Нарезание наружной резьбы — Нарезание резьбы
Нарезание наружной резьбы
Категория:
Нарезание резьбы
Нарезание наружной резьбы
Наружную резьбу нарезают плашками вручную и на станках.
В зависимости от конструкции плашки подразделяют на круглые, накатные, раздвижные (призматические).
Круглые плашки (лерки) изготовляют цельными и разрезными.
Цельная плашка представляет собой стальную закаленную гайку, в которой через резьбу прорезаны сквозные продольные отверстия, образующие режущие кромки и служащие для выхода стружки. С обеих сторон плашки имеются заборные части длиной 1/2 — 2 нитки. Эти плашки применяют при нарезании резьбы диаметром до 52 мм за один проход.
Диаметры цельных круглых плашек предусмотрены стандартом для основной метрической резьбы — от 1 до 76 мм, для дюймовой — от 1/4 до 2” , для трубной — от 1 /8 до 1 72”.
Круглые плашки при нарезании резьбы вручную закрепляют в специальном воротке.
Разрезные плашки в отличие от цельных имеют прорезь (0,5 —1,5 мм), позволяющую регулировать диаметр резьбы в пределах 0,1—0,25 мм. Вследствие пониженной жесткости нарезаемая этими плашками резьба имеет недостаточно точный профиль.
Резьбонакатные плашки применяют для накатывания точных профилей резьбы. Резьбонакатные плашки имеют корпус, на котором устанавливают накатные ролики с резьбой. Ролики можно регулировать на размер нарезаемой резьбы. Плашки вращают двумя рукоятками, ввертываемыми в корпус.
С помощью резьбонакатных плашек нарезают резьбы диаметром от 4 до 33 мм и шагом от 0,7 до 2 мм 6 —8-го квалитетов. Накатку выполняют на станках, а также вручную. РеЗьба получается более прочной, поскольку волокна металла в винтах не перерезываются. Кроме того, благодаря давлению плашек волокна упрочняются. Так как резьба только выдавливается, поверхность получается более чистой. Накатывание резьбы производится так же, как и нарезание клуппами.
На рис. 2, б показана резьбонакатная малогабаритная плашка типа НПН, применяемая для накатывания резьб Мб и М12 на сверлильных и токарных станках.
Плашка, изображенная на рис. 2, в, предназначена для накатывания резьб на тонкостенных трубах на сверлильных и токарных станках, а также вручную.
Раздвижные (призматические) плашки в отличие от круглых состоят из двух половинок, называемых полуплашками. На каждой из них указаны размер наружной резьбы и цифра или для правильного закрепления в приспособлении (клуппе). На наружной стороне полуплашек имеются угловые канавки (пазы), которыми они устанавливаются в выступы клуппа.
Для равномерного распределения давления винта на полуплашки во избежание перекоса между полуплашками и винтом помещают сухарь.
Раздвижные (призматические) плашки изготовляют комплектами по 4 —5 пар в каждом; каждую пару по мере необходимости вставляют в клупп. Раздвижные плашки изготовляют для метрической резьбы диаметром от Мб до М52 мм, для дюймовой — от 1/4 до 2” и для трубной резьбы — от ‘/8 до 1 3/4”. Раздвижную плашку закрепляют в клуппе (рис. 271, б), который состоит из косой типа НПН, в — для накатывания на тонкостенных трубах рамки с двумя рукоятками и зажимного винта.
Рис. 1. Цельная (а), разрезная (б) плашки: 1 — плашка, 2 — резьба, 3 — заборная часть
Рис. 2. Резьбонакатные плашки: а — малогабаритная типа MI1H, б — резьбонакатная
Рис. 3. Раздвижные призматические плашки: а — полуплашки, б — клупп, в — нарезание резьбы
Рис. 4. Нарезание резьбы плашкой
Нарезание наружной резьбы. При нарезании резьбы плашкой надо иметь в виду, что в процессе образования профиля резьбы металл изделия, особенно сталь, медь и др., «тянется», диаметр стержня увеличивается. Вследствие этого усиливается давление на поверхность плашки, что приводит к ее нагреву и прилипанию частиц металла, поэтому резьба получается рваной.
При выборе диаметра стержня под наружную резьбу следует руководствоваться теми же соображениями, что при выборе отверстий под внутреннюю резьбу.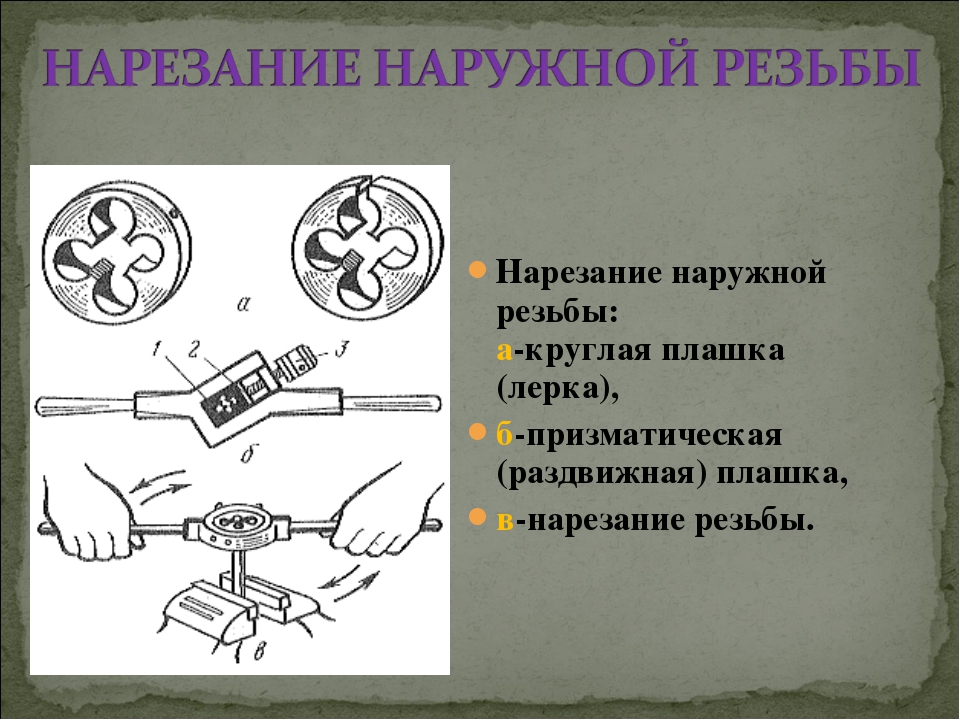
При нарезании резьбы плашкой вручную стержень закрепляют в тисках так, чтобы выступающий над уровнем губок конец его был на 20 — 25 мм больше длины нарезаемой части. Для обеспечения врезания на верхнем конце стержня снимают фаску.
Затем на стержень накладывают закрепленную в клупп плашку и с небольшим нажимом вращают клупп так, чтобы плашка врезалась примерно на одну-две нитки. После этого нарезаемую часть стержня смазывают маслом и вращают клупп с равномерным давлением на обе рукоятки так, как при нарезании метчиком, т. е. один-два оборота вправо и пол-оборота влево.
Для предупреждения брака и поломки зубьев плашки необходимо следить за перпендикулярным положением плашки по отношению к стержню: плашка должна врезаться в стержень без перекоса.
Нарезанную внутреннюю резьбу проверяют резьбовыми калибрами-пробками, а наружную — резьбовыми микрометрами или резьбовыми калибрами-кольцами и резьбовыми шаблонами.
Нарезание резьбы клуппами проводят в следующем порядке. Устанавливают в клупп плашки и раздвигают их на размер несколько больший, чем диаметр нарезаемой заготовки, зажимают заготовку в тисках в вертикальном положении и запиливают на торце фаску; надевают клупп на стержень заготовки и плотно сдвигают плашки винтом.
Клупп с плашками, смазанными смешанным или осерненным маслом, поворачивают на 1 —1 У2 оборота по часовой стрелке, затем на V4 — Ч2 оборота обратно. Нарезав резьбу, клупп перемещают, вращая его в обратную Сторону для схода на конец стержня; затем поджимают плашку винтом и проходят резьбу вторично.
Проверяя резьбу калибром или гайкой (в крайнем случае), повторяют проходы до получения резьбы нужного размера. По окончании работы плашки вынимают из клуппа, очищают от стружки, тщательно протирают и смазывают маслом.
По окончании работы плашки вынимают из клуппа, очищают от стружки, тщательно протирают и смазывают маслом.
Высокопроизводительные методы нарезания резьбы. Многие детали машин соединяют с помощью резьбовых соединений (тракторы, автомобили, металлорежущие и другие станки), что представляет собой трудоемкий процесс. Находят применение закаленные самовыдавливающие винты, которыми через пробитые отверстия соединяют листовые детали.
На Волжском автомобильном заводе широко применяют закаленные самонарезающиеся винты для чугунных и стальных деталей. Винты при вращении с подачей выдавливают резьбовые канавки.
На этом же заводе применяют самоконтрящие резьбовые соединения: шестигранную головку, имеющую выточки на нижнем торце, а на верхнем лунки и радиальные канавки; болты с зубчатым буртиком. Все это значительно сокращает трудоемкость сборочных работ.
Для предотвращения отвинчивания болтов применяют клеи (анаэробные смолы) типа ТЕН-3, которые рекомендуются для стопорения соединений, работающих в условиях вибрационной нагрузки.
Реклама:
Читать далее:
Нарезание резьбы на трубах
Статьи по теме:
Slesarnaya 9 Нарезание резьбы
1. СЛЕСАРНАЯ ОБРАБОТКА
НАРЕЗАНИЕ РЕЗЬБЫ
Нарезанием резьбы называется образование резьбы снятием стружки (а также пластическим деформированием) на наружных или внутренних поверхностях заготовок деталей.
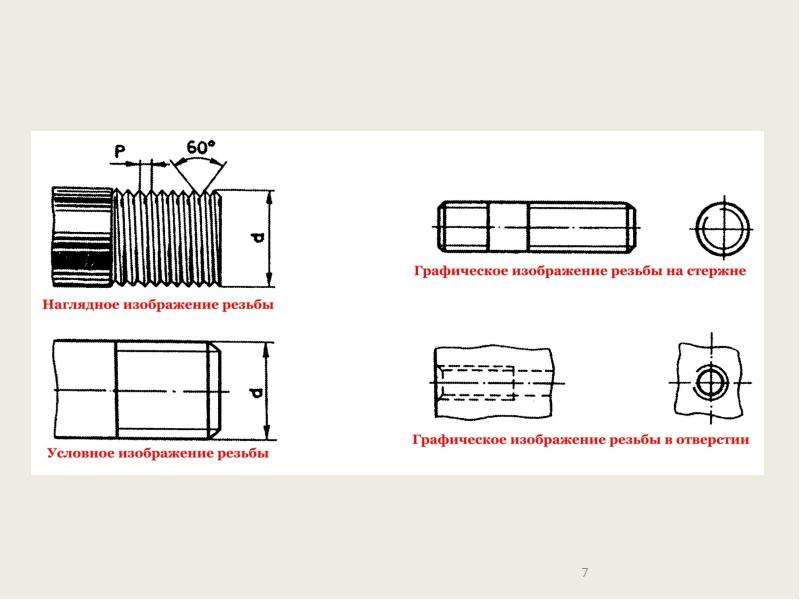
Резьба характеризуется профилем, шагом и диаметром. В зависимости от конфигурации профиля резьба бывает треугольной, трапецеидальной, прямоугольной и круглой.
По направлению движения винтовой линии резьба бывает правой и левой. В судостроении применяют в основном правую резьбу. Кроме того, резьбы бывают одно и многозаходными. Однозаходные имеют малые углы подъема винтовой линии и применяются для надежного крепления деталей. В судостроении применяют три системы резьб: метрическую, дюймовую и трубную.
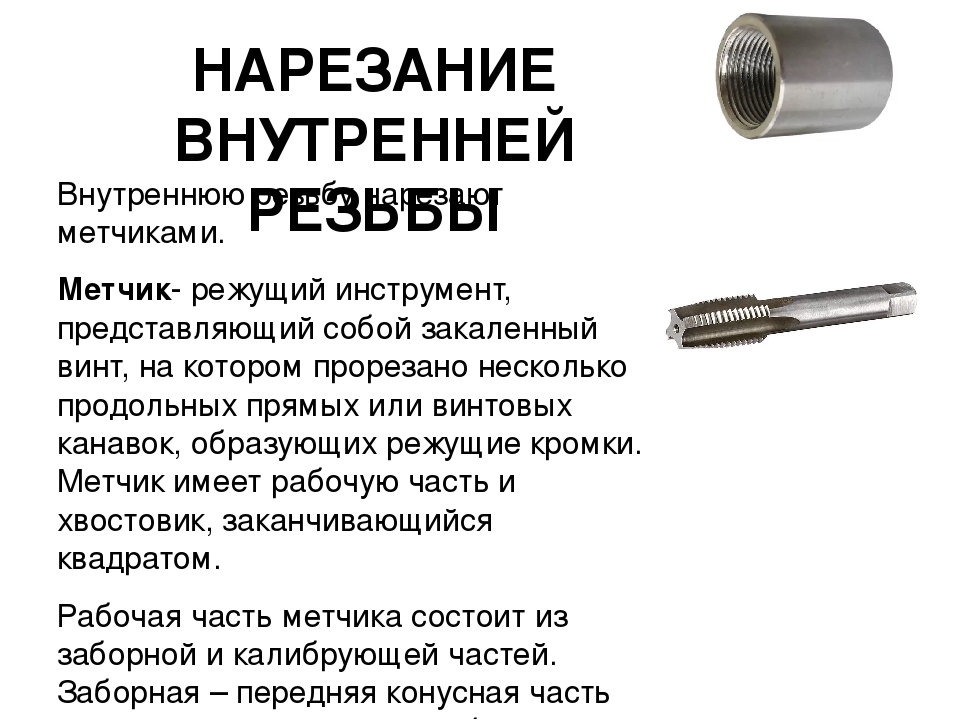
Резьбу на деталях получают нарезанием на резьбонарезных, сверлильных и токарных станках, накатыванием или вручную при помощи метчиков, служащих для нарезания внутренней резьбы (рис. 1.21), и плашек, используемых для нарезания наружной резьбы (рис. 1.22).
Метчики делятся на ручные и машинные, изготавливаемые из инструментальной стали марок У8, У12, 9ХС. Для нарезания внутренней резьбы вручную требуется большое усилие. Для облегчения работы и для получения более чистой резьбы ручные метчики выпускаются комплектно: черновой, средний и чистовой, причем на метчиках соответственно наносят 1, 2 и 3 кольца для их различия.
Для уменьшения нагревания метчика и для получения более чистой резьбы необходимо применять смазочно-охлаждающие жидкости, выбираемые в зависимости от материала детали.
Рис. 1.21. Инструмент для нарезания внутренней резьбы:
а – метчик и его части; б – цилиндрические метчики; в – конический метчик;
г – гаечный метчик; д – плашечный метчик; е – маточный метчик
Наружную резьбу нарезают с помощью плашек (лерок).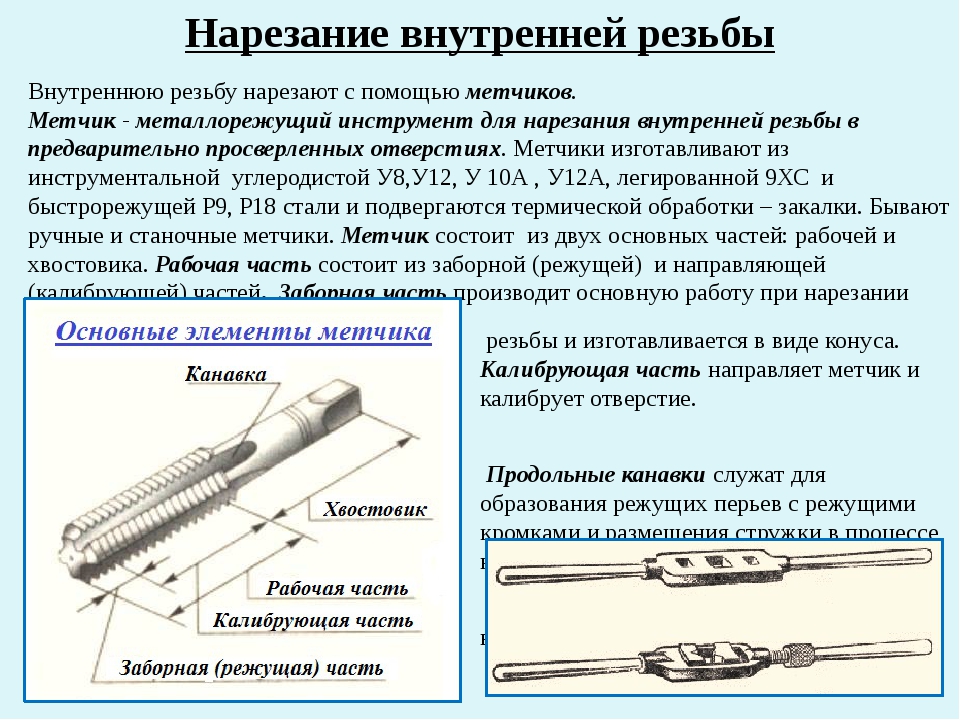 Плашки бывают круглые (цельные и разрезные) и призматические (раздвижные). Цельными плашками можно нарезать резьбу только одного диаметра, а разрезными можно регулировать диаметр резьбы, нарезаемой в небольших пределах.
Плашки бывают круглые (цельные и разрезные) и призматические (раздвижные). Цельными плашками можно нарезать резьбу только одного диаметра, а разрезными можно регулировать диаметр резьбы, нарезаемой в небольших пределах.
Нарезание резьбы производят за один проход. Призматические плашки состоят из двух половинок, благодаря чему полный профиль резьбы можно нарезать за несколько проходов.
До нарезания резьбы в деталях сверлят отверстия диаметром несколько меньше, чем диаметр будущей резьбы.
Диаметр сверла выбирают по табличным данным (табл. 1.5) или вычисляют по формулам:
Dсв = dр – S, мм или d = D – 1,5 t, мм,
где Dсв – диаметр сверла, мм; dр – диаметр резьбы, мм; S – шаг резьбы, мм; d – диаметр отверстия под резьбу, мм; D – наружный диаметр резьбы, мм; t – глубина резьбы, мм.
Рис. 1.22. Инструмент для нарезания наружной резьбы:
а – цельная плашка; б – разрезная плашка и ее части;
в – резьбонакатная плашка; г – раздвижная плашка
Таблица 1.
 5
Диаметры свёрл, применяемых для получения
резьбовых отверстий
5
Диаметры свёрл, применяемых для получения
резьбовых отверстий
Диаметр нарезанной резьбы измеряют штангенциркулем. Для определения шага резьбы применяют резьбомер. Для комплексной проверки резьбы применяют комплект резьбовых калибров, состоящий из проходного и непроходного калибров.
Диаметр стержня для нарезания резьбы определяют по табл.1.6.
Таблица 1.6 Диаметр стержня для нарезания резьбы
Нарезание резьбы на токарном станке резцом и другими инструментами
Нарезание резьбы на токарном станке относится к тем операциям, для которых могут быть использованы различные инструменты. Решают эту задачу чаще всего с помощью резца. Помимо него используют также метчики, плашки, рабочие головки специального назначения. Кроме того, на токарных станках такую операцию можно выполнять по технологии накатки.
Процесс нарезания резьбы на токарном станке резцом
Нарезание резьбы с использованием токарного оборудования
При нарезании резьбы на заготовке, установленной на токарном станке, с помощью резца такой процесс выглядит следующим образом: инструмент, перемещающийся вдоль оси вращающейся детали (движение подачи), своей заостренной вершиной прочерчивает на ее поверхности линию винтового типа.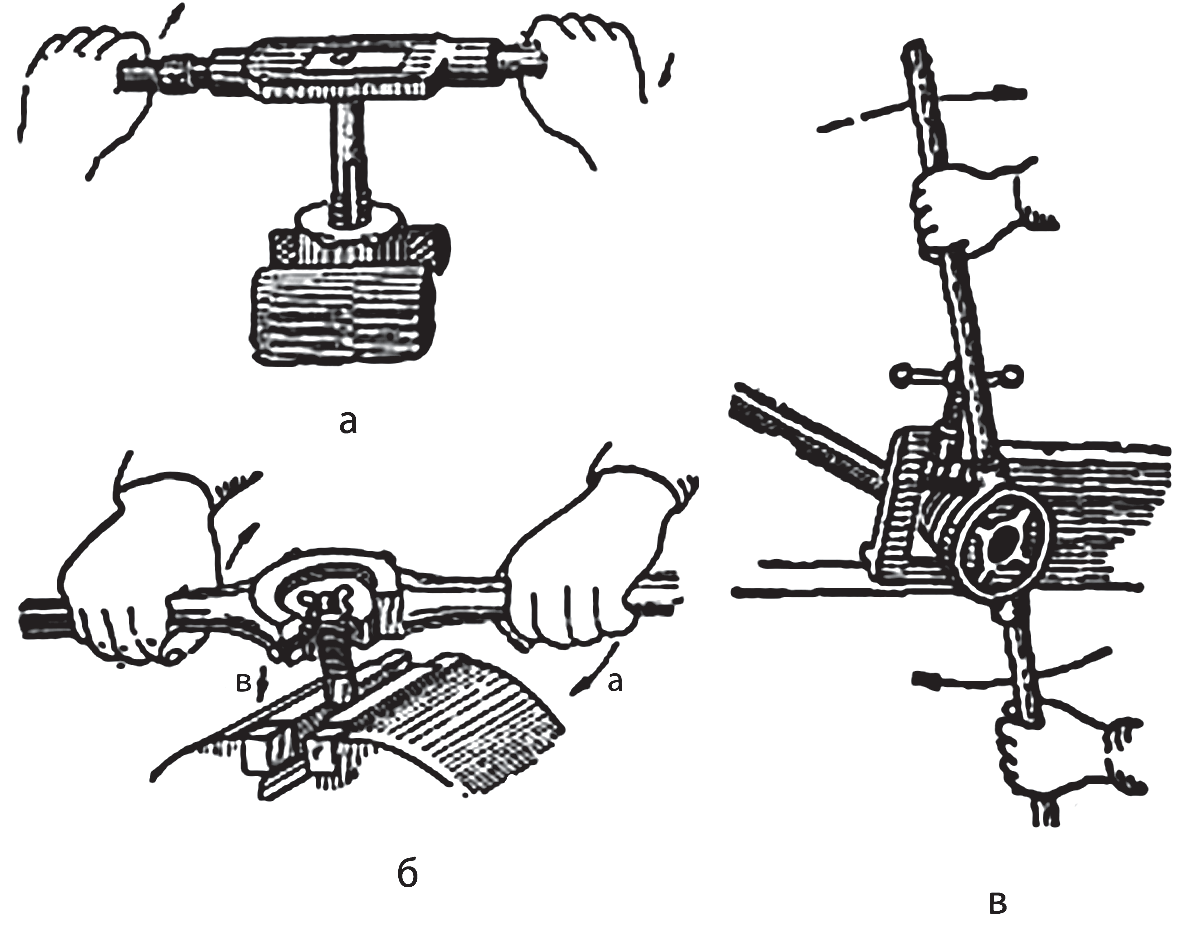 Характерным параметром винтовой линии, формируемой резцом на поверхности заготовки, является угол ее подъема или увеличения. Величина данного угла, измеряемого между касательной, расположенной к винтовой линии, и плоскостью, которая перпендикулярна оси вращения детали, определяется:
Характерным параметром винтовой линии, формируемой резцом на поверхности заготовки, является угол ее подъема или увеличения. Величина данного угла, измеряемого между касательной, расположенной к винтовой линии, и плоскостью, которая перпендикулярна оси вращения детали, определяется:
- величиной подачи режущего инструмента, перемещающегося вдоль оси заготовки;
- частотой, с которой вращается деталь.
Не менее важным параметром винтовой линии является ее шаг, который характеризует расстояние между ее соседними витками. Измеряется это расстояние по оси обрабатываемой детали.
Перемещаясь вдоль оси вращающейся заготовки, резец врезается в нее и создает винтовую поверхность, которую и принято называть резьбой. Элементы с резьбовой поверхностью используют для решения различных задач: обеспечения перемещения элементов друг относительно друга, их сочленения и уплотнения формируемых соединений.
Наиболее распространенные виды профиля резьбы: а — треугольная, б — прямоугольная, в — трапецеидальная, г — упорная, д – круглая
Поверхность заготовки с резьбой может быть цилиндрической и конической. На характеристики резьбового соединения значительное влияние оказывает профиль резьбы, то есть ее контур в плоскости. Выделяют профили:
На характеристики резьбового соединения значительное влияние оказывает профиль резьбы, то есть ее контур в плоскости. Выделяют профили:
- треугольные;
- трапецеидальные;
- прямоугольные;
- упорные;
- круглые.
Резьба на поверхности детали может быть сформирована одной винтовой ниткой (однозаходная) или несколькими (многозаходная). Если нарезают несколько винтовых ниток, то их располагают эквидистантно по отношению друг к другу.
Посчитать количество ниток можно в начале резьбовой поверхности. Многозаходная резьба, кроме шага, характеризуется таким параметром, как ход. Это расстояние, измеряемое между двумя однотипными точками двух соседних витков, которые сформированы одной ниткой. Измеряется такое расстояние по линии, располагающейся параллельно оси резьбовой детали. У однозаходной резьбы, сформированной одной ниткой, ход равен шагу, а для многозаходной его можно вычислить, если умножить шаг на количество заходов.
Все разновидности резьбы со схемами, параметрами и регламентирующими их ГОСТ
Применение резцов
Для нарезания резьбы с помощью токарного станка необходимы резьбонарезные резцы. Изготавливаются они из быстрорежущей стали, а требования к их характеристикам оговариваются соответствующим ГОСТом (18876-73). По конструкции такие резцы подразделяются на следующие типы:
- призматические;
- стержневые;
- круглые (дисковые).
Винтовая резьбовая канавка на поверхности заготовки нарезается резцом отогнутой или прямой формы, а для формирования резьбы внутреннего типа требуются прямые и изогнутые инструменты, которые фиксируют в специальной оправке. Вершина токарного резца, которой и выполняется нарезание витков, должна иметь конфигурацию, полностью соответствующую профилю формируемой резьбы.
Резцы для нарезания резьбы: а — стержневой; б — призматический многопрофильный; в — призматический однопрофильный; г — дисковый многопрофильный; д — дисковый однопрофильный; е — дисковый для внутренней резьбы; α — задний угол; γ — передний угол; φ — угол заборного конуса; h — высота установки оси резца
При формировании резьбы резцом следует учитывать ряд особенностей такой технологии.
- Передний угол токарного инструмента для нарезания резьбы зависит от характеристики материала, подвергаемого обработке. Выбирать такой угол можно в достаточно широких пределах: 0–250. Так, если резьба с помощью станка нарезается на заготовках из обычных сталей, передний угол должен составлять 0 градусов, для высоколегированных сталей, которые хорошо противостоят температурным нагрузкам, передний угол может составлять 5–100. Он может быть тем больше, чем выше вязкость материала, и тем меньше, чем выше твердость и хрупкость металла, из которого выполнена обрабатываемая на станке заготовка.
- Вершина токарного резца, которая формирует винтовую линию на заготовке, должна иметь форму, идентичную профилю резьбы.
- Задние боковые углы инструмента выбираются такими, чтобы поверхности резца, которыми они сформированы, не терлись о только что сформированную винтовую канавку. Обычно эти углы с обеих сторон токарного резца делают одинаковыми.
 Если угол подъема, которым характеризуется резьба, составляет менее 4 градусов, то такие углы выбирают в пределах 3–50, если больше 40, то 6–8 градусов.
Если угол подъема, которым характеризуется резьба, составляет менее 4 градусов, то такие углы выбирают в пределах 3–50, если больше 40, то 6–8 градусов. - Резьбу внутреннего типа нарезают в уже подготовленных отверстиях, которые получены расточкой или сверлением.
 Если угол подъема, которым характеризуется резьба, составляет менее 4 градусов, то такие углы выбирают в пределах 3–50, если больше 40, то 6–8 градусов.
