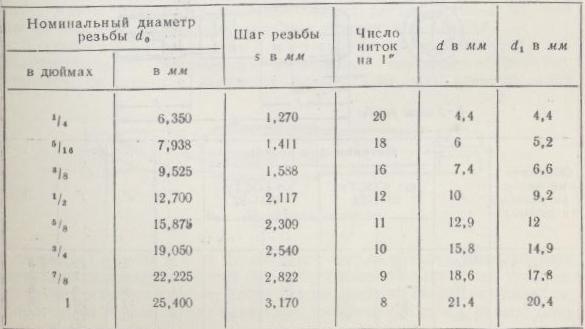 Допускается
под нарезание трубной цилиндрической резьбы применять отверстия других диаметров,
полученных на основании экспериментальных данных.
Допускается
под нарезание трубной цилиндрической резьбы применять отверстия других диаметров,
полученных на основании экспериментальных данных.ГОСТ 21348-75 Отверстия под нарезание трубной цилиндрической резьбы.
 Диаметры
ДиаметрыГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ОТВЕРСТИЯ ПОД НАРЕЗАНИЕ
ТРУБНОЙ ЦИЛИНДРИЧЕСКОЙ РЕЗЬБЫ
ДИАМЕТРЫ
ГОСТ 21348-75
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СТАНДАРТОВ
СОВЕТА МИНИСТРОВ СССР
Москва
РАЗРАБОТАН, ВНЕСЕН И ПОДГОТОВЛЕН К УТВЕРЖДЕНИЮ Всесоюзным научно-исследовательским институтом по нормализации в машиностроении (ВНИИНМАШ)
И.о. директора Герасимов Н.Н.
Руководитель темы и исполнитель Зарослова М.П.
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 12 декабря 1975 г. № 3875
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ОТВЕРСТИЯ ПОД НАРЕЗАНИЕ ТРУБНОЙ ЦИЛИНДРИЧЕСКОЙ РЕЗЬБЫ Диаметры Holes for threading pipe cylindrical thread. | ГОСТ Взамен |

Постановлением Государственного комитета стандартов Совета Министров СССР от 12 декабря 1975 г. № 3875 срок действия установлен
с 01.01.77
1. Настоящий стандарт устанавливает диаметры отверстий под нарезание трубной цилиндрической резьбы по ГОСТ 6357-73 в изделиях из сталей по ГОСТ 380-71, ГОСТ 4543-71, ГОСТ 1050-74, ГОСТ 5058-65 и ГОСТ 5632-72 (кроме сплавов на никелевой основе) и меди по ГОСТ 859-66.
2. Диаметры отверстий и предельные отклонения должны соответствовать указанным в таблице.
Размеры в мм
Номинальный размер резьбы в дюймах | Число | Шаг Р | Диаметр отверстия под резьбу | ||
Номин. | Пред. откл. для классов точности | ||||
А | В | ||||
1/8 | 28 | 0,907 | 8,62 | + 0,10 | + 0,20 |
1/4 | 19 | 1,337 | 11,50 | + 0,12 | + 0,25 |
3/8 | 15,00 | ||||
1/2 | 14 | 1,814 | 18,68 | + 0,14 | + 0,28 |
5/8 | 20,64 | ||||
3/4 | 24,17 | ||||
7/8 | 27,93 | ||||
1 | 11 | 2,309 | 30,34 | + 0,18 | + 0,36 |
1 1/8 | 35,00 | ||||
1 1/4 | 39,00 | ||||
1 3/8 | 41,41 | ||||
1 1/2 | 44,90 | ||||
1 3/4 | 50,84 | ||||
2 | 56,70 | ||||
2 1/4 | 62,80 | +0, 22 | + 0,43 | ||
2 1/2 | 72,27 | ||||
2 3/4 | 78,62 | ||||
3 | 84,97 | ||||
3 1/4 | 91,07 | ||||
3 1/2 | 97,42 | ||||
3 3/4 | 103,77 | ||||
4 | 110,12 | ||||
4 1/2 | 122,82 | ||||
5 | 135,52 | ||||
5 1/2 | 148,22 | ||||
6 | 160,92 | ||||
3. Допускается под нарезание трубной цилиндрической резьбы
применять отверстия других диаметров, полученных на основании
экспериментальных данных.
Допускается под нарезание трубной цилиндрической резьбы
применять отверстия других диаметров, полученных на основании
экспериментальных данных.
4. Диаметры сверл для отверстий под нарезание резьбы указаны в рекомендуемом приложении.
ПРИЛОЖЕНИЕ
Рекомендуемое
Диаметры сверл для отверстий под нарезание трубной цилиндрической резьбы
Размеры в мм
Номинальный размер резьбы в дюймах | Шаг Р | Диаметр сверла для классов точности резьбы | |
А | В | ||
1/8 | 0,907 | — | 8,7 |
1/4 | 1,337 | 11,5 | 11,5 |
3/8 | 15,0 | 15 | |
1/2 | 1,814 | — | 18,75 |
5/8 | — | 20,75 | |
3/4 | — | 24,25 | |
7/8 | — | 28 | |
1 | 2,309 | — | 30,5 |
1 1/8 | 35,0 | 35 | |
1 1/4 | 39,0 | 39 | |
1 3/8 | — | 41,5 | |
1 1/2 | — | 45 | |
1 3/4 | — | 51 | |
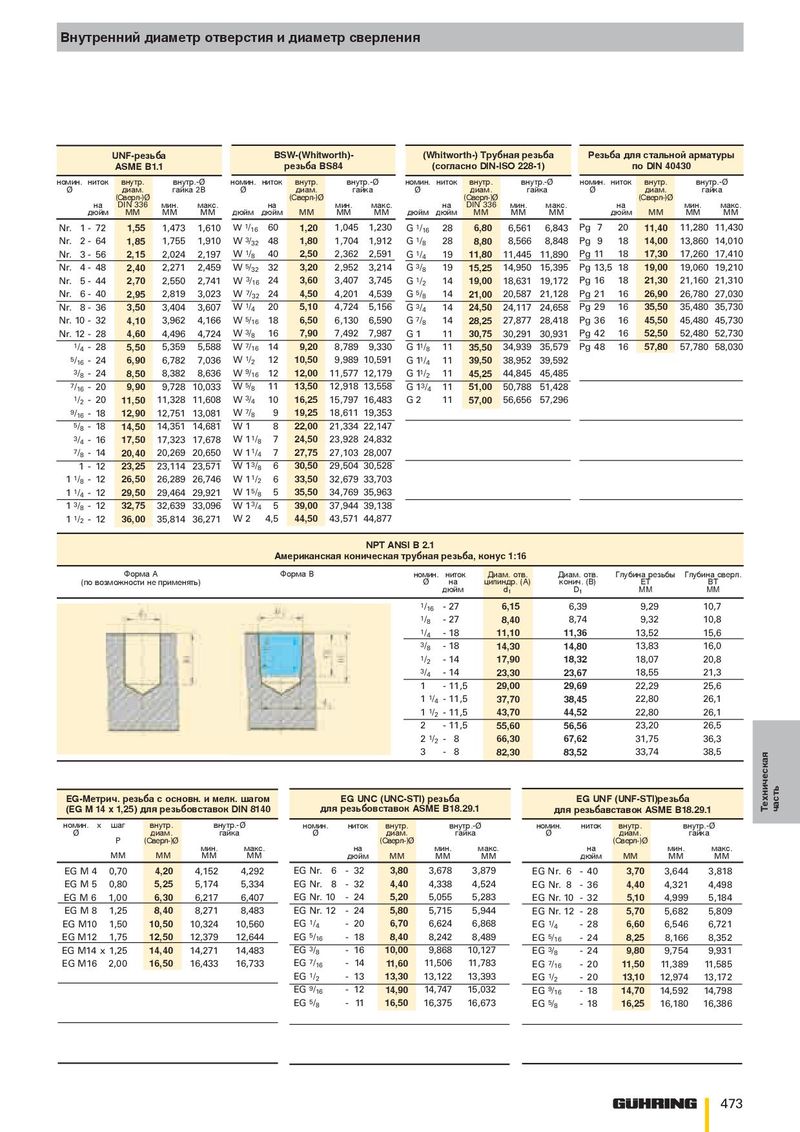
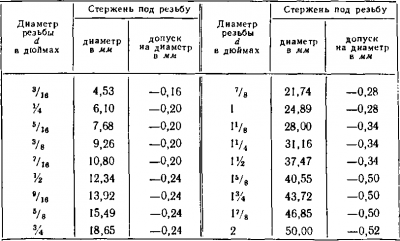
Диаметры (размеры) отверстий и диаметры (размеры) сверл под нарезание дюймовой трубной цилиндрической резьбы BSPP=ISO228-1=DIN259=ГОСТ6357-81. Данные из ГОСТ 21348-75. Резьба G1/8» — 6».Стандарт устанавливает диаметры отверстий под нарезание трубной цилиндрической резьбы по BSPP=ISO228-1=DIN259=ГОСТ6357-81 в изделиях из сталей по ГОСТ 380, ГОСТ 4543, ГОСТ 1050, ГОСТ 19282 и ГОСТ 5632 (кроме сплавов на никелевой основе) и меди по ГОСТ 859. Таблица: диаметры отверстий под нарезание трубной цилиндрической резьбы по BSPP=ISO228-1=DIN259=ГОСТ6357-81 в изделиях из сталей (диаметры сверл — ниже):
 Допускается под нарезание трубной цилиндрической резьбы применять отверстия других диаметров, полученных на основании экспериментальных данных. Допускается под нарезание трубной цилиндрической резьбы применять отверстия других диаметров, полученных на основании экспериментальных данных.
