Как нарезать наружную резьбу на трубе
Как нарезать резьбу на трубе — Учебник сантехника
При исполнении разнообразных ремонтных работ, которые связаны с восстановлением элементов водопровода, заменой сантехнических устройств, отопительных регистров и другого, приходится применять части металлических трубопроводов с резьбовыми участками. В данной статье мы поведаем, как нарезать резьбу на трубе самостоятельно. В случае если знать особенности нарезания и запастись соответствующим инструментом, то эта задача будет вами выполнена как следует и относительно быстро.
Особенности трубной резки
с покон веков для нарезания резьбы на трубчатых элементах употребляется не метрическая, а так называемая дюймовая резьба, которая отличается от простой другим углом профиля резьбы (55? против 60? у метрической). Помимо этого, дюймовая резьба имеет меньшее значение шага, что разъясняется малом толщиной стены трубы.
Небольшой ход свидетельствует, что на одной и той же длине резьбовой части витков резьбы окажется больше. Соответственно, возрастает и надежность соединения.
Соответственно, возрастает и надежность соединения.
Резьба не редкость правой и левой. У правой резьбы витки, при рассматривании с торцевой части изделия, уходят вправо, а соответственно, у левой – влево. Существенно чаще используется правая резьба.
Выяснить, какая резьба на одном из резьбовых участков весьма легко: в случае если при наворачивании стыкуемого элемента, он проворачивается по часовой стрелке – значит, резьба правая.
На водопроводной трубе направление витков значения не имеет, потому, что изделия по окончании соединения не вращаются, а остаются неподвижными. Не считая трубной резьбы в соединениях применяют кроме этого и крепежную резьбу, у которой ход – более большой. Она выполняется на отверстиях и метизах под них.
Методы нарезки резьбы на трубах
Резьбу на водопроводных трубах возможно нарезать своими руками при помощи двух инструментов – плашки (ее еще именуют лерка) и клуппа. В чем отличие между ними?
Плашка представляет собой ручной резьбонарезной инструмент, внешняя сторона которого имеет посадочное место под корпус в виде двух противоположно расположенных пазов.
Как верно нарезать резьбу плашкой? Лучше, в случае если нарезаемая труба будет надежно и ровно закреплена в слесарных тисках. Мельчайший перекос приведет к тому, что резьба будет нарезана с уклоном. Это приведет к прослаблению стены трубы и перекосу всего соединяемого участка водопроводной либо сантехнической системы.
Дабы обеспечить надежное направление направляться совершить маленькую доработку плашки. Для этого к одному из торцов плашки приваривают направляющую втулку, которая обязана с маленьким зазором (не более 0,2–0,4 мм) входить в трубу, где нарезается резьба. Протяженность направляющей втулки должна быть как минимум несколько диаметров нарезаемой резьбы.
Протяженность направляющей втулки должна быть как минимум несколько диаметров нарезаемой резьбы.
Клупп – более опытный резьбонарезной инструмент (в продаже в большинстве случаев не редкость комплект из нескольких клуппов разного диаметра). Принципиальное отличие клуппа содержится в том, что его плашки раздвижные и складываются из четырех половинок, исходя из этого смогут настраиваться на нарезку резьбы различного диаметра, но одного шага. При насаживании клуппа на участок трубы плашки подводятся к поверхности и закрепляются в нужном положении. Регулировка относительного размещения разъемных плашек клуппа производится перемещением его замысел-шайбы.
Резьбовой клупп уже имеет в своей конструкции направляющий элемент, исходя из этого перекоса нарезаемой резьбы при его применении не будет.
Более практичной разновидностью клуппов считается трещоточный, в конструкции которого предусмотрен храповой механизм. Нарезка резьбы производится не вращательными, а качательными перемещениями рукояток с одновременной подачей плашки. Клупп незаменим, в случае если требуется нарезать резьбу на трубе, не снимая ее с участка трубопровода.
Клупп незаменим, в случае если требуется нарезать резьбу на трубе, не снимая ее с участка трубопровода.
Разработка нарезания
Последовательность нарезки резьбы на трубе складывается из следующих этапов:
- Очищают нужный участок трубы от ржавчины, прочих неровностей и натёков краски внешнего диаметра трубы.
- Обильно смазывают необходимый участок трубы машинным маслом либо сульфофрезолом, благодаря чему нагрузка на рукоятку при нарезке будет намного меньше. То же возможно выполнить и в отношении плашки/плашек.
- Надежно закрепляют трубу в тисках. Наряду с этим выступающий под нарезку торец трубы не должен быть более 5–8 ее диаметров, в другом случае точность нарезки не гарантируется. Плашки с направляющей втулкой либо клуппы таких ограничений не требуют.
- Подготавливают трубу к нарезке, для чего напильником приобретают на торце заходный конус высотой не меньше половины высоты плашки. На этом месте образуется сбегающий участок резьбы, в случае если это критично, то его после этого возможно удалить ножовкой по металлу.

- Насаживают плашку либо клупп, и, энергично вращая вороток, приобретают нужный резьбовой участок. направляться не забывать, что протяженность нарезанного участка резьбы должна быть на пара витков больше требуемой. Для верности возможно прогнать плашку по нарезанному участку пара раз.

Итак, если вы станете направляться предложенным в статье рекомендациям и инструкциям, то сможете быстро и как следует нарезать резьбу на трубе. У вас появились вопросы по теме? Тогда задавайте вопросы, написав комментарий к статье.
Видео
Возможно, вы предпочитаете один раз заметить, чем неоднократно прочесть разработку нарезки трубы? Тогда вам особенно будет нужным данный материал:
Загрузка…Как отремонтировать резьбу на трубе
Наконечник
Самая важная часть этого процесса ремонта — это подбор трубы правильного размера.
У некоторых матриц для труб есть ручки. Те, у кого нет ручек, необходимо повернуть гаечным ключом.
Чем тверже металл, тем тяжелее придется ремонтировать резьбу.
Эту же процедуру можно использовать для создания новой резьбы на трубе без резьбы. Конец трубы нужно обрезать ровно.
Предупреждение
Используйте перчатки и защитные очки для этой операции.Металлические опилки могут вас порезать.
Ремонт трубной резьбы требует больших усилий.
Резьба на трубе — важный механизм, позволяющий удерживать две трубы соединенными и не допускать утечек. Резьба на конце трубы может быть повреждена, и ее следует отремонтировать, чтобы избежать аварии. Материал, из которого изготавливаются трубы, может быть разным, и некоторые металлы легче ремонтировать, чем другие. Например, медь мягче и легче ремонтируется, чем сталь. Каким бы ни был материал, процесс остается прежним.
. Перед нарезанием резьбы поверните заготовку вниз до максимального диаметра резьбы, которую нужно нарезать, и снимите фаску с конца. Заготовка может быть установлена в патроне, в цанге или между центрами. Если нужно нарезать длинную резьбу, необходимо использовать люнет или другую опору, чтобы уменьшить вероятность изгиба заготовки.Скорость токарного станка установлена на рекомендуемую скорость нарезания резьбы (Таблица 7-2 в Приложении A). Рисунок 3-82. Диск для регулировки резьбы. Для нарезания резьбы переместите насадку резьбонарезного инструмента в контакт с заготовкой и обнулите шкалу упора для соединения. Насадка для нарезания резьбы должна быть установлена в правом конце работы; затем переместите насадку на первую глубину резания, используя градуированное кольцо составной опоры.Установите рычаг полугайки каретки, чтобы зацепить половину гайки с ходовым винтом, чтобы начать операцию заправки резьбы. Первый надрез должен быть царапиной не более 0,003 дюйма, чтобы можно было проверить шаг. Зацепление полугайки с ходовым винтом заставляет каретку двигаться по мере вращения ходового винта. Обрежьте резьбу, выполнив серию надрезов, в которых резьбонарезной инструмент следует по исходной канавке для каждого прохода. Используйте шкалу для нарезания резьбы, Рисунок 3-82, чтобы определить, когда зацепить половину гайки, чтобы инструмент для нарезания резьбы проходил правильно. | После первого прохода проверьте правильность шага резьбы, используя один из трех методов, показанных на Рисунке 3-84. После каждого прохода насадки для нарезания резьбы оператор должен вывести насадку для резьбонарезного инструмента из резьбовой канавки, отводя ручку упора для соединения, принимая во внимание настройку.Переместите каретку обратно в начало резьбы и переместите диск упора для соединения обратно в исходное положение плюс новую глубину резания. В конце каждого разреза рычаг полугайки обычно отключается, и каретка возвращается вручную. (Диск с поперечным смещением также можно использовать для перемещения бора инструмента внутрь и наружу, в зависимости от предпочтений оператора.) После нарезания резьбы первой глубины проверьте правильность шага резьбы, используя один из трех методов, показанных на Рисунке 3-84. Некоторые токарные станки оснащены ограничителем хода резьбы, прикрепленным болтами к каретке, который можно настроить для регулирования глубины резания для каждого хода фрезы или можно настроить для регулирования общей глубины нарезания резьбы. Когда нить обрезается, конец должен быть каким-то образом закончен. Наиболее распространенный способ чистовой обработки конца — это специальная шлифованная насадка для резки фасок под углом 45 градусов. Для получения закругленного конца фрезу желаемой формы следует специально отшлифовать. Операции нарезания метрической резьбы Метрическая резьба нарезается одним из двух способов с помощью токарного станка, предназначенного и оборудованного для метрических измерений, или с помощью стандартного дюймового токарного станка, преобразующего его операцию для нарезания метрической резьбы. Большинство токарных станков оснащено набором сменных шестерен для нарезания различной или нестандартной резьбы. Следуйте инструкциям в руководстве оператора токарного станка для установки правильного метрического шага.(Метрическая табличка с техническими данными может быть прикреплена к передней бабке токарного станка.) Большинство токарных станков имеют возможность быстро прикрепить эти переключающие шестерни к существующим шестерням, а затем заново выровнять зубчатое зацепление. Одна переключающая передача необходима для ведущей винтовой передачи, а другая — для шпинделя или ведущей шестерни. |
 В справочниках инженера и механика есть специальные таблицы, в которых перечислены рекомендуемые большие и второстепенные диаметры для всех форм резьбы. В этих таблицах указаны минимальный и максимальный основной диаметр для внешней резьбы, а также минимальный и максимальный вспомогательный диаметр для внутренней резьбы. В Таблице 7-10 в Приложении A перечислены наиболее распространенные размеры резьбы винтов.Разница между максимальным и минимальным основным диаметром зависит от размера резьбы. Грубая резьба имеет большую разницу между двумя нитями, чем мелкая. Обычной практикой при обработке резьбы на токарном станке является уменьшение наружного диаметра до максимального большого диаметра вместо минимального большого диаметра, что допускает любую ошибку.