Если угол подъема, которым характеризуется резьба, составляет менее 4 градусов, то такие углы выбирают в пределах 3–50, если больше 40, то 6–8 градусов.Резьбонарезные резцы
Заготовки, которые сделаны из стали, обрабатывают на токарном станке при помощи инструментов с пластинами, выполненными из твердых сплавов Т15К6, Т14К8, Т15К6, Т30К4. Если деталь изготовлена из чугуна, то для нарезания резьбы на ней используют инструмент с пластинами из следующих марок твердых сплавов: ВК4, В2К, ВК6М, ВК3М.
Технология использования метчиков и плашек
При помощи метчиков, представляющих собой винт с несколькими продольными канавками, которые формируют режущие кромки и способствуют отводу стружки, на токарном станке нарезают преимущественно метрические резьбы в отверстиях небольшого диаметра. Если для нарезания резьбы используются машинные метчики, то операция выполняется за один проход.
Если для нарезания резьбы используются машинные метчики, то операция выполняется за один проход.
Машинные метчики отличаются от обычных тем, что они состоят из двух частей – заборной и калибровочной. Если для нарезания резьбы с помощью токарного станка используются обыкновенные метчики, то технология выполнения этого процесса предполагает применение набора инструментов. Набор для нарезания внутренней резьбы включает в себя три типа метчиков: черновой, который выполняет 60% работы, получистовой (30%), чистовой (10%). Иногда в таком наборе может быть два инструмента: черновой, выполняющий 75% работы, и чистовой, на который приходится 25% работы. Чтобы отличить черновой метчик от чистового, достаточно посмотреть на его заборную часть: она у него значительно длиннее, чем у чистового.
Конструкция метчика для нарезания резьбы
Скорость нарезания резьбы на токарном станке с использованием метчиков может быть достаточно высокой:
- 6–22 м в минуту – для деталей, изготовленных из чугуна, бронзы и алюминия;
- 5–12 м в минуту – для стальных заготовок.
При помощи плашек, представляющих собой кольцо с внутренней резьбой и несколькими стружечными канавками, наружную резьбу делают на винтах, болтах и шпильках. Поверхность детали должна быть предварительно обточена на величину требуемого диаметра, который обязательно должен учитывать допуск:
- 0,14–0,28 мм – для резьбы, диаметр которой составляет 20–30 мм;
- 0,12–0,24 мм – для резьбы с диаметром 11–18 мм;
- 0,1–0,2 мм – для резьбы, имеющей диаметр 6–10 мм.
Плашки, которыми нарезается наружная резьба, закрепляются в специальном патроне (плашкодержателе), расположенном в пиноли задней бабки токарного станка.
Плашки для нарезания резьбы
Используя плашки, резьбу нарезают со следующими скоростями (их настройка также учитывает минимальный износ инструмента в ходе работы):
- 10–15 м в минуту – на изделиях, выполненных из латуни;
- 2–3 м в минуту – на чугунных деталях;
- 3–4 м в минуту – на заготовках из стали.

Чтобы плашка беспрепятственно зашла на деталь, на торце последней снимают фаску, по высоте совпадающую с высотой профиля резьбы.
Применение резьбонарезных головок
При нарезании резьбы с применением токарных станков к специальным головкам обращаются значительно реже, чем к вышеописанным инструментам. Использоваться такие головки могут для нарезания резьбы любого типа. Их рабочими элементами являются гребенки: призматические применяются, когда нужно нарезать внутреннюю резьбу, для нарезания наружной необходимы радиальные, круглые и тангенциальные. Особенность таких головок заключается в том, что их рабочие органы автоматически расходятся при совершении обратного хода, таким образом, они не контактируют с только что нарезанной резьбой.
Резьбонарезные головки
Гребенки для нарезания резьбы
Гребенки для нарезания внутренней резьбы (их количество в комплекте может быть различным) выполняются с заходным конусом.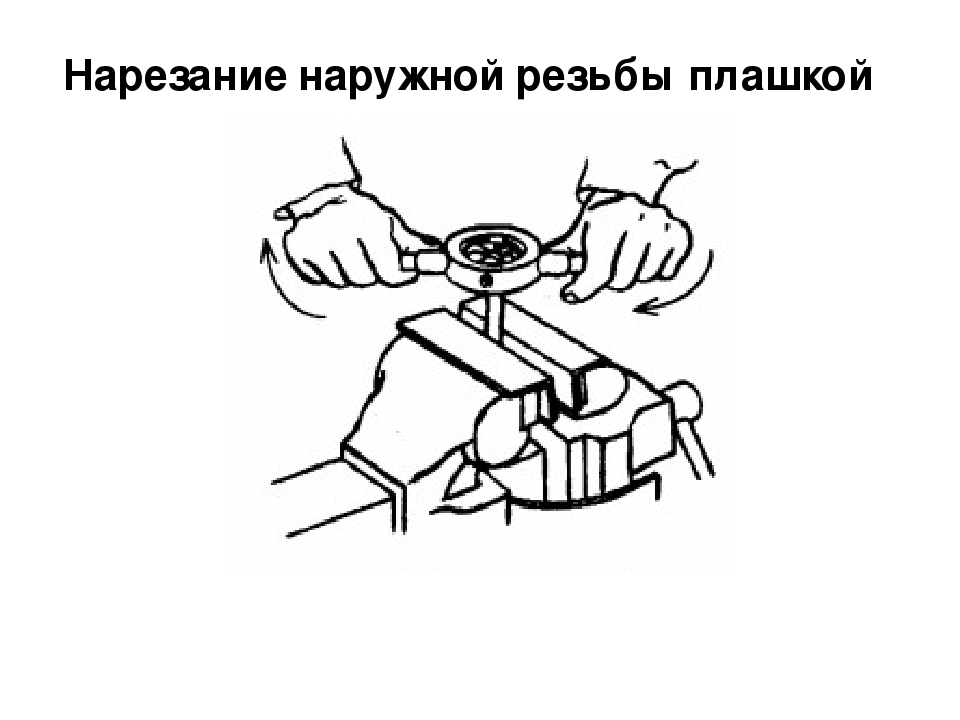 При нарезании наружной резьбы преимущественно используются гребенки круглого типа, которые отличаются простотой своей конструкции. Кроме того, гребенкам такого типа свойственна высокая стойкость, их можно неоднократно перетачивать, приводя их геометрические параметры к первоначальным значениям.
При нарезании наружной резьбы преимущественно используются гребенки круглого типа, которые отличаются простотой своей конструкции. Кроме того, гребенкам такого типа свойственна высокая стойкость, их можно неоднократно перетачивать, приводя их геометрические параметры к первоначальным значениям.
В том случае, если на токарном станке необходимо нарезать винтовую поверхность на червяках или винтах, отличающихся большой длиной, то резьбонарезные головки фиксируют на суппорте станка, что способствует повышению производительности технологического процесса. Оснащаться такие головки могут как обычными резцами, так и инструментом чашечного типа.
Понять технологию нарезания резьбы при помощи токарного станка можно по видео, на котором хорошо видно, как осуществляется этот процесс. Ниже приведено несколько видео, на которых запечатлен процесс изготовления резьбы разными способами.
 youtube.com/embed/vz1X2vlFXLU» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/vz1X2vlFXLU» frameborder=»0″ allowfullscreen=»allowfullscreen»/>Оценка статьи:
Загрузка…Поделиться с друзьями:
Нарезка внутренней и наружной резьбы своими руками
Резьбовое соединение — один из наиболее распространённых способов крепления различных деталей. Сегодня существует множество разновидностей болтов, гаек, винтов и т.п., но иногда бывают ситуации, при которых требуется самостоятельно нарезать резьбу, например, в сделанном в металле отверстии или на металлической трубе водопровода. Для этого существует несколько инструментов и способов нарезки резьбы, давайте их рассмотрим.
Содержание:
1. Виды резьбы.
2. Ликбез: что нужно знать при нарезании резьбы вручную.
3. Как нарезать наружную резьбу при помощи плашки.
3.1 Принцип нарезки резьбы плашкой.
3.3 Нарезаем резьбу плашкой своими руками (видео).
4. Нарезка внутренней резьбы метчиком.
4.1 Ручная нарезка внутренней резьбы метчиком (видео).
5. Нарезка резьбы на металлической трубе своими руками.
5.1 Нарезка наружной резьбы на трубе плашкой (клуппом).
5.2 Что такое клупп и как им пользоваться (видео).
5.3 Нарезка внутренней резьбы на трубе метчиком.
Виды резьбы
Резьба бывает:
- Метрическая
- Дюймовая
- Трубная дюймовая
Чем они отличаются видно на картинке ниже, стоит отметить лишь одно, что в основном применяется метрическая резьба.
Виды резьбы
Так же различается правая и левая резьба.
Ликбез: что нужно знать при нарезании резьбы вручную
Как нарезать наружную резьбу при помощи плашки
Для нарезки наружной резьбы вручную применяется специальный инструмент — плашкодержатель с плашками различного диаметра.
Плашкодержатель с плашками под различный диаметр
В труднодоступных местах, например возле стен, используется плашкодержатель с трещоткой.
Подбор плашки
Номинальный диаметр резьбы — диаметр в вершинах треугольников резьбы. Плашка срезает металл, образуя впадины и оставляя нетронутыми вершины, тем самым и стержень и плашка должны быть одинакового диаметра. Диметр резьбы, к примеру, — М3 — это «М» — метрическая резьба, а число — номинальный диаметр резьбы в мм. Соответственно, что бы нарезать резьбу на 3 мм стержне, берём плашку М3. Замеры стержня выполняются штангенциркулем.
Что бы плашка лучше врезалась в стержень с его торца срезают фаску.
Принцип нарезки резьбы плашкой
Для крепления заготовки понадобятся тиски. Заготовка прочно закрепляется в тисках и смазывается машинным маслом для более лёгкого хода плашки, уменьшения трения и износа инструмента.
При нарезке резьбы плашкой нужно избегать большого скопления стружки в стружкоотводящих отверстиях.
Плашку устанавливают на торец детали перпендикулярно. С небольшим нажимом начинают вращать плашкодержатель по часовой стрелке, если резьба правая, соответственно, если левая, то против часовой.
Нарезают резьбу следующим образом:
- Сначала делают 2-3 оборота.
- Потом пол оборота назад для удаления стружки.
- Подсмазываем после каждых 3-4 витков, можно при помощи шприца.
- И т.д.
Резьба проверяется гайкой или калибр-кольцом. Гайки для вашей резьбы можно прикупить здесь → https://rus-metiz.com/categories/gaiki (РусМетиз).
Калибр-кольцо
Нарезаем резьбу плашкой своими руками (видео)
Нарезка внутренней резьбы метчиком
Метчиком нарезают внутреннюю резьбу в предварительно просверленном отверстии. Отверстие должно быть меньше примерно на размер витка (размер витка указан на метчике).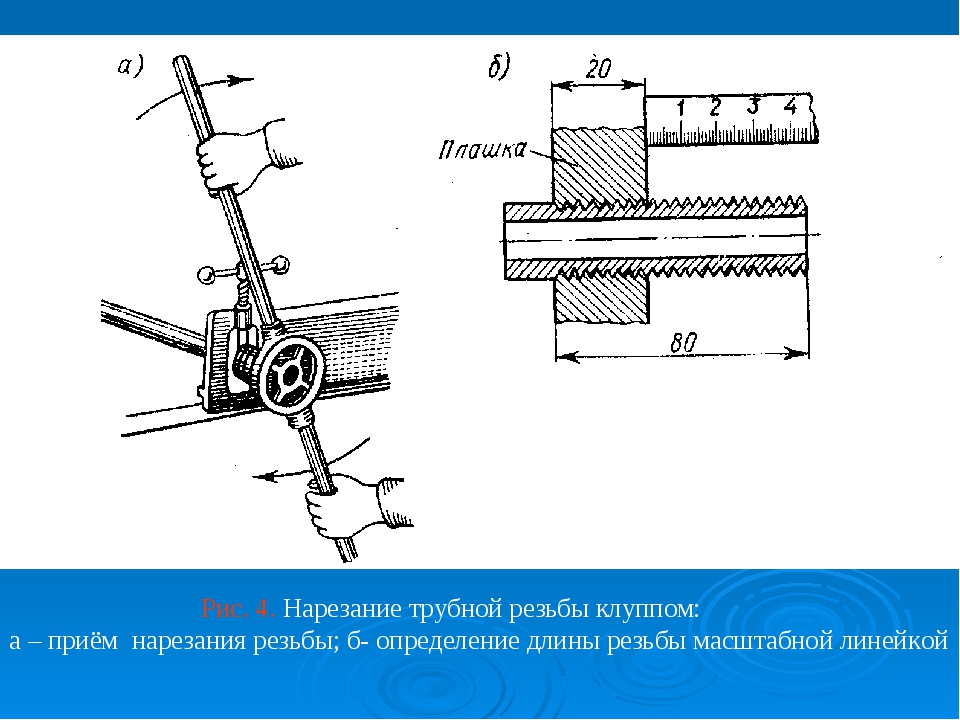 Примерно как в таблице:
Примерно как в таблице:
Диаметр отверстия под внутреннюю резьбу метчиком
Стоит помнить, что сверло не даст абсолютно точный диаметр, он будет больше на некоторые доли мм. Особенно это заметно на диаметрах до 3 мм. Это следует учитывать и брать сверло меньше на десятую долю мм.
Так же как и с плашками, существует метчикодержатель.
Метчики бывают черновые и чистовые. Иногда режут сначала черновым, потом чистовым метчиком, но в основном используют сразу чистовые.
Ручная нарезка внутренней резьбы метчиком (видео)
Процесс практически идентичен с нарезкой резьбы плашкой. Метчик крепится в держатель и устанавливается перпендикулярно отверстию. Деталь с отверстием должна быть надёжно закреплена.
Метчик и отверстие смазывается и делается это периодически, после нескольких витков. Так же как и с плашкой, нужно делать 1-2 оборота и 0,5 оборота обратно, для удаления стружки.
Для проверки точности нарезки резьбы используют угольник, проверяя вертикальность метчика после нескольких витков.
Нарезка резьбы на металлической трубе своими руками
При монтаже металлических труб для водопровода или отопления на них приходится нарезать резьбу. Резьбовое соединение труб достаточно надёжно и выдерживает значительное давление (если его правильно сделать), по-этому давайте посмотрим, как нарезать резьбу на мет. трубе своими руками.
Первым делом отрезаем с помощью болгарки или ножовки по металлу нужный отрезок, обязательно контролируя ровность реза, чтобы одна часть трубы не была больше другой — рез должен быть перпендикулярен стенкам трубы.
Труба должна быть очищена от ржавчины, старой краски и т.п., если что-то на ней имеется. Далее срезаем с трубы фаску (внутреннюю или наружную, в зависимости от того, какую резьбу вы нарезаете) для более лёгкого хода режущего инструмента. Фаску можно срезать болгаркой с диском по металлу (→ как работать болгаркой) или лепестковым диском или напильником.
Металлические трубы со срезанной фаской
Нарезка наружной резьбы на трубе плашкой (клуппом)
Всё так же как и со стрежнями, о которых писалось выше, но теперь больше диаметром, что скорее всего потребует некоторой практики и следует потренироваться либо быть крайне аккуратным первый раз. Так же для получения качественной резьбы и последующего хорошего соединения труб нужно работать сначала черновой плашкой, затем чистовой (такие комплекты продаются).
Выбор металла плашки так же важен. Для работы с твёрдыми сплавами следует использовать соответствующие плашки из определённых сплавов, уточняйте это при покупке.
Но, плашка — не столь хороший и мощный инструмент для нарезки резьбы на трубах своими руками, гораздо удобнее использовать клуппы.
Клупп представляет собой практически тот же плашкодержатель, только с направляющей для ровного хода и нарезки резьбы. Одевается клупп на трубу именно этой направляющей.
Одеваем и наживляем клупп на трубу, немного вкрутив его руками, далее нужно использовать либо специальный инструмент — трещётку, которой удобно крутить клупп, но для бытовых нужд подойдёт и большой разводной или газовый ключ.
Одна часть трубы должна быть, естественно, зафиксирована в тисках. Если труба нарезается по месту, то смотрите, чтобы её где-то не вырвало от усилия, применяемого к клуппу. Трубу можно зафиксировать с помощью второго газового ключа, но лучше это делать второму человеку, т.к. нарезать резьбу одной рукой проблематично.
Что такое клупп и как им пользоваться (видео)
Нарезка внутренней резьбы на трубе метчиком
Иногда приходится нарезать на мет. трубах и внутреннюю резьбу. Делается это так же с помощью метчика, только уже более большого диаметра.
Для нарезки хорошей резьбы следует использовать миниму 2 метчика — черновой и чистовой. Важно правильно подобрать метчик под диаметр трубы. Так, внутренний диметр трубы должен быть больше на длину витка метчика (если более точно, то на толщину реза), это указывается на самом метчике.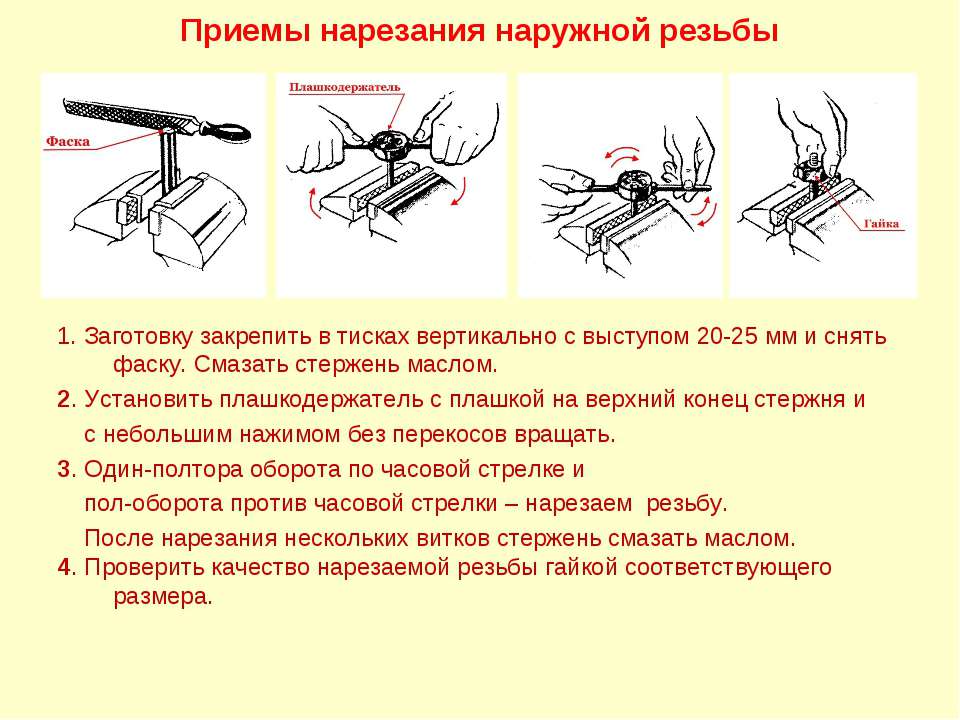
Нарезка производится сначала одним метчиком, затем вторым. Главное — строго соблюдать перпендикулярность хода метчика и контролировать его. На этом всё, успехов в нарезке резьбы!
Оставляйте ваши советы и комментарии ниже. Подписывайтесь на новостную рассылку. Успехов вам, и добра вашей семье!обзор способов нарезки резьбы своими руками, виды резьб, стандарты,
Резьбовое соединение – наиболее удобное для монтажа сантехнических коммуникаций. Ее показатели прочности ниже, в сравнение со сваркой. Но, если необходима замена трубы, достаточно открутить гайку и получить доступ ко всей системе.
Большинство труб идут с конвейера без нарезанного соединения. В этом случае трубные резьбы можно нарезать самостоятельно.
Самостоятельная нарезка резьбы на трубе
Что будет необходимо для работы
В промышленности для нарезки используется станочное оборудование, которое без присутствия машиниста справляется с центровкой, передвижением плашки, последующей доводкой. В условиях квартиры или гаража – это невыполнимая задача.
В условиях квартиры или гаража – это невыполнимая задача.
Для дома подходит специальный нарезной инструмент, который можно купить в любом строительном магазине или на рынке. Он представлен в виде разборных или цельных плашек и метчиков.
Кроме клуппа и плашек потребуется еще дополнительный инструмент:
- Труборез. Инструмент, предназначенный для резки стальных трубок. Оснащен несколькими роликами и резаком из твердосплава или алмаза. Дает тонкий, почти незаметный рез, без заусенцев. Если его нет, можно воспользоваться болгаркой с отрезным кругом. На срезе появляются заусенцы и неровности, которые нужно обработать.
- Напильник или лепестковый круг. Если после отрезки появились дефекты поверхности, потребуется дополнительная обработка. Так как сталь в трубах сырая и мягкая, ее легко обточить напильником или надфилем. Для ускорения процесса, можно воспользоваться углошлифовальной машинкой.
- Газовая горелка или строительный фен. Если приходится работать со старым трубопроводом, придется снять краску и ржавчину. Нарезка резьбы на трубах с краской не даст жесткого сцепления и прочности. Старое лакокрасочное покрытие, чаще всего масляное, легко очищается нагревом. Газовой горелкой или феном нужно пройтись по поверхности и счистить все шпателем. Другие виды краски требуется устранять химически. Для этого используются специальные смывки и преобразователи ржавчины.
 Нарезка резьбы на трубах с краской не даст жесткого сцепления и прочности. Старое лакокрасочное покрытие, чаще всего масляное, легко очищается нагревом. Газовой горелкой или феном нужно пройтись по поверхности и счистить все шпателем. Другие виды краски требуется устранять химически. Для этого используются специальные смывки и преобразователи ржавчины.
Нарезка резьбы на трубах с краской не даст жесткого сцепления и прочности. Старое лакокрасочное покрытие, чаще всего масляное, легко очищается нагревом. Газовой горелкой или феном нужно пройтись по поверхности и счистить все шпателем. Другие виды краски требуется устранять химически. Для этого используются специальные смывки и преобразователи ржавчины.- Тиски. Так как приходится прикладывать большие усилия для вырезки, их нужно зафиксировать. Лучше всего использовать сантехнический пресс, имеющий специальный профиль губок. Но, можно воспользоваться и обычными слесарными тисками.
- Ключ. Если приходится делать ремонт «на месте», тиски там не станут. В этом случае понадобится газовый ключ. Он имеет большое расстояние между губками и позволяет жестко зафиксировать трубу.
- Масло. Желательно смазать деталь, чтобы она легче продвигалась по резьбе. В этом случае понадобится смазка, как машинное масло, WD-40, бытовая смазка или технический вазелин.
- Ветошь. После нарезки, обязательно нужно снять всю грязь с резьбы, поэтому после работы она протирается ветошью.
 После нарезки, обязательно нужно снять всю грязь с резьбы, поэтому после работы она протирается ветошью.
После нарезки, обязательно нужно снять всю грязь с резьбы, поэтому после работы она протирается ветошью.Нарезание внешней резьбы цельной плашкой
Чем нарезать резьбу на трубе? Для этого используется специальный инструмент – плашка.
Плашка – это металлический диск, состоящий из двух групп отверстий: внутренние и внешние (лепестковые).
Внутренние имеют резьбовую насечку, которая и создает прорези на металле. В дорогих версиях резьба производится из твердосплава или покрывается алмазным напылением. Благодаря этому, можно прорезать даже коленую сталь. Но большинство труб производятся из сырого низкоуглеродистого чермета. Ее можно резать обычным закаленным металлом.
Лепестковые отверстия предназначены для отвода стружки. Так как канавки могут быть глубже 1 миллиметра, образуется много отходов, которые нужно удалять, чтобы не забивались резаки.
Для низкоуглеродистых марок стали, подойдут плашки из быстрореза. Они тверже среднестатистического металла в трубах. Для водопровода из нержавейки, понадобятся победитовые леркы.
Они тверже среднестатистического металла в трубах. Для водопровода из нержавейки, понадобятся победитовые леркы.
Как правило, одна планка имеет от 8 до 10 витков. Они расположены в виде конуса. Это требуется для того, чтобы начать резку было просто с помощью менее глубоких витков. Но перепады высоты слишком малы и не нарушают резьбу.
В некоторых наборах находится сразу несколько планок одного размера. Это требуется для черновой и чистовой резки.
Плашка для нарезки резьбы на трубах может быть:
- Цельной. Имеют высокую точность, так как диск замкнут. Отсутствие движения витков не позволяет нарезке сбиваться. Но из-за монолитности имеется недостаток – быстрый износ резцов.
- Раздельной. Обладают прорезью от границы диска к его центру. Применяются там, где не нужна высокая точность, так как паз вызывает радиальные движения при работе. Так как имеют небольшую амортизацию, меньше стираются.
Для удобного вращения, используется специальный вороток. Он имеет разъем для установки плашки и стопорные винты. Горизонтально расположены ручки для равномерного давления и верчения.
Он имеет разъем для установки плашки и стопорные винты. Горизонтально расположены ручки для равномерного давления и верчения.
Процесс нарезания плашкой:
- Подготавливается трубка. Ее нужно отрезать на необходимую длину, обработать торец, счистить краску и ржавчину.
- Трубка фиксируется в тисках или газовом ключе. Плашка устанавливается перпендикулярно расширенной стороной конуса. Аккуратными вращениями с нажимом прорезается резьба.
- Подготовленные витки очищаются ветошью. Если использовалось масло, нужно воспользоваться растворителем.
Использование плашки с держателем трещоткой
Значительно упрощается задача с нарезкой, если использовать ручки-трещетки. Это конструкция с одной ручкой.
Сам корпус состоит из четырех частей:
- Снизу устанавливается сама плашка. Она фиксируется прижимными болтами.
- Посередине находится трещетка, к который приварена ручка. Немного выше расположен свитчер для переключения движения.
- Сверху встроен центроискатель.
 Она фиксируется прижимными болтами.
Она фиксируется прижимными болтами.Особенно такая конструкция удобна, если ограничено пространство и для двухручного воротка он не пригоден. Трещетка позволяет с большим комфортом производить нарезку. Устанавливая свитчер в положение закручивания, происходит прорезь металла. Отворачивая рычаг назад — срабатывает свитчер и плашка не двигается.
О работе воротка с трещеткой ниже представлено видео.
Применение клупповых плашек
Клупп для нарезки резьбы на трубах – универсальный инструмент, иногда называющийся разборной плашкой. Для подготовки работы необходимо:
Для подготовки работы необходимо:
- Резцы установить на посадочные места. Они могут идти в комплекте или покупаться отдельно.
- После установки метчиков, они сверху пломбируются специальными металлическими пластинами.
- Головка фиксируется винтами и клупп готов к работе.
Лерка для нарезки резьбы разборного типа обладает высокой проходимостью, прекрасно справляется с повышенными нагрузками и удобна в переноске. Часто их покупают в наборе, где присутствуют все нужные резцы.
Нарезка резьбы с помощью клуппа
В стандартном комплекте, клупп – это несколько головок с резцами и штанга для передачи крутящего момента.
Процесс нарезки прост и не отличается от стандартный плашек. Резцы имеют конусовидную форму, поэтому нет проблем со входом на трубу.
Желательно соблюдать несколько правил для работы с клуппом:
- Смазка. Для нормального реза нужно использовать масло или смазку. Для легкого отвода стружки, лучше применять солидол или другие густые жидкости, способные легко захватывать металлические обрезки.
- Центр. Важно, чтобы не была сбита центровка. Так как резцы намного тверже труб, легко скосить нарезку, что приведет к негодности резьбы.
- Смена вращений. Через каждые пол прокрута, нужно немного проворачивать лерку обратно.

А как быть с внутренней резьбой в трубах
Выше было описано, как нарезать резьбу на трубе. С внутренним резом все немного иначе. В стандартном трубопроводе, это не принято. Обычно используются сгонные соединения, так как закручивания внутрь заужает водопровод. А этом может привести к засору металлами и минералами.
Иногда в магазинах сложно найти переходники для сгона, поэтому его приходится изготавливать вручную. Для этого используются метчики. Снаружи они похожи на болты, но имеют не сплошные, а сегментированные резцы.
Часто продаются парно, для чистовой и черновой работы. В работе они намного проще. Вручную их можно сделать с помощью воротка или шуруповерта.
Не нужно обрабатывать отверстие, снимать заусенцы, но желательно смазывать.