Таблица: диаметры сверл под нарезание трубной цилиндрической резьбы по BSPP=ISO228-1=DIN259=ГОСТ6357-81 в изделиях из сталей (диаметры отверстий — выше):
|
|||||
 Данные из ГОСТ 21348-75. Резьба G1/8» — 6»
Данные из ГОСТ 21348-75. Резьба G1/8» — 6»

Не удается найти страницу | Autodesk Knowledge Network
(* {{l10n_strings. REQUIRED_FIELD}})
REQUIRED_FIELD}})
{{l10n_strings.CREATE_NEW_COLLECTION}}*
{{l10n_strings.ADD_COLLECTION_DESCRIPTION}}
{{l10n_strings.COLLECTION_DESCRIPTION}} {{addToCollection.description.length}}/500 {{l10n_strings.TAGS}} {{$item}} {{l10n_strings.PRODUCTS}} {{l10n_strings.DRAG_TEXT}}{{l10n_strings.DRAG_TEXT_HELP}}
{{l10n_strings. LANGUAGE}}
{{$select.selected.display}}
LANGUAGE}}
{{$select.selected.display}}{{article.content_lang.display}}
{{l10n_strings.AUTHOR}}{{l10n_strings.AUTHOR_TOOLTIP_TEXT}}
{{$select.selected.display}} {{l10n_strings.CREATE_AND_ADD_TO_COLLECTION_MODAL_BUTTON}} {{l10n_strings.CREATE_A_COLLECTION_ERROR}}
| |||||||||||||||||||||||||||||||||||||||||||||||
 ./images/menu.gif»/>
./images/menu.gif»/> 562 (14,27)
562 (14,27)
Размер сверла для метчика для конической резьбы NPT и NPTF — Инструмент для Северной Америки
Размер сверла для метчика для конической резьбы NPT и NPTF
Вы получили работу. Вы заказали и получили материал. Вы заказали и получили метчики и калибры от North American Tool.В настоящее время в цехе готовится работа, и первая операция — проделать отверстие перед нарезанием резьбы. Как вы определяете, с какими инструментами это делать?
Отверстия перед нарезкой трубной резьбы делаются прямыми или коническими. Выбор метода зависит от вашего опыта и предпочтений. Я слышал всевозможные плюсы и минусы того или иного способа выполнения этого метода, от добавленной стоимости конусной развертки и дополнительной операции до конического отверстия, приводящего к лучшей отделке и уменьшению момента нарезания резьбы, до устранения прямого отверстия проблемы с пуском метчика, а также позволяет избежать образования упрочняющей поверхности отверстия в некоторых материалах. Есть еще много причин, чтобы поддержать это так или иначе, и, как я уже сказал, это основано на опыте и предпочтениях.
Есть еще много причин, чтобы поддержать это так или иначе, и, как я уже сказал, это основано на опыте и предпочтениях.
В любом случае фактический размер отверстия, конического или прямого, должен быть достаточно маленьким, чтобы метчик создавал 100% формы резьбы продукта. Это включает в себя лыски гребня малого диаметра и обеспечивает концентричность от малого диаметра до среднего диаметра.
В дополнение к правильному диаметру прямое просверленное отверстие, до или без расширения конуса, должно иметь длину, которая содержит достаточно полностью сформированной резьбы для удовлетворения требований.
Фактический размер отверстия до нарезания резьбы зависит от ряда переменных, но должен приблизительно соответствовать диаметру K o (основной малый диаметр на малом конце внешней трубы), указанному в ASME B1.20.1. Возможно, вам придется изменить размеры отверстий от K до немного меньше или больше, чтобы метчик мог нарезать приемлемую трубную резьбу с требуемой формой резьбы. Это может зависеть от разрезаемого материала, операции обработки, типа используемого сверла или любой их комбинации.Поэтому, если вы собираетесь запускать большое количество деталей, рекомендуется провести испытание на том же материале и на том же станке, которые вы собираетесь использовать для производства готовых деталей.
Это может зависеть от разрезаемого материала, операции обработки, типа используемого сверла или любой их комбинации.Поэтому, если вы собираетесь запускать большое количество деталей, рекомендуется провести испытание на том же материале и на том же станке, которые вы собираетесь использовать для производства готовых деталей.
В таблице ниже показаны рекомендуемые размеры сверл для использования с коническим расширителем или без него, глубина сверления для установки стандартных метчиков для конических труб и справочные диаметры наверху расширенного отверстия. Если ваше приложение требует, чтобы длина отверстия была короче указанной длины, необходимо использовать короткие отводы для выступающих труб.Все, что вам нужно сделать, это позвонить нам, и мы спроектируем кран с подходящей проекцией.
Отверстие наилучшего размера для достижения наилучших характеристик метчика и резьбы продукта в пределах спецификации обычно определяется пробным путем. Некоторые размеры сверл, перечисленные в таблице, могут отсутствовать в наличии на складе. Большие размеры обычно просверливаются или рассверливаются, и хорошей отправной точкой является расточка до K или (основной малый диаметр на малом конце внешней трубы).
Большие размеры обычно просверливаются или рассверливаются, и хорошей отправной точкой является расточка до K или (основной малый диаметр на малом конце внешней трубы).
Таблица размеров резьбовых отверстий NPT Калькулятор размеров сверл для метчиков
Таблица размеров резьбовых соединений NPT Калькулятор размеров отверстий для метчиков для рекомендуемых размеров сверл и резьбовых отверстий согласно ASME B1.20.1 Стандарт «Трубная резьба общего назначения (дюйм)».
Размер сверла, показанный калькулятором, является диаметром стандартной дрели, которая является наиболее близкие к минимальным второстепенным диаметрам трубной резьбы.
При сверлении и нарезании резьбы по цветным металлам может потребоваться сверло с большим или меньшим диаметр, чтобы иметь отверстие, подходящее для допустимой трубной резьбы с необходимой высотой резьбы.
Калькулятор метчиков NPT предназначен только для случайного использования дрелей.
Схема и калькулятор сверления метчика NPT ::
Примечания: Если использование развертки выбрано «да» для конической трубной резьбы, тогда разверните отверстие перед нарезанием резьбы разверткой, имеющей конус 3/4 дюйма на фут.
| РЕЗУЛЬТАТЫ | ||
| Стоимость | Параметр | |
| Номинальный размер трубы | — | — |
| Внешний диаметр трубы | — | дюйм |
| Рекомендуемый размер сверла в дюймах | — | — |
| Десятичный эквивалент размера сверла | — | дюйм |
Метчик: Механический инструмент, используемый для проделывания стандартной резьбы через отверстие. Существуют разные типы кранов, например прямые
метчики с рифлением, метчики со спиральным заострением, метчики только со спиральным заострением, метчики со спиральными канавками, быстрые метчики со спиральными канавками
метчики, метчики для нарезания резьбы, метчики для шкивов, метчики для гаек и метчики для труб.