В справочниках инженера и механика есть специальные таблицы, в которых перечислены рекомендуемые большие и второстепенные диаметры для всех форм резьбы. В этих таблицах указаны минимальный и максимальный основной диаметр для внешней резьбы, а также минимальный и максимальный вспомогательный диаметр для внутренней резьбы. В Таблице 7-10 в Приложении A перечислены наиболее распространенные размеры резьбы винтов.Разница между максимальным и минимальным основным диаметром зависит от размера резьбы. Грубая резьба имеет большую разницу между двумя нитями, чем мелкая. Обычной практикой при обработке резьбы на токарном станке является уменьшение наружного диаметра до максимального большого диаметра вместо минимального большого диаметра, что допускает любую ошибку. Циферблат прикреплен к каретке и приводится в движение ходовым винтом. Следуйте указаниям шкалы протяжки нити, Рисунок 3-83, чтобы определить, когда задействовать рычаг с половинной гайкой.
Циферблат прикреплен к каретке и приводится в движение ходовым винтом. Следуйте указаниям шкалы протяжки нити, Рисунок 3-83, чтобы определить, когда задействовать рычаг с половинной гайкой. Если шаг резьбы правильный, как установлено в быстродействующем редукторе, продолжайте нарезать резьбу до необходимой глубины. Это определяется путем измерения делительного диаметра и проверки правильности пределов делительного диаметра в справочной таблице для требуемой ширины зуба.
Если шаг резьбы правильный, как установлено в быстродействующем редукторе, продолжайте нарезать резьбу до необходимой глубины. Это определяется путем измерения делительного диаметра и проверки правильности пределов делительного диаметра в справочной таблице для требуемой ширины зуба. Токарный станок для метрических измерений имеет быстросменную коробку передач, позволяющую установить правильный шаг винта в миллиметрах. Токарный станок дюймовой конструкции необходимо переоборудовать для нарезания метрической резьбы путем переключения шестерен в передней бабке токарного станка в соответствии с инструкциями, прилагаемыми к каждому токарному станку.
Токарный станок для метрических измерений имеет быстросменную коробку передач, позволяющую установить правильный шаг винта в миллиметрах. Токарный станок дюймовой конструкции необходимо переоборудовать для нарезания метрической резьбы путем переключения шестерен в передней бабке токарного станка в соответствии с инструкциями, прилагаемыми к каждому токарному станку.
ANSI B1.20.1 — NPT — Американский национальный стандарт конической трубной резьбы
- NPT — Национальная трубная коническая резьба — это стандарт США для конической резьбы, используемой для соединения труб и фитингов, определяется ANSI B1.20.1 «Трубная резьба общего назначения» , Дюйм
- NPTF — Национальная трубная резьба, тонкая коническая — также называемая Dryseal, американская национальная стандартная коническая трубная резьба Dryseal — это стандарт США для конической резьбы, используемой для соединения труб и фитингов, определен ANSI B1.20.3
Для резьбы NPT a Для герметичного уплотнения необходимо использовать герметик или ленту из политетрафторэтилена (ПТФЭ).Для герметичного соединения NPTF герметик не требуется. Резьба NPTF имеет такую же базовую форму, но с высотой гребня и корня, отрегулированной для посадки с натягом, что исключает путь спиральной утечки. Резьба
NPT может называться MPT (наружная трубная резьба), MNPT или NPT (M) для наружной (наружной) резьбы и FPT (внутренняя трубная резьба), FNPT или NPT (F) для внутренняя (внутренняя) резьба. Обратите внимание, что FPT и MPT не являются разрешенными обозначениями в соответствии со стандартом ANSI.
Обратите внимание, что FPT и MPT не являются разрешенными обозначениями в соответствии со стандартом ANSI.
Характеристики NPT (также известного как ANSI / ASME B1.20.1 Трубная резьба общего назначения):
- угол между конусом и центральной осью трубы составляет 1 o 47 ’24’ ‘(1,7899 o )
- усечение корней и гребней плоский
- 60 o Угол резьбы
- Шаг измеряется в резьбах на дюйм — TPI
Примечание! Размеры труб не относятся к физическим размерам. Внешний диаметр трубы или фитинга необходимо измерить и сравнить с таблицей для определения размера.Трубная резьба 3/4 «NPT имеет внешний диаметр — OD — 1.050 дюйма . Каждый размер резьбы имеет определенное количество витков на дюйм — TPI или шаг. Трубная резьба 3/4″ NPT имеет 14 ниток на дюйм. И TPI, и OD резьбы требуются для точной идентификации размера резьбы, потому что несколько размеров имеют одинаковый TPI.
Для полного стола с размером сверла для метчика — поверните экран!
1) Конусность составляет 1 дюйм 16 дюйма (3/4 дюйма на фут или 62.5 мм на метр)
- TPI = резьба на дюйм
- 1 дюйм = 25,4 мм
Резьба NPT не взаимозаменяема с резьбой NPS — National Pipe Straight — резьбой.
Пример — Типичное обозначение резьбы NPT:
Резьба NPT может выглядеть аналогично резьбе ISO 7-1. Однако нельзя смешивать резьбы ISO и NPT. Резьба ISO имеет угол конуса 55 o по сравнению с 60 o для NPT. Конфигурации корня и гребня NPT также отличаются от ISO.Для резьбы ISO шаг обычно измеряется в миллиметрах (может быть выражен в дюймах). Подача разная.
Обратите внимание, что и NPT, и NPS имеют одинаковый угол резьбы, форму и шаг (резьбы на дюйм). Однако резьба NPT является конической, а резьба NPS — прямой (параллельной). Обе резьбы имеют угол наклона 60 ° и плоские вершины и впадины.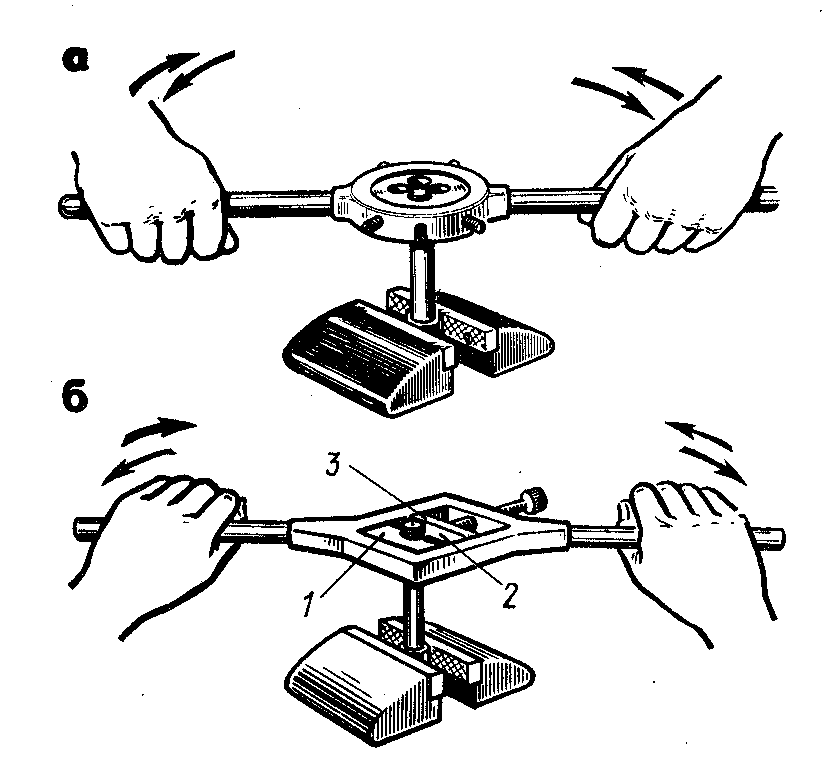
Формулы и определения нарезания резьбы
В этом разделе описаны формулы и определения нарезания резьбы для расчета скорости резания, подачи или любых других параметров для операций точения, фрезерования или нарезания резьбы. Вы также найдете обозначения различных форм резьбы в соответствии с международными стандартами.
Формулы и определения точения резьбы
Подача
Разделив полную глубину резьбы на более мелкие проходы, чувствительный радиус вершины пластины не будет перегружен.
Пример: Принимая 0,23–0,10 мм (0,009–0,004 дюйма) глубины резания за проход (радиальная подача), полной глубины резания ( a p ) и глубины профиля резьбы (0,94 мм (0,037 дюймов)) навинчиваются на метрическую резьбу с шагом 1,5 мм (0,06 дюйма) за 6 проходов (ворс).
Подача может быть рассчитана по формуле:
Δ a p = радиальная подача, глубина резания за проход
X = фактический проход (в серии от 1 до ворс )
a p = Общая глубина резьбы + дополнительный запас
дремота = количество проходов
Y = 1-й проход = 0. 3
3
2-й проход = 1
3-й и выше = x-1
Шаг 1,5 мм (0,06 дюйма)
a p = 0,94 мм (0.037 дюймов)
ворс = 6
γ 1 = 0,3
γ 2 = 1
γ n = x-1
| Символ | Обозначение / определение | Метрическая система | дюймовая |
|---|---|---|---|
| a p 18 | подача глубинамм | дюйм | |
| n | Скорость вращения шпинделя | об / мин | об / мин |
| V c | Скорость резания | м / мин | |
| ворс | Количество проходов |
- Корень / низ
Нижняя поверхность, соединяющая две смежные стороны резьбы - Боковая поверхность
Сторона поверхности резьбы, соединяющей вершину и основание - Гребень / верх
Верхняя поверхность, соединяющая две стороны или бока.