Виды резьб
На данный момент есть несколько стандартов резьбовых соединений, используемых в сантехнике. Перед тем, как нарезать резьбу на трубе – нужно осведомиться в их размерах и типах.
Два вида резьбы могут не соединяться друг с другом, так как угол между вершинами, их длина и высота не позволят комфортно состыковать.
Какие стандарты резьбы используется на трубах
Метрическая резьба
Название связано с тем, что измерение происходит в миллиметрах и размеры указываются в привычных единицах исчисления. Кромка имеет форму равностороннего треугольника.
Кромка имеет форму равностороннего треугольника.
На территории Евразии это самый распространенный профиль. Считается стандартом, так как большинство сантехнических соединений оборудовано метрикой. Почти весь инструмент для нарезки резьбы на трубах заточен именно под нее.
G Цилиндрическая трубная резьба
Цилиндрическая насечка регламентируется ГОСТ 6357-81. Имеет дюймовый профиль и шаг, распространена в США. Если нужно подвести трубопровод под американское сантехническое оборудование, требуется специальный переходник или нарезка трубы по профилю G.
Буквенное обозначение является условным и означает проход трубы в дюймах.
R трубная коническая резьба
Труба с дюймовым шагом, имеющая конусность 1:16. Обозначение внутренней резьбы – Rc, внешней – R.
Другие стандарты трубных резьб
Кроме вышеописанных категорий, для работы с сантехникой понадобятся и другие размеры.
В некоторых случаях, могут требоваться переходники или инструмент с редкими размерами. К ним относятся:
К ним относятся:
- Дюймовая. Измерение происходит в неметрических исчислениях (английская имперская мера). Один дюйм равен 0,0224 метра. Определить это можно по двойным кавычкам после цифры (1” – 2,54 сантиметра). Мера отличается от метрической системы, поэтому для сгона двух видов резьбы нужен переходник.
- Круглая. Некоторые виды санитарной арматуры оборудованы круглой насечкой. Это различные виды запорных элементов, смесители и краны.
- Трапецевидная. Резьба с трапецевидными сечением и углом в 30 градусов.
Нарезка внутренней и наружной резьбы своими руками, Советы — Pcity.su
Как нарезать резьбу плашкой или метчиком, в т.ч. на трубах
Р езьбовое соединение — один из наиболее распространённых способов крепления различных деталей. Сегодня существует множество разновидностей болтов, гаек, винтов и т.п., но иногда бывают ситуации, при которых требуется самостоятельно нарезать резьбу, например, в сделанном в металле отверстии или на металлической трубе водопровода. Для этого существует несколько инструментов и способов нарезки резьбы, давайте их рассмотрим.
Сегодня существует множество разновидностей болтов, гаек, винтов и т.п., но иногда бывают ситуации, при которых требуется самостоятельно нарезать резьбу, например, в сделанном в металле отверстии или на металлической трубе водопровода. Для этого существует несколько инструментов и способов нарезки резьбы, давайте их рассмотрим.
Виды резьбы
- Метрическая
- Дюймовая
- Трубная дюймовая
Чем они отличаются видно на картинке ниже, стоит отметить лишь одно, что в основном применяется метрическая резьба.
Так же различается правая и левая резьба.
Ликбез: что нужно знать при нарезании резьбы вручную
Как нарезать наружную резьбу при помощи плашки
Для нарезки наружной резьбы вручную применяется специальный инструмент — плашкодержатель с плашками различного диаметра.
Плашкодержатель с плашками под различный диаметр
В труднодоступных местах, например возле стен, используется плашкодержатель с трещоткой.
Подбор плашки
Номинальный диаметр резьбы — диаметр в вершинах треугольников резьбы. Плашка срезает металл, образуя впадины и оставляя нетронутыми вершины, тем самым и стержень и плашка должны быть одинакового диаметра. Диметр резьбы, к примеру, — М3 — это «М» — метрическая резьба, а число — номинальный диаметр резьбы в мм. Соответственно, что бы нарезать резьбу на 3 мм стержне, берём плашку М3. Замеры стержня выполняются штангенциркулем.
Что бы плашка лучше врезалась в стержень с его торца срезают фаску.
Принцип нарезки резьбы плашкой
Для крепления заготовки понадобятся тиски. Заготовка прочно закрепляется в тисках и смазывается машинным маслом для более лёгкого хода плашки, уменьшения трения и износа инструмента.
При нарезке резьбы плашкой нужно избегать большого скопления стружки в стружкоотводящих отверстиях.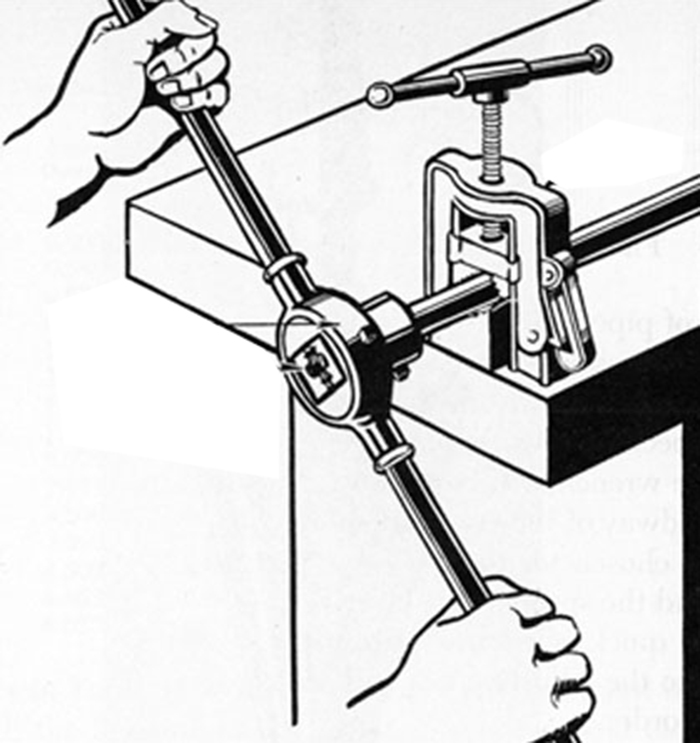
Плашку устанавливают на торец детали перпендикулярно. С небольшим нажимом начинают вращать плашкодержатель по часовой стрелке, если резьба правая, соответственно, если левая, то против часовой.
Нарезают резьбу следующим образом:
- Сначала делают 2-3 оборота.
- Потом пол оборота назад для удаления стружки.
- Подсмазываем после каждых 3-4 витков, можно при помощи шприца.
- И т.д.
Резьба проверяется гайкой или калибр-кольцом. Гайки для вашей резьбы можно прикупить здесь → https://rus-metiz.com/categories/gaiki (РусМетиз).
Нарезаем резьбу плашкой своими руками (видео)
Нарезка внутренней резьбы метчиком
Метчиком нарезают внутреннюю резьбу в предварительно просверленном отверстии. Отверстие должно быть меньше примерно на размер витка (размер витка указан на метчике). Примерно как в таблице:
Примерно как в таблице:
Диаметр отверстия под внутреннюю резьбу метчиком
Стоит помнить, что сверло не даст абсолютно точный диаметр, он будет больше на некоторые доли мм. Особенно это заметно на диаметрах до 3 мм. Это следует учитывать и брать сверло меньше на десятую долю мм.
Так же как и с плашками, существует метчикодержатель.
Метчики бывают черновые и чистовые. Иногда режут сначала черновым, потом чистовым метчиком, но в основном используют сразу чистовые.
Ручная нарезка внутренней резьбы метчиком (видео)
Процесс практически идентичен с нарезкой резьбы плашкой. Метчик крепится в держатель и устанавливается перпендикулярно отверстию. Деталь с отверстием должна быть надёжно закреплена.
Метчик и отверстие смазывается и делается это периодически, после нескольких витков. Так же как и с плашкой, нужно делать 1-2 оборота и 0,5 оборота обратно, для удаления стружки.
Так же как и с плашкой, нужно делать 1-2 оборота и 0,5 оборота обратно, для удаления стружки.
Для проверки точности нарезки резьбы используют угольник, проверяя вертикальность метчика после нескольких витков.
Нарезка резьбы на металлической трубе своими руками
При монтаже металлических труб для водопровода или отопления на них приходится нарезать резьбу. Резьбовое соединение труб достаточно надёжно и выдерживает значительное давление (если его правильно сделать), по-этому давайте посмотрим, как нарезать резьбу на мет. трубе своими руками.
Первым делом отрезаем с помощью болгарки или ножовки по металлу нужный отрезок, обязательно контролируя ровность реза, чтобы одна часть трубы не была больше другой — рез должен быть перпендикулярен стенкам трубы.
Труба должна быть очищена от ржавчины, старой краски и т.п., если что-то на ней имеется. Далее срезаем с трубы фаску (внутреннюю или наружную, в зависимости от того, какую резьбу вы нарезаете) для более лёгкого хода режущего инструмента. Фаску можно срезать болгаркой с диском по металлу (→ как работать болгаркой) или лепестковым диском или напильником.
Фаску можно срезать болгаркой с диском по металлу (→ как работать болгаркой) или лепестковым диском или напильником.
Металлические трубы со срезанной фаской
Нарезка наружной резьбы на трубе плашкой (клуппом)
Всё так же как и со стрежнями, о которых писалось выше, но теперь больше диаметром, что скорее всего потребует некоторой практики и следует потренироваться либо быть крайне аккуратным первый раз. Так же для получения качественной резьбы и последующего хорошего соединения труб нужно работать сначала черновой плашкой, затем чистовой (такие комплекты продаются).
Выбор металла плашки так же важен. Для работы с твёрдыми сплавами следует использовать соответствующие плашки из определённых сплавов, уточняйте это при покупке.
Но, плашка — не столь хороший и мощный инструмент для нарезки резьбы на трубах своими руками, гораздо удобнее использовать клуппы.
Клупп представляет собой практически тот же плашкодержатель, только с направляющей для ровного хода и нарезки резьбы. Одевается клупп на трубу именно этой направляющей.
Одевается клупп на трубу именно этой направляющей.
Одеваем и наживляем клупп на трубу, немного вкрутив его руками, далее нужно использовать либо специальный инструмент — трещётку, которой удобно крутить клупп, но для бытовых нужд подойдёт и большой разводной или газовый ключ.
Одна часть трубы должна быть, естественно, зафиксирована в тисках. Если труба нарезается по месту, то смотрите, чтобы её где-то не вырвало от усилия, применяемого к клуппу. Трубу можно зафиксировать с помощью второго газового ключа, но лучше это делать второму человеку, т.к. нарезать резьбу одной рукой проблематично.
Что такое клупп и как им пользоваться (видео)
Нарезка внутренней резьбы на трубе метчиком
Иногда приходится нарезать на мет. трубах и внутреннюю резьбу. Делается это так же с помощью метчика, только уже более большого диаметра.
Для нарезки хорошей резьбы следует использовать миниму 2 метчика — черновой и чистовой. Важно правильно подобрать метчик под диаметр трубы. Так, внутренний диметр трубы должен быть больше на длину витка метчика (если более точно, то на толщину реза), это указывается на самом метчике.
Нарезка производится сначала одним метчиком, затем вторым. Главное — строго соблюдать перпендикулярность хода метчика и контролировать его. На этом всё, успехов в нарезке резьбы!
Оставляйте ваши советы и комментарии ниже. Подписывайтесь на новостную рассылку. Успехов вам, и добра вашей семье!
Источник:
http://chonemuzhik.ru/kak-narezat-rezbu-plashkoj-ili-metchikom-v-t-ch-na-trubax.html
Как нарезать резьбу плашкой?
При необходимости ручной нарезки наружных резьб для трубного соединения, изготовления шпильки или болта под гайку с метрической резьбой, чаще всего используется простой, но достаточно эффективный инструмент – плашка. Процесс подготовки резьбы достаточно прост, если точно следовать ниже приведенным инструкциям.
Подготовка к нарезанию резьбы плашкой
Прежде чем нарезать резьбу плашкой на пруту или на трубе необходимо подобрать инструмент нужного диаметра и шага. Сама плашка представляет собой гайку с режущими зубцами конической формы с отверстиями для крепления в воротке. Плашки могут быть цельными, разрезными, раздвижными, иметь круглую, квадратную или шестигранную форму.
В первую очередь необходимо подобрать материал и инструмент требуемого диаметра. Ниже приведена таблица соответствия наиболее популярных диаметров для метрической, дюймовой и трубной резьб с примером подбора заготовки под резьбу М6
Как видим по таблице, для нарезки резьбы М6 нам необходим прут диаметром 5,8 мм. При более высоких диаметрах резьб есть допустимое минимальное и максимальное значение толщины прута. Нарушать его нельзя – при превышении диаметра вы рискуете сломать плашку, при значении меньше минимального – получите слабую резьбу.
Перед тем как начать нарезание наружной резьбы плашкой, помимо самого инструмента и заготовки, необходим подходящий по форме и размеру вороток, а также машинное масло. После этого можно приступать непосредственно к самой нарезке.
После этого можно приступать непосредственно к самой нарезке.
Порядок нарезки резьбы
Перед началом нарезки необходимо снять фаску с наружной части трубы или заготовки под углом 45°. Это необходимо для облегчения первых витков и фиксации плашки.
- Закрепите трубу или заготовку в строго вертикальном положении. Наилучшим вариантом чтобы избежать перекосов являются слесарные тиски, но можно использовать и газовый ключ.
- Смажьте инструмент маслом.
- Приложите плашку к головке прута в строго горизонтальном положении и начните с первых нескольких кругов.
- При явном перекосе на первых кругах снимите плашку, обстучите заготовку и начните заново.
- При вращении на первых витках одновременно равномерно нажимайте на ручки воротка для начала процесса резки.
- После нескольких первых витков проверьте правильность нарезки. Это можно сделать по горизонтальности плашки и воротка, что можно проверить уровнем. Далее, при правильном положении инструмента, можно продолжить нарезание трубной резьбы плашкой на всю необходимую длину.
- При достижении примерно середины длины вдавливающее усилие можно ослабить, далее начинается процесс самозатягивания.
- После одного – двух витков необходимо провернуть плашку на половину оборота назад для удаления стружки.
- После нарезки на нужную длину просто верните инструмент обратно по готовой резьбе.

Необходимо учесть, что плашка может иметь несколько номеров, чаще всего 2. В этом случае после нарезки черновой резьбы необходимо поочередно пройтись каждым из номеров для окончательного формирования профиля резьбы.
Источник:
http://mekkain.ru/stati/kak-narezat-rezbu-plashkoj.html
Как нарезать резьбу вручную
Резьбовые соединения широко применяются в устройстве различных механизмов и машин. Болты, шпильки, винты, гайки – это универсальные, взаимозаменяемые крепежные изделия. Однако бывают случаи, когда требуется нарезать резьбу вручную. Качественно выполнить эту работу поможет специализированный инструмент.
В машиностроении выделяют три основные системы крепежных резьб: метрическую, дюймовую и трубную.
Метрическая резьба получила наибольшее распространение. Она имеет треугольный профиль с углом 60˚. Её основные параметры, диаметр и шаг, выражаются в миллиметрах. Пример обозначения: М16. Это означает, что резьба метрическая, имеет диаметр 16 мм с крупным шагом 2,0 мм. Если шаг мелкий, тогда указывается его значение, например, М16*1,5.
Диаметры дюймовой и трубной резьбы выражаются в дюймах. Шаг характеризуется числом ниток на дюйм. Указанные параметры стандартизированы, поэтому всегда есть возможность подобрать необходимый инструмент.
Нарезание наружной резьбы плашкой
Для нарезания наружной резьбы потребуются следующие инструменты и материалы: плашка или трубный клупп, плашкодержатель, напильник, тиски, штангенциркуль, машинное масло.
Наибольшее распространение получили круглые плашки (лерки). Они бывают цельными или разрезными. Диаметры цельных круглых плашек стандартизированы. Это позволяет выбрать подходящий вариант из большого ряда размеров, например, М10, М12, М14, М16.
Особенностью разрезных плашек является возможность регулировать диаметр нарезаемой резьбы в пределах 0,1…0,25 мм. Однако они обладают пониженной жесткостью, что сказывается на точности получаемого профиля.
Плашку устанавливают в плашкодержатель подходящего размера. После этого её закрепляют при помощи винтов. В случае с наружной трубной резьбой нередко используют плашкодержатели с трещоткой. Они обеспечивают удобство работы в труднодоступных местах, например, у стены.
Толщину стержня выбирают на 0,1…0,25 мм меньше диаметра наружной резьбы. Например, для М6 с крупным шагом это 5,80…5,90 мм; М8 – 7,80…7,90 мм; М10 – 9,75…9,85 мм. Замеры выполняют с помощью штангенциркуля. Диаметры стержней под нарезание метрической резьбы среднего класса точности 6g представлены в таблице.
Чтобы обеспечить лучшее врезание плашки, на конце стержня запиливают фаску. Её ширина должна быть 1 – 1,5 мм для М6 … М18. Заготовку смазывают машинным маслом, что облегчает последующую работу и позволяет получить более качественную поверхность.
Плашку накладывают на конец стержня так, чтобы её плоскость была перпендикулярна оси нарезаемого болта. Далее с небольшим нажимом вращают плашкодержатель по часовой стрелке (если резьба левая, то против часовой стрелки). Когда плашка врежется в стержень на одну-две нитки, её следует повернуть на пол-оборота назад для лучшего удаления стружки. После этого снова делают 1-2 оборота по ходу резьбы и 0,5 – в обратную сторону. Действуя по данной схеме, болт нарезают на необходимую длину.
Диаметр наружной резьбы проверяют обычной гайкой или калибром-кольцом. При необходимости шаг контролируют резьбомером.
Нарезание внутренней резьбы метчиком
Для формирования внутренней резьбы необходимы следующие инструменты и материалы:
- молоток, кернер, дрель, сверла;
- комплект метчиков, вороток, слесарные тиски;
- машинное масло.
Технология нарезания резьбы метчиком
Первым делом производят разметку заготовки и кернят центр будущего отверстия. Подбирают сверло, соответствующее необходимому диаметру резьбы. Это можно сделать с помощью справочных таблиц или приближённо по формуле d = D – P. Здесь D – диаметр резьбы, P – её шаг, d – диаметр сверла. Например, для М10 d = 10 – 1,5 = 8,5 мм.
Подбирают сверло, соответствующее необходимому диаметру резьбы. Это можно сделать с помощью справочных таблиц или приближённо по формуле d = D – P. Здесь D – диаметр резьбы, P – её шаг, d – диаметр сверла. Например, для М10 d = 10 – 1,5 = 8,5 мм.
В детали сверлят отверстие на требуемую глубину, которая должна превышать длину нарезаемой части. С помощью сверла диаметром большим, чем d, на кромке отверстия выполняют фаску. Она служит для центрирования и лучшего захода метчика.
По основным параметрам резьбы – диаметру и шагу – подбирают режущий инструмент. Как правило, используют комплект из двух метчиков. Один из них черновой, другой – чистовой. По размеру квадрата хвостовой части метчиков выбирают вороток.
Деталь надежно закрепляют в тисках. Черновой метчик и отверстие смазывают машинным маслом. После этого устанавливают метчик строго перпендикулярно поверхности детали и, нажимая вдоль его оси, вращают вороток за рукоятки.
Нарезав одну-две нитки резьбы, делают четверть оборота в обратную сторону. Это способствует дроблению и удалению стружки, препятствует заеданию инструмента. Работу продолжают, осуществляя попеременное вращение: ½ оборота вперед, ¼ – назад. При этом необходимо следить за тем, чтобы не было перекоса метчика. Не стоит также прикладывать чрезмерное усилие к нему. Чтобы не допустить заедания, режущий инструмент периодически выводят, а отверстие очищают от стружки.
Это способствует дроблению и удалению стружки, препятствует заеданию инструмента. Работу продолжают, осуществляя попеременное вращение: ½ оборота вперед, ¼ – назад. При этом необходимо следить за тем, чтобы не было перекоса метчика. Не стоит также прикладывать чрезмерное усилие к нему. Чтобы не допустить заедания, режущий инструмент периодически выводят, а отверстие очищают от стружки.
После нарезания внутренней резьбы на необходимую глубину в отверстие устанавливают чистовой метчик. Когда он пойдет по заданному направлению, на него надевают вороток и продолжают работу. Периодически добавляют смазку.
Резьбу проверяют с помощью калибра-пробки или болта. Он должен ввертываться без усилий и не качаться. При необходимости делают дополнительный проход чистовым метчиком.
Источник:
http://tehnouzel.ru/tehnologii-remonta/kak-narezat-rezbu.html
Как нарезать резьбу плашкой?
Плашки предназначены для нарезания наружных резьб. Инструмент конструкционно похож на гайку с режущими зубцами и отверстиями для закрепления в воротке.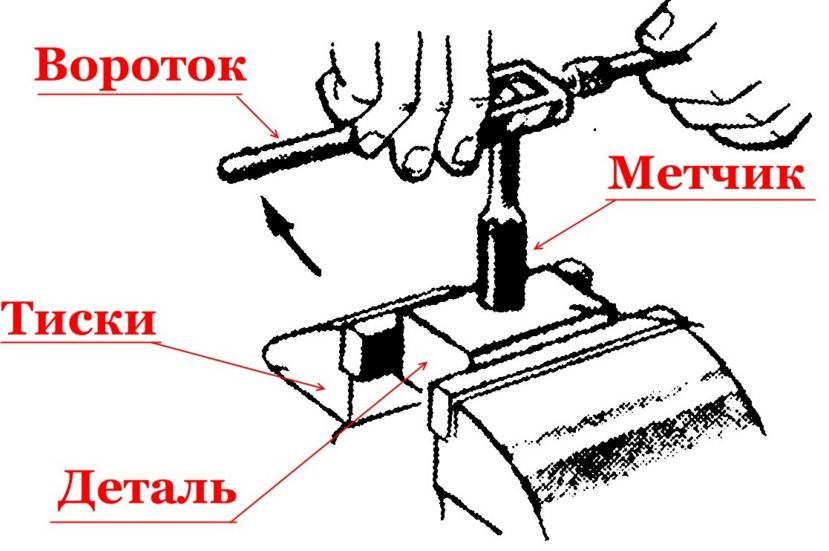 Расположение зубцов — коническое, толщина плашки — 8 – 10 режущих кромок.
Расположение зубцов — коническое, толщина плашки — 8 – 10 режущих кромок.
В торговых сетях можно купить плашки круглой, квадратной, шестигранной формы, раздвижные, разрезные или цельные. Чаще других используют круглые цельные плашки — ими нарезают внешние резьбы вручную. Наибольший интерес для изучения представляют ручные способы создания метрической и трубной резьбы. Кроме конфигураций плашки различаются по размерам сечений. Таблица ниже поможет сориентироваться в стандартных величинах.
Диаметр стержней (труб) под нарезание резьбы плашками
Перед началом нарезки подготовьте:
- плашку;
- вороток;
- железный прут или деталь, требующую нанесения резьбы;
- машинное масло.
Ход работы по нарезанию внешней резьбы плашкой
Рис. 2 . Нарезание внешней резьбы плашкой
- ПОДГОТОВКА. Торец заготовки нужно срезать по окружности под углом 40 ⁰. Это облегчит вхождение и фиксацию заготовки в проеме плашки.
ВАЖНО! Сечение заготовки должно точно совпадать с сечением нужной резьбы.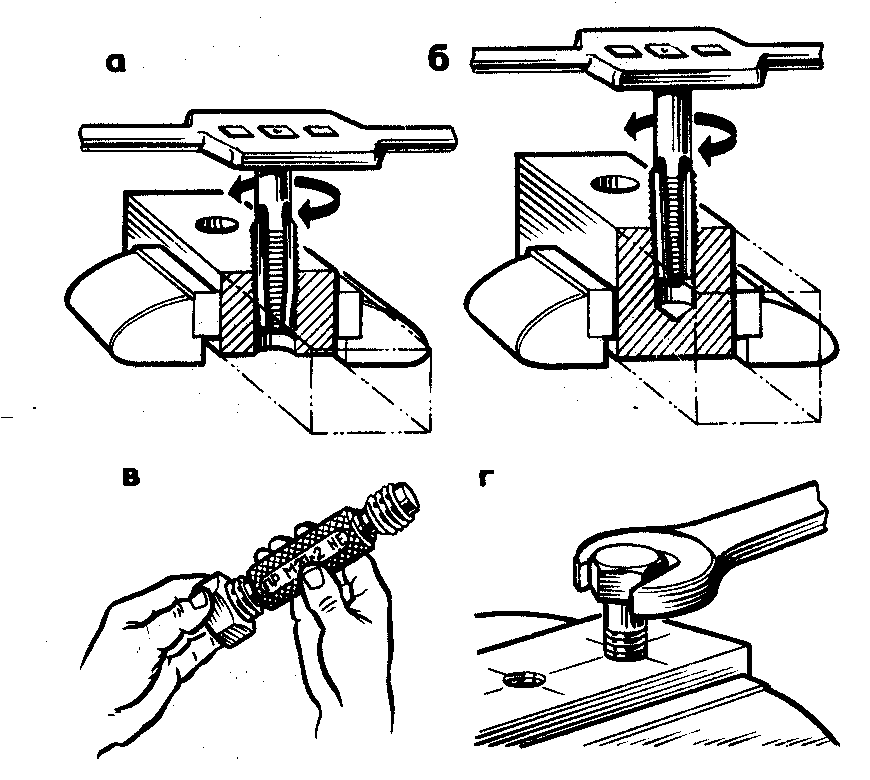 Перед началом нарезки прут можно обточить на толщину 0,1 – 0,2 мм для твердых сплавов, до 0,4 мм для мягких металлов.
Перед началом нарезки прут можно обточить на толщину 0,1 – 0,2 мм для твердых сплавов, до 0,4 мм для мягких металлов.
Подготовленную деталь закрепляют в тисках в строго вертикальном положении.
- ПЕРВЫЕ ВИТКИ. Крайне важно положение плашки на первых витках резьбы — их конфигурация задает тон всей работе. Закрепив плашку нужного диаметра в воротке, нужно смазать инструмент маслом, приложить его к головке прута (заготовки) и осторожно сделать первые несколько кругов. Для проворачивания плашки на воротке установлены рукоятки — одна против другой. Нажимая равномерно на ручки воротка, нужно с усилием надавить плашкой на заготовку, совершая при этом одновременно вращательное движение. Это требует навыка и далеко не у всех получается с первого раза.
Можно зажать прут и газовым ключом, но эксперты считают, что в таком случае соблюсти строго горизонтальное положение плашки и обойтись без перекосов будет почти невозможно.
- НАРЕЗАНИЕ. Сделав несколько первых витков и убедившись в том, что процедура проходит ровно, можно продолжить работу, нарезав необходимое количество витков. Признаком того, что первые витки сделаны ровно, станет горизонтальное положение плашки и воротка — это можно и нужно проверить уровнем. При успешном старте дальнейшая работа идет легче и с равномерным усилием. Как только заготовка углубится в плашку и достигнет ее середины, вдавливающее усилие можно ослабить — происходит так называемое самозатягивание, дальше нужно будет совершать только вращательные движения.
 Признаком того, что первые витки сделаны ровно, станет горизонтальное положение плашки и воротка — это можно и нужно проверить уровнем. При успешном старте дальнейшая работа идет легче и с равномерным усилием. Как только заготовка углубится в плашку и достигнет ее середины, вдавливающее усилие можно ослабить — происходит так называемое самозатягивание, дальше нужно будет совершать только вращательные движения.
Признаком того, что первые витки сделаны ровно, станет горизонтальное положение плашки и воротка — это можно и нужно проверить уровнем. При успешном старте дальнейшая работа идет легче и с равномерным усилием. Как только заготовка углубится в плашку и достигнет ее середины, вдавливающее усилие можно ослабить — происходит так называемое самозатягивание, дальше нужно будет совершать только вращательные движения.Источник:
http://www.rinscom.com/articles/kak-narezat-rezbu-plashkoy/
Как вручную нарезать резьбу метчиком или плашкой, какое сверло нужно взять?
Для скрепления друг с другом деталей без сварки можно использовать резьбовое соединение по принципу «болт-гайка». Основное достоинство такого способа в том, что при необходимости конструкцию можно разобрать на исходные составляющие без малейшей их деформации. Кроме того, нанести резьбу на детали можно и вручную, без использования дорогого оборудования. Обсудим, как нарезать резьбу на металлических изделиях.