Существуют разные типы кранов, например прямые
метчики с рифлением, метчики со спиральным заострением, метчики только со спиральным заострением, метчики со спиральными канавками, быстрые метчики со спиральными канавками
метчики, метчики для нарезания резьбы, метчики для шкивов, метчики для гаек и метчики для труб.
Размер сверла для метчика: Требуемый диаметр отверстия до нарезания резьбы отверстием.
Создание резьбы NPT в SOLIDWORKS с помощью инструмента Hole Wizard
Конус с трубной резьбой National, широко известный как NPT, представляет собой U.Стандарт S. для конической резьбы, используемой на резьбовых трубах и фитингах. Этот стандарт широко используется по всей Северной Америке. Размеры трубной резьбы обычно основаны на внутреннем диаметре (ID) или величине потока. Способ определения размера NPT — это номинальный внутренний диаметр и количество витков резьбы на дюйм. Например, если у нас есть 1 / 4-18 NPT, это означает, что это внутренний диаметр 1/4 дюйма и 18 ниток на дюйм. Если LH добавлен в конец, это означает, что труба имеет левую резьбу.
Если LH добавлен в конец, это означает, что труба имеет левую резьбу.
Я живу в районе Канады, который очень активно участвует в нефтегазовой отрасли, поэтому в конечном итоге я регулярно говорю о фитингах NPT, и меня всегда спрашивают, как найти резьбу NPT в SOLIDWORKS.К счастью, функция Hole Wizard в SOLIDWORKS уже имеет указанную библиотеку размеров NPT, и нам просто нужно искать в нужном месте!
Использование инструмента «Отверстие под крепление»
После открытия инструмента «Отверстие под крепление» выберите параметр «Конический метчик» в разделе «Тип отверстия». Установите стандарт на дюймовые размеры ANSI, установите для параметра Тип значение Отвод для труб с коническим отводом и в характеристиках отверстия выберите нужный размер в дюймах.
Следующим шагом является конечное условие, которое определяет общую длину резьбы, ее можно оставить как значение по умолчанию или настроить на определенное расстояние.Другой вариант, который можно проверить, — это косметическая ветка в меню «Параметры».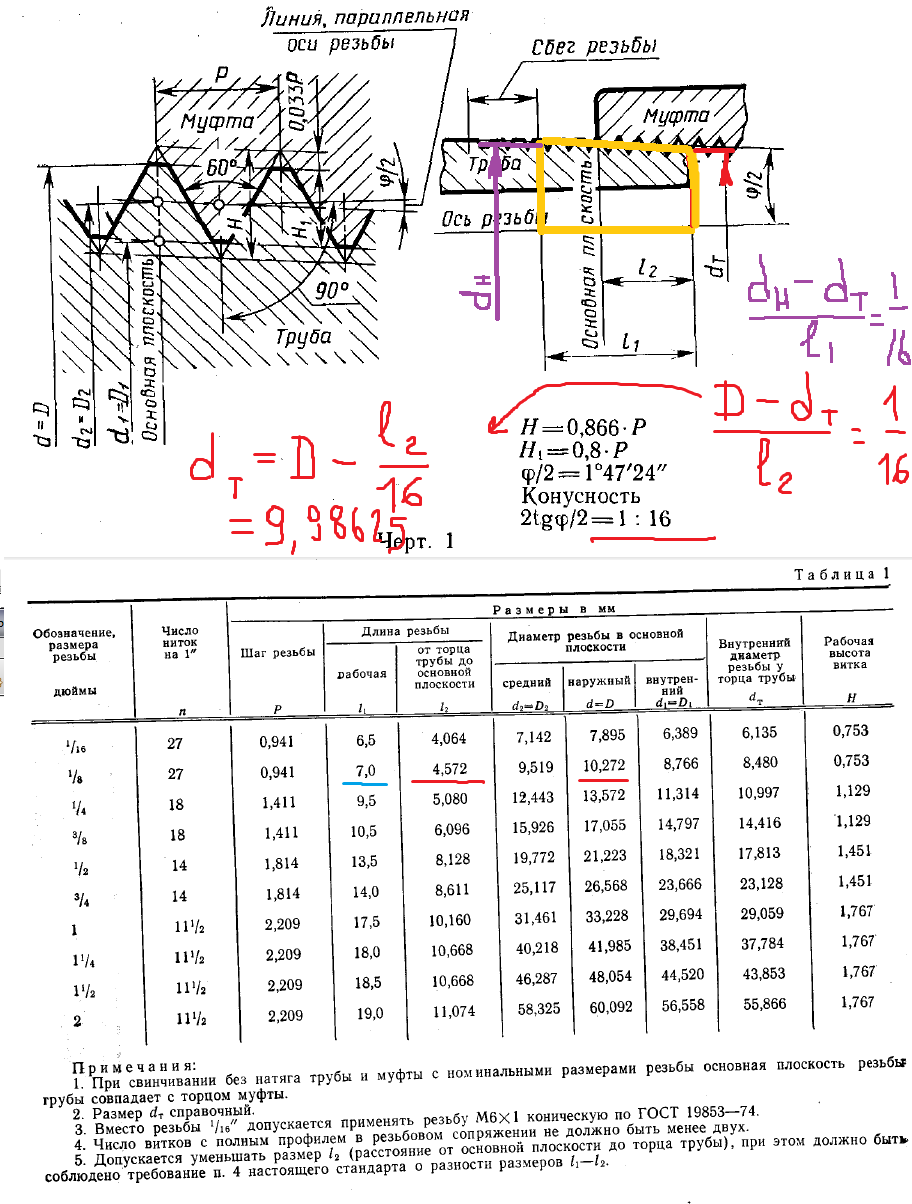 Может быть установлен с или без обозначения потока.
Может быть установлен с или без обозначения потока.
Если выбран параметр «С обозначением резьбы», конкретное обозначение резьбы можно настроить или оставить по умолчанию. Нажмите OK, чтобы принять функцию Hole Wizard. Чтобы отредактировать выноску, щелкните правой кнопкой мыши и отредактируйте элемент резьбы отверстия, встроенный в элемент Hole Wizard.
В нижней части окна PropertyManager Резьбы отверстия текст можно отредактировать в соответствии с любым примечанием, а затем можно автоматически импортировать в 2D-чертеж модели.
Использование палитры видов
После создания двухмерного чертежа вид можно перетащить в чертеж с помощью палитры видов, расположенной на панели задач в правой части пользовательского интерфейса. При включенной опции «Импортировать аннотации» упомянутая выше выноска потока будет отображаться вместе с видом по мере ее перетаскивания в чертеж.
Если обозначение резьбы не указано, можно использовать другую альтернативу для отображения размера резьбы NPT на чертеже. После того, как желаемые виды были добавлены к чертежу, либо используйте элементы модели и отметьте «Обозначение отверстия», либо используйте функцию обозначения отверстия, расположенную на вкладке «Аннотации» вашего чертежа. Элемент «Обозначение отверстия» использует геометрию и информацию из «Отверстия» для отображения размера. Если размер резьбы отображается с помощью этого метода, вы можете заметить в приведенном ниже примере, он отображает внутренний диаметр сквозного отверстия, а также размер NPT.
После того, как желаемые виды были добавлены к чертежу, либо используйте элементы модели и отметьте «Обозначение отверстия», либо используйте функцию обозначения отверстия, расположенную на вкладке «Аннотации» вашего чертежа. Элемент «Обозначение отверстия» использует геометрию и информацию из «Отверстия» для отображения размера. Если размер резьбы отображается с помощью этого метода, вы можете заметить в приведенном ниже примере, он отображает внутренний диаметр сквозного отверстия, а также размер NPT.