P = Шаг, мм или резьбы на дюйм (t.p.i.)
Расстояние от точки на резьбе винта до соответствующей точки на следующей резьбе, измеренное параллельно оси.
β = угол профиля резьбы
Угол между боковыми сторонами резьбы, измеренный в осевой плоскости.
φ = Угол подъема (угол винтовой линии) резьбы
Угол резьбы на делительном диаметре с плоскостью, перпендикулярной оси.
Параметры диаметра
d = Наибольший диаметр, внешний
D = Большой диаметр, внутренний
d 1 = Малый диаметр, внешний
D 1 = Малый диаметр, внутренний
d 2 = Диаметр шага, внешний
D 2 = Диаметр шага, внутренний
Эффективный диаметр винтовой резьбы; примерно на полпути между большим и малым диаметрами.
Угол подъема (угол винтовой линии)
Угол подъема φ (угол винтовой линии) зависит от диаметра и шага резьбы и связан с ними. Это измерение можно представить в виде треугольника, отматываемого от компонента. Угол подъема рассчитывается по приведенной ниже формуле.
Это измерение можно представить в виде треугольника, отматываемого от компонента. Угол подъема рассчитывается по приведенной ниже формуле.
Как нарезать резьбу метчиком и плашкой вручную, какое сверло нужно взять?
Для скрепления друг с другом деталей без сварки можно использовать резьбовое соединение по принципу «болт-гайка». Основное достоинство такого способа в том, что при необходимости конструкцию можно разобрать на исходные составляющие без малейшей их деформации. Кроме того, нанести резьбу на детали можно и вручную, без использования дорогого оборудования. Обсудим, как нарезать резьбу на металлических изделиях.
Какая бывает резьба?
У всякой резьбы есть множество значимых и учитываемых при эксплуатации детали параметров. В зависимости от заданных характеристик она бывает нескольких типов:
| Классификация | Разновидности |
| По способу измерения диаметра | Метрическая |
| Дюймовая | |
| По количеству заходов ниток | Однозаходная |
| Двухзаходная | |
| Трехзаходная | |
| По форме профиля | Круглая |
| Треугольная | |
| Прямоугольная | |
| Трапецеидальная | |
| По форме поверхности | Цилиндрическая |
| Коническая | |
| По направлению подъема витков | Правая |
| Левая | |
| По размещению | Внутренняя |
| Наружная | |
| По назначению | Крепежная |
| Крепежно-уплотнительная | |
| Ходовая |
Чтобы понять, о каком конкретно типе резьбы идет речь, принято использовать условные обозначения. Так, говоря о форме профиля и поверхности, прибегают к аббревиатурам: E – для круглой, Tr – для трапецеидальной, J – для цилиндрической и K – для конической. При указании диаметра отверстия или детали обязательно указывают единицы исчисления (например, маркировка «М8» буквально означает «8 мм в метрической системе»).
Так, говоря о форме профиля и поверхности, прибегают к аббревиатурам: E – для круглой, Tr – для трапецеидальной, J – для цилиндрической и K – для конической. При указании диаметра отверстия или детали обязательно указывают единицы исчисления (например, маркировка «М8» буквально означает «8 мм в метрической системе»).
Определившись с параметрами резьбы, нужно подобрать подходящий инструмент для ее нанесения. Если деталь изготавливается вручную, есть два способа ее нарезать: внутреннюю резьбу высверливают с помощью метчика, наружную наносят плашкой.
Как нанести резьбу метчиком?
Ручной метчик формирует профиль резьбы, выдавливая канавки в металлической заготовке. Этот инструмент не предназначен для удаления излишков материала из проделанного отверстия. Соответственно, работа с метчиком подразумевает предварительную подготовку детали к нарезанию. Перед тем, как браться за инструмент, в заготовке необходимо просверлить отверстие подходящего диаметра и зачистить его зенкером.
Диаметр отверстия, сверла и размер шага
Чтобы ровно нарезать резьбу нужного диаметра, важно не ошибиться с размерами подготовительного отверстия. Для наилучшего результата подготовительное отверстие диаметром должно быть чуть меньше предполагаемых внешних границ будущей резьбы. Подобрать правильное, подходящее по размеру сверло для проделывания такого отверстия поможет специальная составленная по ГОСТу таблица (все параметры указаны в миллиметрах):
| Наружный диаметр резьбы | Шаг резьбы | Диаметр сверла |
| 2 | 0,4 | 1,6 |
| 0,25 | 1,75 | |
| 3 | 0,5 | 2,5 |
| 0,35 | 2,65 | |
| 4 | 0,7 | 3,3 |
| 0,5 | 3,5 | |
| 5 | 0,8 | 4,2 |
| 0,5 | 4,5 | |
| 6 | 1 | 5 |
| 0,75 | 5,2 | |
| 0,5 | 5,5 | |
| 7 | 1 | 6 |
| 0,75 | 6,2 | |
| 0,5 | 6,5 | |
| 8 | 1,25 | 6,7 |
| 1 | 7 | |
| 0,75 | 7,2 | |
| 0,5 | 7,5 | |
| 9 | 1,25 | 7,7 |
| 1 | 8 | |
| 0,75 | 8,2 | |
| 0,5 | 8,5 | |
| 10 | 1,5 | 8,5 |
| 1,25 | 8,7 | |
| 1 | 9 | |
| 0,75 | 9,2 | |
| 0,5 | 9,5 | |
| 11 | 1,5 | 9,5 |
| 1 | 10 | |
| 0,75 | 10,2 | |
| 0,5 | 10,5 | |
| 12 | 1,75 | 10,2 |
| 1,5 | 10,5 | |
| 1,25 | 10,7 | |
| 1 | 11 | |
| 0,75 | 11,2 | |
| 0,5 | 11,5 | |
| 14 | 2 | 12 |
| 1,5 | 12,5 | |
| 1,25 | 12,6 | |
| 1 | 13 | |
| 0,75 | 13,2 | |
| 0,5 | 13,5 | |
| 16 | 2 | 14 |
| 1,5 | 14,5 | |
| 1 | 15 | |
| 0,75 | 15,2 | |
| 0,5 | 15,5 | |
| 18 | 2,5 | 15,4 |
| 2 | 16 | |
| 1,5 | 16,5 | |
| 1 | 17 | |
| 0,75 | 17,2 | |
| 0,5 | 17,5 | |
| 20 | 2,5 | 17,4 |
| 2 | 18 | |
| 1,5 | 18,5 | |
| 1 | 19 | |
| 0,75 | 19,2 | |
| 0,5 | 19,5 | |
| 22 | 2,5 | 19,4 |
| 2 | 20 | |
| 1,5 | 20,5 | |
| 1 | 21 | |
| 0,75 | 21,2 | |
| 0,5 | 21,5 | |
| 24 | 3 | 20,9 |
| 2 | 22 | |
| 1,5 | 22,5 | |
| 1 | 23 | |
| 0,75 | 23,2 | |
| 27 | 3 | 23,9 |
| 2 | 25 | |
| 1,5 | 25,5 | |
| 1 | 26 | |
| 0,75 | 26,2 | |
| 30 | 3,5 | 26,4 |
| 3 | 26,9 | |
| 2 | 28 | |
| 1,5 | 28,5 | |
| 1 | 29 | |
| 0,75 | 29,2 | |
| 33 | 3,5 | 29,4 |
| 3 | 29,9 | |
| 2 | 31 | |
| 1,5 | 31,5 | |
| 1 | 32 | |
| 0,75 | 32,2 | |
| 36 | 4 | 31,9 |
| 3 | 32,9 | |
| 2 | 34 | |
| 1,5 | 34,5 | |
| 1 | 35 | |
| 39 | 4 | 34,9 |
| 3 | 35,9 | |
| 2 | 37 | |
| 1,5 | 37,5 | |
| 1 | 38 | |
| 42 | 4,5 | 37,4 |
| 4 | 37,9 | |
| 3 | 38,9 | |
| 2 | 34 | |
| 1,5 | 40,5 | |
| 1 | 41 | |
| 45 | 4,5 | 40,4 |
| 4 | 40,9 | |
| 3 | 41,9 | |
| 2 | 43 | |
| 1,5 | 43,5 | |
| 1 | 44 | |
| 48 | 5 | 42,8 |
| 4 | 43,9 | |
| 3 | 44,9 | |
| 2 | 46 | |
| 1,5 | 46,5 | |
| 1 | 47 |
После выбора подходящего сверла стоит задуматься о смазке для инструмента. Для наилучшего эффекта ее тип должен подходить по составу к металлу или сплаву, из которого изготовлена нарезаемая деталь:
Для наилучшего эффекта ее тип должен подходить по составу к металлу или сплаву, из которого изготовлена нарезаемая деталь:
- для стали или латуни – льняное масло;
- для меди – скипидар;
- для алюминия – керосин.
Часто рекомендуемое для подобных процедур машинное или минеральное масло нельзя использовать ни с одним типом материалов. Сами по себе такие смазки детали не навредят, однако их вязкая структура помешает свободному удалению металлической стружки при нарезке заготовки, что может привести к порче используемого инструмента.
Как пользоваться метчиком?
Когда все необходимые инструменты найдены и сверла подходящих размеров подобраны, можно приступать непосредственно к нарезанию детали. Алгоритм работы с метчиком:
- Закрепить предварительно подготовленную (с высверленным под резьбу отверстием) деталь в тисках подходящего размера. При этом обрабатываемая поверхность должна располагаться строго перпендикулярно оснастке (закрепленному в воротке и смазанному маслом метчику).