Какая бывает резьба?
У всякой резьбы есть множество значимых и учитываемых при эксплуатации детали параметров. В зависимости от заданных характеристик она бывает нескольких типов:
Чтобы понять, о каком конкретно типе резьбы идет речь, принято использовать условные обозначения. Так, говоря о форме профиля и поверхности, прибегают к аббревиатурам: E – для круглой, Tr – для трапецеидальной, J – для цилиндрической и K – для конической. При указании диаметра отверстия или детали обязательно указывают единицы исчисления (например, маркировка «М8» буквально означает «8 мм в метрической системе»).
Как нанести резьбу метчиком?
Ручной метчик формирует профиль резьбы, выдавливая канавки в металлической заготовке. Этот инструмент не предназначен для удаления излишков материала из проделанного отверстия. Соответственно, работа с метчиком подразумевает предварительную подготовку детали к нарезанию. Перед тем, как браться за инструмент, в заготовке необходимо просверлить отверстие подходящего диаметра и зачистить его зенкером.
Диаметр отверстия, сверла и размер шага
Чтобы ровно нарезать резьбу нужного диаметра, важно не ошибиться с размерами подготовительного отверстия. Для наилучшего результата подготовительное отверстие диаметром должно быть чуть меньше предполагаемых внешних границ будущей резьбы. Подобрать правильное, подходящее по размеру сверло для проделывания такого отверстия поможет специальная составленная по ГОСТу таблица (все параметры указаны в миллиметрах):
После выбора подходящего сверла стоит задуматься о смазке для инструмента. Для наилучшего эффекта ее тип должен подходить по составу к металлу или сплаву, из которого изготовлена нарезаемая деталь:
- для стали или латуни – льняное масло;
- для меди – скипидар;
- для алюминия – керосин.
Часто рекомендуемое для подобных процедур машинное или минеральное масло нельзя использовать ни с одним типом материалов. Сами по себе такие смазки детали не навредят, однако их вязкая структура помешает свободному удалению металлической стружки при нарезке заготовки, что может привести к порче используемого инструмента.
Как пользоваться метчиком?
Когда все необходимые инструменты найдены и сверла подходящих размеров подобраны, можно приступать непосредственно к нарезанию детали. Алгоритм работы с метчиком:
- Закрепить предварительно подготовленную (с высверленным под резьбу отверстием) деталь в тисках подходящего размера. При этом обрабатываемая поверхность должна располагаться строго перпендикулярно оснастке (закрепленному в воротке и смазанному маслом метчику).
- Вороток прокручивают, взяв его за рукоятки обеими руками. Для облегчения процесса нарезания на каждые 1,5–2 оборота по часовой стрелке делают половину против, совершая таким образом вращательно-поступательные движения.
- Закончив нарезание, метчик извлекают из отверстия, выкручивая его за вороток по направлению против часовой стрелки.
Как правильно нанести резьбу плашкой?
Технология нанесения резьбы плашкой сходна с принципом работы метчика, но если последний можно сравнить с болтом, вгоняемым в заготовку, то инструмент, о котором пойдет речь ниже, – это «гайка», навинчивающаяся на деталь снаружи. Чтобы с помощью такого приспособления получить профиль высокой точности с хорошей геометрией, надо подобрать подходящую по размерам и прочим характеристикам плашку.
Чтобы с помощью такого приспособления получить профиль высокой точности с хорошей геометрией, надо подобрать подходящую по размерам и прочим характеристикам плашку.
Как подобрать нужную плашку?
В отличие от универсальных метчиков плашки различаются не только размерами, но и формой. Так, в зависимости от задач можно выбрать инструмент:
- многогранный;
- круглый;
- квадратный;
- трубчатый.
Что касается размеров, плашки различаются шагом резьбы (указывается в мм) и диаметром. Последний рассчитывается по особой формуле: чтобы получить искомое число (D), следует к диаметру самой заготовки (он должен совпадать с желаемым размером наружной резьбы), указанному в миллиметрах, прибавить 0,2.
Технология нанесения наружной резьбы
Чтобы нанести резьбу при помощи плашки и получить профиль высокой четкости, надо:
- Подготовленную к нарезанию деталь закрепить в тисках строго вертикально.
- Плашку нужного диаметра закрепить в воротке так, чтобы ее поверхность находилась в одной плоскости с торцом заготовки. Для более чистой работы инструмент смазывают маслом, сочетающимся с типом нарезаемого металла.
- Вороток с усилием прокручивать по часовой стрелке до тех пор, пока плашка не достигнет противоположного края детали. Затем, чтобы снять инструмент с заготовки, совершить вращение в обратном направлении.
- Для получения четкой резьбы процедуру, описанную в шаге №3, повторить 3 или 4 раза. Для лучшего эффекта можно дополнительно обработать деталь мелкозернистой наждачной бумагой. Когда цель будет достигнута, плашка станет свободно, без усилий накручиваться на заготовку.
 Для более чистой работы инструмент смазывают маслом, сочетающимся с типом нарезаемого металла.
Для более чистой работы инструмент смазывают маслом, сочетающимся с типом нарезаемого металла.Источник:
http://samodelino.ru/samodelnye-tehnologii/kak-narezat-rezbu.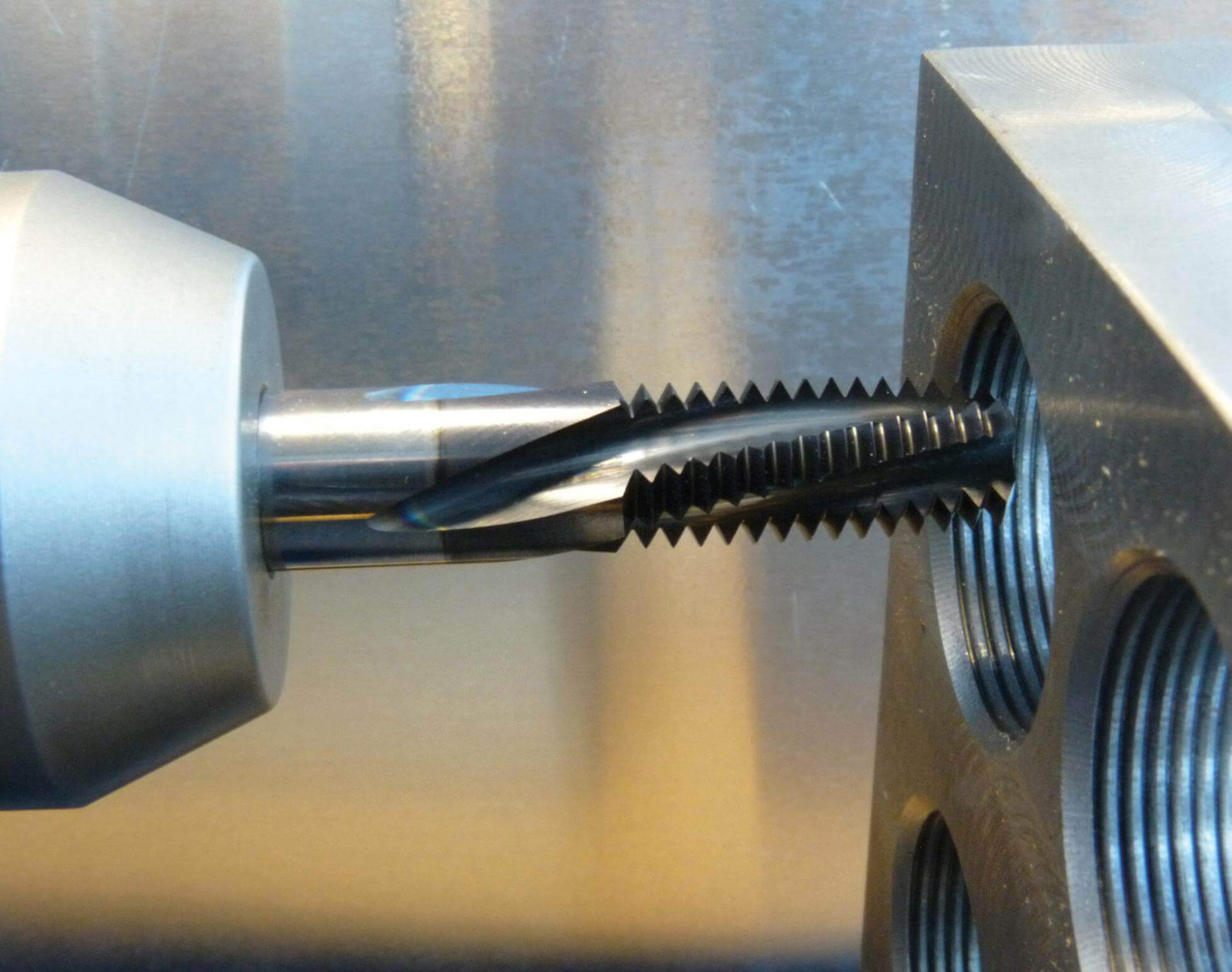 html
html
Как нарезать резьбу метчиком и плашкой
Резьба сегодня стала самым практичным разъемным соединением, из-за чего информация о нарезании резьбы может пригодиться в каждом хозяйстве. Вообще существует два вида резьбы — метрическая и дюймовая, из-за чего иногда бывает, так что подобранный винт оказывается непригодным для применения. А все, потому что обычно шаг резьбы не подходит или диаметр.
Также помимо вышесказанных несоответствий, если обратить свое внимание то можно заметить что даже профили дюймовой и метрической резьбы не совпадают, так как угол в дюймовой резьбе — 55 градусов, а в резьбе метрической – 60 градусов.
Основные характеристики резьбы
Резьбовое соединение имеет две детали, где одна деталь содержит внутреннюю резьбу в своем отверстии, а вторая – наружную, на поверхности цилиндра. Как правило, в основном, используют правую резьбу, где вращение осуществляется по часовой стрелке, но изредка встречается и левая резьба, где — против часовой стрелки.
Размер резьбы определяется шагом, то есть, расстоянием между ее витками, а также, внешний диаметр. Эти величины измерения являются стандартными. Как внутренние, так и внешние резьбы зависят от размера диаметра стержня. Так, например, если резьба М10, это значит, что резьба метрическая, с диаметром винта 10 мм, шагом резьбы 1,5 мм, правая.
Бывают и нестандартизированные резьбы, так например, есть объективы фотокамер, которые крепятся на резьбы с диаметром 42 мм. Стандартный шаг для этой резьбы должен составлять 4,5 мм. Для оптического устройства не подходит такой большой параметр, для него используют шаг 1 мм. Основные размеры резьбы отражены в стандартах и справочниках.
Чем нарезают резьбу?
Все резьбы делают с помощью определенных станков и инструментов, а в домашних условиях нарезают внутреннюю, внешнюю резьбы обычным инструментом, представляющим собой набор плашек для изготовления наружной резьбы, или метчиков — для внутренней резьбы. Плашки являются инструментом из твердого сплава в виде гайки с режущими канавками.
Метчики изготовляют из твердого сплава. Этот инструмент напоминает винт с режущими канавками. Как правило, берут несколько метчиков для того чтобы сделать вначале черновой проход, а затем и чистовой, а также, с разной глубиной, чтобы прорезания резьбовых канавок было правильно выполнено.
Когда нарезают резьбу, метчики и плашки закрепляют в особые приспособления – воротки, которые по размеру должны подходить к используемому инструменту.
К инструментам для резьбы предъявляется ряд требований. Эти инструменты должны быть острыми и качественными, так как, тупым метчиком невозможно будет сделать хорошую резьбу, так же, он может сломаться еще в первом отверстии. Метчики низкого качества используются разве что для работы с пластмассой. Плашки тоже должны быть острыми, так как тупой инструмент нарезает неровную резьбу.
Как нарезать наружную резьбу?
Для изготовления наружной резьбы в условиях дома используют вышеописанную плашку. Так как правильно нарезать резьбу плашкой в домашних условиях? Вот подробное описание этого процесса.
На тисках в положении вертикально хорошо зажимают круглый металлический стержень, его диаметр должен соответствовать диаметру задуманной резьбы. На конце заготовки специальным напильником убирают фаску, чтобы инструмент мог зайти, и сильно смазывают заготовку машинным маслом, что облегчит нарезание резьбы.
Самую подходящую плашку устанавливают в специальном воротке, и постепенно делают надевание на конец заготовки. Идет наворачивание на заготовку, осторожно без перекосов. Делая правую резьбу обычно через один либо полтора оборота по направлению часовой стрелки, плашку надо будет проворачивать в обратную сторону на пол оборота. И таким образом, делают резьбу по всей длине.
Как нарезать внутреннюю резьбу?
Для изготовления внутренней резьбы в домашних условиях используют метчик. Так как правильно нарезать резьбу метчиком? Этот процесс состоит в следующем.
В заготовке высверливают определенного диаметра отверстие, удаляют фаску, чтобы инструмент мог зайти. По справочным данным определяется диаметр сверла. Отверстия в заготовке бывают сквозными, то есть по всей толщине детали, либо глухими. Для получения отверстия небольшой длины с внутренней резьбой делают сверлом отверстие большей длины в сравнении с резьбой, так как учитывают существующую конусность метчика в нижней части. Необходимо учитывать и припуски на глубину сверления.
По справочным данным определяется диаметр сверла. Отверстия в заготовке бывают сквозными, то есть по всей толщине детали, либо глухими. Для получения отверстия небольшой длины с внутренней резьбой делают сверлом отверстие большей длины в сравнении с резьбой, так как учитывают существующую конусность метчика в нижней части. Необходимо учитывать и припуски на глубину сверления.
Для увеличения чистоты профиля внутренние резьбы делают тремя метчиками. Первый метчик формирует проход предварительный, и обозначается риской в верхней части инструмента. Второй метчик заканчивает формирование резьбы, он имеет обозначение две риски. Третий метчик формирует профиль резьбы окончательно, он имеет обозначение три риски.
Вывод, резьба делается постепенно, в результате чего появляется четкий профиль. Два метчика используется для отверстий, имеющих диаметр до трех миллиметров. Процесс нарезания резьбы напоминает работу с плашками. Идет повторение оборотных движений, таких как, вперед-назад для того, чтобы стружка скалывалась с инструмента.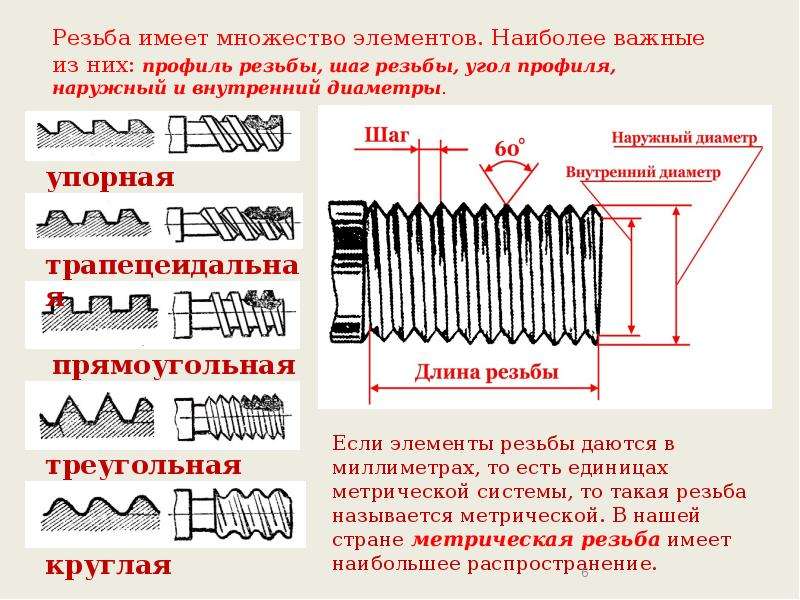
При процессе нарезания резьбы в глухих отверстиях, необходимо периодически выворачивать метчик, для того чтобы полностью убрать с его поверхности металлические опилки. Обычно их устраняют при помощи ненужной зубной щетки либо тряпочки, после чего снова смазывают инструмент, продолжая нарезание резьбы.
Источник:
http://vseprostroiku.ru/sovety/kak-narezat-rezbu.html
Нарезание наружной резьбы на токарном станке
Наружную резьбу на токарных станках нарезают плашками, резьбовыми резцами и гребенками.
Выбор способа нарезания зависит от профиля и размеров резьбы и требуемой точности.
Нарезание резьбы плашками. Плашками нарезают треугольную резьбу, цилиндрическую и коническую, небольших размеров при невысоких требованиях к ее точности.
Плашка представляет собой кольцо с внутренней резьбой, в котором просверлены стружечные канавки. Пересечение канавок с резьбой образует режущие зубья с передним углом. Стружку срезает образованная раззенковкой заборная часть.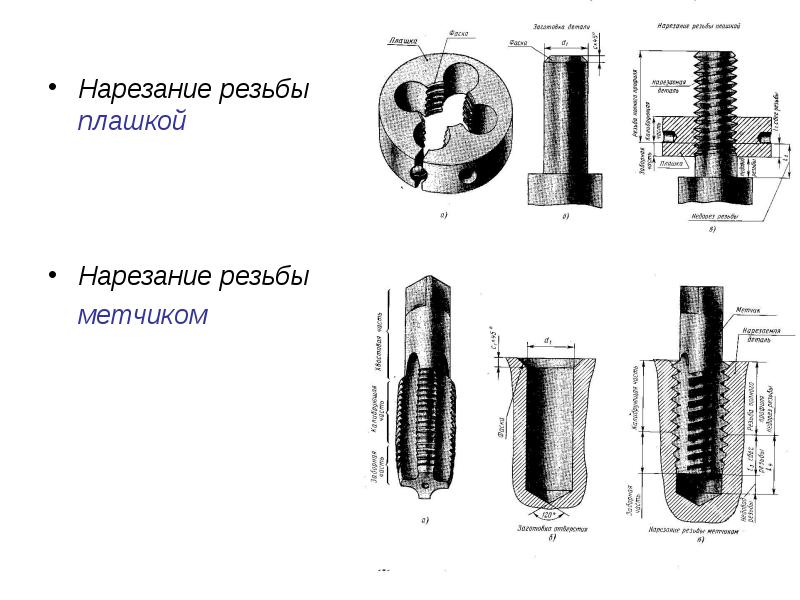 Остальная часть нарезки плашки служит для калибровки резьбы, кроме того, она способствует правильному направлению плашки в процессе работы. Передний угол равен 10-15°. Задний угол на заборной части равен 6-8°, а на калибрующей 0.
Остальная часть нарезки плашки служит для калибровки резьбы, кроме того, она способствует правильному направлению плашки в процессе работы. Передний угол равен 10-15°. Задний угол на заборной части равен 6-8°, а на калибрующей 0.
Круглые плашки не обеспечивают хороших условий для резания, так как отсутствие заднего угла на калибрующих зубьях вызывает сильное трение витков о нарезаемый материал.
Плашки могут быть сплошными и разрезными. Сплошные плашки обеспечивают большую точность, но быстрее выходят из строя вследствие износа. Разрезные плашки применяются для нарезания резьб невысокой точности, они допускают некоторую регулировку диаметра резьбы, что позволяет компенсировать их износ. Разрезные плашки устанавливаются в плашкодержателе непосредственно либо с помощью установочного кольца и закрепляются стопорными винтами, острозаточенные концы которых входят в сверления в теле плашки.
Увеличение размера разрезных плашек производится распорным винтом конусный конец которого входит в разрез плашки. Уменьшение размера производится двумя винтами, оси которых не проходят через центр плашки.
Уменьшение размера производится двумя винтами, оси которых не проходят через центр плашки.
Заготовка под нарезание резьбы должна иметь определенный диаметр. При малом диаметре резьба получится неполного профиля, при слишком большом возможен срыв резьбы. Необходимо учитывать изменение диаметра нарезаемого стержня вследствие частичного выдавливания металла плашкой. Для облегчения врезания зубьев плашки в металл в начальный момент на заготовке следует проточить направляющую фаску.
При нарезании резьбы плашкой на токарном станке необходимо установить корпус плашкодержателя в пиноль задней бабки и опереть рукоятку о поверхность верхней части суппорта; вращением маховичка задней бабки подавать плашку на вращающуюся деталь до тех пор, пока она полностью не навинтится на заготовку. Рекомендуется нарезать несколько ниток резьбы вручную и только потом включать станок.
Скорость резания должна составлять: для стали 3-4 м/мин; для чугуна — 2,5 м/мин; для латуни 9-5 м/мин. При нарезании необходимо применять соответствующие смазочно-охлаждающие жидкости.
Нарезание резьбы резцами. Для получения точной и чистой резьбы пользуются резьбовыми резцами, профиль которых соответствует профилю резьбы, а передний угол равен 0 во избежание искажения профиля. Резьбовые резцы должны точно устанавливаться по линии центров. Средняя линия профиля резца должна быть перпендикулярна оси детали. Форма профиля и правильность его установки относительно поверхности заготовки контролируются специальными шаблонами.
Нарезание треугольной резьбы. Резцы для нарезания метрической резьбы имеют угол профиля, равный 60°, для нарезания дюймовой резьбы — 55°. Нарезание резьбы с величиной шага до 2 мм производится по схеме. Резец подается на глубину винтом поперечной подачи. Величина подачи 0,5—0,4 мм для первого прохода, 0,4—0,3 мм — для второго и при последующих проходах — от 0,3 до 0,1 мм. При черновом нарезании резьбы с шагом свыше 2 мм резец подается на глубину либо одновременно основной поперечной подачей и дополнительной продольной — путем поворота рукоятки винта верхних салазок суппорта на одно деление лимба за каждый проход либо только рукояткой верхних салазок, повернутых на угол 60° к линии центров станка.
Чистовое нарезание выполняется тщательно заправленным резцом и только радиальной подачей с приложением смазочно-охлаждающей жидкости. Величина подачи на глубину резания от 0,1 до 0,02 мм за проход.
Для увеличения долговечности инструмента и увеличения производительности применяются специальные дисковые и призматические резцы. Они допускают многократную переточку по передней грани, благодаря чему сохраняют правильную форму профиля почти до полного износа.
В серийном производстве для нарезания сквозных резьб применяются резьбовые гребенки, позволяющие получать резьбу за один проход. Гребенки бывают призматические и дисковые и имеют несколько зубьев, выполненных по форме профиля. Первые по ходу зубья срезаны под углом, они образуют заборную часть, и каждый последующий зуб режет глубже предыдущего. Последние зубья зачищают, калибруют резьбу.
Профильные канавки на призматических гребенках расположены вертикально параллельно одна другой, витки у круглой гребенки расположены параллельно ее торцам. Широкое применение нашли более простые в изготовлении винтовые гребенки, имеющие несколько винтовых витков, в том числе заборные и калибрующие.
Широкое применение нашли более простые в изготовлении винтовые гребенки, имеющие несколько винтовых витков, в том числе заборные и калибрующие.
При нарезании наружной резьбы направление ее у винтовой гребенки должно быть обратным. При нарезании правой резьбы у винтовой гребенки должна быть левая резьба. При нарезании внутренней резьбы направление ее у винтовой гребенки и изделия должно совпадать.
ПОХОЖИЕ СТАТЬИ:
Страницы: 1 2
| НАЖМИТЕ ЗДЕСЬ ДЛЯ УКАЗАНИЯ СТРАНИЦЫ | ||
| НАРЕЗАНИЕ НАРУЖНОЙ РЕЗЬБЫ С ПЕЧЬЮ И ПЛАСТИНКОЙ | ||
| В.Райан © 2019 | ||
| ФАЙЛ PDF — НАЖМИТЕ ЗДЕСЬ ДЛЯ ПЕЧАТИ РАБОЧЕГО ЛИСТА | ||
Нарезание внешней резьбы достигается за счет использования штампа, удерживаемого в прикладе. | ||
| ТИПИЧНЫЙ ЗАПАС С ЦЕНТРАЛЬНЫМ РЕГУЛИРОВОЧНЫМ ВИНТОМ | ||
Круглые разъемные матрицы имеют определенную степень регулировки.Приклад, показанный ниже, имеет три регулировочных винта. Два внешних винта затягивают матрицу, получая немного меньшую резьбу. Чтобы создать немного большую резьбу, просто ослабьте внешние винты и затяните центральный винт. Эта регулировка в основном предназначена для облегчения первого разреза при нарезании резьбы, а затем второго разреза при затяжке внешних винтов. Эта регулировка в основном предназначена для облегчения первого разреза при нарезании резьбы, а затем второго разреза при затяжке внешних винтов. | ||
| Следует отметить : если плашки будут использоваться на латуни, не используйте их на стали.Использование штампа для нарезания резьбы на стали приводит к износу режущих кромок штампа, делая резьбу на латуни менее точной и менее острой. | ||
| КАК НАРЕЗАТЬ НАРУЖНУЮ РЕЗЬБУ ВРУЧНУЮ | ||
Это может быть очевидно, но при нарезании резьбы на стали круглого сечения сначала выберите правильный диаметр. Например, если требуется резьба 8 мм, круглое сечение должно иметь диаметр 8 мм.Производимая резьба будет иметь резьбу M8 (метрическая 8). Напилите фаску на конце стали круглого сечения. Это поможет начать резьбу при использовании штампа и ложи. Фаска может быть создана более точно на токарном станке, если таковой имеется. Используйте режущий состав при нарезании резьбы, нанося его на сталь перед началом нарезания. Это обеспечит более плавный процесс и даст более «острую» нить. | ||
Выберите правильный штамп.Если необходима резьба M8, убедитесь, что она нанесена / протравлена на поверхности матрицы. Плашка должна быть помещена в ложу более широкой стороной вниз к стали, на которую должна быть нарезана резьба. Центральный регулировочный винт следует затянуть, слегка расширив матрицу, а также надежно удерживая ее в ложе. Расширение матрицы упрощает начальную нарезку резьбы. | ||
Убедитесь, что сталь круглого сечения находится в тисках вертикально (под углом 90 градусов). Установите матрицу на сталь круглого сечения, удерживая ее параллельно тискам. Слегка надавите и поверните приклад по часовой стрелке. Первая пара «оборотов» матрицы имеет решающее значение. Если ложа не параллельна тискам, получится пьяная нить. Остановитесь, как только матрица начнет обрезать первую пару ниток, и убедитесь, что заготовка по-прежнему параллельна тискам. Продолжайте вращать приклад по часовой стрелке. После того, как резьба была начата, для каждого вращения по часовой стрелке поворачивайте приклад против часовой стрелки на пол-оборота.Это удалит стальную стружку с матрицы. Нарезание резьбы можно продолжать до тех пор, пока не будет достигнута правильная длина. Снимите заготовку и матрицу с резьбы, повернув ее против часовой стрелки, эффективно открутив ее от стали. Ослабьте центральный регулировочный винт, а затем затяните два внешних регулировочных винта. Проденьте матрицу по резьбе еще раз, так как это позволит аккуратно обработать резьбу. | ||
| НАЖМИТЕ ЗДЕСЬ ДЛЯ ИНДЕКСА ОБОРУДОВАНИЯ И ПРОЦЕССОВ | ||
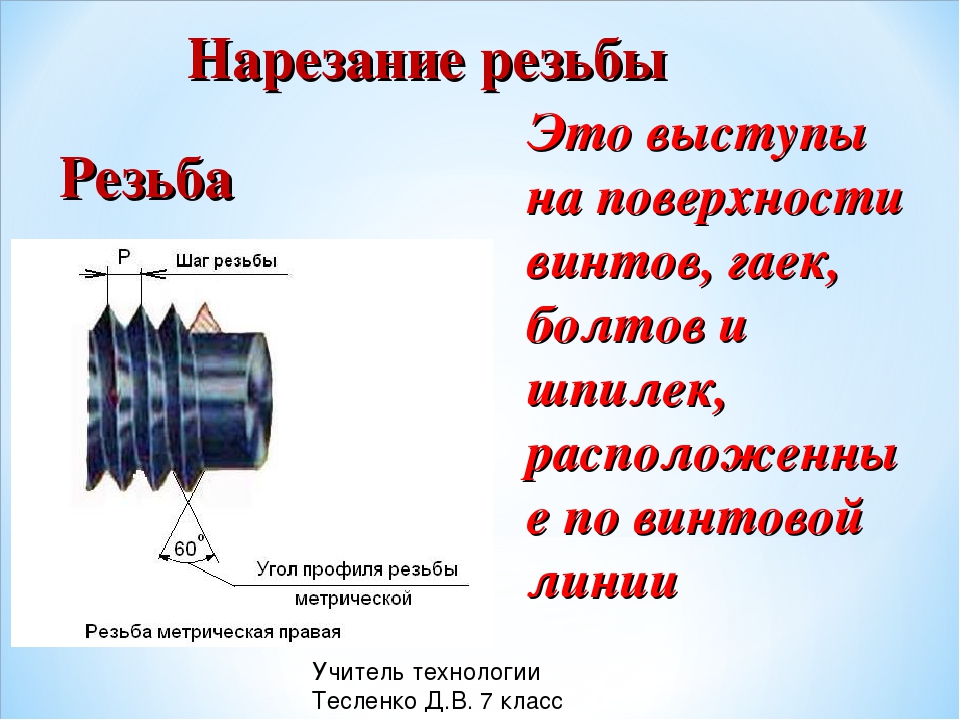 Плашки изготавливаются из углеродистой или быстрорежущей стали, подвергаются закалке и отпуску. Ложа обычно изготавливается из низкоуглеродистой стали. Наиболее распространенная форма штампа — это «круглая разрезная матрица», изображенная напротив. Канавки матрицы создают «врезку» в материале, на который нарезается резьба, образуя резьбу. «Круглые» зазоры позволяют стружке отходов выходить из матрицы, предотвращая засорение режущего инструмента.