Надеюсь, эта информация была полезной и, надеюсь, пригодится тем из вас, кто ищет ответ!
Чтобы получить дополнительную информацию о советах по SOLIDWORKS или задать вопросы, свяжитесь с нами в Hawk Ridge Systems сегодня.Спасибо за прочтение!
Имперская национальная трубная резьба (NPT) Размер сверла для метчика
| NPT | NPTF (Dryseal) | NPS (прямой) | NPSF (Dryseal) | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Обозначение | Размер трубы Н. Д. Д. | TPI | Размер сверла для метчика | Метчик десятичный, размер сверла | Размер сверла для метчика | Метчик десятичный, размер сверла | Размер сверла для метчика | Метчик десятичный, размер сверла | Размер сверла для метчика | Метчик десятичный, размер сверла |
| 1/16 — 27 | .3125 | 27 | D | 0,2460 | D | 0,2460 | 1/4 | 0,2500 | 1/4 | 0,250 |
| 1/8 — 27 | 405 | 27 | Q | 0.3320 | R | 0,3390 | 32/11 | 0,3438 | Q | 0,332 |
| 1/4 — 18 | . 540 540 | 18 | 16/7 | 0,4375 | 16/7 | 0,4375 | 16/7 | 0.4375 | 16/7 | 0,438 |
| 3/8 — 18 | .675 | 18 | /16 9 | 0,5625 | 37/64 | 0,5781 | 37/64 | 0,5781 | 37/64 | 0,578 |
| 1/2 — 14 | .840 | 14 | 45/64 | 0,7031 | 45/64 | 0,7031 | 23/32 | 0,7188 | 45/64 | 0,703 |
| 3/4 — 14 | 1,05 | 14 | 29/32 | 0. 7813 7813 | 59/64 | 0,9219 | 59/64 | 0,9219 | 59/64 | 0,922 |
| 1–11 1/2 | 1,315 | 11,5 | 1 9/64 | 1,1406 | 1 5/32 | 1.1563 | 1 5/32 | 1,1563 | 1 5/32 | 1,156 |
| 1 1/4 — 11 1/2 | 1,660 | 11,5 | 1 31/64 | 1,4844 | 1 1/2 | 1,5000 | 1 33/64 | 1.5156 | ||
| 1 1/2 — 11 1/2 | 1,9 | 11,5 | 1 47/64 | 1,7344 | 1 47/64 | 1,7344 | 1 3/4 | 1. 7500 7500 | ||
| 2–11 1/2 | 2.375 | 11,5 | 2 13/64 | 1,2031 | 2 7/32 | 2,2188 | 2 7/32 | 2,2188 | ||
Последнее обновление: 20 февраля 2015 г.
Нарезка труб | Cutting Tool Engineering
Коническая трубная резьба не похожа на стандартную машинную резьбу по способу использования или по способу изготовления.
Одна из наиболее сложных операций при металлообработке — нарезание резьбы на конической трубе. Те, кто знаком с этим процессом, считают его более сложным, чем нарезание резьбы машинным способом. Нарезание конической трубной резьбы требует большей точности и подвергает инструменты более высоким нагрузкам. Трубная резьба должна формироваться более точно, потому что 100% высоты резьбы необходимо обрезать метчиком или другим инструментом для нарезания резьбы, чтобы сохранить стандартный профиль резьбы.
Трубная резьба должна формироваться более точно, потому что 100% высоты резьбы необходимо обрезать метчиком или другим инструментом для нарезания резьбы, чтобы сохранить стандартный профиль резьбы.
Машинисты должны использовать специальные методы для изготовления конической трубной резьбы, потому что резьба должна служить совершенно иной цели, чем машинная резьба или гайки и болты.Трубные резьбы спроектированы и нарезаны таким образом, чтобы они могли механически герметизировать резьбовое соединение от давления и предотвращать утечку. Коническая резьба позволяет часто разбирать и собирать трубы. И это позволяет пользователям собирать трубы с новой резьбой на старую, просто затягивая их сильнее и полагаясь на конус для увеличения плотности посадки.
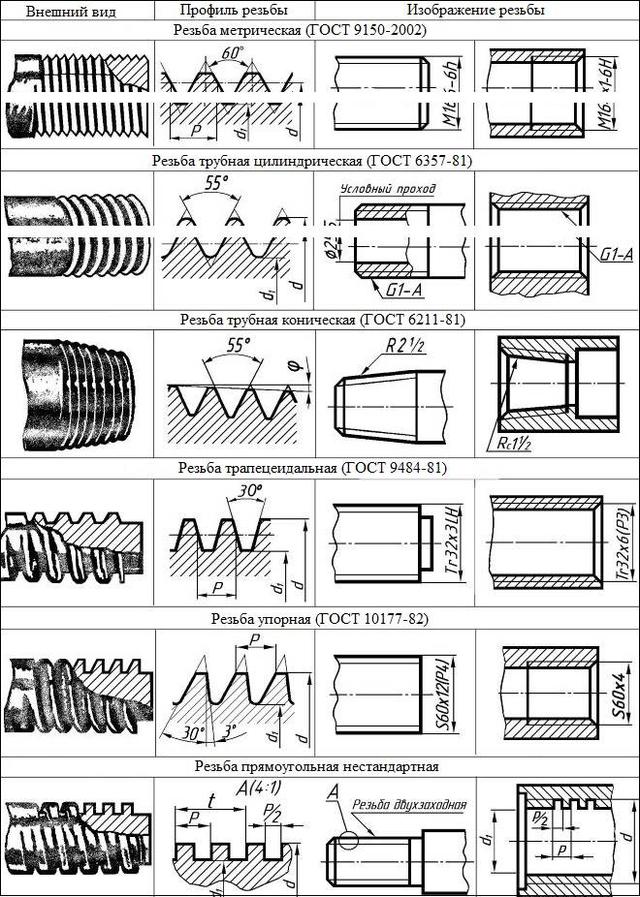
Разновидности трубной резьбы
Коническая трубная резьба уже много лет хорошо служит своему назначению. Когда 160 лет назад была разработана стандартная трубная резьба Briggs Standard, она внесла существенный вклад в улучшение паровой машины. Основные размеры резьбы остаются неизменными в сегодняшних стандартах. Скорость конусности была и остается 3/4 дюйма на фут (или 0,0625 дюйма на дюйм).
Основные размеры резьбы остаются неизменными в сегодняшних стандартах. Скорость конусности была и остается 3/4 дюйма на фут (или 0,0625 дюйма на дюйм).
Есть и другие трубные резьбы, предназначенные для газовых и гидравлических систем, шланговые соединения, механические соединения и другие цели. Эти резьбы были разработаны позже, и их характеристики отличаются от стандартной конической трубной резьбы. В Таблице 1 перечислены различные трубные резьбы, их обозначения и способы использования. Некоторые из них имеют прямую резьбу, а некоторые — коническую.Как правило, следующие рекомендации по изготовлению конической трубной резьбы NPT применимы и к другим типам конической резьбы.
Стандартная система NPT, в которой обе резьбовые части имеют коническую резьбу, обычно используется в фитингах с нормальным давлением. Обычно для плотного прилегания используется какой-то химический герметик или лента.
Система NPTF, или dryseal, аналогична системе NPT, но машинист должен придерживаться более жестких допусков при нарезании резьбы NPTF. Точно нарезанный профиль резьбы необходим для обеспечения того, чтобы при затяжке соединения между резьбовыми частями вершина резьбы и корень контактировали раньше, чем боковые поверхности резьбы, так что контакт устанавливается по всему профилю резьбы при сборке деталей.
Точно нарезанный профиль резьбы необходим для обеспечения того, чтобы при затяжке соединения между резьбовыми частями вершина резьбы и корень контактировали раньше, чем боковые поверхности резьбы, так что контакт устанавливается по всему профилю резьбы при сборке деталей.
Полный контакт позволяет резьбе служить механическим уплотнением и устраняет необходимость в уплотнительном материале между резьбой. Контакт металл-металл желателен всякий раз, когда контакт между герметизирующим составом и жидкостью, переносимой по трубе, может вызвать проблемы. Рабочие характеристики таких веществ, как некоторые продукты на нефтяной основе и гидравлические жидкости, могут быть снижены при загрязнении герметизирующим составом. И наоборот, эффективность герметизирующего состава может ухудшиться из-за контакта с жидкостью, переносимой по трубе.