- Вороток прокручивают, взяв его за рукоятки обеими руками. Для облегчения процесса нарезания на каждые 1,5–2 оборота по часовой стрелке делают половину против, совершая таким образом вращательно-поступательные движения.
- Закончив нарезание, метчик извлекают из отверстия, выкручивая его за вороток по направлению против часовой стрелки.

Обычно ручные метчики продаются наборами по 2–3 инструмента одинакового диаметра. Одни предназначены для черновой нарезки детали, другие – для придания полученному профилю гладкости и устранения шероховатостей. Использовать такие метчики следует в строгой очередности, заданной цифрами, указанными на корпусе каждого из инструментов.
Как правильно нанести резьбу плашкой?
Технология нанесения резьбы плашкой сходна с принципом работы метчика, но если последний можно сравнить с болтом, вгоняемым в заготовку, то инструмент, о котором пойдет речь ниже, – это «гайка», навинчивающаяся на деталь снаружи. Чтобы с помощью такого приспособления получить профиль высокой точности с хорошей геометрией, надо подобрать подходящую по размерам и прочим характеристикам плашку.
Как подобрать нужную плашку?
В отличие от универсальных метчиков плашки различаются не только размерами, но и формой. Так, в зависимости от задач можно выбрать инструмент:
- многогранный;
- круглый;
- квадратный;
- трубчатый.
Что касается размеров, плашки различаются шагом резьбы (указывается в мм) и диаметром. Последний рассчитывается по особой формуле: чтобы получить искомое число (D), следует к диаметру самой заготовки (он должен совпадать с желаемым размером наружной резьбы), указанному в миллиметрах, прибавить 0,2.
Технология нанесения наружной резьбы
Чтобы нанести резьбу при помощи плашки и получить профиль высокой четкости, надо:
- Подготовленную к нарезанию деталь закрепить в тисках строго вертикально.
- Плашку нужного диаметра закрепить в воротке так, чтобы ее поверхность находилась в одной плоскости с торцом заготовки. Для более чистой работы инструмент смазывают маслом, сочетающимся с типом нарезаемого металла.
- Вороток с усилием прокручивать по часовой стрелке до тех пор, пока плашка не достигнет противоположного края детали. Затем, чтобы снять инструмент с заготовки, совершить вращение в обратном направлении.
- Для получения четкой резьбы процедуру, описанную в шаге №3, повторить 3 или 4 раза. Для лучшего эффекта можно дополнительно обработать деталь мелкозернистой наждачной бумагой. Когда цель будет достигнута, плашка станет свободно, без усилий накручиваться на заготовку.

Плашкодержатель – как с его помощью сделать любую резьбу? + видео
Как нарезать резьбу с помощью плашки и плашкодержателя?
Плашкодержатели необходимы для нарезки резьбы, изготавливаются они из быстрорежущей стали Р6М5. Она обеспечивает прочность инструмента, надежность и долговечность его работы. ГОСТ допускает изготовление приспособлений из углеродистых сталей. Их недостаток – хрупкость. При обработке заготовок из твердых сплавов они могут просто обломиться. Основная область применения плашкодержателей из углеродистых сталей – обработка цветных металлов или сплавов с невысокой твердостью. Хорошо подходят они и для того, чтобы повторно пройти и исправить сорванную резьбу. Для нарезки трубной или конической резьбы применяются специальные резьбонарезные приспособления.
Она обеспечивает прочность инструмента, надежность и долговечность его работы. ГОСТ допускает изготовление приспособлений из углеродистых сталей. Их недостаток – хрупкость. При обработке заготовок из твердых сплавов они могут просто обломиться. Основная область применения плашкодержателей из углеродистых сталей – обработка цветных металлов или сплавов с невысокой твердостью. Хорошо подходят они и для того, чтобы повторно пройти и исправить сорванную резьбу. Для нарезки трубной или конической резьбы применяются специальные резьбонарезные приспособления.
С плашкодержателями используются два вида плашек (лерок):
- Метрические, маркируемые литерой М и цифровым кодом, обозначающим диаметр и шаг резьбы.
- Трубные, которые, в свою очередь, делятся на стандартные (J) и конические (К), и отличаются от метрических тем, что размеры измеряются в дюймах.
Во время нарезки плашка закрепляется на держателе с помощью болтов, вставляемых в специальные укрепления на боковой части. Плашкодержатель – универсальный инструмент, пригодный для использования с плашками разных диаметров. Плашкодержатели и плашки небольшого диаметра широко применяются в домашних условиях. Вращать приспособление нужно медленно, следить за тем, чтобы положение плашки не менялось. В противном случае резьбу может перекосить. В целом, перекосы встречаются достаточно редко, так как заготовка центрируется втулкой. Такое положение обеспечивает равномерное снятие стружки.
Плашкодержатель – универсальный инструмент, пригодный для использования с плашками разных диаметров. Плашкодержатели и плашки небольшого диаметра широко применяются в домашних условиях. Вращать приспособление нужно медленно, следить за тем, чтобы положение плашки не менялось. В противном случае резьбу может перекосить. В целом, перекосы встречаются достаточно редко, так как заготовка центрируется втулкой. Такое положение обеспечивает равномерное снятие стружки.
Нарезание резьбы на крупных металлических заготовках осуществляется в промышленных условиях. Заготовка перед работой закрепляется в тисках, плашкодержатель с установленной на него плашкой – на шпинделе станка. Скорость вращения шпинделя регулируется шкивами электродвигателя таким образом, чтобы она увеличивалась до 420 об/мин. Зазор между держателем и корпусом устанавливается не более 1 мм. Подача инструмента осуществляется маховиком задней бабки. Во время нарезки резьбы необходимо облегчить движение нарезного инструмента. С этой целью используется машинное масло.
С этой целью используется машинное масло.
Изделие на прищепке
На первом этапе необходимо разложить бусины в нужном порядке, чтобы точно знать порядок сборки именного держателя для пустышки своими руками. Фурнитуру нанизывают на шнур, длина которого должна составлять минимум 22 сантиметра. Основа должна быть немного длиннее, так как она будет сложена ровно вдвое. Кончик обязательно оплавляют зажигалкой, чтобы он стал твердым и острым. Одну сторону шнура необходимо связать в узел. Классическая длина петли составляет 8 см. Скрыть узел можно защитной бусиной. Сначала нанизывают простую фурнитуру, а потом заготовки с буквами. Остается закрепить клипсу. Шнур продевают через кольцо фиксатора и завязывают три узелка. Их обязательно опаливают зажигалкой и прячут в бусины.
Как правильно обращаться с механическими и ручными вариантами?
Одним из важнейших конструктивных элементов плашкодержателя является переходная втулка в пиноле задней бабки. На корпусе и торце находятся по два пальца, воспринимающие на себя усилие во время нарезания резьбы. При использовании разрезных плашек регулировка разжима осуществляется с помощью винта. Вид плашкодержателя выбирается в зависимости от направления нарезаемой резьбы.
При использовании разрезных плашек регулировка разжима осуществляется с помощью винта. Вид плашкодержателя выбирается в зависимости от направления нарезаемой резьбы.
Держатели могут различаться по своей конструкции. Наиболее оптимальной считается плавающая конструкция.
При работе с круглыми лерками применяется самоустанавливающийся держатель, обеспечивающий нарезку резьбы по 2 классу точности. Подобная конструкция позволяет устранить смещение оси плашки и заготовки, в результате которого резьба может получиться меньшего диаметра или иметь неточности, перекосы и другие дефекты. Во время работы поступательные движения выполняет головка, в то время как плашкодержатель и кольцо сохраняют свое положение, оставаясь неподвижными.
Неподвижные лерки закрепляются на станине. Продольное перемещение инструмента ограничивается винтами. Ограниченное расстояние определяется как величина, необходимая для осуществления смены гребенок и самооткрывания головки. При работе с круглыми плашками их установка осуществляется в гнездо. В воротке лерка крепится с помощью гнезд с углом 60°. В гнезда с углом 90° упираются регулировочные винты. Во время работы они смещаются относительно оси на необходимое расстояние, сжимая таким образом нарезное приспособление.
При работе с круглыми плашками их установка осуществляется в гнездо. В воротке лерка крепится с помощью гнезд с углом 60°. В гнезда с углом 90° упираются регулировочные винты. Во время работы они смещаются относительно оси на необходимое расстояние, сжимая таким образом нарезное приспособление.
При установке резьбонарезных приспособлений на станок необходимо следить, чтобы крепление было не жестким. Качающийся плашкодержатель не оказывает влияния на качество резьбы, так как нарезной инструмент устанавливается по оси заготовки за счет пружин. Надежность закрепления в станке обеспечивается за счет специальных вырезов на корпусе под углом 60° и 75°. Эти выступы позволяют предотвратить перекос лерки во время работы. Нарезание осуществляется при вращении заготовки.
Движение вниз ограничивается упором, размещенным на нижнем торце держателя, вверх – упором верхнего торца. При работе с ручными приспособлениями, например, при нарезке резьбы небольшого диаметра, закрепленная в нем лерка подводится к заготовке, а рукоятка держателя упирается в суппорт. Вращение должно быть равномерным, чтобы предотвратить перекос резьбы.
Вращение должно быть равномерным, чтобы предотвратить перекос резьбы.
Классический мастер-класс
Изготовить стильный держатель для пустышки своими руками по фото не так уж и сложно. Для наглядного примера можно изучить видео мастериц. Для работы понадобится полоса обычного трикотажного полотна либо хлопчатобумажной ткани шириной 4 см и длиной 50 см, лоскут ткани и флизелина, эластичная лента 300 мм. Для фиксации пригодится клипса с декорированным наконечником, меловый карандаш. Концы полосы нужно подвернуть на ширину одного сантиметра. На расстоянии 2 см от края следует проложить аккуратную строчку. С одной стороны нитки продеть в ушко штопальной иглы и крепко связать.