Плашки изготавливаются из углеродистой или быстрорежущей стали, подвергаются закалке и отпуску. Ложа обычно изготавливается из низкоуглеродистой стали. Наиболее распространенная форма штампа — это «круглая разрезная матрица», изображенная напротив. Канавки матрицы создают «врезку» в материале, на который нарезается резьба, образуя резьбу. «Круглые» зазоры позволяют стружке отходов выходить из матрицы, предотвращая засорение режущего инструмента.


Опыт и методики нарезания резьбы — станок Hastings
Существуют различные методы создания резьбы.Метод, выбранный для любого приложения, выбирается на основе ограничений и доступных опций; время отклика, стоимость, степень точности, прочность, доступность оборудования и т. д. В общем, некоторые процессы создания резьбы имеют тенденцию попадать в определенные части спектра от нестандартной до серийно выпускаемой оснастки, при этом может быть значительное перекрытие. Например, притирка резьбы после шлифования резьбы попала бы только в крайнюю нестандартную часть спектра, в то время как накатка резьбы — это большая и разнообразная область практики с широким спектром применения.Нити металлических крепежей обычно создаются на резьбонакатном станке. Их также можно вырезать на токарном станке. Накатанная резьба прочнее, чем нарезанная резьба, с увеличением прочности на разрыв от 10% до 20% и, возможно, более высокой усталостной и износостойкостью.
Их также можно вырезать на токарном станке. Накатанная резьба прочнее, чем нарезанная резьба, с увеличением прочности на разрыв от 10% до 20% и, возможно, более высокой усталостной и износостойкостью.Субтрактивные методы (удаление материала)
Нарезание резьбы
Нарезание резьбы по сравнению с нарезанием и накатыванием резьбы можно использовать, когда требуется полная глубина резьбы, когда количество небольшое, когда заготовка не очень точна, когда требуется нарезание резьбы до заплечика, при нарезании конической резьбы, или когда материал хрупкий.Нарезание резьбы
Нарезание метчиками — распространенный метод нарезания резьбы. В отличие от сверл, метчики не удаляют автоматически стружку, которую они создают. Метчик поочередно обрезает резьбу, образуя длинные стружки, которые могут быстро заклинить метчик (эффект, известный как «скучивание»), что может привести к поломке инструмента. Для непрерывного нарезания резьбы используются специальные метчики со спиральным острием, которые разбивают и выбрасывают стружку, чтобы предотвратить скучивание.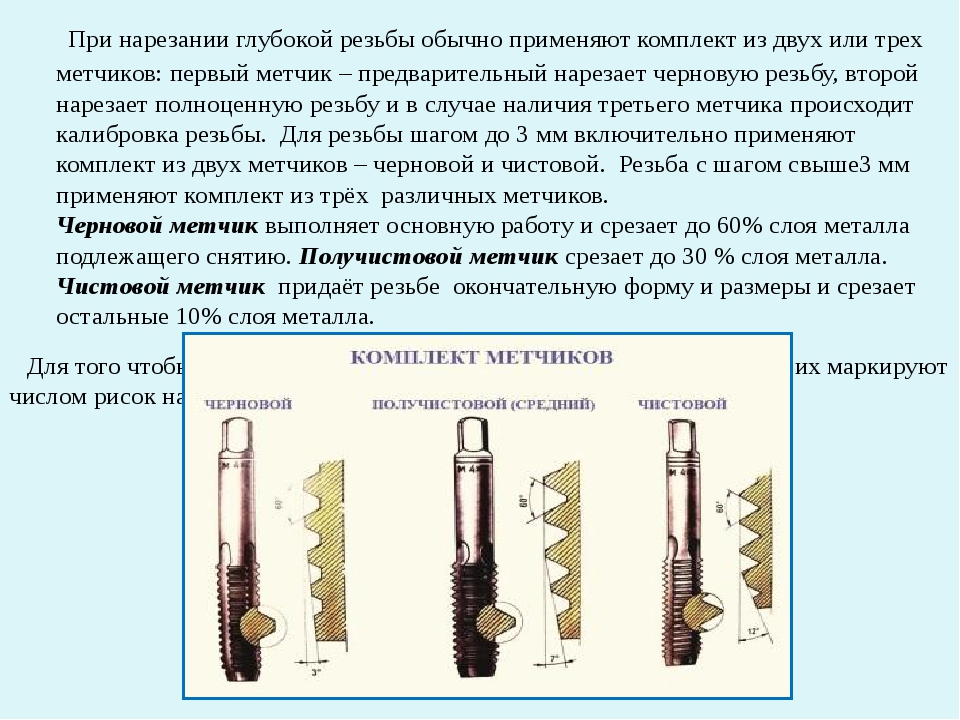
Нарезание одноточечной резьбы
Одноточечная нарезка резьбы, чаще называемая просто однонаправленной, представляет собой операцию, в которой используется одноточечный инструмент для создания формы резьбы на или внутри цилиндрического или конусообразного элемента.Инструмент движется линейно, в то время как точное вращение детали определяет переднюю кромку резьбы. Процесс может быть выполнен для создания внешней или внутренней резьбы (мужской или женской). При нарезании наружной резьбы деталь может либо удерживаться в патроне, либо устанавливаться между двумя центрами. При нарезании внутренней резьбы деталь удерживается в патроне. Инструмент движется по заготовке линейно, снимая стружку с заготовки при каждом проходе. Согласование различных элементов станка, включая ходовой винт, опору скольжения и переключающие передачи, явилось технологическим прогрессом, позволившим изобрести токарно-винторезный станок, который стал источником одноточечной нарезания резьбы, как мы ее знаем сегодня. Горизонтальные токарные станки и токарные станки с ЧПУ являются наиболее часто используемым оборудованием для нарезания точечной резьбы. Станки с ЧПУ обрабатывают быстро и эффективно благодаря способности станка постоянно отслеживать взаимосвязь положения инструмента и положения шпинделя. Программное обеспечение ЧПУ упрощает настройку оборудования с помощью предварительно запрограммированных подпрограмм, которые исключают ручное программирование цикла настройки. Параметры вводятся (например, размер резьбы, коррекция инструмента, длина резьбы) через клавиатуру компьютера или непосредственно с компьютера программиста, все остальное сделает машина.Всю нарезку резьбы можно выполнить с использованием одноточечного инструмента, но из-за высокой скорости и низкой стоимости единицы других методов (например, нарезания резьбы, нарезания резьбы, накатки резьбы и формовки) одноточечная нарезка резьбы обычно используется, когда другие факторы производственного процесса в пользу этого (т. е. низкая потребность в количестве, уникальные требования к резьбе, крутящий момент и / или мощность, препятствующие нарезанию резьбы, физический размер и т.
Горизонтальные токарные станки и токарные станки с ЧПУ являются наиболее часто используемым оборудованием для нарезания точечной резьбы. Станки с ЧПУ обрабатывают быстро и эффективно благодаря способности станка постоянно отслеживать взаимосвязь положения инструмента и положения шпинделя. Программное обеспечение ЧПУ упрощает настройку оборудования с помощью предварительно запрограммированных подпрограмм, которые исключают ручное программирование цикла настройки. Параметры вводятся (например, размер резьбы, коррекция инструмента, длина резьбы) через клавиатуру компьютера или непосредственно с компьютера программиста, все остальное сделает машина.Всю нарезку резьбы можно выполнить с использованием одноточечного инструмента, но из-за высокой скорости и низкой стоимости единицы других методов (например, нарезания резьбы, нарезания резьбы, накатки резьбы и формовки) одноточечная нарезка резьбы обычно используется, когда другие факторы производственного процесса в пользу этого (т. е. низкая потребность в количестве, уникальные требования к резьбе, крутящий момент и / или мощность, препятствующие нарезанию резьбы, физический размер и т. д.).
д.).Фрезерование резьбы
Резьба может быть фрезерована вращающейся фрезерной коронкой по запрограммированной спиральной траектории инструмента.Фрезерование резьбы подходит для массового производства, поэтому не является обычным явлением для работы в мастерской. С повсеместным распространением доступных, быстрых и точных станков с ЧПУ, это стало гораздо более распространенным, внутренняя и внешняя резьба часто фрезеровалась на деталях, которые раньше нарезались метчиками, штамповочными головками или однонаправленными. Преимуществами резьбофрезерования являются более короткое время цикла, меньшее количество поломок инструмента и гибкость левой или правой резьбы при использовании одного и того же инструмента. Для больших и неудобных деталей легче оставить деталь неподвижной, в то время как все операции обработки выполняются с помощью вращающихся инструментов.Существуют различные типы резьбофрезерования, включая несколько вариантов формофрезеровки и сочетание сверления и нарезания резьбы одним инструментом.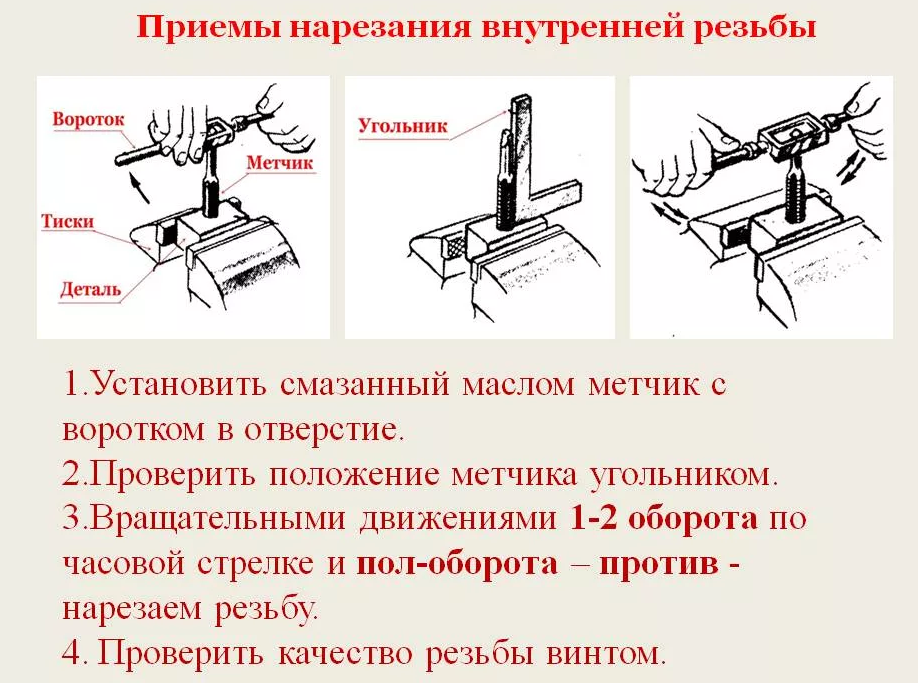 При фрезеровании формы используются инструменты одной или нескольких форм. Один из примеров формовочного фрезерования: цельный инструмент наклоняется под углом спирали резьбы и затем подается радиально в заготовку. Заготовка медленно вращается, так как инструмент точно перемещается по оси заготовки, нарезая резьбу. Достигается за один проход, если инструмент подается на полную глубину резьбы, или за последовательные проходы с меньшим съемом материала.Этот процесс обычно используется для больших потоков. Он обычно используется для нарезания резьбы с большим шагом или с несколькими шагами. В аналогичном примере с использованием многоформного инструмента вся резьба получается за один оборот вокруг заготовки. Инструмент должен быть длиннее необходимой длины резьбы. Использование инструмента с несколькими формами быстрее, чем с помощью инструмента с одной формой, но он ограничен по углу спирали. Еще один вариант формования включает в себя удержание оси инструмента перпендикулярно (без перекоса к спирали резьбы) и подачу инструмента по траектории, образующей резьбу.
При фрезеровании формы используются инструменты одной или нескольких форм. Один из примеров формовочного фрезерования: цельный инструмент наклоняется под углом спирали резьбы и затем подается радиально в заготовку. Заготовка медленно вращается, так как инструмент точно перемещается по оси заготовки, нарезая резьбу. Достигается за один проход, если инструмент подается на полную глубину резьбы, или за последовательные проходы с меньшим съемом материала.Этот процесс обычно используется для больших потоков. Он обычно используется для нарезания резьбы с большим шагом или с несколькими шагами. В аналогичном примере с использованием многоформного инструмента вся резьба получается за один оборот вокруг заготовки. Инструмент должен быть длиннее необходимой длины резьбы. Использование инструмента с несколькими формами быстрее, чем с помощью инструмента с одной формой, но он ограничен по углу спирали. Еще один вариант формования включает в себя удержание оси инструмента перпендикулярно (без перекоса к спирали резьбы) и подачу инструмента по траектории, образующей резьбу. Деталь обычно представляет собой неподвижную заготовку, такую как выступ на корпусе клапана (внешняя резьба) или отверстие в пластине или блоке (внутренняя резьба). Этот тип резьбового фрезерования использует, по сути, ту же концепцию, что и контурное концевое фрезерование, но инструмент и траектория расположены специально для определения «контура» резьбы. Геометрия инструмента отражает шаг резьбы, но не шаг резьбы. Коническую резьбу можно нарезать либо с помощью конического инструмента с множеством форм, который завершает резьбу за один оборот, либо с помощью прямого или конического моноблочного инструмента.Инструмент, используемый для фрезерования резьбы, может быть цельным или сменным. Для внутренней резьбы цельные инструменты обычно ограничиваются отверстиями размером более 0,24 дюйма (6 мм), инструменты для нарезания внутренней резьбы со сменными пластинами ограничиваются отверстиями размером более 0,47 дюйма (12 мм). Преимущество; по мере износа вставка ее легко и более экономично заменить.
Деталь обычно представляет собой неподвижную заготовку, такую как выступ на корпусе клапана (внешняя резьба) или отверстие в пластине или блоке (внутренняя резьба). Этот тип резьбового фрезерования использует, по сути, ту же концепцию, что и контурное концевое фрезерование, но инструмент и траектория расположены специально для определения «контура» резьбы. Геометрия инструмента отражает шаг резьбы, но не шаг резьбы. Коническую резьбу можно нарезать либо с помощью конического инструмента с множеством форм, который завершает резьбу за один оборот, либо с помощью прямого или конического моноблочного инструмента.Инструмент, используемый для фрезерования резьбы, может быть цельным или сменным. Для внутренней резьбы цельные инструменты обычно ограничиваются отверстиями размером более 0,24 дюйма (6 мм), инструменты для нарезания внутренней резьбы со сменными пластинами ограничиваются отверстиями размером более 0,47 дюйма (12 мм). Преимущество; по мере износа вставка ее легко и более экономично заменить.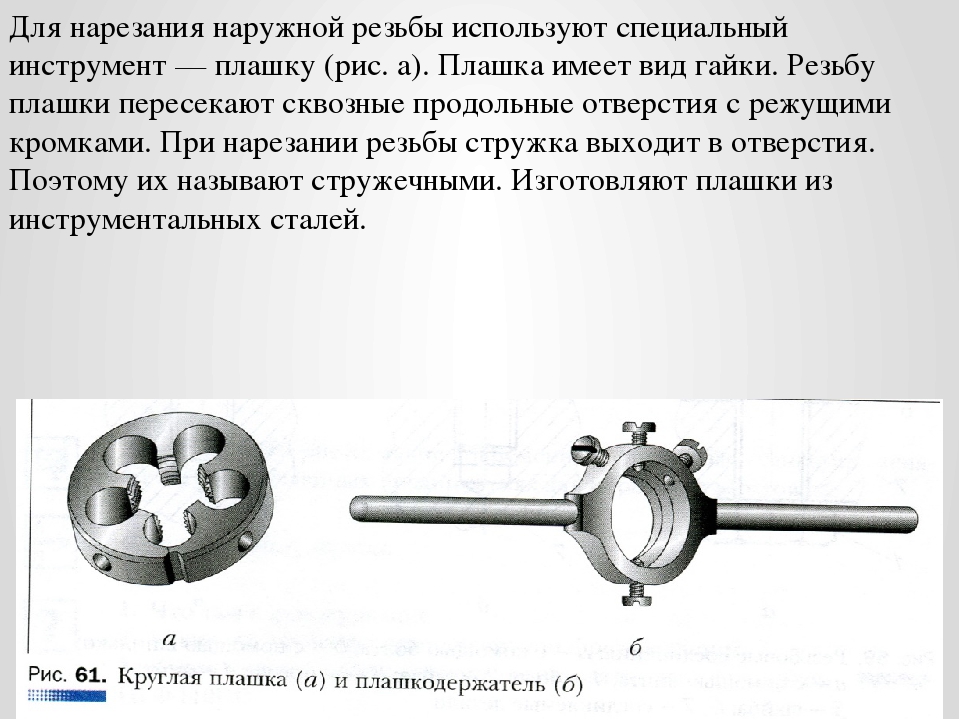 Недостаток; время цикла обычно больше, чем у твердых инструментов. Цельные резьбонарезные инструменты разной формы похожи на метчики, но отличаются режущей кромкой, отсутствием конуса и заходной фаски.Отсутствие входной фаски позволяет формировать резьбу в пределах одного шага от дна глухого отверстия.
Недостаток; время цикла обычно больше, чем у твердых инструментов. Цельные резьбонарезные инструменты разной формы похожи на метчики, но отличаются режущей кромкой, отсутствием конуса и заходной фаски.Отсутствие входной фаски позволяет формировать резьбу в пределах одного шага от дна глухого отверстия.Нарезание резьбы
Нарезание коронки — это процесс корончатого сверления / нарезания внутренней резьбы с использованием специального режущего инструмента на фрезерном станке с ЧПУ или аналогичном приводном механизме. Наконечник режущего инструмента имеет форму сверла, а хвостовик имеет форму метчика. Преимущество процесса исключает замену инструмента. Недостатком является то, что процесс обычно ограничивается глубиной отверстия, не превышающей трехкратный диаметр инструмента.Вихревой поток
Завихрение резьбы — это форма процесса резьбового фрезерования, за исключением того, что режущие насадки устанавливаются внутри режущего кольца или держателя инструмента, а не снаружи фрезерного инструмента. Завихрение нити дает несколько преимуществ по сравнению с одноточечной резьбой:
Завихрение нити дает несколько преимуществ по сравнению с одноточечной резьбой:- Глубокая резьба — как и у костных винтов, обычно имеет глубокую резьбу, аналогичную формам Acme и другим резьбам с увеличенным шагом.
- Резьба большой длины к диаметру — при использовании на станке швейцарского типа вращающийся шпиндель работает близко к направляющей втулке, что увеличивает поддержку и жесткость на резьбе большой длины и диаметра.Процесс обычно выполняется за один проход от диаметра заготовки, что обеспечивает постоянную поддержку материала.
- Faster Setup — устраняя необходимость согласования черновой и чистовой форм пластин, процесс вихревой обработки сокращает время наладки и точной настройки.
- Повышенная производительность — сокращение времени цикла и увеличенное время работы приводит к повышению производительности. Завихрение резьбы обычно выполняется за один проход от диаметра заготовки, что исключает необходимость многократного прохода для одноточечной нарезки резьбы.

Деформационные методы (перемещение материала)
Нарезание резьбы и накатка резьбы
Это процессы формирования резьбы, первая из которых относится к созданию внутренней резьбы, а вторая — внешней резьбы. В обоих процессах резьбу формуют в заготовку путем прижатия профилированного инструмента, обычно называемого «штампик для накатывания резьбы», на заготовку в процессе, аналогичном накатке. Эти процессы обычно используются для крупных производственных циклов или конкретных приложений, когда прочность резьбы должна соответствовать минимальному пределу текучести.Формовка и прокатка не производят стружки (стружки, стружки и т. Д.), Требуется меньше материала, поскольку размер заготовки начинается меньше, чем размер заготовки, необходимой для нарезания резьбы. Накатанную резьбу часто можно распознать по диаметру резьбы большего диаметра, чем диаметр заготовки, из которой она была изготовлена; шейки и поднутрения можно нарезать или накатить на заготовки с нескрученной резьбой. Материалы ограничиваются пластичными материалами, поскольку резьба формируется в холодном состоянии. Процесс улучшает поток; предел текучести, качество поверхности, твердость и износостойкость.Для прокатки необходимы материалы с хорошими деформационными характеристиками, а также исключают хрупкие материалы. Существует четыре основных типа накатки резьбы, названные так в честь конфигурации технологических штампов: плоские штампы, цилиндрические штампы с двумя штампами, цилиндрические штампы с тремя штампами и планетарные штампы. В системе плоских матриц используются две матрицы, нижняя удерживается неподвижно, а вторая скользит. Заготовка помещается на один конец неподвижной матрицы, подвижная матрица скользит по заготовке, заставляя заготовку катиться между двумя матрицами, формируя резьбу.Прежде чем движущийся штамп достигает конца своего хода, заготовка скатывается с неподвижного штампа в готовой форме. Цилиндрический процесс с двумя головками используется для получения резьбы до 6 дюймов (150 мм) в диаметре и 20 дюймов (510 мм) в длину.
Материалы ограничиваются пластичными материалами, поскольку резьба формируется в холодном состоянии. Процесс улучшает поток; предел текучести, качество поверхности, твердость и износостойкость.Для прокатки необходимы материалы с хорошими деформационными характеристиками, а также исключают хрупкие материалы. Существует четыре основных типа накатки резьбы, названные так в честь конфигурации технологических штампов: плоские штампы, цилиндрические штампы с двумя штампами, цилиндрические штампы с тремя штампами и планетарные штампы. В системе плоских матриц используются две матрицы, нижняя удерживается неподвижно, а вторая скользит. Заготовка помещается на один конец неподвижной матрицы, подвижная матрица скользит по заготовке, заставляя заготовку катиться между двумя матрицами, формируя резьбу.Прежде чем движущийся штамп достигает конца своего хода, заготовка скатывается с неподвижного штампа в готовой форме. Цилиндрический процесс с двумя головками используется для получения резьбы до 6 дюймов (150 мм) в диаметре и 20 дюймов (510 мм) в длину. Есть два типа процессов с тремя головками; в первом три матрицы перемещаются радиально из центра, позволяя заготовке входить в матрицы, а затем закрываются и вращаются для наматывания резьбы. Этот тип процесса обычно используется на токарно-револьверных станках и винтовых станках. Второй тип представляет собой самооткрывающуюся фильеру.Этот тип более распространен, чем первый, но ограничен тем, что не может образовать последние 1,5–2 нитки на плечах. Планетарные матрицы используются для серийного производства резьбы диаметром до 1 дюйма (25 мм). В отличие от операций нарезания резьбы с использованием метчиков с канавками, метчики для нарезания резьбы не образуют стружки. Вместо этого они перемещают или перемещают материал, чтобы сформировать форму нити. Метчики имеют многоугольное поперечное сечение с образующими клиньями, отражающими профиль резьбы. Их заходной конус формирует профиль резьбы, постепенно стекающий материал с вершин резьбы вдоль боковых сторон резьбы в область малого диаметра.
Есть два типа процессов с тремя головками; в первом три матрицы перемещаются радиально из центра, позволяя заготовке входить в матрицы, а затем закрываются и вращаются для наматывания резьбы. Этот тип процесса обычно используется на токарно-револьверных станках и винтовых станках. Второй тип представляет собой самооткрывающуюся фильеру.Этот тип более распространен, чем первый, но ограничен тем, что не может образовать последние 1,5–2 нитки на плечах. Планетарные матрицы используются для серийного производства резьбы диаметром до 1 дюйма (25 мм). В отличие от операций нарезания резьбы с использованием метчиков с канавками, метчики для нарезания резьбы не образуют стружки. Вместо этого они перемещают или перемещают материал, чтобы сформировать форму нити. Метчики имеют многоугольное поперечное сечение с образующими клиньями, отражающими профиль резьбы. Их заходной конус формирует профиль резьбы, постепенно стекающий материал с вершин резьбы вдоль боковых сторон резьбы в область малого диаметра. Поскольку материал сжимается и его зерно перенаправляется, а не режется или прерывается, прочность на боковых сторонах резьбы и в основании увеличивается. Нарезание резьбы методом холодной штамповки подходит для материалов с пределом прочности на разрыв менее 1200 Н / мм2 и деформацией разрушения 5 процентов. Как показывает опыт, если при сверлении образуется сплошная стружка, материал, вероятно, является хорошим кандидатом для резьбы холодной штамповки. Однако подходящие материалы по-разному реагируют на холодную штамповку. Именно по этой причине метчики для нарезания резьбы имеют особые комбинации геометрии и покрытий для резьбонарезания стандартных сталей; мягкие стали; закаленные стали; нержавеющие стали; литой алюминий; деформируемые алюминиевые сплавы и цветные металлы; и материалы с ограниченной пластичностью.Покрытия включают нитрид титана, карбонитрид титана и алмазоподобный аморфный углерод. Антифрикционные покрытия также могут использоваться для таких материалов, как кованый алюминий, для предотвращения прилипания материала к метчику.
Поскольку материал сжимается и его зерно перенаправляется, а не режется или прерывается, прочность на боковых сторонах резьбы и в основании увеличивается. Нарезание резьбы методом холодной штамповки подходит для материалов с пределом прочности на разрыв менее 1200 Н / мм2 и деформацией разрушения 5 процентов. Как показывает опыт, если при сверлении образуется сплошная стружка, материал, вероятно, является хорошим кандидатом для резьбы холодной штамповки. Однако подходящие материалы по-разному реагируют на холодную штамповку. Именно по этой причине метчики для нарезания резьбы имеют особые комбинации геометрии и покрытий для резьбонарезания стандартных сталей; мягкие стали; закаленные стали; нержавеющие стали; литой алюминий; деформируемые алюминиевые сплавы и цветные металлы; и материалы с ограниченной пластичностью.Покрытия включают нитрид титана, карбонитрид титана и алмазоподобный аморфный углерод. Антифрикционные покрытия также могут использоваться для таких материалов, как кованый алюминий, для предотвращения прилипания материала к метчику. Учитывая высокое трение, возникающее в процессе формовки, рекомендуются смазочные материалы или эмульсионные охлаждающие жидкости. Для определенных применений также можно использовать минимальное количество смазки. Некоторые версии инструментов имеют подачу СОЖ через инструмент для облегчения нарезания резьбы в глухих отверстиях.Другие выводят охлаждающую жидкость на инструмент в продольные канавки, чтобы повысить скорость нарезания резьбы и качество резьбы.