Существуют и другие системы нарезания резьбы в дополнение к NPT и NPTF. Например, ANPT — это, по сути, улучшенная версия NPT для аэрокосмических приложений, требующих более высокого уровня контроля. Система NPSI, обычно используемая в автомобильных тормозных системах и соединениях шлангов нагревателя, имеет прямую резьбу dryseal, поскольку внутренняя резьба сопрягается с конической внешней резьбой dryseal.
Система NPSI, обычно используемая в автомобильных тормозных системах и соединениях шлангов нагревателя, имеет прямую резьбу dryseal, поскольку внутренняя резьба сопрягается с конической внешней резьбой dryseal.
Методы нарезания конической резьбы
Машинистам, знакомым со стандартной резьбой, потребуется некоторое переобучение для изготовления конической трубной резьбы.Даже обозначения для метчиков с конической трубной резьбой разные. Машинист, смотрящий на трубный метчик 1 / 2-14, вероятно, заметит, что диаметр метчика больше 1/2 дюйма. Фактически, диаметр метчика на большом конце составляет 0,865 дюйма. Обозначение метчика относится к внутреннему диаметру (ID) стандартной железной трубы, на которую он рассчитан. Таким образом, метчик с конической трубной резьбой 1 / 2-14 предназначен для нарезания нарезки трубы с внутренним диаметром 1/2 дюйма. Имейте в виду, что внешняя резьба на трубе с внутренним диаметром 1/2 дюйма должна быть не меньше внутреннего диаметра плюс сумма двух толщин стенки.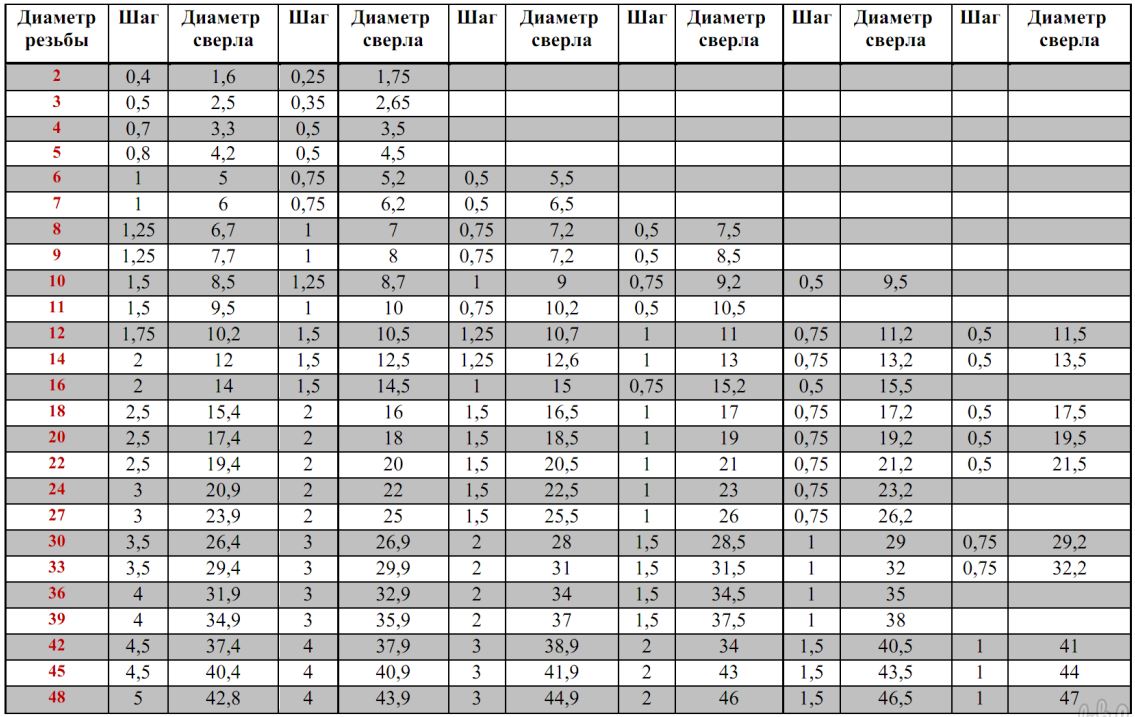 Муфта с внутренней резьбой или колено должно быть сопоставимого размера для сборки трубы с резьбой.
Муфта с внутренней резьбой или колено должно быть сопоставимого размера для сборки трубы с резьбой.
Еще одно различие между нарезанием резьбы на конической трубе и нарезанием резьбы машинным состоит в том, как механик контролирует диаметр резьбы. Используя метчик с конической трубной резьбой, машинист может уменьшить или увеличить диаметр резьбы, отрегулировав глубину, на которую метчик врезается в отверстие. Для достижения базовой глубины резьбы машинист обычно вбивает метчик в заготовку на 12 оборотов. Чем больше витков, тем метчик глубже входит в заготовку, и получается резьба большего диаметра.Чем меньше витков, тем меньше диаметр резьбы. Нет H-пределов для размеров метчиков с конической трубкой, и нет определенного класса посадки резьбовых соединений, такого как 2A / 2B. Приложение при правильном замере определит соответствующую глубину для правильного стыковки деталей.
Метчики и резьбовые соединения
Таблица 1: Различные типы трубной резьбы и их применение. (Щелкните, чтобы увеличить изображение) Оценка или замер резьбы метчика для конической трубы и фактического размера резьбы трубы выполняется с помощью калибра для конической резьбы (рис. 1).Кольцевой калибр L-1 используется для проверки размера наружной резьбы трубы, а также для измерения размера отвода трубы.
(Щелкните, чтобы увеличить изображение) Оценка или замер резьбы метчика для конической трубы и фактического размера резьбы трубы выполняется с помощью калибра для конической резьбы (рис. 1).Кольцевой калибр L-1 используется для проверки размера наружной резьбы трубы, а также для измерения размера отвода трубы.
Рис. 1. Кольцевой калибр L-1 используется для оценки резьбы метчика NPT. (Щелкните, чтобы увеличить изображение) Машинисты измеряют метчики, измеряя их «выступ». Этот термин означает величину, на которую метчик выступает через кольцевой калибр L-1, или расстояние от крайнего конца резьбы метчика до передней стороны измерителя (Рисунок 2). Если машинист знает это расстояние, он также будет знать диаметр метчика, включая его большой, делительный и вспомогательный диаметры.Каждый размер метчика для конической трубы имеет соответствующее значение «стандартного выступа», установленное в отрасли.
При измерении метчика для конической трубы диаметр метчика измеряется на измерительной линии. В этом месте тыльная сторона кольцевого манометра L-1 касается крана. Следовательно, критическое измерение, которое определит диаметр метчика, на самом деле проводится от задней стороны калибра до крайнего конца резьбы. Это измерение называется пробегом, и его довольно сложно измерить. Машинисты упрощают это измерение, вычитая толщину кольцевого калибра из указанного прохода и используя это значение для определения правильного выступа с передней стороны калибра.
В этом месте тыльная сторона кольцевого манометра L-1 касается крана. Следовательно, критическое измерение, которое определит диаметр метчика, на самом деле проводится от задней стороны калибра до крайнего конца резьбы. Это измерение называется пробегом, и его довольно сложно измерить. Машинисты упрощают это измерение, вычитая толщину кольцевого калибра из указанного прохода и используя это значение для определения правильного выступа с передней стороны калибра.
Рис. 2: Выступ отвода трубы — это величина, на которую он выходит за переднюю часть кольцевого манометра. Для специальных применений этот выступ может быть уменьшен, а остальная геометрия крана остается прежней. (Щелкните, чтобы увеличить изображение) В некоторых случаях машинист может столкнуться с отверстием с ограничением внизу, которое не позволяет забивать стандартный метчик для конической трубы на глубину, необходимую для достижения указанного диаметра резьбы. В этих случаях машинисту придется использовать метчик с нестандартным выступом, который будет производить трубную резьбу нужного размера менее чем за 12 оборотов. Это обычно называют отводом с «коротким выступом». По сути, это стандартный трубный кран с выступом, меньшим, чем стандартное значение отрасли (рис. 2). Эти смесители можно заказать как специальные.