При помощи английской булавки вдевают эластичную ленту. Концы застрачивают, а также закрепляют эластичную ленту. Один конец держателя оборачивают вокруг шпенька клипсы и пришивают вручную. На соске необходимо аккуратно закрепить атласную ленту. Для этого материал сворачивают вдвое. Конец со сгибом оборачивают держателя пустышки. Отверстие застрачивают, фиксируя концы ленты.
Отверстие застрачивают, фиксируя концы ленты.
Как с помощью инструмента нарезать резьбу на трубе?
Плашкодержатель используется и для нарезания трубной резьбы. Она отличается от метрической своими размерами. В качестве резьбонарезного инструмента в этом случае лучше использовать не плашки, а клуппы, так как последние имеют специальный заход на трубу. В упрощенном виде работу с клуппами можно описать следующим образом. Клупп закрепляется в плашкодержателе (аналогично плашке) и надевается на трубу. После этого можно начинать нарезку резьбы.
Для закрепления клуппов лучше использовать плашкодержатель с трещоткой, который для работы с обычными лерками не подходит. Нарезать трубную резьбу можно и с помощью специальных плашек (J или K), но работа с ними несколько сложнее, так как в отличие от клуппов у них нет специального захода. Для предотвращения перекоса на трубе снимается небольшая фаска, после чего устанавливается трубная лерка.
Принцип работы с инструментом очень прост.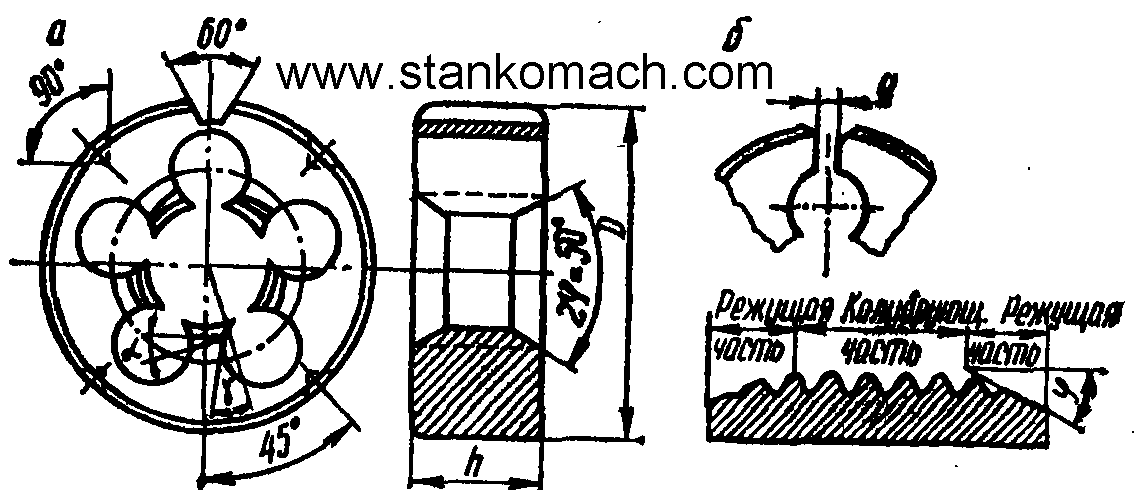 Плашка или клупп закрепляются в корпусе держателя с помощью винтов, обеспечивающих надежную фиксацию. Стальная муфта на корпусе инструмента имеет внутреннюю резьбу, с помощью которой ввинчивается втулка. Приваренные к втулке три гайки служат для установки болтов-стопоров. Диаметр втулки выбирается таким образом, чтобы через него легко проходила обрабатываемая труба.
Плашка или клупп закрепляются в корпусе держателя с помощью винтов, обеспечивающих надежную фиксацию. Стальная муфта на корпусе инструмента имеет внутреннюю резьбу, с помощью которой ввинчивается втулка. Приваренные к втулке три гайки служат для установки болтов-стопоров. Диаметр втулки выбирается таким образом, чтобы через него легко проходила обрабатываемая труба.
Приспособление навинчивается на втулку таким образом, чтобы расстояние от муфты до конца резьбы на втулке соответствовало длине обрабатываемого участка. После этого вставляется труба, которая своим торцом должна упереться в плашку. После установки и регулировки положения трубы она стопорится тремя винтами. Вращение осуществляется с помощью ручек, в результате чего муфта с плашкой навинчивается на втулку, обеспечивая перемещение резьбонарезного инструмента с необходимым шагом.
Держатель с трещоткой больше подходит и в том случае, если нарезку резьбы нужно выполнить на трубе, расположенной в труднодоступном месте или у стены. Даже в таком положении инструмент с трещоткой не требуется постоянно переставлять. Используя такой плашкодержатель, своими руками можно выполнять даже специфическую резьбу.
Даже в таком положении инструмент с трещоткой не требуется постоянно переставлять. Используя такой плашкодержатель, своими руками можно выполнять даже специфическую резьбу.
Виды
Плашкодержатели для круглого инструмента изготавливаются в трех типоразмерах:
- тип I — для резьбонарезного инструмента с наружным диаметром 16 мм;
- тип II — для лерок с наружным диаметром 30 мм;
- тип III — для плашек с наружным диаметром от 25 до 200 мм.
Кроме размеров, плашкодержатели отличаются областью применения – ручные и машинные, а также количеством и расположением прижимных винтов. Расположенные под углом 60° используются для фиксации плашки. Другие винты расположенные под углом 90° смещены по оси от центра плашки и используются для регулировки диаметра резьбы.
Из полимерной глины
Если вам не удалось найти деревянные бусины, то можно воспользоваться таким материалом, как полимерная глина, и изготовить бусины из нее самостоятельно.
Нам понадобится:
- плотная нить;
- полимерная глина разных цветов;
- держатель для соски;
- клипса.
- Самое трудоемкое в изготовлении такого держателя — сделать бусины.
Для этого необходимо из глины нужного цвета скатать шарики нужного размера.
При помощи пластиковой карты или любого другого предмета, сплюснуть со всех сторон. Таким образом, у вас получатся квадратики.
При помощи зубочистки сделать буквы.
По тому же способу изготавливаем другие бусины разных цветов и размеров.
Прочтите это: Как завязать хиджаб необычными способами
Также не стоит забывать об отверстиях, которые можно проделать при помощи той же зубочистки или иглой.
- Дальше можно приступать к сборке. Для этого нанизываем бусинки в нужном порядке на нить, с одной стороны крепим держатель для соски, с другой стороны клипсу.
- Хорошо фиксируем все узлы и прячем их. Все, ваш именной держатель готов.
Как видите, вариантов очень много, все зависит от вашей фантазии. Если вам сложно найти похожие материалы, можно просто обвязать обычные пуговки. Пробуйте, фантазируйте и радуйте своего малыша.
Если вам сложно найти похожие материалы, можно просто обвязать обычные пуговки. Пробуйте, фантазируйте и радуйте своего малыша.
Основные правила:
- выбирайте качественную, желательно натуральную фурнитуру, ведь ваш малыш обязательно захочет попробовать ее на вкус;
- старайтесь не брать мелкие бусины, ведь как бы вы не крепили, всегда есть вариант, что изделие рассыпаться, и тогда малыш может проглотить мелкие детали;
- не стоит делать держатель слишком длинным, выбирайте максимально удобную длину для ребенка.
Нарезание резьбы на водопроводной трубе во Владивостоке
Нарезание резьбы на водопроводной трубе
Нарезать резьбу на трубе : какой инструмент для
Подготовленные витки очищаются ветошью. Плашкодержатель с закрепленной на нем проходной плашкой с силой прижимается к трубе, так чтобы создалось зацепление. Данное мероприятие необходимо для обеспечения технологически правильного соединения всех составляющих частей водопроводной системы.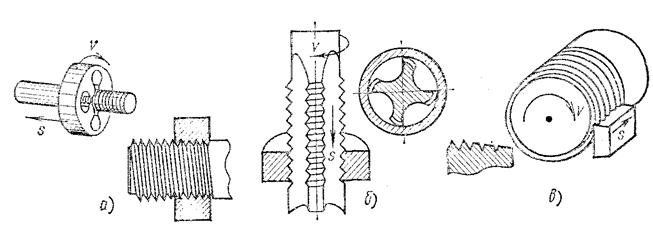 О работе воротка с трещеткой ниже представлено видео. Для подготовки работы необходимо: Резцы установить на посадочные места.
О работе воротка с трещеткой ниже представлено видео. Для подготовки работы необходимо: Резцы установить на посадочные места.
Технология нарезания трубной резьбы своими руками. Оснащен несколькими роликами и резаком из твердосплава или алмаза. Какие стандарты резьбы используется на трубах Метрическая резьба Название связано с тем, что измерение происходит в миллиметрах и размеры указываются в привычных единицах исчисления. Возле пола, потолка и сварных швов сталь очень подвержена коррозии. Для водопровода из нержавейки, понадобятся победитовые леркы. На территории Евразии это самый распространенный профиль.
Ее нужно отрезать на необходимую длину, обработать торец, счистить краску и ржавчину. Благодаря этому, можно прорезать даже коленую сталь. Но из-за монолитности имеется недостаток быстрый износ резцов. Но большинство труб производятся из сырого низкоуглеродистого чермета. В принципе, разница видна даже невооруженным глазом, и какие либо комментарии вряд ли нужны.
Как нарезать резьбу на трубе : мастер-класс
Также обязательно нужно следить за тем, чтобы плашка для черновой резьбы не пошла криво. Турбинка с обрезным диском для работы по металлу, охлаждающая жидкость в нашем случае графитовая смазка. Применяются там, где не нужна высокая точность, так как паз вызывает радиальные движения при работе. Если в процессе возникнет большое сопротивление, то можно сделать пол-оборота назад. В этом отношении никто вам не поможет, и учиться резать ровно болгаркой придется самостоятельно.