Учитывая высокое трение, возникающее в процессе формовки, рекомендуются смазочные материалы или эмульсионные охлаждающие жидкости. Для определенных применений также можно использовать минимальное количество смазки. Некоторые версии инструментов имеют подачу СОЖ через инструмент для облегчения нарезания резьбы в глухих отверстиях.Другие выводят охлаждающую жидкость на инструмент в продольные канавки, чтобы повысить скорость нарезания резьбы и качество резьбы.Возможности нарезания резьбы
Резьба, обычно производимая Hastings Machine Company, включает, но не ограничивается: Unified National Coarse (UNC), Unified National Fine (UNF), National Pipe Thread (NPT), Coil, Metric, Tapered, Transitional (т.е. от №8 до №10. ), Евро, ACME, 8 Round (API) и др. Возможности материалов включают в себя: холоднотянутую углеродистую сталь, сплав, нержавеющую сталь, дуплекс, алюминий, латунь, чугун с шаровидным графитом и некоторые полимеры.Наши возможности потоковой передачи включают:- Многопозиционный поворотный стол
- Вертикальные и горизонтальные операции
- Диаметр от 1/4 ″ до 2 ″
- Головки нарезные и сверлильные
- Самонарезающие головки для вертикального сверления
- Автоматическая обработка
- Специальное вертикальное нарезание резьбы
- Диаметр от 1/4 ″ до 2 3/8 ″
- , ход 12 дюймов
- Многошпиндельное вертикальное сверление
- Диаметр от 1/4 ″ до 2 ″
- Автомат для нарезания гаек
- Диаметр от 1/2 ″ до 1 3/8 ″
- Плоское шлифование
- Фиксированные и многоосевые возможности
- Автоматическая обработка
- Ленточнопильный станок
- Станок токарный
- Одношпиндель, горизонтальная опора
Какие инструменты используются для нарезания внутренней и внешней резьбы?
Метчики и плашки — это инструменты , используемые для создания винта с резьбой , которая называется нарезанием резьбы . Многие из них режущих инструментов ; другие формируют инструментов . Метчик используется для отрезания или формирования охватывающей части пары сопряжения (например, гайки). Матрица используется для резки или формирования охватываемой части пары сопряжения (например, болта).
Многие из них режущих инструментов ; другие формируют инструментов . Метчик используется для отрезания или формирования охватывающей части пары сопряжения (например, гайки). Матрица используется для резки или формирования охватываемой части пары сопряжения (например, болта).
Нажмите, чтобы увидеть полный ответ
Из этого, как вы нарезаете внутреннюю и внешнюю резьбу?
Режущие кромки имеют зубцы и геометрически представляют собой гайку с резьбой . Круглый стержень обычно используется в качестве аналога внутренней резьбы .Диаметр круглого стержня должен быть немного меньше, чем внешний диаметр резьбы , так как матрица слегка выдавливает материал наружу во время процесса резки .
Кроме того, что такое внутренняя и внешняя резьба? Винт с резьбой определяется как выступ равномерного сечения в форме спирали на внешней или внутренней поверхности цилиндра . Внутренняя резьба относится к резьбе гаек и резьбовых отверстий, а — наружная резьба — к болтам, шпилькам или винтам.
Также нужно знать, как делается внутренняя резьба?
Захватывающий — это процесс нарезания резьбы и сверления (выполняется в обратном порядке) внутренней резьбы с использованием специализированного режущего инструмента на фрезерном станке с ЧПУ. Наконечник режущего инструмента имеет форму сверла или концевой фрезы с центрированием, а корпус имеет форму резьбы в форме с формой зенковки рядом с хвостовиком.
Как нарезать внутреннюю резьбу метчиками?
Внутренняя резьба нарезается метчиками серийными или гайковыми метчиками .Метчики серийные : они состоят из двух или трех инструментов, отличительной особенностью которой является конструкция режущей части . Входной метчик (1-й проход) имеет длинную фаску и трапецию , режущую кромок; он выполняет примерно 60% работы по резке .
Проблемы при изготовлении резьбы — GLEICH Aluminium
Необязательно! Используя процесс, согласованный с конкретным материалом, можно мгновенно изготавливать прочную внешнюю и внутреннюю резьбу.
Наружная резьба
В принципе можно использовать все известные резьбонарезные инструменты. Однако для обеспечения хорошего качества наружную резьбу всегда следует накатывать. Если используются штампы с ярко выраженным острием спирали, идеальная резьба может быть получена из закаленных сплавов. Только частично удовлетворительные результаты достигаются с незакаленными или нетермообработанными сплавами. В основном длина резьбового соединения должна быть больше при обработке алюминия, чем при обработке стали. Предварительно обработанный диаметр резьбового стержня должен быть меньше номинального диаметра резьбы на коэффициент 0.От 2 до 0,3 шага резьбы.
Важно иметь обильную подачу эмульсии / смазочно-охлаждающей жидкости, которой должно быть больше, чем длиннее резьба.
Формовка наружной резьбы (процесс накатывания) дает наилучшее качество. В дополнение к экономическим преимуществам (более короткое время производства, отсутствие сколов) важными аспектами являются повышение прочности за счет наклепа в процессе формовки и повышение усталостной прочности за счет уменьшения / предотвращения образования надрезов. Процесс нарезания резьбы обеспечивает очень хорошее изготовление наружной резьбы даже при использовании незакаленных или нетермообрабатываемых сплавов.Рекомендации по накатке резьбы зависят от конкретного резьбонарезного станка или инструмента для нарезания резьбы. Наружная резьба может быть произведена без каких-либо проблем с использованием соответствующих фрез. Однако следует учитывать, что качество изготавливаемой резьбы значительно ниже, чем качество резьбы, полученной бесструнным или непрерывным процессами нарезания. При фрезеровании резьбы очень велик риск образования надреза.
Процесс нарезания резьбы обеспечивает очень хорошее изготовление наружной резьбы даже при использовании незакаленных или нетермообрабатываемых сплавов.Рекомендации по накатке резьбы зависят от конкретного резьбонарезного станка или инструмента для нарезания резьбы. Наружная резьба может быть произведена без каких-либо проблем с использованием соответствующих фрез. Однако следует учитывать, что качество изготавливаемой резьбы значительно ниже, чем качество резьбы, полученной бесструнным или непрерывным процессами нарезания. При фрезеровании резьбы очень велик риск образования надреза.
Внутренняя резьба:
Могут применяться все известные производственные методы для создания внутренней резьбы.Для нарезки алюминия с усилителем доступны специальные метчики для легких сплавов. Они имеют следующие характеристики:
- Большие прецизионные шлифованные канавки, прямые или с завихрением и открытыми зубьями
- Метчики со спиральным острием используются для резьбовых отверстий, спираль которых движется против направления резания, поэтому стружка выталкивается раньше, чем инструмент (правая резьба = левая скрутка)
- Для глухих резьбовых отверстий используются метчики там, где закрутка или канавка находится в направлении вращения
- Боковая поверхность цилиндрическая с радиальной задней частью. Это предотвращает застревание стружки при повороте назад.
 Это предотвращает застревание стружки при повороте назад.
Это предотвращает застревание стружки при повороте назад.2 набора метчиков используются в основном для ручной нарезки резьбы (фрезы для предварительной и чистовой обработки). Диаметр основных отверстий соответствует обычным требованиям.
Процесс формирования резьбы (изготовление резьбы без стружки) в основном является предпочтительным вариантом для изготовления внутренней резьбы .
Внутренняя резьба, изготовленная с помощью этого процесса, имеет очень стабильные допуски, боковые поверхности резьбы не имеют задиров.Из-за холодной обработки боковых поверхностей, которая имеет место в процессе нарезания резьбы, резьба, изготовленная таким образом, отличается высокой устойчивостью к истиранию и выдергиванию. Однако следует учитывать, что основной материал вытесняется процессом формирования внутренней резьбы; это означает, что для тонкостенных компонентов необходимо использовать резьбонарезные станки (в противном случае существует опасность деформации).
Формирователи внутренней резьбы похожи на метчики для внутренней резьбы, но не имеют канавок. Они доступны для всех стандартных резьб.
Для резьбонарезного инструмента не требуется никаких специальных станков, если он имеет приспособление для нарезания резьбы. Однако патрон должен иметь гибкую компенсацию длины и, при необходимости, регулируемую предохранительную муфту для защиты от перегрузки. В процессе нарезания резьбы крутящий момент может увеличиваться до 10 раз в зависимости от используемого инструмента и смазочного материала.
Обычные смазочно-охлаждающие жидкости только частично подходят для этого типа обработки, в меньшей степени, если материал мягкий. Здесь рекомендуются жирные смазки и эмульсии.
Наилучшие результаты достигаются при скорости формования прибл. 20-30 м / мин, при этом более низкие или высокие скорости имеют лишь незначительное влияние на качество результатов. Отверстие под внутреннюю резьбу должно быть немного больше, чем при нарезании резьбы. Во избежание выпуклостей на выходе резьбы и облегчения зацепления формирователя резьбы с отверстием для керна входное и выходное отверстие отверстия должны иметь достаточно глубокие углубления.
Во избежание выпуклостей на выходе резьбы и облегчения зацепления формирователя резьбы с отверстием для керна входное и выходное отверстие отверстия должны иметь достаточно глубокие углубления.
Корончатое сверление для внутренних метчиков — справочные значения
| Резьба | M3 | M4 | M5 | M6 | M8 | M10 | M12 | M14 | M16 |
| Ø отверстия под сердечник (мм) | 2,7 | 3,6 | 4,6 | 5,5 | 7,3 | 9,1 | 11 | 12,8 | 14,8 |
Внутренняя резьба может быть изготовлена без проблем, если используются соответствующие фрезы.Однако следует учитывать, что качество изготавливаемой резьбы значительно ниже, чем качество резьбы, полученной бесструнным или непрерывным процессами нарезания. При фрезеровании резьбы очень велик риск образования надреза. Скорость нарезания резьбы при фрезеровании должна составлять 20-60 м / мин при обильном подаче охлаждающей жидкости.
При фрезеровании резьбы очень велик риск образования надреза. Скорость нарезания резьбы при фрезеровании должна составлять 20-60 м / мин при обильном подаче охлаждающей жидкости.
Нарезание резьбы винта
Винтовая резьба нарезается на токарном станке для большей точности и универсальности. На токарном станке можно нарезать как дюймовую, так и метрическую резьбу.Резьба — это однородная спиральная канавка, прорезанная внутри цилиндрической заготовки или снаружи трубы или вала. Нарезание резьбы на токарном станке требует досконального знания различных принципов нарезания резьбы и процедур нарезания. Ручная координация, механизмы токарного станка и углы режущего инструмента взаимосвязаны во время процесса нарезания резьбы. Прежде чем пытаться нарезать резьбу на токарном станке, оператор станка должен хорошо знать принципы, терминологию и использование резьбы.
Терминология винтовой резьбы
Общие термины и определения, приведенные ниже, используются в работе с резьбой и будут использоваться при обсуждении резьбы и нарезания резьбы.
- Наружная или наружная резьба — это резьба на внешней стороне цилиндра или конуса.
- Внутренняя или внутренняя резьба — это резьба внутри полого цилиндра или отверстия.
- Шаг — это расстояние от данной точки на одной резьбе до аналогичной точки на резьбе рядом с ней, измеренное параллельно оси цилиндра.Шаг в дюймах равен единице, деленной на количество витков резьбы на дюйм.
- Шаг — это расстояние, на которое резьба винта продвигается в осевом направлении за один полный оборот. На винте с одной резьбой шаг равен шагу. На винте с двойной резьбой шаг равен удвоенному шагу, а на винте с тройной резьбой шаг равен тройному шагу (Рисунок 7-74).
- Гребень (также называемый «плоский») — это верхняя или внешняя поверхность резьбы, соединяющая две стороны.
- Корень — это нижняя или внутренняя поверхность, соединяющая стороны двух соседних нитей.
- Сторона — это поверхность, соединяющая гребень и основание (также называемая флангом).
- Угол резьбы — это угол, образованный пересечением двух сторон резьбовой канавки.
- Глубина — это расстояние между вершиной и основанием резьбы, измеренное перпендикулярно оси.
- Большой диаметр — это наибольший диаметр винтовой резьбы.
- Малый диаметр — это наименьший диаметр винтовой резьбы.
- Диаметр шага — это диаметр воображаемого цилиндра, образованного с шириной канавки, равной половине шага. Это критический размер резьбы, так как посадка резьбы определяется средним диаметром (не используется для метрической резьбы).
- Резьбы на дюйм — это количество резьбы на дюйм, которое можно подсчитать, приложив линейку к резьбовым частям и посчитав количество шагов на 1 дюйм.Второй метод — использовать измеритель шага винта. Этот метод особенно подходит для проверки более тонкого шага винтовой резьбы.
- Одинарная резьба — это резьба, сделанная путем нарезания единственной канавки вокруг стержня или внутри отверстия. Большая часть изготовленного оборудования, такого как гайки и болты, имеет одинарную резьбу. Двойная резьба имеет две канавки, прорезанные вокруг цилиндра. Внутри или снаружи цилиндра может быть две, три или четыре резьбы. Эти типы специальных потоков иногда называют многопоточными.
- Правая резьба — это резьба, при которой болт или гайка должны быть повернуты вправо (по часовой стрелке) для затяжки.
- Левая резьба — это резьба, при которой болт или гайка должны вращаться влево (против часовой стрелки) для затяжки.
- Резьбовая посадка — это способ соединения болта и гайки слишком ослабленным или слишком затянутым.
- Метрическая резьба — это резьба, которая измеряется в метрических единицах, а не в дюймах.

 Большая часть изготовленного оборудования, такого как гайки и болты, имеет одинарную резьбу. Двойная резьба имеет две канавки, прорезанные вокруг цилиндра. Внутри или снаружи цилиндра может быть две, три или четыре резьбы. Эти типы специальных потоков иногда называют многопоточными.
Большая часть изготовленного оборудования, такого как гайки и болты, имеет одинарную резьбу. Двойная резьба имеет две канавки, прорезанные вокруг цилиндра. Внутри или снаружи цилиндра может быть две, три или четыре резьбы. Эти типы специальных потоков иногда называют многопоточными.
Формы резьбы винта
Наиболее часто используемые формы винтовой резьбы подробно описаны в следующих параграфах. Одна из основных проблем промышленности — отсутствие стандартной формы крепежных устройств. Следующие формы винтовой резьбы пытаются решить эту проблему; однако в каждой индустриальной стране по-прежнему используется более одной стандартной формы. Международная организация по стандартизации (IS0) встретилась в 1975 году и разработала стандартную метрическую систему измерения для винтовой резьбы, новый стандарт метрической резьбы IS0 (ранее известный как оптимальная метрическая система крепления).Другие формы резьбы все еще широко используются сегодня, в том числе американская (национальная) форма резьбы, квадратная резьба, резьба Акме, резьба с червячной резьбой Брауна и Шарпа 29 °, резьба Уитворта по британскому стандарту, унифицированная резьба и другие трубная резьба. Все эти резьбы можно нарезать на токарном станке.
Следующие формы винтовой резьбы пытаются решить эту проблему; однако в каждой индустриальной стране по-прежнему используется более одной стандартной формы. Международная организация по стандартизации (IS0) встретилась в 1975 году и разработала стандартную метрическую систему измерения для винтовой резьбы, новый стандарт метрической резьбы IS0 (ранее известный как оптимальная метрическая система крепления).Другие формы резьбы все еще широко используются сегодня, в том числе американская (национальная) форма резьбы, квадратная резьба, резьба Акме, резьба с червячной резьбой Брауна и Шарпа 29 °, резьба Уитворта по британскому стандарту, унифицированная резьба и другие трубная резьба. Все эти резьбы можно нарезать на токарном станке.
- Стандарт метрической резьбы IS0 — это простая система резьбы с размерами резьбы в диапазоне диаметров от 1,6 мм до 100 мм (см. Таблицу 7-8 в Приложении A).Эти метрические резьбы обозначаются заглавной буквой M, номинальным диаметром и шагом. Например, метрическая резьба с внешним диаметром 5 мм и шагом 0,8 мм будет представлена как M 5 x 0,8. Стандарт метрической резьбы IS0 упрощает конструкцию резьбы, обеспечивает хорошую прочную резьбу и требует меньшего количества крепежных деталей, чем другие формы резьбы. Эта метрическая резьба IS0 имеет угол наклона 60 ° и гребень, который в 1,25 раза больше шага (что аналогично национальной форме резьбы).Глубина резьбы в 0,6134 раза больше шага, а плоскость основания резьбы шире гребня. Ножка метрической резьбы ISO в 0,250 раза больше шага (таблица 7-9).
 Стандарт метрической резьбы IS0 упрощает конструкцию резьбы, обеспечивает хорошую прочную резьбу и требует меньшего количества крепежных деталей, чем другие формы резьбы. Эта метрическая резьба IS0 имеет угол наклона 60 ° и гребень, который в 1,25 раза больше шага (что аналогично национальной форме резьбы).Глубина резьбы в 0,6134 раза больше шага, а плоскость основания резьбы шире гребня. Ножка метрической резьбы ISO в 0,250 раза больше шага (таблица 7-9).
Стандарт метрической резьбы IS0 упрощает конструкцию резьбы, обеспечивает хорошую прочную резьбу и требует меньшего количества крепежных деталей, чем другие формы резьбы. Эта метрическая резьба IS0 имеет угол наклона 60 ° и гребень, который в 1,25 раза больше шага (что аналогично национальной форме резьбы).Глубина резьбы в 0,6134 раза больше шага, а плоскость основания резьбы шире гребня. Ножка метрической резьбы ISO в 0,250 раза больше шага (таблица 7-9).- Американская (национальная) резьба подразделяется на четыре серии: национальная грубая (NC), национальная тонкая (NF), национальная специальная (NS) и национальная трубная резьба (NPT). 11 рядов этой формы ниток имеют одинаковую форму и пропорции. Эта резьба имеет угол наклона 60 °.Корень и гребень в 0,125 раза больше высоты звука. Эта форма резьбы широко используется в промышленности для изготовления и упрощения сборки и изготовления деталей машин. В Таблице 7-9 в Приложении A приведены различные значения для этой формы резьбы.
- Резьба Витворта по британскому стандарту имеет форму резьбы 55 ° и V-образную форму. У него округлые гребни и корни.
- Форма единой резьбы теперь используется вместо формы американской (национальной) резьбы.Он был разработан для взаимозаменяемости между производственными предприятиями в США, Канаде и Великобритании. Эта резьба представляет собой комбинацию американской (национальной) формы резьбы винта и британской формы резьбы Витворта. Резьба имеет угол 60 ° с закругленным основанием, а гребень может быть закругленным или плоским. (В Соединенных Штатах Америки предпочтительнее плоский гребень.) Внутренняя резьба унифицированной формы похожа на американскую (национальную) резьбу, но не имеет такой глубины, что остается гребень в одну четверть шага вместо одной восьмой. шаг.Серия крупной резьбы унифицированной системы обозначается UNC, а серия мелкой резьбы обозначается UNF. (См. Таблицу 7-9 в Приложении A для получения информации о форме резьбы и ее значениях.
- American National 29 ° Acme был разработан для замены стандартной квадратной резьбы, которую трудно обрабатывать с использованием обычных метчиков и штампов. Эта резьба представляет собой тип резьбы, передающей энергию, для использования в домкратах, тисках и подающих винтах. В таблице 7-9 перечислены значения для резьбы Acme.
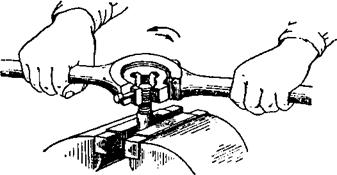

Червячная винтовая резьба Brown and Sharpe 29 ° использует угол 29 °, аналогичный резьбе Acme. Глубина больше, а ширина гребня и корня разная (Таблица 7-9 в Приложении A). Это специальная резьба, используемая для зацепления с червячными передачами и для передачи движения между двумя валами под прямым углом друг к другу, находящимися в разных плоскостях. Эта резьба имеет функцию самоблокировки, что делает ее полезной для лебедок и рулевых механизмов.
- Резьба квадратного винта — это резьба, передающая мощность, которая заменяется резьбой Acme.Некоторые тиски и ходовые винты могут иметь квадратную резьбу. Площади контакта между резьбой небольшие, поэтому винты сопротивляются заклиниванию, а трение между частями минимально (Таблица 7-9 в Приложении A).

- Резьба свечи зажигания (международная метрическая резьба) — это специальная резьба, широко используемая в Европе, но встречается только на некоторых свечах зажигания в Соединенных Штатах. Он имеет угол наклона 60 ° с вершиной и основанием, равными 0.В 125 раз больше глубины.
- Используются различные типы трубной резьбы, которые обычно имеют одинаковые характеристики, но разную посадку. Обратитесь к Руководству по оборудованию или аналогичному справочнику для этого типа резьбы.
ПОСАДКА РЕЗЬБЫ И КЛАССИФИКАЦИЯ
Унифицированная и американская (национальная) формы резьбы обозначают классификации для посадки, чтобы гарантировать, что сопрягаемые резьбовые части соответствуют указанным допускам. Унифицированная форма винтовой резьбы определяет несколько классов резьбы: классы 1A, 2A и 3A для винтов или деталей с внешней резьбой и 1B, 2B и 3B для гаек или деталей с внутренней резьбой.Классы 1 A и 1 B предназначены для свободной посадки, когда важны быстрая сборка и быстрое изготовление, а тряска или люфт не являются недопустимыми. Классы 2A и 2B обеспечивают небольшой люфт для предотвращения истирания и заедания при сборке и использовании, а также достаточный зазор для некоторого покрытия. Классы 2A и 2B рекомендуются для стандартной практики изготовления коммерческих винтов, болтов и гаек. Классы 3A и 3B не имеют допусков, и 75 процентов допусков классов 2A и 2B Винт и гайка этого класса могут варьироваться от посадки без люфта до посадки с небольшим люфтом.Только продукты высокого качества соответствуют требованиям Класса 3.
Классы 2A и 2B обеспечивают небольшой люфт для предотвращения истирания и заедания при сборке и использовании, а также достаточный зазор для некоторого покрытия. Классы 2A и 2B рекомендуются для стандартной практики изготовления коммерческих винтов, болтов и гаек. Классы 3A и 3B не имеют допусков, и 75 процентов допусков классов 2A и 2B Винт и гайка этого класса могут варьироваться от посадки без люфта до посадки с небольшим люфтом.Только продукты высокого качества соответствуют требованиям Класса 3.
Четыре различных класса резьбовых посадок между сопрягаемыми резьбами (как между болтом и гайкой) были определены для американской (национальной) формы винтовой резьбы. Посадка определяется как «соотношение между двумя сопрягаемыми деталями с точки зрения простоты сборки». Эти четыре посадки производятся с применением допусков, которые перечислены в стандартах.
Четыре посадки описаны ниже:
- Посадка класса 1 рекомендуется только для резьбовых соединений, когда зазор между сопрягаемыми частями важен для быстрой сборки и где не должно возникать сотрясения или люфта.

- Посадка класса 2 представляет собой резьбовое изделие высокого качества и рекомендуется для большинства операций со сменной резьбой. Посадка
- класса 3 представляет собой исключительно высокое качество имеющегося в продаже продукта с резьбой и рекомендуется только в тех случаях, когда требуется высокая стоимость прецизионных инструментов и постоянная проверка. Подгонка
- Class 4 предназначена для удовлетворения очень необычных требований, более строгих, чем те, для которых предназначен Class 3.Это выборочная установка, если требуется первоначальная сборка вручную. Его пока нельзя адаптировать к серийному производству.
Обозначение резьбы
Как правило, в обозначениях резьбы винта сначала указывается номер (или диаметр) винта, а затем резьба на дюйм. Далее идет серия резьбы, содержащая начальную букву серии: NC (Национальная грубая), UNF (Унифицированная тонкая), NS (Специальная национальная) и т.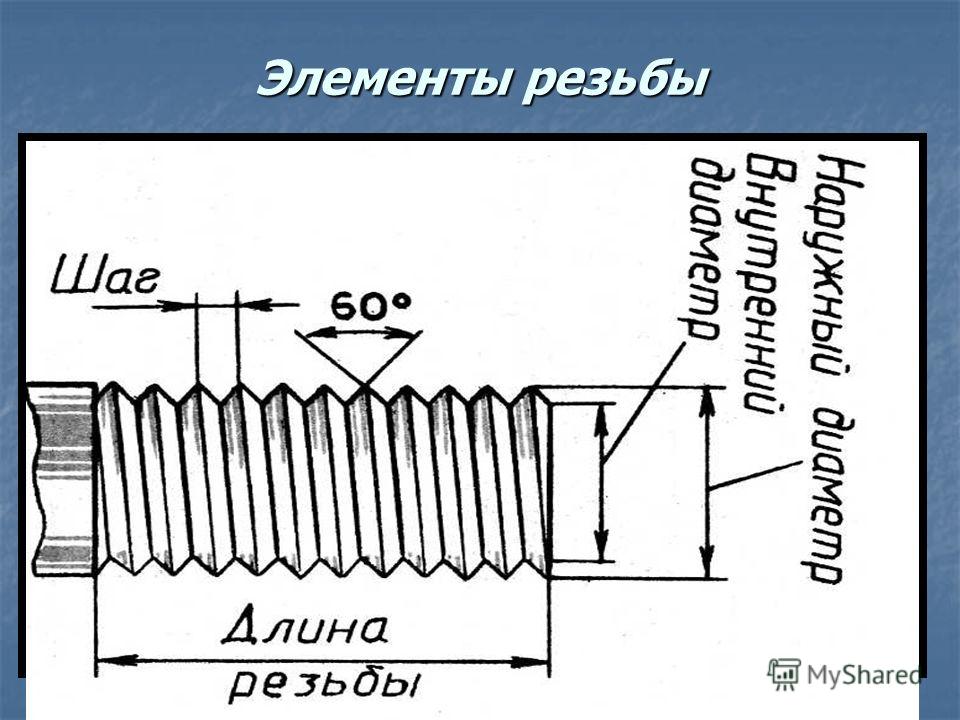 Д., За которой следует класс посадки. Если резьба левая, буквы LH следуют за посадкой.Пример обозначений следующий:
Д., За которой следует класс посадки. Если резьба левая, буквы LH следуют за посадкой.Пример обозначений следующий:
Два образца и пояснения обозначений резьбы следующие:
- № 12 (0,216) — 24 НЦ-3. Это резьба номер 12 (диаметр 0,216 дюйма), резьба 24 National Coarse на дюйм и способы обозначения посадки между деталями класса 3, включая классы допусков, положения допусков и классы допусков. Более простая посадка.
- 1 / 4-28 UNF-2A LH. Это резьба диаметром 1/4 дюйма, 28 единиц унифицированной тонкой резьбы на дюйм, посадка класса 2A и левая резьба.
Посадка и допуск метрической резьбы
Более старая система метрической винтовой резьбы имеет более сотни различных размеров резьбы и несколько способов определения посадки между деталями, включая классы допуска, положения допуска и классы допуска. Была разработана простая система с последним стандартом ISO для метрической резьбы, в которой используются одна внутренняя посадка и два обозначения внешней посадки для обозначения допуска (класса) посадки. Символ 6H используется для обозначения посадки для внутренней резьбы (используется только один символ).Два символа 6g и 5g6g используются для обозначения посадки для внешней резьбы, 6g — для резьбы общего назначения, а Sg6g — для обозначения плотной посадки. Посадка между парой резьбовых частей обозначается обозначением посадки с допуском внутренней резьбы (гайки), за которым следует обозначение посадки с допуском внешней резьбы (болта), причем эти две части разделяются штрихом. Примером может служить M 5 x 0,8-Sg6g / 6H, где номинальный или большой диаметр составляет 5 мм, шаг составляет 0,8 мм, а для болта и гайки предусмотрена плотная посадка.Дополнительную информацию о метрической резьбе ISO и специальных посадках можно найти в любом обновленном справочнике инженера или справочнике машиниста.
Символ 6H используется для обозначения посадки для внутренней резьбы (используется только один символ).Два символа 6g и 5g6g используются для обозначения посадки для внешней резьбы, 6g — для резьбы общего назначения, а Sg6g — для обозначения плотной посадки. Посадка между парой резьбовых частей обозначается обозначением посадки с допуском внутренней резьбы (гайки), за которым следует обозначение посадки с допуском внешней резьбы (болта), причем эти две части разделяются штрихом. Примером может служить M 5 x 0,8-Sg6g / 6H, где номинальный или большой диаметр составляет 5 мм, шаг составляет 0,8 мм, а для болта и гайки предусмотрена плотная посадка.Дополнительную информацию о метрической резьбе ISO и специальных посадках можно найти в любом обновленном справочнике инженера или справочнике машиниста.