Это обычно называют отводом с «коротким выступом». По сути, это стандартный трубный кран с выступом, меньшим, чем стандартное значение отрасли (рис. 2). Эти смесители можно заказать как специальные.
Машинисты используют одну или несколько пробок с конической резьбой для оценки отверстий для труб с конической резьбой. Например, пробка L-1 может использоваться для оценки отверстия с резьбой NPT. Когда пробка вставляется в отверстие с правильной резьбой, ступенька или выемка на датчике совпадают с поверхностью заготовки плюс или минус одна резьба.Если размер резьбы первого отверстия неправильный, машинист может исправить проблему на последующих отверстиях, увеличив глубину нарезания резьбы, чтобы увеличить размер резьбы, или уменьшив глубину, чтобы уменьшить размер.
Машинисты внедрили быстрый способ контролировать глубину врезки. Они наматывают кусок проволоки или ленты вокруг крана на линии измерения, чтобы служить индикатором глубины. Это обычная практика, но она серьезно ограничивает выброс стружки и поток охлаждающей жидкости в отверстие. Так как такая практика может привести к разрыву резьбы и преждевременному отказу метчика, этого делать не следует. Более безопасная альтернатива — часто использовать резьбовой калибр, чтобы обеспечить правильную глубину и размер резьбы.
Так как такая практика может привести к разрыву резьбы и преждевременному отказу метчика, этого делать не следует. Более безопасная альтернатива — часто использовать резьбовой калибр, чтобы обеспечить правильную глубину и размер резьбы.
Машинисты, которые привыкли нарезать резьбу с высотой резьбы от 60% до 75%, обнаружат, что нарезание резьбы со 100% высотой резьбы представляет собой уникальную задачу. Фактически, метчик для конической трубы должен обрезать более 100% резьбы, чтобы обеспечить полностью профилированную резьбу после завершения. Конусность делает операцию нарезания резьбы еще более сложной, потому что она приводит к тому, что метчик очень плотно входит в отверстие, когда метчик забивается на необходимую глубину.В этом месте метчик заклинивает, и требуется значительное усилие, чтобы освободить его и повернуть вспять.
Когда метчик откручивается, он полностью ослабляется примерно за 1/8 оборота. Этот люфт представляет опасность, когда кран выходит из отверстия в обратном направлении.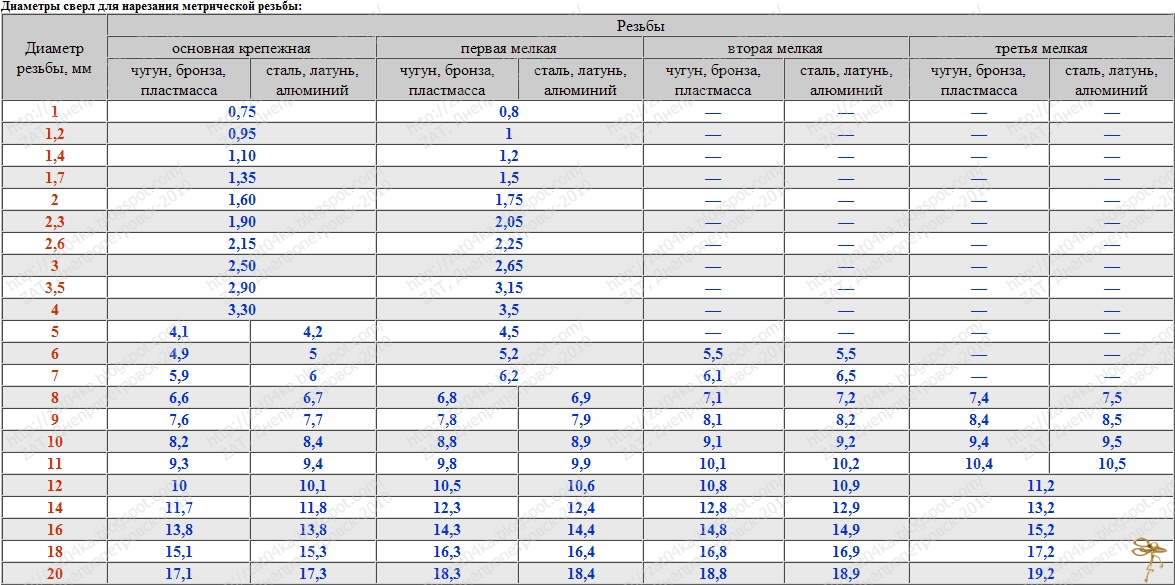 Достаточно лишь немного перекачать или недокормить, и метчик может стереть резьбу при обратном движении. По этой причине контроль шага очень важен при нарезании резьбы конической трубной резьбой.
Достаточно лишь немного перекачать или недокормить, и метчик может стереть резьбу при обратном движении. По этой причине контроль шага очень важен при нарезании резьбы конической трубной резьбой.
Риски расширения
Таблица 2: Правильный диаметр на более широком конце конического расширенного отверстия для метчиков разного размера.(Щелкните, чтобы увеличить изображение) Одна практика, которая часто рекомендуется для нарезания резьбы на конусной трубе, может не понадобиться. Многие представители отрасли считают, что перед нарезанием резьбы отверстия следует расширять расширителем для конических труб. Однако эта операция расширения может привести к тому, что метчик нарежет неприемлемую резьбу, и она сократит срок службы метчика, если глубина развертывания не будет строго контролироваться. В таблице 2 показано, каким должен быть диаметр на большом конце расширенного конического отверстия перед нарезанием резьбы. Отверстие, расширенное до этого размера, равно малому диаметру резьбы при нарезании резьбы. Расширение отверстия слишком большого размера приведет к недостаточной высоте резьбы. Если просверленное отверстие слишком маленькое, метчик подвергнется экстремальной нагрузке при резке металла.
Расширение отверстия слишком большого размера приведет к недостаточной высоте резьбы. Если просверленное отверстие слишком маленькое, метчик подвергнется экстремальной нагрузке при резке металла.
Даже правильно развернутое отверстие будет подвергать метчик некоторым экстремальным силам в точках резания или вершинах резьбы, потому что все зубья начинают резать одновременно. Начиная с этих точек, режущее действие по металлу направлено внутрь к центру поперечного сечения метчика. Когда метчик нарезает резьбу в отверстии с прямыми стенками, без рассверливания, сила распространяется через резьбу с фаской, а затем через одну резьбу за раз, когда метчик вращается вперед.
Если нет веских причин для расширения конической трубы, лучше всего отрегулировать просверленные отверстия так, чтобы в них можно было нарезать резьбу без расширения. В некоторых случаях — например, в сборке высокого давления, где требуются четыре или более полностью профилированных или «идеальных» резьб, может потребоваться расширение. Но в большинстве случаев нарезание резьбы в неразвернутом отверстии дает достаточно «идеальной» резьбы, чтобы удовлетворить требованиям по герметизации и удержанию резьбы. Другими словами, расширение конической трубы не следует рассматривать как стандартную рабочую процедуру.
Но в большинстве случаев нарезание резьбы в неразвернутом отверстии дает достаточно «идеальной» резьбы, чтобы удовлетворить требованиям по герметизации и удержанию резьбы. Другими словами, расширение конической трубы не следует рассматривать как стандартную рабочую процедуру.
Стили и крючки
При заказе трубных кранов особенно важно учитывать и указывать тип материала, из которого они производятся. Стиль метчика существенно повлияет на качество резьбы и производительность метчика. Для конкретных применений доступны такие стили, как полная резьба, прерывистая резьба и спирально-канавочная.