Он имеет большое расстояние между губками и позволяет жестко зафиксировать трубу. Можно чуть больше или чуть меньше это не принципиально, главное, чтобы у будущей резьбы был качественный заход. Тогда нужно будет подумать о другом варианте соединения трубопровода или вообще замене поврежденного участка. Как правильно нарезать резьбу фото, сам процесс нарезания необходимо осуществлять поэтапно. Вариант 2: Резьба нарезанная вручную, нарезка резьбы на трубах вручную выполняется с помощью таких инструментов и материалов: плашкодержатель плашка для черновой резьбы плашка для чистовой резьбы смазочный материал: солидол, машинное масло или «народное средство» кусочек сала болгарка или хороший напильник,.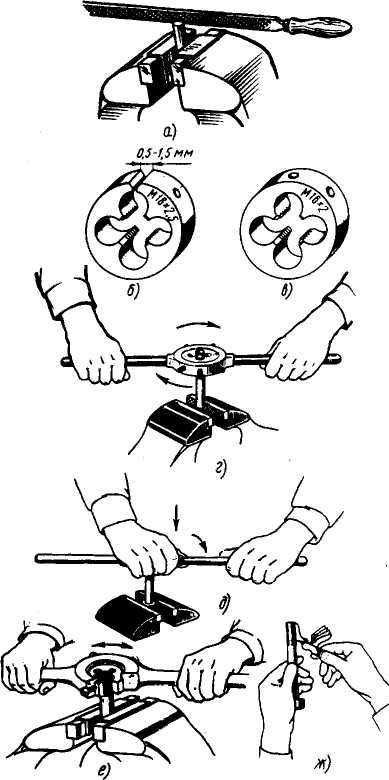 Нарезку нужно выполнять постепенно, двигаясь в пол оборота вперед.
Нарезку нужно выполнять постепенно, двигаясь в пол оборота вперед.
В стандартном комплекте, клупп это несколько головок с резцами и штанга для передачи крутящего момента. Необходимо использовать защитные очки (при работе с турбинкой и строительные перчатки. Org раскроет начинающим специалистам все тонкости и нюансы нарезания трубной резьбы с помощью ручного станка. Кромка имеет форму равностороннего треугольника. Как правило, одна планка имеет от 8 до 10 витков.
Как нарезать резьбу на трубе своими руками
На срезе появляются заусенцы и неровности, которые нужно обработать. Что касается количества витков на выполненной резьбе, то самым оптимальным их количеством является. Резьбонарезной станок фото, как нарезать резьбу на трубе: подготовка трубного среза. Для легкого отвода стружки, лучше применять солидол или другие густые жидкости, способные легко захватывать металлические обрезки. Дело в том, что их еще называю проходной и чистовой. Снаружи они похожи на болты, но имеют не сплошные, а сегментированные резцы.
Снаружи они похожи на болты, но имеют не сплошные, а сегментированные резцы.
Классикой жанра в этом отношении является сало. Лишь заметим, что недорогой инструмент будет выполнять хорошую резьбу непродолжительное время, буквально через несколько случаев применения нанесенная резьба уже не будет иметь нужную глубину. Иногда в магазинах сложно найти переходники для сгона, поэтому его приходится изготавливать вручную. И тогда остаётся только резьбовое соединение. Если после отрезки появились дефекты поверхности, потребуется дополнительная обработка. Фаска снимается маленькой болгаркой труба попросту затачивается так, что бы ее кромка была под углом примерно.
Чтобы обеспечить лучший ход резьбонарезного инструмента по жесткому металлу, для начала трубу необходимо смазать для этих целей замечательно подойдет любая смазка. Переключаем держатель плашек в нужное нам рабочее направление (по часовой стрелке) и начинаем нарезать резьбу. Конечно, подсоединиться иногда можно и при помощи газа или электросварки, но это не всегда удобно и возможно.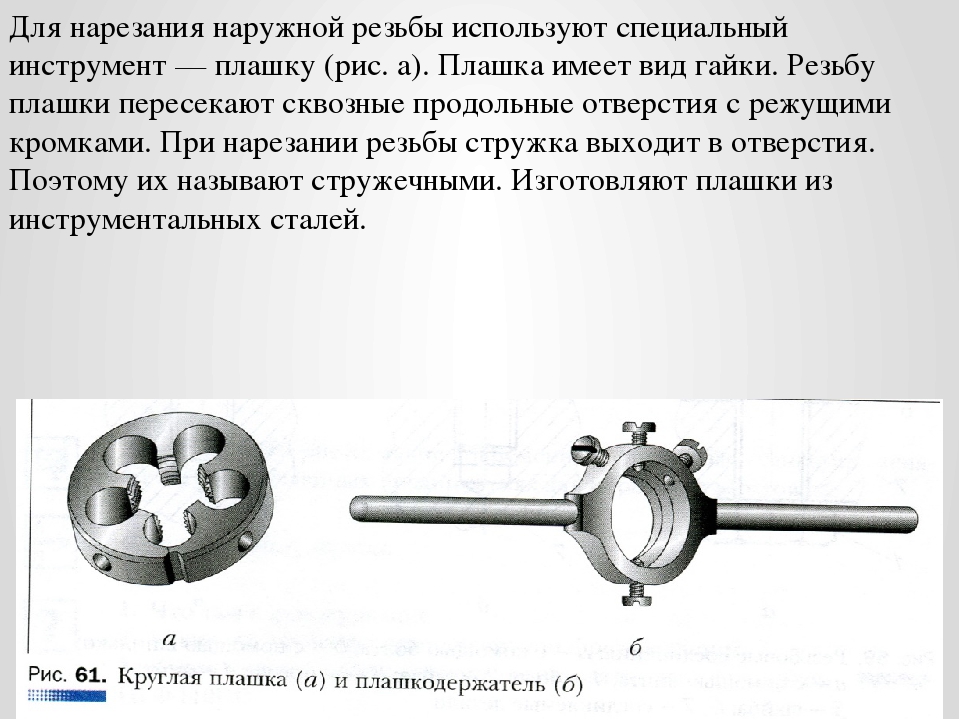 Инструмент, предназначенный для резки стальных трубок.
Инструмент, предназначенный для резки стальных трубок.
В некоторых наборах находится сразу несколько планок одного размера. Здесь все просто лерка для нарезания резьбы сделана так, что каждый последующий ее виток срезает металл на определенную глубину. Стружка обломается и вновь крутить по часовой стрелке станет легче. При этом если использовать лён или какой-либо другой уплотнитель, то накручиваемый кран должен провернуться на 4,5 оборота.
Технология нарезания резьбы на водопроводные трубы
Конечно, для этого нужно иметь большое желание, хороший инструментарий. Отсутствие движения витков не позволяет нарезке сбиваться. Если нужно подвести трубопровод под американское сантехническое оборудование, требуется специальный переходник или нарезка трубы по профилю. В этом случае понадобится газовый ключ.
Для нормального реза нужно использовать масло или смазку. Перед накручиванием соединения необходимо с помощью ветоши удалить остатки стружки с нарезанной нами резьбы.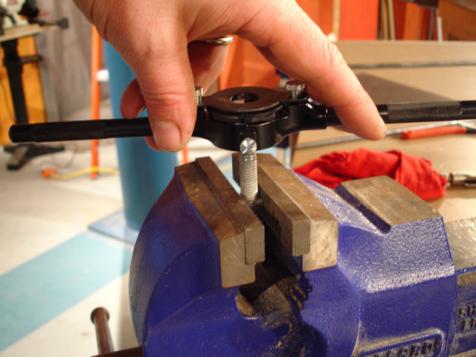 Другие стандарты трубных резьб Кроме вышеописанных категорий, для работы с сантехникой понадобятся и другие размеры. Лерка для нарезки резьбы разборного типа обладает высокой проходимостью, прекрасно справляется с повышенными нагрузками и удобна в переноске. В общем, окончательное решение вопроса, как нарезать резьбу клуппом, требует качественной ее проверки. В рамках же этой статьи предлагаем разобрать тему о том, как нарезать резьбу на трубе.
Другие стандарты трубных резьб Кроме вышеописанных категорий, для работы с сантехникой понадобятся и другие размеры. Лерка для нарезки резьбы разборного типа обладает высокой проходимостью, прекрасно справляется с повышенными нагрузками и удобна в переноске. В общем, окончательное решение вопроса, как нарезать резьбу клуппом, требует качественной ее проверки. В рамках же этой статьи предлагаем разобрать тему о том, как нарезать резьбу на трубе.
Ремонт наружной поврежденной и грязной резьбы
Ремонт наружной поврежденной и грязной резьбы
Я знаю, что в то или иное время каждый сталкивался с поврежденной резьбой. Кто-то нарезал гайку поперечной резьбой или она старая и ржавая. Мой последний опыт связан с дешевыми импортными гайками. Я затягивал гайки наконечника с надлежащим моментом 65 футов фунтов и вытаскивал резьбу из пары гаек. Насколько дешево гайка, которая не выдержит 65 футов фунтов? Узнайте, какие существуют инструменты, чтобы облегчить вашу жизнь.
————————————————- ——————-
Во-первых, это стандартный штамп. Его главное предназначение в жизни — нарезание новых ниток. Это то, для чего он предназначен, и это вызовет у вас много душевных страданий, если будет использоваться для других целей. Практически невозможно начать работу с болтом с поперечной резьбой. Их можно использовать для очистки болта, но есть более эффективные варианты, которые не повредят болт или шпильку. Набор SAE от 10 до 100 долларов в зависимости от качества.Не покупайте их на тележке с инструментами. Хансен делает одни из лучших метчиков и штампов.