СВЕРЛА ДЛЯ РЕЗЬБЫ ДЛЯ РЕЗЬБЫ
Нарезание V-образной резьбы с углом резьбы 60 градусов — это наиболее распространенная операция нарезания резьбы, выполняемая на токарном станке.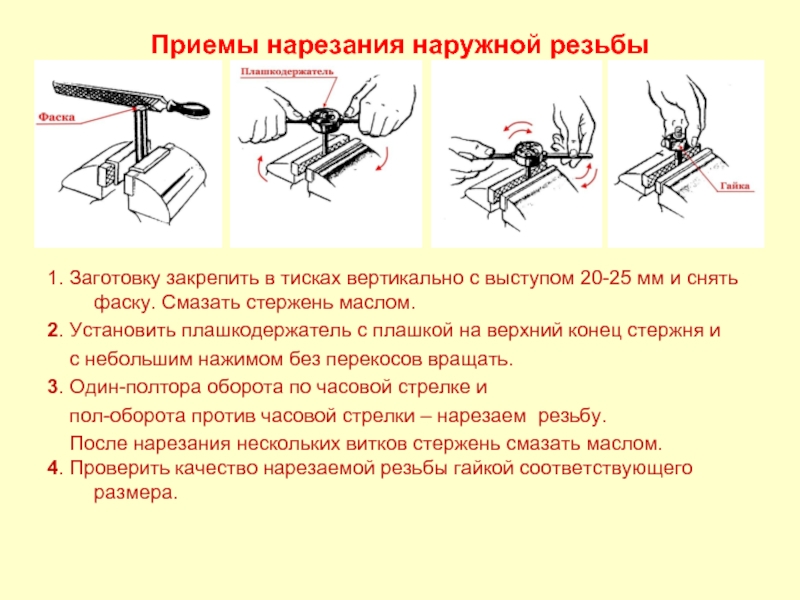 V-образная резьба с углом 60 градусов используется для нарезания метрической резьбы, а также для американской (национальной) резьбы и унифицированной резьбы. Чтобы правильно нарезать V-образную резьбу, одноточечный инструмент должен быть отшлифован для точной формы формы резьбы, включая основание резьбы (Рисунок 7-75).
V-образная резьба с углом 60 градусов используется для нарезания метрической резьбы, а также для американской (национальной) резьбы и унифицированной резьбы. Чтобы правильно нарезать V-образную резьбу, одноточечный инструмент должен быть отшлифован для точной формы формы резьбы, включая основание резьбы (Рисунок 7-75).
Для метрической и американской (национальной) резьбы необходимо отшлифовать плоскость на острие резца (Рисунок 7-76), перпендикулярно центральной линии угла резьбы 600. См. Таблицу формы резьбы для соответствующей резьбы, чтобы определить ширину Sat. Для унифицированных форм резьбы острие резца следует отшлифовать с радиусом, соответствующим размеру впадины резьбы. Внутренняя унифицированная резьба имеет плоскую часть на конце насадки. Для всех перечисленных выше резьб резьба должна быть заточена с достаточным углом бокового зазора и достаточным передним углом зазора (Рисунок 7-76).На рис. 7-77 показаны правильные этапы шлифования коронки для резьбонарезного инструмента.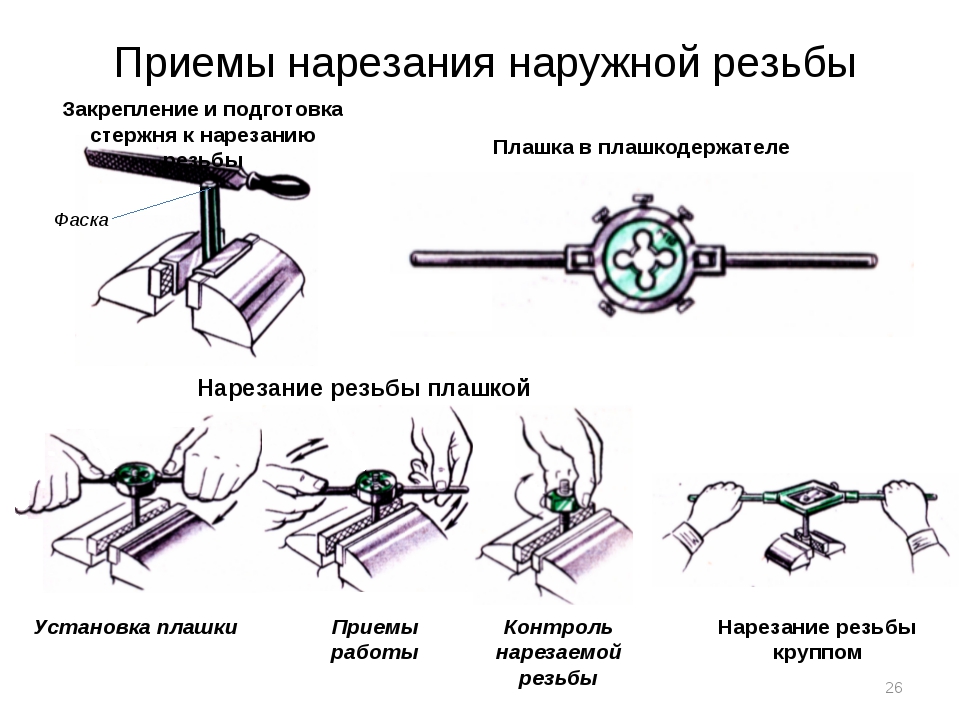
Для резьбы винта Acme и червячной резьбы 29 ° фрезу необходимо отшлифовать до угла при вершине 29 °. Боковые зазоры должны быть достаточными для предотвращения трения резьбы с крутым шагом. Конец сверла затем шлифуется до плоской, которая соответствует ширине основания для определенного шага резания. Доступны калибры резьбонарезного инструмента (рис. 7-78) для упрощения процедуры и исключения необходимости в вычислениях.
Чтобы нарезать квадратную резьбу, потребуется специальная нитеобрезатель. Перед тем, как резец с квадратной резьбой можно будет шлифовать, необходимо вычислить угол наклона спирали нарезаемой резьбы (Рисунок 7-79). Вычислите угол спирали, проведя линию, равную длине окружности резьбы на ее меньшем диаметре (это достигается умножением меньшего диаметра на 3,1416 [пи]). Затем нарисуйте линию, перпендикулярную и на одном конце первой линии, равную по длине шагу нити.Если винт должен иметь одну резьбу, шаг будет равен шагу. Соедините концы уголка таким образом, чтобы получить угол спирали.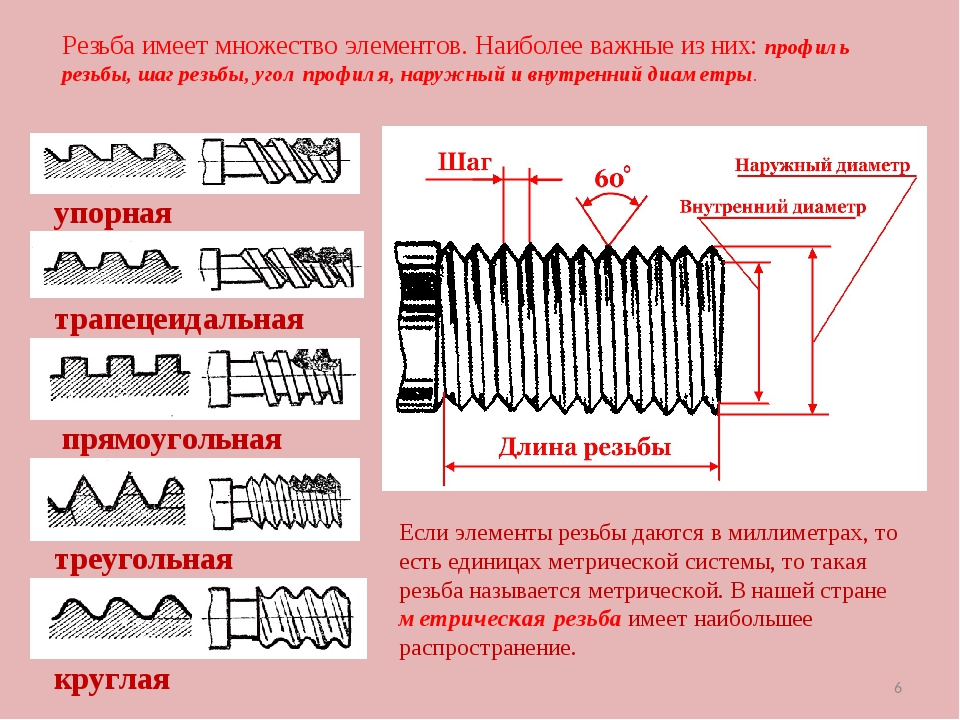
Насадку следует отшлифовать до угла наклона спирали. Задние углы сторон должны быть в пределах угла наклона спирали. Обратите внимание, что стороны также притерты к хвостовику, чтобы обеспечить дополнительный зазор.
Конец инструмента должен быть отшлифован ровно, равное половине шага резьбы, чтобы на резьбовой части были равные лыски и зазоры.
Устанавливая фрезу для обрезки нити для использования, располагайте ее точно на одной линии по горизонтали с осью заготовки. Это особенно важно для резьбонарезных коронок, поскольку небольшое изменение вертикального положения сверла изменит угол нарезаемой резьбы.
Насадка для нарезания резьбы должна быть расположена так, чтобы центральная линия угла резьбы, шлифованного на сверле, была точно перпендикулярна оси заготовки. Самый простой способ выполнить это выравнивание — использовать центрирующий калибр.Центровочный калибр позволяет проверять угол при вершине одновременно с выравниванием. Центровочный калибр размещается напротив обрабатываемой детали, а резец регулируется на стойке инструмента так, чтобы его острие плотно прилегало к пазу под углом 60 ° на центральном калибре (Рисунок 7-80).
При нарезании резьбы на токарном станке шаг резьбы или количество получаемых витков резьбы на дюйм определяется соотношением скоростей шпинделя передней бабки и ходового винта, который приводит в движение каретку.Токарные станки, оборудованные для нарезания резьбы, имеют зубчатые передачи для изменения скорости ходового винта. Современные токарные станки имеют быстросменный редуктор для изменения отношения ходового винта к шпинделю, так что оператору нужно только следовать инструкциям на направляющих пластинах токарного станка, чтобы установить правильную подачу для получения желаемого количества резьбы на дюйм. После установки определенного количества резьбы на дюйм скорость шпинделя можно изменять в зависимости от разрезаемого материала и размера заготовки, не влияя на количество резьбы на дюйм.
Каретка соединяется с ходовым винтом токарного станка для нарезания резьбы за счет зацепления полугайки на фартуке каретки с ходовым винтом. Доступен элемент управления для изменения направления ходового винта для левой или правой резьбы по желанию. Убедитесь, что ходовой винт вращается в правильном направлении. Продвигайте фрезу справа налево, чтобы нарезать правую резьбу. Продвигайте фрезу слева направо, чтобы нарезать левую резьбу.
Убедитесь, что ходовой винт вращается в правильном направлении. Продвигайте фрезу справа налево, чтобы нарезать правую резьбу. Продвигайте фрезу слева направо, чтобы нарезать левую резьбу.
Направление подачи.Для нарезания стандартной правой резьбы 60 ° острого V-образного типа, такой как метрическая форма, американская (национальная) форма и унифицированная форма, резец следует перемещать под углом 29 ° вправо. (Рисунок 7-81). (Установите угол в 29 ° влево для левой резьбы). Нарезание резьбы с помощью компаундной опоры под этим углом позволяет левой стороне резца выполнять большую часть резки, тем самым снимая некоторую нагрузку и создавая свободный скручивающийся чип. Направление контролируется установкой компаундной опоры под углом 29 ° перед регулировкой фрезы перпендикулярно оси заготовки.Затем глубина резания регулируется рукояткой подачи комбайна.
Для резьбы Acme и червячной резьбы 29 ° составной упор устанавливается на половину включенного угла (14 1/2 °) и подается вместе с составным упором. Для квадратной резьбы резец вставляется в заготовку под углом, перпендикулярным оси заготовки.
Для квадратной резьбы резец вставляется в заготовку под углом, перпендикулярным оси заготовки.
ОПЕРАЦИИ НАРЕЗАНИЯ РЕЗЬБЫ
Перед нарезанием резьбы поверните заготовку вниз до максимального диаметра резьбы, которую нужно нарезать, и снимите фаску с конца.В справочниках инженера и механика есть специальные таблицы, в которых перечислены рекомендуемые большие и второстепенные диаметры для всех форм резьбы. В этих таблицах указаны минимальный и максимальный основной диаметр для внешней резьбы, а также минимальный и максимальный вспомогательный диаметр для внутренней резьбы. В Таблице 7-10 в Приложении A перечислены наиболее распространенные размеры резьбы винтов. Разница между максимальным и минимальным основным диаметром зависит от размера резьбы. Грубая резьба имеет большую разницу между двумя нитями, чем мелкая.Обычной практикой при обработке резьбы на токарном станке является уменьшение внешнего диаметра до максимального основного диаметра вместо минимального основного диаметра, таким образом допуская любую ошибку.
Заготовка может быть установлена в патроне, в цанге или между центрами. Если необходимо нарезать длинную резьбу, необходимо использовать люнет или другую опору, чтобы уменьшить вероятность изгиба заготовки. Скорость токарного станка установлена на рекомендуемую скорость нарезания резьбы (Таблица 7-2 в Приложении A).
Чтобы нарезать резьбу, переместите насадку на резьбонарезной инструмент так, чтобы она соприкасалась с заготовкой, и обнулите шкалу остатка соединения.Насадка для нарезания резьбы должна быть установлена в правом конце работы; затем переместите насадку на первую глубину резания, используя градуированное кольцо составной опоры. Установите рычаг полугайки каретки, чтобы зацепить половину гайки с ходовым винтом, чтобы начать операцию заправки резьбы. Первый надрез должен быть царапиной не более 0,003 дюйма, чтобы можно было проверить шаг. Зацепление полугайки с ходовым винтом заставляет каретку двигаться по мере вращения ходового винта. Обрежьте нить, выполнив серию надрезов, в которых резьбонарезной инструмент следует по исходной канавке для каждого прохода. Используйте шкалу для нарезания резьбы, Рисунок 7-82, чтобы определить, когда зацепить половину гайки, чтобы инструмент для нарезания резьбы проходил правильно. Циферблат прикреплен к каретке и приводится в движение ходовым винтом. Следуйте указаниям шкалы протяжки нити, Рисунок 7-83, чтобы определить, когда задействовать рычаг полугайки.
Используйте шкалу для нарезания резьбы, Рисунок 7-82, чтобы определить, когда зацепить половину гайки, чтобы инструмент для нарезания резьбы проходил правильно. Циферблат прикреплен к каретке и приводится в движение ходовым винтом. Следуйте указаниям шкалы протяжки нити, Рисунок 7-83, чтобы определить, когда задействовать рычаг полугайки.
После первого прохода проверьте правильность шага резьбы, используя один из трех методов, показанных на Рисунке 7-84. После каждого прохода насадки для нарезания резьбы оператор должен вывести насадку для нарезания резьбы из резьбовой канавки, отводя рукоятку упора для соединения, отмечая настройку.Переместите каретку обратно в начало резьбы и верните диск упора соединения обратно в исходное положение плюс новую глубину резания. В конце каждого реза рычаг полугайки обычно отключается, и каретка возвращается вручную. (Диск с поперечным смещением также можно использовать для перемещения насадки инструмента внутрь и наружу, в зависимости от предпочтений оператора. )
)
После нарезания резьбы на первую глубину проверьте правильность шага резьбы, используя один из трех методов, показанных на Рисунке 7-84.Если шаг резьбы правильный, как установлено в быстросменном редукторе, продолжайте нарезать резьбу до необходимой глубины. Это определяется путем измерения делительного диаметра и проверки в справочной таблице надлежащих пределов делительного диаметра для желаемой посадки.
Некоторые токарные станки оснащены ограничителем хода резьбы, прикрепленным болтами к каретке, который может быть настроен для регулирования глубины резания для каждого перемещения фрезы или может быть установлен для регулирования общей глубины нарезания резьбы.
Когда нить обрезается, конец нужно как-то закончить. Наиболее распространенный способ чистовой обработки конца — это специально отшлифованная фреза или коронка под углом 45 градусов. Для получения закругленного конца фрезу желаемой формы следует специально отшлифовать.
Операции нарезания метрической резьбы
Метрическая резьба нарезается одним из двух способов с помощью токарного станка, предназначенного и оборудованного для метрических измерений, или с помощью стандартного дюймового токарного станка, преобразуя его работу в нарезание метрической резьбы. Токарный станок для метрических измерений имеет быстросменную коробку передач, позволяющую установить правильный шаг винта в миллиметрах. Токарный станок дюймовой конструкции необходимо преобразовать для нарезания метрической резьбы путем переключения шестерен в передней бабке токарного станка в соответствии с указаниями, прилагаемыми к каждому токарному станку.
Токарный станок для метрических измерений имеет быстросменную коробку передач, позволяющую установить правильный шаг винта в миллиметрах. Токарный станок дюймовой конструкции необходимо преобразовать для нарезания метрической резьбы путем переключения шестерен в передней бабке токарного станка в соответствии с указаниями, прилагаемыми к каждому токарному станку.
Большинство токарных станков оснащено набором сменных шестерен для нарезания различной или нестандартной резьбы. Следуйте инструкциям в руководстве оператора токарного станка для установки надлежащего метрического шага. (Метрическая табличка с данными может быть прикреплена к передней бабке токарного станка.) Большинство токарных станков имеют возможность быстро установить эти переключающие шестерни на существующие шестерни, а затем заново выровнять их. Одна переключающая передача необходима для ведущей винтовой передачи, а другая — для шпинделя или ведущей шестерни.
Диаметр и шаг метрической резьбы можно легко измерить с помощью метрического измерительного инструмента. Если нет доступных метрических измерительных инструментов, шаг и диаметр должны быть преобразованы из миллиметров в дюймовые, а затем дюйм-микрометр и измерительные инструменты могут использоваться для определения правильного шага и диаметра.Миллиметры можно преобразовать в дюймы, разделив миллиметры на 25,4 дюйма или умножив на 0,03937 дюйма.
Если нет доступных метрических измерительных инструментов, шаг и диаметр должны быть преобразованы из миллиметров в дюймовые, а затем дюйм-микрометр и измерительные инструменты могут использоваться для определения правильного шага и диаметра.Миллиметры можно преобразовать в дюймы, разделив миллиметры на 25,4 дюйма или умножив на 0,03937 дюйма.
Например, резьба с обозначением M20 x 2,5 6g / 6h читается следующим образом: M означает, что резьба метрическая. Цифра 20 обозначает основной диаметр в миллиметрах. 2.5 обозначает линейный шаг в миллиметрах. 6g / 6h означает, что между гайкой и болтом предусмотрена универсальная посадка. Поэтому для обработки этой метрической резьбы на токарном станке дюймовой конструкции преобразуйте внешний диаметр в миллиметрах в десятичную долю дюйма и обработайте большой диаметр до требуемого диаметра.Преобразуйте линейный шаг в миллиметрах в количество ниток на дюйм, разделив линейный шаг 2,5 на 25,4, чтобы получить количество резьбы на дюйм (10,16 TPI).
Сейчас же. Микрометр с резьбой 8-13 TPI может использоваться для измерения среднего диаметра метрической резьбы.
Подводя итог, как преобразовать метрическую резьбу в дюймовые размеры:
- Преобразование большого диаметра из миллиметров в дюймы.
- Преобразуйте шаг и средний диаметр в дюймы.
- Настройте быстрое переключение передач согласно инструкции.
Настройте токарный станок для нарезания резьбы, как описано в предыдущих параграфах для нарезания резьбы. Сделайте легкий пробный надрез и убедитесь, что резьба имеет правильный шаг, используя метрический измеритель шага винта. В конце этого пробного пропила и любого реза при нарезании метрической резьбы выключите токарный станок и вытащите резцовую коронку из заготовки, не расцепляя рычаг с полугайкой. Никогда не расцепляйте рычаг до тех пор, пока метрическая резьба не будет нарезана до нужного диаметра деления, в противном случае насадку инструмента придется выровнять и установить для врезания в резьбу.
После того, как резцедержатель выйдет из заготовки, переместите резцовую головку обратно в исходную точку, изменив направление шпинделя токарного станка, оставив рычаг с полугайкой включенным. Если нарезается правильный шаг, продолжайте обрабатывать резьбу до желаемой глубины.
ПРИМЕЧАНИЕ: Если необходимо заново выровнять насадку и врезаться в резьбу из-за расцепления, рычага с полугайкой или необходимости снятия детали и повторного запуска, то токарный станок необходимо переустановить для нарезания резьбы.Запустите токарный станок, держите резец на расстоянии от заготовки, включите рычаг. Позвольте каретке двигаться, пока резец не окажется напротив любой части незавершенной резьбы; а затем выключите токарный станок, оставив включенным. Теперь насадку можно установить обратно в резьбовую канавку, переместив поперечный суппорт и эталон. Перезапустите токарный станок, и резец должен следовать по ранее вырезанной канавке, пока рычаг с полугайкой остается в зацеплении.
РЕЗЬБА КОНУСНАЯ
Коническая винтовая или трубная резьба может быть нарезана на токарном станке путем установки задней бабки или с помощью конической насадки.См. Справочные материалы по конусу на дюйм и номинальным размерам конической резьбы. При нарезании конической резьбы биту следует устанавливать под прямым углом к оси работы. Не устанавливайте насадку под прямым углом к конусу резьбы. Перед нарезкой внимательно проверьте насадку на наличие зазоров, так как резьба не будет входить в заготовку под прямым углом к конической поверхности заготовки.
ИЗМЕРЕНИЕ НАРУЖНОЙ V-ОБРАЗНОЙ РЕЗЬБЫ ДЛЯ ВИНТА
Посадка резьбы определяется ее делительным диаметром.Шаговый диаметр — это диаметр резьбы в воображаемой точке резьбы, где ширина промежутка и ширина резьбы равны. Тот факт, что сопрягаемые части опираются на эту точку или угол резьбы, а не на ее вершину, делает шаговый диаметр важным размером для измерения резьбы винта.
Микрометр для резьбы (Рисунок 7-85) — это инструмент, используемый для измерения резьбы по среднему диаметру. Наковальня имеет V-образную форму и подходит для V-образной резьбы.Шпиндель, или подвижная точка, имеет форму конуса (указывает на букву V), чтобы поместиться между резьбой. Поскольку опора и шпиндель контактируют со сторонами резьбы, измеряется средний диаметр, и показания выводятся на втулке и шпинделе, где оператор может их прочитать.
Микрометры резьбы отмечены на рамке для определения диаметров шага, которые микрометр используется для измерения. Один будет иметь маркировку, например, для измерения от 8 до 13 ниток на дюйм, а другие — от 14 до 20, от 22 до 30 или от 32 до 40; Микрометры с метрической резьбой также доступны в различных размерах.
Процедура проверки резьбы состоит в том, чтобы сначала выбрать правильный микрометр, а затем рассчитать или выбрать из таблицы резьб правильный делительный диаметр винта. Наконец, вставьте резьбу в микрометр и снимите показания.
Трехпроводной метод — это еще один метод измерения делительного диаметра для американской национальной (60 градусов) и унифицированной резьбы. Считается «лучшим» методом для чрезвычайно точных измерений. В Приложении A показаны три проволоки правильного диаметра, помещенные в нити, поверх которых измеряется микрометр.Делительный диаметр может быть найден путем вычитания постоянной проволоки из измеренного расстояния по проволоке. Нетрудно заметить, что этот метод зависит от использования «лучшей» проволоки для шага резьбы. «Лучшая» проволока — это размер проволоки, которая касается нити в середине скошенных сторон. другими словами, на делительном диаметре. Формула, по которой можно найти проволоку подходящего размера, выглядит следующим образом: Разделите константу 0,57735 на количество резьбы на дюйм, которое нужно обрезать.Если. например, если было обрезано 8 ниток на дюйм, мы получим 0,57735 8 = 0,072. Диаметр проволоки для измерения 8-шаговой резьбы составляет 0,072.
Проволока, используемая в трехпроводном методе, должна быть закаленной и притертой стальной проволокой. они должны быть в три раза точнее, чем точность измерения резьбы. Бюро стандартов указало точность 0,0002 дюйма. Предлагаемая процедура измерения резьбы следующая:
После выбора трех проволок одинакового диаметра с использованием приведенной выше формулы они помещаются в канавки для резьбы, как показано в Приложении A.Затем наковальня и шпиндель обычного микрометра помещаются напротив трех проводов и снимаются показания. Чтобы определить, какими должны быть показания микрометра, если размер резьбы правильный. используйте следующую формулу (для измерения резьбы Unified National Coarse): добавьте три диаметра проволоки к диаметру винта; из суммы вычтите частное, полученное путем деления постоянной 1,5155 на количество ниток на дюйм. Кратко формула:
| Где м | = | микрометрическое измерение по проводам, |
Д | = | диаметр резьбы, |
n | = | количество витков на дюйм, |
Вт | = | диаметр используемой проволоки |
Пример: Определите m (измерение по проволоке) для резьбы UNC 1/2 дюйма, 12 шагов. Мы приступим к решению следующим образом:
Мы приступим к решению следующим образом:
| где W | = | 0,04811 дюйм |
Д | = | 0,500 дюйма |
n | = | 12 |
Тогда м | = | |
м | = | (0. |
м | = | 0,51803 дюйма (измерение микрометром) |
 500 + 0,14433) — 0,1263
500 + 0,14433) — 0,1263 При измерении резьбы Unified National Fine используются тот же метод и формула. При измерении по проводам не следует прикладывать слишком большое давление.
Метрическую резьбу также можно проверить с помощью трехпроводного метода, используя различные числовые значения в формуле.Трехпроводная резьба метрических размеров для этого метода должна иметь угол 60 °.
| M | = | PD + CPD = M-C |
М | = | измерение по проводам |
PD | = | делительный диаметр |
К | = | N постоянная (см. |
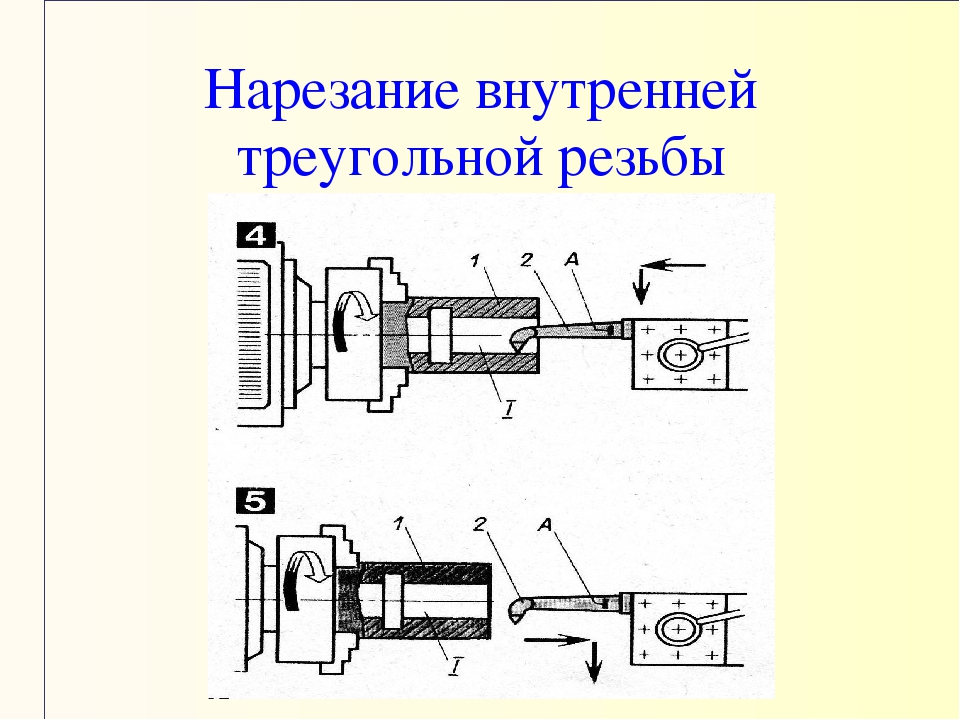 Таблицу 7-11 в приложении A)
Таблицу 7-11 в приложении A) «Лучший» размер провода можно найти, переведя его из дюймов в метрические, или используя Таблицу 7-11 в Приложении A.