Метчики с прерывистой резьбой рекомендуются для нарезания резьбы по твердым или вязким материалам. Если преждевременное выкрашивание и поломка представляют собой проблему, метчик трубы с прерывистой резьбой может работать лучше, поскольку контакт с поверхностью уменьшается, что помогает снизить крутящий момент нарезания резьбы и улучшить смазку.Метчик с прерывистой резьбой может прослужить не так долго, потому что у него меньше точек резания, но там, где метчики выходят из строя из-за сколов, а не из-за износа, износостойкость не имеет первостепенного значения. Кроме того, уменьшение поверхностного контакта с резьбой с прерывистой резьбой может помочь предотвратить разрыв резьбы. Нити могут порваться, когда метчик застревает в отверстии, когда он перестает вращаться в конце своего поступательного движения. При переворачивании крана прилипший к нему материал отрывается. Противодействуя тенденции материала прилипать к резьбе метчика, прерывистую резьбу можно перевернуть, не повреждая резьбу.Прерывистая резьба доступна в стандартных формах резьбы NPT и NPTF. Этот стиль также можно заказать с множеством других стилей для кранов.
Кроме того, уменьшение поверхностного контакта с резьбой с прерывистой резьбой может помочь предотвратить разрыв резьбы. Нити могут порваться, когда метчик застревает в отверстии, когда он перестает вращаться в конце своего поступательного движения. При переворачивании крана прилипший к нему материал отрывается. Противодействуя тенденции материала прилипать к резьбе метчика, прерывистую резьбу можно перевернуть, не повреждая резьбу.Прерывистая резьба доступна в стандартных формах резьбы NPT и NPTF. Этот стиль также можно заказать с множеством других стилей для кранов.
Крючок, обработка поверхности и покрытие метчика также влияют на его характеристики. Доступны метчики с низким (0 ° -3 °), средним (8 ° -12 °) или высоким (15 ° -18 °) крючками. Сегодня существует широкий спектр обработок поверхности и покрытий, которые помогают продлить срок службы метчиков, улучшить качество обработки резьбы и снизить крутящий момент нарезания резьбы.
В качестве альтернативы нарезанию трубной резьбы в цехе нарезка резьбы может производиться методом профилирования. Однако перед тем, как сделать такой выбор, магазин должен учитывать как преимущества, так и недостатки профилирования. Не все производители поставляют этот тип резьбонарезного инструмента. При использовании резьбонакатные инструменты необходимо держать под более строгим контролем, чем метчики для резьбонарезания труб. При накатке резьбы размер отверстия очень важен для получения 100% высоты резьбы. Держатель, используемый для накатывания резьбы, должен иметь функцию ограничения крутящего момента. Следует соблюдать осторожность при накатывании резьбы на алюминиевых сплавах, отлитых под давлением, так как материал становится хрупким при холодной деформации и может сломаться.Если цех рассматривает возможность накатки резьбы, инженеры цеха должны сначала проконсультироваться со специалистом по применению метчиков.
Однако перед тем, как сделать такой выбор, магазин должен учитывать как преимущества, так и недостатки профилирования. Не все производители поставляют этот тип резьбонарезного инструмента. При использовании резьбонакатные инструменты необходимо держать под более строгим контролем, чем метчики для резьбонарезания труб. При накатке резьбы размер отверстия очень важен для получения 100% высоты резьбы. Держатель, используемый для накатывания резьбы, должен иметь функцию ограничения крутящего момента. Следует соблюдать осторожность при накатывании резьбы на алюминиевых сплавах, отлитых под давлением, так как материал становится хрупким при холодной деформации и может сломаться.Если цех рассматривает возможность накатки резьбы, инженеры цеха должны сначала проконсультироваться со специалистом по применению метчиков.
Это правда, что нарезание резьбы конической трубной резьбой — сложная операция, полная рисков и трудностей, не встречающихся при нарезании резьбы другими типами. Но это не значит, что невозможно производить нити хорошего качества. В общем, все, что нужно машинисту для успешной нарезки конической резьбы, — это базовое понимание требований к продукту, правильного метчика и правильного процесса измерения.
В общем, все, что нужно машинисту для успешной нарезки конической резьбы, — это базовое понимание требований к продукту, правильного метчика и правильного процесса измерения.
Об авторе
Уэс Эмерсон (Wes Emerson) — технический специалист компании Vermont Tap & Die, Lyndonville, VT.
10 различных типов метчиков [Полное руководство]
Существует множество различных типов метчиков, и цель настоящего руководства — точно знать, когда использовать каждый из них.
Примечание : Если вы знакомы с типами кранов, но хотите изучить передовой опыт их использования, чтобы избежать поломки кранов, попробуйте нашу статью и видео 7 способов избежать поломки кранов .
Доступно большое количество метчиков с различными преимуществами и недостатками:
Метчики ручные (метчики, метчики с прямой канавкой)
Ручные метчики, обычно покупаемые в местном хозяйственном магазине, являются наиболее распространенными типами метчиков, но их обычно следует избегать при работе с ЧПУ.
Купите несколько метчиков хорошего качества и попробуйте нарезать резьбу вручную, а не набор метчиков из хозяйственного магазина. Вы удивитесь, насколько лучше работают метчики для машин.
Одним из применимых стандартов для ручных метчиков является ISO 529.
Есть два типа ручных метчиков:
Метчик конический
Метчик с коническим метчиком имеет довольно большой конус, что помогает ему постепенно нарезать резьбу. Обычно первые 8-10 витков резьбы имеют конусообразную форму. Метчики с конусом являются наиболее распространенными типами метчиков и обычно используются в наборе метчиков и штампов.
Метчик для нижней части
Метчик с донным отверстием почти не имеет конуса на конце, потому что он предназначен для резьбы до самого дна. Только 1–1,5 витка резьбы будут конусными.
Метчики с донным отверстием используются для нарезания резьбы в глухих отверстиях. Желательно сначала зарезать резьбу большей части отверстия метчиком с конусом, а затем закончить дно отверстия метчиком для забивания.
Заглушка
Метчикинаходятся между метчиками с донным и конусным метчиками, потому что они имеют конусную резьбу 3-5, что больше, чем метчик для захода на дно, и меньше метчика с конусом.
К сожалению, терминология не всегда последовательна. Некоторые поставщики называют эти отводы «вторыми отводами» и называют отводы с нижним расположением пробок. Убедитесь, что вы получаете и используете.
Ответвители
Это типы метчиков, которые вы должны выбрать для приложений с ЧПУ или для ручной обработки.
Метчики со спиральным наконечником (Gun Nose или Bull Nose)
Эти метчики имеют спиральную нарезку с разгрузочными канавками. Они обычны и похожи на большинство ручных ударов, которые вы видите вокруг.Но спиральный угол на передних режущих кромках помогает выбрасывать стружку, а скошенная кромка также обеспечивает превосходную производительность резки. Следовательно, это действительно самый дешевый метчик для нарезки резьбы, который вы могли бы рассмотреть для использования для нарезания резьбы, и их можно использовать на несколько более высоких скоростях, чем ручные метчики.
Подобно ручным метчикам, метчики со спиральным острием могут быть в наличии, поскольку метчик с конусом имеет конический конец или метчик с пробкой (предназначенный для глухих отверстий) имеет гораздо меньший конус.
Они дешевле, чем два других типа, но я обычно предпочитаю два других.Их основной недостаток заключается в том, что они выталкивают стружку перед отводом в отверстие, другими словами. Это не проблема для сквозных отверстий, но плохая идея для глухих отверстий.
Метчики со спиральной канавкой или метчики для пистолетов
Метчикисо спиральной канавкой имеют открытую спираль, как и концевые фрезы. Их основное преимущество заключается в том, что они выбрасывают стружку вверх и из отверстия. Они всегда предпочтительнее метчиков со спиральным острием, когда у вас глухое отверстие.
Они также предпочтительны для прерывистого отверстия, где пересекается другой элемент, потому что спираль помогает перезапустить резьбу после открытого элемента.
Иногда возьмите метчик со спиральной канавкой и обычный ручной метчик и пробейте вручную пару одинаковых отверстий. Вы будете шокированы, насколько меньше усилий требуется для метчика со спиральной канавкой. Правильный выбор смесителей действительно помогает!