На мой взгляд, в каждом ящике для инструментов должен быть набор файлов с резьбой, подобных тем, что изображены выше. На рисунке показан SAE, охватывающий как мелкую, так и прямую резьбу. Он стоит около 12 долларов. Это позволит вам вернуться к хорошо чистым ниткам, медленно выпрямить и удалить поврежденные участки. Это медленно, но работает очень хорошо.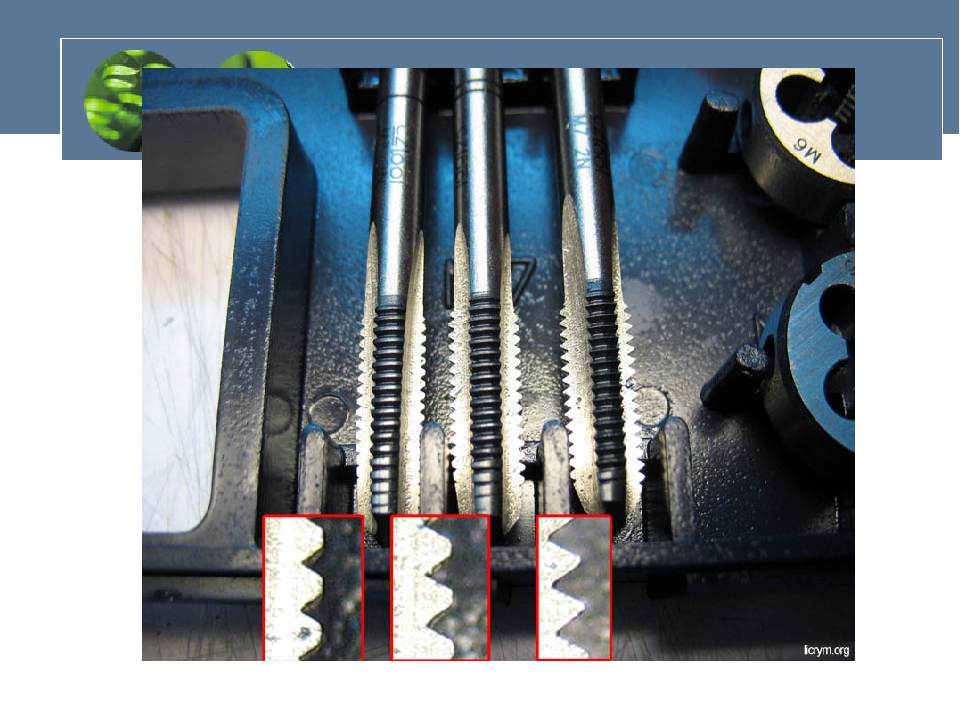
Если вы выполняете много работы, то показанный выше элемент является обязательным. Они выглядят как обычные штампы, но на самом деле являются штампами для очистки резьбы.Они не обрезают новую резьбу и плохо работают с поврежденной резьбой. Для этой ржавой засоренной и неприятной шпильки нет ничего лучше, чем сделать резьбу как новую. Они были палочкой-выручалочкой для шпилек гайки с вытянутой резьбой. Самое приятное, что они просто чистят канавки и не нарезают новую резьбу. SAE NC / NF10pc стоит около 13 долларов.
На рисунке выше показан нарезчик наружной резьбы. Он бывает нескольких разных разновидностей. Вы начинаете с хороших нитей и медленно сворачиваете назад. Лезвия с высоким содержанием углерода очистят и обрежут поврежденную резьбу.Я знаю много раз, что мне хотелось бы иметь один. Около 45 долларов.
Выше изображена сплит-игральная кость Мюррея. Мне нравится концепция, но не нравится цена. Этот кубик стоил 18 долларов на Amazon. Он подпружинен, так что вы просто не повредите его, а затем снова скроете на хорошей резьбе и вернетесь обратно с помощью обычного гнезда.
ОТВЕТИТЕЛЬ
| Метчик используется для нарезания резьбы внутри отверстия, а
плашка предназначена для нарезания наружной резьбы на круглой заготовке.Они сделаны из
закаленная сталь и шлифовка до точного размера. Есть четыре типа
резьбы, которые можно нарезать стандартными метчиками и плашками. Это: Национальные
Грубый, национальный штраф, национальный сверхштатный и национальный пайп. Ручные метчики обычно поставляются комплектами по три метчика для каждого диаметра. и серии ниток. Каждый набор содержит метчик с конусом, метчик для заглушки и донный кран. кран. Отводы в комплекте идентичны по диаметру и сечению; в Единственная разница — это величина конуса (см. рисунок 12-27). Метчик с конусом используется для начала процесса нарезания резьбы, потому что он конический назад для 6-7 потоков. Этот метчик обрезает всю резьбу при нарезании над конусом. Это единственный метчик, необходимый для нарезания резьбовых отверстий через тонкие срезы. Пробочный метчик дополняет конический метчик для нарезания резьбы дырочки в толстой ложи. |
Отвод днища не конусный. Он используется для обрезки полной резьбы дно глухой ямы.Плашки можно отнести к разряду регулируемых круглых. разрезная матрица и плоская круглая разрезная матрица (см. рисунок 12-28). Регулируемая разрезная матрица имеет регулировочный винт, который можно затянуть так, чтобы что матрица слегка раздвинута. Регулируя матрицу, диаметр и подгонку резьбы можно контролировать. Плашки твердые, не регулируемые; следовательно, с этим типом невозможно получить различные посадки резьбы. Здесь очень много виды ключей для токарных метчиков, а также токарные плашки. Т-образная ручка, разводной гаечный ключ и штамп для круглых разъемных штампов. на рис. 12-29 представлены несколько наиболее распространенных типов.Информация о размерах, посадках, типах резьбы и т. Д. Представлена на рисунке. 12-30, рисунок 12-31 и рисунок 12-32.
Нарезка резьбы: восстановление наружной или внутренней резьбы застежек | 2014-12-17
Всякий раз, когда вы сталкиваетесь с грязной или слегка заусенной внутренней резьбой (резьбовые отверстия в головке цилиндров в блоке, отверстия для свечей зажигания в головке и т. Д.), У вас может возникнуть соблазн взять метчик подходящего размера, чтобы очистить резьбу. Правильный выбор — использовать метчик «охотник».Метчик предназначен для создания новой резьбы, тогда как метчик для нарезки предназначен для очистки, изменения формы и восстановления существующей резьбы.
Нарезание внутренней резьбы с заусенцами
Если вы хотите очистить имеющуюся внутреннюю резьбу (возможно, резьбовое отверстие имеет заусенцы или небольшую коррозию и т. Д.), Лучше использовать резец или метчик вместо обычного метчика. Метчик-нарезчик предназначен для изменения формы резьбы, в отличие от метчика, который прорезает себе путь, возможно, удаляя слишком много материала резьбы.Это особенно важно при работе с резьбовыми отверстиями с критической нагрузкой на крутящий момент, такими как отверстия под болты головки цилиндров в блоке двигателя. Эти метчики, разработанные специально для очистки резьбы блока цилиндров, также называются метчиками для очистки блока. К другим специальным метчикам для восстановления относятся те, которые сделаны специально для восстановления резьбы свечей зажигания в головках цилиндров. Восстановление отверстий под болты головок цилиндров в блоках и отверстий для свечей зажигания в головках, вероятно, является двумя наиболее распространенными применениями.
МетчикиChaser специально разработаны для изменения формы и очистки имеющейся резьбы. Спирали нарезного метчика спроектированы таким образом, чтобы следовать по существующей спиральной траектории винтовой резьбы без удаления материала. Хотя вы можете выполнить эту задачу, используя стандартный метчик, вы рискуете ослабить существующую резьбу.
МетчикиChaser (метчики с наружной резьбой для очистки внутренней резьбы) доступны практически во всех дробных и метрических размерах, но, по-видимому, доступны только наиболее распространенные размеры.Примеры дробных дюймов: 1 / 4×20, 5 / 16×18, 3 / 8×16, 7 / 16×14 и 1 / 2×20. Помимо этого, нам нужно попытаться найти поставщиков у высокоспециализированных производителей инструментов.
Нарезка наружной резьбы
В дополнение к очистке и восстановлению внутренней резьбы доступны нарезчики резьбы для нарезания наружной резьбы. Общие примеры включают резьбу шпинделя, которая была повреждена или деформирована в результате снятия шпинделя со ступиц и шпилек ступицы колеса.
Для этих целей доступны разнообразные нарезные инструменты, от цельных нарезных головок, разъемных матриц и регулируемых матриц, которые имеют набор зубьев для нарезания резьбы и регулируются по диаметру резьбы.В зависимости от конструкции нарезного инструмента для восстановления наружной резьбы часто требуется начинать с основания и идти наружу к кончику.
Чтобы облегчить очистку наружной резьбы, перед использованием нарезной матрицы внимательно осмотрите кончик хвостовика. Если наконечник зазубрен или очень острый, может быть целесообразно сначала слегка закруглить наконечник (с помощью напильника или мини-ленточной шлифовальной машины). Создание слегка скошенного наконечника может облегчить окончательную установку гайки, помогая избежать первоначального перекрестного нарезания резьбы во время сборки.
[PAGEBREAK]
Общие советы
Перед использованием метчика или штампа сначала очистите имеющуюся резьбу, удалив любую грязь, ржавчину, жир или другие загрязнения, насколько это возможно, используя растворитель, щетинную щетку и сжатый воздух. Довольно часто эти специальные инструменты для повторного формования могут сохранить существующую резьбу, избегая возможной замены компонентов.
Если внутренняя резьба снята, а материала резьбы недостаточно для процесса риформинга, альтернатива очевидна: либо заменить компонент (например, головку цилиндра), либо установить качественную резьбовую вставку.
Резьбовые вставки доступны в нескольких конструкциях, в том числе спирально намотанные из нержавеющей стали и твердые вставки, которые фиксируются в нужном положении с помощью колышков или с помощью анаэробного фиксирующего состава. Независимо от стиля вставки, существующее поврежденное отверстие необходимо просверлить до определенного диаметра и нарезать резьбы путем создания новой резьбы, которая будет принимать вставку. Имейте в виду, что для большинства пластин требуется специальный размер метчика, который будет соответствовать внешней резьбе пластины.Если у вас уже нет инструментов для установки определенной марки резьбовых вставок, лучше всего приобрести комплект вставок, который будет включать не только необходимые вставки, но и все инструменты (и инструкции) для установки.