Для проверки резьбы необходимо использовать оптический компаратор, если желаемый допуск меньше 0,001 дюйма (0,02 мм). Этот тип измерения резьбы обычно используется в промышленных цехах, выполняющих производственные работы.
НАРЕЗКА ВНУТРЕННЕЙ РЕЗЬБЫ
Внутренняя резьба нарезается на гайки и отливки так же, как и наружная резьба. Если ручного метчика для нарезания внутренней резьбы нет, их необходимо обработать на токарном станке.
Операция нарезания внутренней резьбы обычно следует за операцией растачивания и сверления, поэтому оператор станка должен знать процедуры сверления и растачивания, прежде чем пытаться нарезать внутреннюю резьбу.Тот же держатель, что и для растачивания, можно использовать для удержания насадки для нарезания внутренней резьбы. Скорость токарного станка такая же, как и для нарезания внешней резьбы.
Скорость токарного станка такая же, как и для нарезания внешней резьбы.
Чтобы предотвратить трение, зазор хвостовика фрезы и планки расточного инструмента должен быть больше для нарезания резьбы, чем для прямого растачивания, из-за необходимости отодвигать сверло от резьбы при возвращении сверла вправо после каждого прохода.
Составной упор должен быть установлен под углом 29 ° к седлу, чтобы резец подавался после каждого реза в сторону оператора и слева от него.
Хотя установка, показанная на рис. 7-86, будет непрактичной на очень больших токарных станках, она обеспечивает определенную степень безопасности на станках обычных размеров за счет того, что составной шаровой рычаг расположен вдали от любого удерживающего устройства, которое могло бы использоваться на токарном станке, что исключает возможность контакта рук оператора или составной опоры с вращающимся шпинделем и рабочими удерживающими устройствами.
Нарезание левой резьбы 60 °. Левая резьба используется в определенных случаях, когда правая резьба нецелесообразна, например, на левой стороне шлифовального станка, где гайка может ослабнуть из-за вращения шпинделя. Левая резьба нарезается так же, как правая, с небольшими изменениями. Установите рычаг направления подачи так, чтобы каретка двигалась вправо, что будет означать, что ходовой винт вращается в направлении, противоположном направлению, используемому для правого нарезания резьбы. Установите составной упор на 29 ° влево от перпендикуляра. Вырежьте канавку на левом конце резьбовой части, чтобы обеспечить зазор для запуска режущего инструмента (см. Рисунок 7-87). Обрезайте слева направо, пока не получите нужный размер шага.
Левая резьба нарезается так же, как правая, с небольшими изменениями. Установите рычаг направления подачи так, чтобы каретка двигалась вправо, что будет означать, что ходовой винт вращается в направлении, противоположном направлению, используемому для правого нарезания резьбы. Установите составной упор на 29 ° влево от перпендикуляра. Вырежьте канавку на левом конце резьбовой части, чтобы обеспечить зазор для запуска режущего инструмента (см. Рисунок 7-87). Обрезайте слева направо, пока не получите нужный размер шага.
НАРЕЗКА НАРУЖНОЙ РЕЗЬБЫ ACME
Первый шаг — заточить резьбонарезной инструмент, чтобы он соответствовал входящему углу резьбы 29 °. Инструмент сначала шлифуется до точки, при этом стороны инструмента образуют прилегающий угол 29 ° (Рисунок 7-88). Этот угол можно проверить, вставив инструмент в прорезь на правом конце резьбового калибра Acme.
Если калибр недоступен, ширина острия инструмента может быть рассчитана по формуле:
Ширина острия = 0. 3707P — 0,0052 дюйма
3707P — 0,0052 дюйма
Где P = количество витков на дюйм
Обязательно заточите этот инструмент с достаточным боковым зазором, чтобы он мог резать. В зависимости от количества резьбы на дюйм, которое должно быть нарезано, острие инструмента отшлифовано так, чтобы оно вошло в прорезь на резьбометре Acme, на котором указано количество резьбы на дюйм, которое инструмент должен обрезать. Размер плоскости острия инструмента будет варьироваться в зависимости от обрабатываемой резьбы на дюйм.
После заточки инструмента установите составной упор на половину угла резьбы (14 1/2 °) справа от вертикальной средней линии станка (Рисунок 7-89).Установите инструмент в держателе или стойке для инструмента так, чтобы верх инструмента находился на оси или центральной линии заготовки. Инструмент устанавливают перпендикулярно работе с помощью резьбового калибра Acme. Эта резьба нарезается с помощью комбикорма. Глубина, на которую вы подаете составную опору для получения общей глубины резьбы, определяется по формуле, приведенной и проиллюстрированной в Таблице 7-9 в Приложении A. Остальная часть операции нарезания резьбы Acme аналогична предыдущей операции нарезания V-образной резьбы. описано.Компаундную опору следует вводить в работу только от 0,002 до 0,003 дюйма на один проход, пока не будет достигнута желаемая глубина резьбы.
Остальная часть операции нарезания резьбы Acme аналогична предыдущей операции нарезания V-образной резьбы. описано.Компаундную опору следует вводить в работу только от 0,002 до 0,003 дюйма на один проход, пока не будет достигнута желаемая глубина резьбы.
Формулы, используемые для расчета глубины резьбы Acme, приведены в Таблице 7-9 в Приложении A. Метод одиночной проволоки можно использовать для измерения точности резьбы (Рисунок 7-90). Одиночная проволока или стержень правильного диаметра помещается в резьбовую канавку и измеряется микрометром. Резьба имеет правильный размер, когда показание микрометра на проволоке совпадает с ее большим диаметром, а проволока плотно вставлена в канавку для резьбы.Диаметр используемой проволоки можно рассчитать по следующей формуле:
Диаметр проволоки = 0,4872 x шаг
Таким образом, если нарезать 6 ниток на дюйм, размер провода будет:
0,4872 x 1/6 = 0,081 дюйма
Нарезание резьбы червячного винта 29 ° (Брауна и Шарпа). Насадка, используемая для нарезания резьбы червячного винта 29 °, будет похожа на инструмент для нарезания резьбы Acme, но немного длиннее с другим наконечником. Используйте Таблицу 7-9 в Приложении A, чтобы рассчитать длину резца и ширину наконечника.Обрезка выполняется так же, как нарезание резьбы Acme.
Насадка, используемая для нарезания резьбы червячного винта 29 °, будет похожа на инструмент для нарезания резьбы Acme, но немного длиннее с другим наконечником. Используйте Таблицу 7-9 в Приложении A, чтобы рассчитать длину резца и ширину наконечника.Обрезка выполняется так же, как нарезание резьбы Acme.
РЕЗЬБА КВАДРАТНАЯ
Благодаря своей конструкции и прочности, квадратная резьба используется для винтов тисков, домкратов и других устройств, где требуется максимальная передача усилия. Все поверхности квадратной формы резьбы прямоугольны друг с другом, а стороны перпендикулярны центральной оси резьбовой части. Глубина, ширина гребня и корень равны. Поскольку контактные площадки относительно малы и не смыкаются, трение между соответствующими резьбами сводится к минимуму.Этот факт объясняет, почему квадратная резьба используется для передачи энергии.
Перед тем как шлифовать инструмент для нарезания квадратной резьбы, необходимо сначала определить угол винтовой линии резьбы. Стороны инструмента для нарезания квадратной резьбы должны соответствовать углу винтовой линии резьбы (Рисунок 7-79).
Стороны инструмента для нарезания квадратной резьбы должны соответствовать углу винтовой линии резьбы (Рисунок 7-79).
Для нарезания резьбы режущая кромка инструмента должна быть отшлифована до ширины, равной половине шага. Для нарезки ореха он должен быть от 0.001 на 0,003 дюйма больше, чтобы гайка могла свободно сидеть на винте.
Нарезание резьбы квадратной формы представляет некоторые трудности. Несмотря на то, что она квадратная, эта нить, как и любая другая, имеет форму спирали и, таким образом, допускает небольшое закручивание. Некоторые операторы предпочитают выполнять эту резьбу за два прохода: первый — узким инструментом на всю глубину, а второй — шлифованным до нужного размера инструментом. Эта процедура снижает давление резания на режущую кромку инструмента и может предотвратить пружинение работы.Операция нарезания квадратной резьбы отличается от нарезания резьбы, объясненной ранее, тем, что составной упор устанавливается параллельно оси заготовки, а подача выполняется только с поперечной подачей. Поперечная подача подается только 0,002 дюйма или 0,003 дюйма на разрез. Чистовая глубина резьбы определяется по формуле.
Поперечная подача подается только 0,002 дюйма или 0,003 дюйма на разрез. Чистовая глубина резьбы определяется по формуле.
Глубина = 1 / 2P
Если вы являетесь автором приведенного выше текста и не соглашаетесь делиться своими знаниями для обучения, исследований, стипендий (для добросовестного использования, как указано в авторских правах США), отправьте нам электронное письмо, и мы удалим ваши текст быстро.
Добросовестное использование — это ограничение и исключение из исключительного права, предоставленного законом об авторском праве автору творческой работы. В законодательстве США об авторском праве добросовестное использование — это доктрина, которая разрешает ограниченное использование материалов, защищенных авторским правом, без получения разрешения от правообладателей. Примеры добросовестного использования включают комментарии, поисковые системы, критику, репортажи, исследования, обучение, архивирование библиотек и стипендии. Он предусматривает легальное, нелицензионное цитирование или включение материалов, защищенных авторским правом, в работы другого автора в соответствии с четырехфакторным балансирующим тестом. (источник: http://en.wikipedia.org/wiki/Fair_use)
Примеры добросовестного использования включают комментарии, поисковые системы, критику, репортажи, исследования, обучение, архивирование библиотек и стипендии. Он предусматривает легальное, нелицензионное цитирование или включение материалов, защищенных авторским правом, в работы другого автора в соответствии с четырехфакторным балансирующим тестом. (источник: http://en.wikipedia.org/wiki/Fair_use)
Информация о медицине и здоровье, содержащаяся на сайте, имеет общий характер и цель, которая является чисто информативной и по этой причине не может в любом случае заменить совет врача или квалифицированного лица, имеющего законную профессию.
Тексты являются собственностью соответствующих авторов, и мы благодарим их за предоставленную нам возможность бесплатно делиться своими текстами с учащимися, преподавателями и пользователями Интернета, которые будут использоваться только в иллюстративных образовательных и научных целях.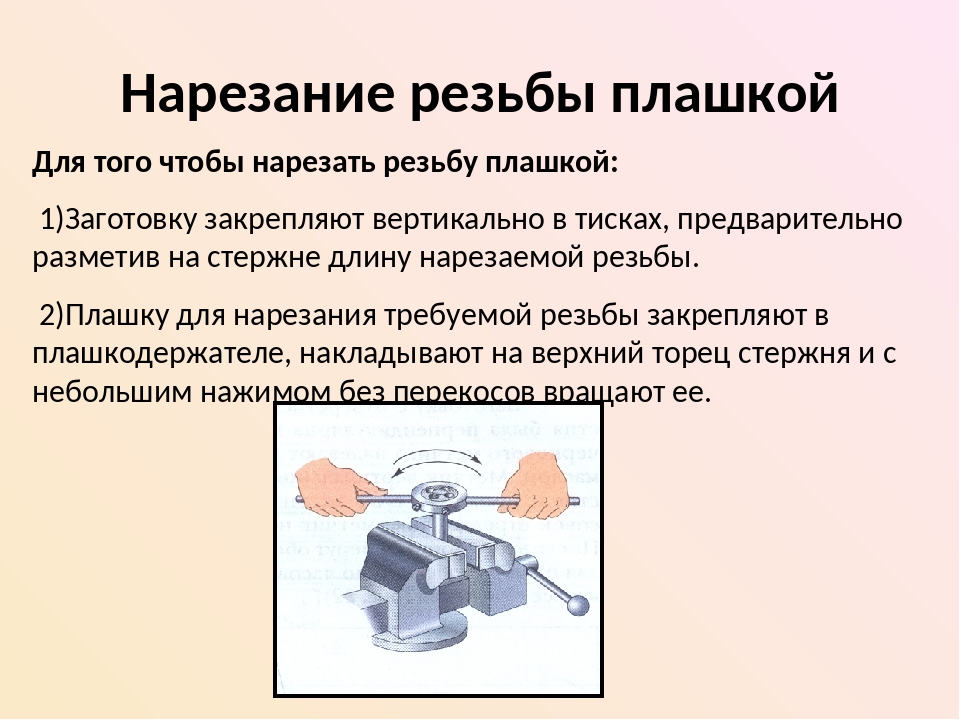
Нарезание резьбы, три способа | Режущие инструменты
Нажмите на изображение для увеличения Кипа Хансона
Экономящие время альтернативы традиционным методам нарезания резьбы
Ни один процесс обработки не идеален.Одиночное наведение работает медленно. Таппинг негибкий. Резьбофрезерные станки дороги, и, по крайней мере, для новичков может быть сложно программировать. Однако, несмотря на кажущиеся недостатки, эти устоявшиеся процессы нарезания резьбы по-прежнему превосходят альтернативные, часто гораздо более эффективные способы изготовления винтовой резьбы.
Это могло произойти из-за непонимания. Возможно, потому, что нет времени исследовать то, что есть в наличии. Или это может быть простой случай, когда мы всегда так поступали, так зачем менять? Какова бы ни была причина, вы обязаны изучать различные технологии производства ради прибыли вашего магазина, особенно если это означает улучшение одного из наиболее распространенных процессов обработки: нарезания резьбы.
Щелкните изображение, чтобы увеличитьКручение примерно
Один из них — завихрение нити. Специалист Sandvik Coromant по фрезерованию и применению Брайан МакНил описывает это как «очень быстрый процесс нарезания резьбы», хотя он в основном ограничивается медицинскими деталями. Это почти исключительно выполняется на токарных станках с ЧПУ швейцарского типа, хотя нет реальной причины (за исключением отсутствия специального оборудования для станка), почему это нельзя было бы сделать на многозадачном токарном станке или даже на токарно-фрезерном станке.
Процесс похож на резьбофрезерование, за исключением того, что он нарезает внешнюю резьбу, а не внутреннюю, и используется для производства компонентов с большим отношением длины к диаметру, таких как костные винты и канюли. В Whirling используется корпус фрезы в форме кольца, содержащий шесть или более полнопрофильных пластин, установленных по окружности вокруг внутреннего диаметра кольца. Сам корпус монтируется в специальный вращающийся адаптер, который наклоняется под угол наклона спирали резьбы и позиционируется по оси X токарного станка для достижения правильного диаметра основания.
В то время как заготовка вращается с относительно низкой скоростью, скажем, от 10 до 20 об / мин, фреза вращается вокруг нее в том же направлении, вращаясь со скоростью, необходимой для достижения подходящей поверхностной скорости для материала. Затем заготовка подается в кольцо по оси Z (продольно), нарезая всю резьбу за один проход.
Щелкните изображение, чтобы увеличить «Наша фреза CoroMill 325 доказала свою высокую эффективность при обработке титана, кобальтхрома и других сложных материалов», — говорит МакНил.«Его можно использовать для однозаходной или многозаходной резьбы, и он доступен с рядом стандартных вставок для костных винтов, а также со специальными. Превосходный контроль стружки, стойкость инструмента и качество деталей, поэтому завихрение резьбы является лучшим выбором для производителей медицинских изделий, специализирующихся на резьбовых ортопедических компонентах ».
Эдвин Тонн, специалист по обучению и технический специалист Horn USA Inc., согласен. Он говорит, что новая линейка головок Jet-Whirling решает проблему, с которой сталкиваются многие потенциальные завихрители: недостаточный поток охлаждающей жидкости.«Jet-Whirling был разработан в сотрудничестве с нашей партнерской компанией W&F Werkzeugtechnik», — говорит он. «Это первая модульная вихревая система, которая наносит СОЖ непосредственно на кромку пластины, улучшая стойкость инструмента и качество поверхности детали, а также значительно лучше удаляет стружку».
Он говорит, что новая линейка головок Jet-Whirling решает проблему, с которой сталкиваются многие потенциальные завихрители: недостаточный поток охлаждающей жидкости.«Jet-Whirling был разработан в сотрудничестве с нашей партнерской компанией W&F Werkzeugtechnik», — говорит он. «Это первая модульная вихревая система, которая наносит СОЖ непосредственно на кромку пластины, улучшая стойкость инструмента и качество поверхности детали, а также значительно лучше удаляет стружку».
Horn также недавно представила свою систему высокоскоростного вращения, в которой используется передняя пластина для одновременной черновой и чистовой обработки детали во время вращения. «Обе эти системы являются модульными, поэтому там, где у медицинской компании может быть семейство деталей, они могут просто заменить модуль на передней панели вихревого устройства, настроить программу и приступить к работе», — говорит Тонн.«Это сокращает время настройки и избавляет от хлопот».
Щелкните изображение для увеличения Откатите
Еще один способ уменьшить хлопоты — накатка резьбы. Как и вращение, качение существует уже много десятилетий. Это процесс холодной штамповки без стружки, который в основном «выжимает» наружную резьбу до желаемой формы за секунды, в отличие от операции нарезания резьбы валком. Как и в случае нарезания резьбы по форме, можно наматывать широкий спектр материалов для получения очень высококачественной и механически превосходной резьбы.
Как и вращение, качение существует уже много десятилетий. Это процесс холодной штамповки без стружки, который в основном «выжимает» наружную резьбу до желаемой формы за секунды, в отличие от операции нарезания резьбы валком. Как и в случае нарезания резьбы по форме, можно наматывать широкий спектр материалов для получения очень высококачественной и механически превосходной резьбы.
Тило Кнобельсдорф, менеджер Центра компетенции по резьбонарезанию LMT Tools USA в Чикаго, говорит, что первая система осевой прокатки была разработана в Германии вскоре после Второй мировой войны и использовалась для устранения вторичных операций нарезания резьбы, которые когда-то выполнялись на специализированных прокатных станках. . Спустя несколько лет появились так называемые тангенциальные накатные головки, а в 1973 году — первая система накатки радиальной резьбы. Сегодня LMT Fette использует 3D-печать для производства рычагов для своих прокатных головок, что позволяет компании создавать интегрированные форсунки для охлаждения и промывки. повышение прочности продукта за счет оптимизации топологии.
повышение прочности продукта за счет оптимизации топологии.
Нажмите на изображение для увеличения. Подобно завихрению, накатка может использоваться для получения глубокой и сложной формы резьбы практически неограниченной длины детали. Однако, в отличие от вихревой, накатка резьбы подходит для широкого спектра станков, включая токарные станки с ЧПУ и обрабатывающие центры, многошпиндельные винторезные станки, дисковые и передаточные линии, и даже ручные токарные станки и сверлильные станки. Его также можно использовать для накатки, шлицевания, полировки и штамповки деталей. Все, что требуется, — это правильный стиль прокатной головки, набор штампов и небольшое ноу-хау.
По словам Кнобельсдорфа, единственным ограничением прокатки является материал — он должен иметь коэффициент удлинения не менее 5%. «Твердые металлы до 50 Rc — это хорошо, но идеально подходят нержавеющие стали, пластичные стальные сплавы и многие суперсплавы. Из-за смещения материала может произойти небольшое удлинение детали, но мы можем отрегулировать шаг валков, чтобы компенсировать это, если это станет проблемой. И вопреки тому, что некоторые могут подумать, прокатка не требует большого крутящего момента или мощности шпинделя для привода инструмента.Скорость производства в десять раз выше, чем при резании или фрезеровании, и возможность нарезания резьбы от 1,4 мм (# 0-80) до 230 мм (9 дюймов), это просто самый быстрый и надежный процесс нарезания резьбы на рынке ».
И вопреки тому, что некоторые могут подумать, прокатка не требует большого крутящего момента или мощности шпинделя для привода инструмента.Скорость производства в десять раз выше, чем при резании или фрезеровании, и возможность нарезания резьбы от 1,4 мм (# 0-80) до 230 мм (9 дюймов), это просто самый быстрый и надежный процесс нарезания резьбы на рынке ».
Щелкните изображение, чтобы увеличить Рады познакомиться с вами
Для внутренней резьбы один из лучших способов сократить время цикла — это уменьшить количество инструментов, необходимых для ее обработки. По словам Патрика Мейгаттера, менеджера по продукции режущего инструмента Ceratizit Chicago Inc., который указывает на фирменный бренд комбинированных резьбофрезерных и сверлильных инструментов Komet — или триллеров — в качестве решения.
Щелкните изображение, чтобы увеличить «Триллер — это твердосплавный инструмент, который сверлит и снимает фаски на заготовке, немного отступает от отверстия, а затем интерполирует резьбу, как любая резьбовая фреза», — говорит он. «Мы предлагаем несколько стилей, включая те, которые могут растачивать отверстие или интерполировать его по спирали, как при использовании концевой фрезы».
«Мы предлагаем несколько стилей, включая те, которые могут растачивать отверстие или интерполировать его по спирали, как при использовании концевой фрезы».
Все это звучит великолепно, но есть одна загвоздка: подобные многоцелевые инструменты предназначены для работы с более мягкими материалами, такими как алюминий, пластик и некоторые чугуны; Попробуйте проделать отверстия в инконеле или нержавеющей стали 316, и вы, скорее всего, испортите относительно дорогой резак.Однако для правильного применения захватывающие ощущения могут привести к значительной экономии — Мейгаттер отметил, что один заказчик сократил время, затрачиваемое на сверление и нарезку резьбовых отверстий M6 в высококремнистом алюминии с 9,1 секунды до 3,2, т.е. сокращение на 65%. Другой сократили алюминиевую коробку передач с шестью отверстиями с резьбой M4 на 12 секунд на каждую деталь, сохранив при этом срок службы инструмента в 30 000 отверстий на триллер.
Щелкните изображение, чтобы увеличить Тем не менее, Maigatter допускает, что сверление и нарезание резьбы одним и тем же инструментом не для всех. «Лучшее место достигается при обработке деталей из алюминия или серого чугуна, а также деталей с небольшим количеством резьбовых отверстий», — говорит он. «Это потому, что вы устраняете как минимум одну, а возможно, и три смены инструмента. Но если вы, например, выполняете разветвленную работу и вам нужно проделать 10 или 15 отверстий, возможно, будет быстрее применить традиционный подход. В любом случае, я призываю людей взглянуть на что-то захватывающее, особенно при длительной работе и повторной работе. Это может иметь большое значение ». SMT
«Лучшее место достигается при обработке деталей из алюминия или серого чугуна, а также деталей с небольшим количеством резьбовых отверстий», — говорит он. «Это потому, что вы устраняете как минимум одну, а возможно, и три смены инструмента. Но если вы, например, выполняете разветвленную работу и вам нужно проделать 10 или 15 отверстий, возможно, будет быстрее применить традиционный подход. В любом случае, я призываю людей взглянуть на что-то захватывающее, особенно при длительной работе и повторной работе. Это может иметь большое значение ». SMT
»Болты с накатанной и нарезанной резьбой
Резьба механического крепежа, независимо от того, является ли он болтом с головкой, стержнем или гнутым болтом, может быть получена резкой или накаткой.Ниже описаны различия, заблуждения, преимущества и недостатки каждого метода.
Катушка с резьбой
Роликовая нарезка резьбы — это процесс, при котором сталь экструдируется для образования резьбовой части крепежа, а не удаляется, как при нарезании резьбы. В этом процессе болт изготавливается из круглого прутка уменьшенного диаметра. Например, болт диаметром 1 дюйм изготавливается из круглого стержня диаметром 0,912 дюйма. Этот материал «делительного диаметра» представляет собой примерно середину между большим диаметром (вершинами) и меньшим диаметром (впадинами) резьбы.Болт «прокатывается» через набор резьбонарезных головок, которые смещают сталь и формируют резьбу. Конечным результатом является крепежная деталь с полным диаметром резьбы 1 дюйм, но уменьшенным диаметром корпуса (0,912). Заправка рулонной резьбы — чрезвычайно эффективный процесс, который часто приводит к значительной экономии средств. Таким образом, Portland Bolt по возможности накручивает резьбу.
В этом процессе болт изготавливается из круглого прутка уменьшенного диаметра. Например, болт диаметром 1 дюйм изготавливается из круглого стержня диаметром 0,912 дюйма. Этот материал «делительного диаметра» представляет собой примерно середину между большим диаметром (вершинами) и меньшим диаметром (впадинами) резьбы.Болт «прокатывается» через набор резьбонарезных головок, которые смещают сталь и формируют резьбу. Конечным результатом является крепежная деталь с полным диаметром резьбы 1 дюйм, но уменьшенным диаметром корпуса (0,912). Заправка рулонной резьбы — чрезвычайно эффективный процесс, который часто приводит к значительной экономии средств. Таким образом, Portland Bolt по возможности накручивает резьбу.
Неправильные представления о резьбонарезании рулона
- Болты с цилиндрической резьбой не соответствуют требованиям ASTM.
- Болты с цилиндрической резьбой не соответствуют требованиям ASTM.

Технически любая спецификация, за исключением конструкционных болтов A325 и A490, может быть изготовлена с уменьшенным корпусом и накатанной резьбой.
- Болт с уменьшенным корпусом будет слабее, чем болт с полноразмерным корпусом.
Самым слабым местом любой механической застежки является малый диаметр резьбы. Поскольку размеры резьбы нарезанной резьбы и крепежной детали накатной резьбы идентичны, нет абсолютно никакой разницы в прочности.Фактически можно было бы возразить, что деформационное упрочнение, которое происходит во время процесса заправки валков, может даже сделать крепеж с накатанной резьбой более прочным. Кроме того, нарезание резьбы нарушает естественную структуру зерна круглого прутка, в то время как нарезание рулонной резьбы восстанавливает ее. Можно снова возразить, что врезание в зерно круглого стержня при нарезании резьбы может привести к образованию резьбы, которая имеет меньшую структурную целостность, чем деталь, на которую нарезана резьба.
Преимущества нарезания резьбы
- Значительно меньшее рабочее время означает меньшие затраты.
- Поскольку болт с цилиндрической резьбой имеет меньший диаметр корпуса, он весит меньше, чем его полноразмерный аналог. Это снижение веса снижает стоимость стали, цинкования, термообработки, гальваники, перевозки и любые другие расходы, связанные с крепежом, которые зависят от веса.
- Холодная обработка делает резьбу более устойчивой к повреждению при обращении.
- Накатанная резьба часто получается более гладкой из-за эффекта полирования при накатке.
Недостатки нарезания резьбы
- Портлендский болт ограничен максимальным диаметром 1 дюйм и максимальной длиной резьбы 8 дюймов.
- Доступность круглого прутка с промежуточным диаметром ограничена для определенных марок материала.
- Материал с минимальной прочностью на разрыв 150 тыс. Фунтов / кв. Дюйм слишком прочен для наматывания резьбы портланд-болтом. Конструкционные болты
- A325 и A490 не могут изготавливаться с корпусом меньшего диаметра.
- Для обработки редкой древесины, где критическим требованием является прочность на сдвиг, могут потребоваться болты с полноразмерным корпусом.
Резьба
Нарезание резьбы — это процесс, при котором сталь срезается или физически удаляется с круглого стального прутка для образования резьбы.Болт диаметром 1 дюйм, например, получают путем нарезания резьбы на корпусе болта диаметром всего 1 дюйм.
Преимущества нарезания резьбы
- Несколько ограничений по диаметру и длине резьбы.
- Все спецификации могут быть изготовлены с нарезанной резьбой.
Недостатки нарезания резьбы
- Значительно увеличенное рабочее время означает более высокие затраты.

| Крупная резьба | Катушка с резьбой Вес | Обрезать резьбу Вес | Вес Экономия % | ||
|---|---|---|---|---|---|
| Размер | диаметр, в. | фунтов за фут | диаметр, дюйм | фунтов за фут | |
| 3 ⁄ 8 «- 16 | 0,330 | 0,291 | 0,375 | 0,376 | 22,6 |
| 1 ⁄ 2 «- 13 | 0,445 | 0,529 | 0,500 | 0,668 | 20.8 |
| 5 ⁄ 8 «- 11 | 0,562 | 0,843 | 0,625 | 1.043 | 19,2 |
| 3 ⁄ 4 «- 10 | 0,680 | 1,235 | 0,750 | 1,500 | 17,7 |
| 7 ⁄ 8 «- 9 | 0,797 | 1. | |||