Метчик с прерывистой резьбой
У этих метчиков есть только зуб для каждой второй резьбы. Идея состоит в том, чтобы улучшить извлечение стружки. Удаление каждого второго зуба помогает сломать стружку, а также дает больше места для стружки и смазки, которая может поступать и выполнять свою работу.
Отводы
Как и следовало ожидать, метчики для труб — это типы метчиков, используемых для нарезания трубной резьбы. Существуют как прямые, так и конические отводы для труб в зависимости от того, должна ли резьба быть прямой или конической. На фотографии показан типичный метчик для труб с резьбой NPT. Вы можете увидеть конус профиля резьбы NPT.
Метчики для конической трубной резьбы должны работать тяжелее, потому что вы не можете просверлить коническое отверстие.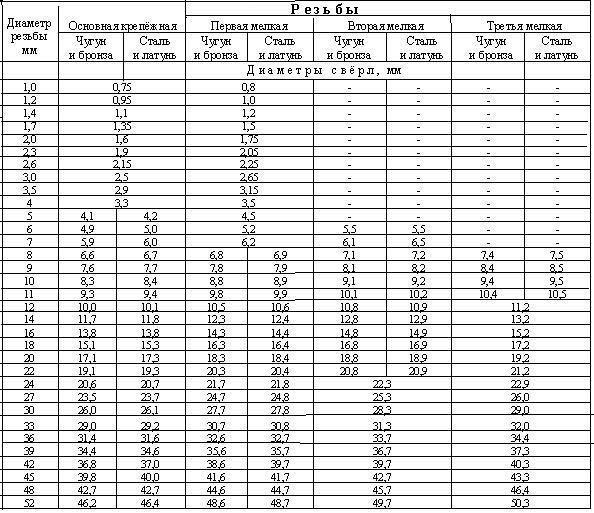 Они должны удалить гораздо больше материала в верхней части отверстия, чем в нижней части.Используйте трубную развертку, чтобы сузить отверстие, чтобы метчик не работал так тяжело.
Они должны удалить гораздо больше материала в верхней части отверстия, чем в нижней части.Используйте трубную развертку, чтобы сузить отверстие, чтобы метчик не работал так тяжело.
Формовочные или рулонные метчики (метчики для нарезания резьбы)
Метчик для нарезания резьбы вообще не режет резьбу. Вместо этого они холодные формы. Изготовленные таким образом нити часто называют «свернутыми».
В этом процессе металл отодвигается и сжимается, а не режется. Нет сколов, которые нужно удалить. В результате вероятность поломки самих метчиков снижается, а образующиеся на них резьбы становятся более прочными.Если ваше приложение поддерживает Form Taps, они, как правило, лучше всего подходят по этим причинам.
Метчики формытребуют разных подач и скоростей, и для них требуется другой размер начального отверстия, поэтому имейте это в виду, прежде чем использовать его.
Хотя многие считают, что они подходят только для мягких материалов, таких как алюминий, на самом деле они могут использоваться для материалов с твердостью до 36 HRC, что составляет около 340 BHN. Это охватывает удивительно широкий спектр материалов, включая множество сталей.
Это охватывает удивительно широкий спектр материалов, включая множество сталей.
Я почти всегда предпочитаю метчик для резки формы из доступных типов метчиков, если материал не слишком твердый для формирования резьбы.
Совет:
Kelly предлагает этот наконечник для метчиков формы:
«Одна небольшая заминка с довольно большим количеством метчиков для профилирования … если у них нет канавки для выхода смазочно-охлаждающего масла или нет места в корне или гребне резьбы, масло будет создавать противодавление по мере того, как кран входит и в конечном итоге действует как сплошная металлическая заглушка, блокирующая дальнейший вход крана в отверстие. Я понял это на собственном горьком опыте, сломав несколько ударов «.
Метчики-удлинители (Метчики с длинным хвостовиком)
Это просто метчики с длинным хвостовиком для облегчения доступа к труднодоступным отверстиям, которые заблокированы другими элементами детали.
Метчики пробивные
Эта запатентованная технология, совместно разработанная Audi и Emuge, может сэкономить до 75% времени цикла нарезания резьбы. Прочтите нашу статью, чтобы узнать больше о перфораторах.
Прочтите нашу статью, чтобы узнать больше о перфораторах.
Стандартная маркировка для метчиков
Метчики имеют маркировку на хвостовике, чтобы вы могли сразу определить, с каким метчиком вы имеете дело. Маркировка обычно включает:
- Номинальный размер: это описание размера резьбы метчика. Обозначение формы резьбы
- : описывает семейство резьбы.
- Материал метчика: обычно карбид или быстрорежущая сталь
- Диаметр шага LImit: Указывает, какая резьба с допуском будет сделана.
Пределы диаметра шага (диаметр резьбы <1 ″)
L1 = от базового к базовому минус 0,0005
h2 = от базового к базовому плюс 0,0005
h3 = базовый плюс от 0,0005 до базового плюс 0,0010
h4 = базовый плюс от 0,0010 до базового плюс.0015
h5 = Базовый плюс 0,0015 до Базового плюс 0,0020
H5 = Базовый плюс 0,0020 до Базового плюс 0,0025
H6 = Базовый плюс 0,0025 до Базового плюс 0,0030
Примечание : Вы также можете найти эти ограничения в базе данных потоков G-Wizard.
Условные обозначения / сокращения формы резьбы
ACME 60 ° STUB 60 ° Форма заглушки
ACME STUB Форма резьбы Acme-заглушки
ACME-C Резьба Acme — центрирующая
ACME-G Резьба Acme, общего назначения
ANPT Aeronautica National Form трубная резьба
AWWA Американская ассоциация водопроводов
BA Стандартная форма резьбы Британской ассоциации
BSF Тонкая резьба британского стандарта серии
BSPP Британский стандарт, трубная параллельная
BSPT Британский стандарт трубный конус
BSW Британский стандарт Whitworth
MM ISO Форма метрической резьбы
N BUTT Резьба American Buttress
NC Американская национальная серия крупной резьбы
NEF Американская национальная серия сверхтонкой резьбы
NF Американская национальная серия мелкой резьбы
NGO Резьба для выхода газа по американским стандартам
NGT 9 0199 Американская национальная газовая коническая резьба
NH Американская национальная муфта для шлангов и пожарных шлангов
NM Национальная миниатюрная серия резьбы
NPS Прямая трубная резьба по американскому стандарту
NPSC Прямая трубная резьба по американскому стандарту в муфтах
NPSF Американский Стандартная внутренняя прямая трубная резьба (сухое уплотнение)
NPSH Прямая трубная резьба американского стандарта для шланговых соединений и ниппелей
NPSI Промежуточная прямая трубная резьба американского стандарта (сухое уплотнение)
NPSL Прямая трубная резьба американского стандарта для контргаек
NPSM Прямая трубная резьба по американскому стандарту для механических соединений
NPT Коническая трубная резьба по американскому стандарту
NPTF Dryseal Коническая трубная резьба по американскому стандарту
NPTR Коническая трубная резьба по американскому стандарту для рельсовых фитингов
NS Специальная резьба Американского национального стандарта F. orm
orm
PTF Dryseal SAE с короткой конической трубной резьбой
SGT Специальная газовая коническая резьба
SPL-PTF Dryseal с короткой конической трубной резьбой
STI Специальная резьба для винтовых вставок со спиральной спиральной проволокой
UN Unfied и Американская серия резьбы
UNC Unfied и American Coarse серии
UNEF Unfied и American Extra-Fine серии
UNF Unfied и American Fine серии резьбы
UNIV Unified Miniature Series
UNJ Unified серии резьбы с контролируемым радиусом основания
UNJC Серия унифицированной крупной резьбы с контролируемым радиусом основания
UNJF Серия унифицированной мелкой резьбы с контролируемым радиусом основания
UNR Серия унифицированной резьбы с постоянным шагом и контролируемым радиусом основания
Серия UNRC с унифицированной крупной резьбой Контролируемый радиус корня
UNRF 90 199 Унифицированная серия мелкой резьбы с контролируемым радиусом основания
UNS Неизолированная и американская резьба определенных специальных диаметров и шагов