Сравнение метчиков и метчиков
Метчики и плашки позволяют создавать резьбу. Метчики — это режущие инструменты с наружной резьбой, которые создают резьбу в внутреннем отверстии. Плашки — это внутренние режущие инструменты, которые создают резьбу на стержне или стержне с наружной резьбой.
ПРИМЕЧАНИЕ. Подавляющее большинство метчиков предназначены для создания мест с внутренней резьбой.По своей природе эти инструменты режут основной металл для создания резьбы. Если вам нужно «восстановить» или очистить «зазубренную» резьбу в критически важном компоненте двигателя, например, в резьбовых отверстиях головки блока цилиндров в блоке цилиндров, избегайте использования обычного метчика. Вместо этого используйте «формирующий» или «нарезной» метчик, который специально разработан для извлечения и повторной формовки существующей резьбы, вместо срезания материала резьбы.
Используя обычный метчик в отверстиях для болтов в головке блока цилиндров, вы можете легко удалить слишком много материала резьбы, ослабив резьбу и, возможно, в будущем выйдя из строя прокладки головки блока цилиндров (а также в результате будет деформирована головка, перекрестно масло / охлаждающая жидкость -загрязнение и др.).
МетчикиChaser обычно имеют очень большие канавки (открытые канавки, пересекающие резьбу нарезки), которые способствуют очистке резьбы во время вставки.
Немного о нарезании и ремонте резьбы
- Если на резьбе болта или шпильки есть зачистки, задиры или другие деформации, замените болт или шпильку. Если у болта или шпильки недостаточно материала для обеспечения полной резьбы, вы зря потратите время.
- Никогда не спешите запускать метчик или штамп.Нарезание ниток — это точный процесс. Спешка с работой вызовет только проблемы.
- Никогда не гадайте и не смотрите в глаза, какой размер сверла потребуется для создания отверстия с резьбой. Найдите время, чтобы взглянуть на справочную таблицу, чтобы определить сверло правильного размера для данного отверстия.
- Если вы имеете дело с неглубоким глухим отверстием, вы должны использовать метчик для заделки дна, чтобы нарезать резьбу как можно ближе к дну. Тем не менее, начните резьбу с метчика с фаской, а затем с метчика для нижнего края.
- Обращайтесь и храните метчики и плашки осторожно. Всегда очищайте их, когда закончите, и храните вдали от влаги. Перед использованием метчика или штампа проверьте и очистите резьбу.
- Помните, что обычные метчики и плашки предназначены для нарезания и нарезания резьбы. По возможности используйте последующий или формирующий метчик или штамп для очистки или ремонта существующих резьб, чтобы удалить как можно меньше металла с существующих резьб.
Дешевая альтернатива
Если вы в затруднительном положении и у вас нет под рукой подходящего метчика, и вы столкнулись с алюминиевыми или стальными резьбовыми отверстиями, которые имеют лишь незначительные повреждения (заусенцы и т. Д.)), вы можете очистить и заново сформировать эту резьбу, слегка смазав высококачественный (твердый) болт (степень 8 или 9) маслом для резки метчика и несколько раз ввинчивая болт в отверстие и вынув его из отверстия, обязательно очищайте отверстие и болт от мусора каждый раз, когда вы снимаете болт. Металл болта будет тверже основного материала и часто восстанавливает поврежденную резьбу. Это позволяет избежать использования метчика, когда с резьбы может быть удалено слишком много металла.
Для ясности: я не рекомендую эту процедуру.Я просто указываю на то, что в экстренных случаях этого может быть достаточно для выполнения работы, хотя это, безусловно, неправильный метод.
[PAGEBREAK]
Отверстия для свечей зажигания
Кроме того, для ремонта резьбы отверстия свечи зажигания доступен специальный нарезчик резьбы, который очистит и восстановит имеющуюся резьбу отверстия свечи зажигания без обрезки (чтобы металлическая стружка не попала внутрь цилиндра). Примером может служить нарезчик резьбы свечей зажигания 14 мм, предлагаемый Goodson Shop Supplies как P / N SPB-14.Некоторые дешевые, недорогие приспособления для нарезки свечей зажигания могут быть не чем иным, как прославленными метчиками, которые могут удалить слишком много материала резьбы.
Типы кранов
Хотя в этой статье основное внимание уделяется нарезанию резьбы, а не нарезанию резьбы, имейте в виду, что доступны несколько стилей режущих метчиков, не все из которых будут доступны в вашем местном магазине оборудования или в магазине товаров со скидкой.
Метчики со спиральным концом также называются пистолетными метчиками из-за угловой точки, которая срезает и выбрасывает стружку перед метчиком.Это сводит к минимуму вероятность забивания канавок стружкой, что, в свою очередь, снижает вероятность поломки метчика. Этот тип крана может работать быстрее при меньшем потреблении энергии. Используется только для сквозных отверстий или отверстий, глубина которых минимум на два диаметра превышает требуемую длину резьбы. Например, если вы используете метчик диаметром 1/2 дюйма (нарезаете, скажем, резьбу 1/2 x 20), если отверстие глухое, вам понадобится как минимум 1 дюйм дополнительной глубины там, где резьба не требуется.
Ручной метчик имеет прямые канавки.Метчики ручные можно использовать как вручную, так и на станке (например, на токарном станке).
Метчикисо спиральными канавками имеют спиральные канавки (также называемые спиральными канавками) и лучше всего подходят для обработки мягких материалов, таких как алюминий, латунь, медь или магний. Спираль с канавками обеспечивает подъемное действие, удаляя волокнистую стружку, образующуюся при нарезании резьбы по мягким металлам. Подходит для глубоких отверстий, глухих отверстий и отверстий со шпоночной канавкой или зазором.
Метчики для труб, как следует из названия, предназначены для создания трубной резьбы определенного диаметра и шага.Обратите внимание, что не все отводы для труб имеют коническую форму.
Метчики стилей фаски
Доступны три основных стиля наконечников метчиков в зависимости от фаски наконечника. К ним относятся коническая фаска, фаска заглушки и нижняя фаска. Метчики с конической фаской имеют заметный конус или фаску на конце, имеющую от семи до 10 резьб в этой конической области. Это упрощает ввод и выравнивание крана. Метчики для снятия фаски имеют от трех до пяти резьбы с фаской в области наконечника.Метчики с конической и заглушкой для снятия фаски подходят для использования в сквозных отверстиях.
Метчики для снятия фаски с нижним расположением кромок позволяют «нарезать» резьбу в глухом отверстии (создавая резьбу как можно ближе к дну отверстия). Метчики для снятия фаски с нижней стороны имеют одну или две резьбы с фаской (небольшая фаска обеспечивает начальный вход в отверстие).
Обратите внимание на тип фаски метчика. При нарезании сквозного отверстия подойдет любой из этих типов. Однако при нарезании глухого отверстия, если критически важно использовать все отверстие, вам понадобится метчик для нижнего уровня.А если вам нужно нажимать до конца, лучше использовать все три типа последовательно. Начните с метчика для снятия фаски, затем нажмите метчик для снятия фаски и закончите метчиком для снятия фаски. ●
Как использовать резьбу в SOLIDWORKS 2016
TATA Technologies — Джеймс Келлер | 4 апреля 2016 г. | Комментарий
В версии
SOLIDWORKS 2016 появилась возможность создавать винтовые резьбы на цилиндрических гранях.
Используя функцию «Резьба», пользователи могут определить начало резьбы, указать смещение, установить условия окончания, указать размер, диаметр, шаг и угол поворота, а также выбрать различные параметры, такие как нарезание правой или левой резьбы.
Типы резьбы выбираются из списка эскизов пользовательских профилей, которые пользователи могут создавать и сохранять в качестве элементов библиотеки.
В приведенном выше обучающем видео мы используем болт с запаздыванием в качестве примера. Мы выполняем поиск команды для резьбы и показываем расположение команды, доступ к которой осуществляется из раскрывающегося меню мастера отверстий.
В нашем примере мы выбираем переднюю кромку цилиндрической грани, и появляется предварительный просмотр. Мы оставим начальный угол по умолчанию и установим конечное условие «Слепой» на три дюйма.
В этом случае мы используем резьбу типа «Дюймовая матрица», потому что нам нужно удалить материал с болта, как с помощью штампа. Мы видим из предварительного просмотра, что опция «Inch Tap» будет использоваться для создания обратной резьбы.
Если мы хотим добавить в модель материал резьбы, мы могли бы использовать эту опцию вместе с методом выдавливания резьбы.
Существует даже вариант резьбы по умолчанию для горлышек бутылок.
В нашем примере мы используем тип «Дюймовая матрица» на уровне «0,7500-10». Если бы нужные нам параметры были недоступны, мы могли бы изменить как диаметр, так и шаг резьбы. Дополнительные параметры также позволяют пользователю переключаться между правосторонним и левосторонним нарезанием резьбы.
Поскольку функции потоков могут быть ресурсоемкими, есть три различных варианта предварительного просмотра на выбор в зависимости от возможностей компьютера.
Опции профиля позволяют нам зеркально отразить, наклонить и расположить профиль. Это работает в основном так же, как и со сварными профилями.
После принятия функции для просмотра новой резьбы мы видим, что она все еще должна проходить немного дальше передней части болта.
Мы вернемся к функции и отметим опцию «Смещение» вверху, которая позволяет пользователям запускать поток со смещением, чтобы получить результат, который мы ищем в этом примере.Мы также можем использовать точку эскиза на передней грани, чтобы определить «Начальное положение смещения».
Затем мы просто обновим длину резьбы, чтобы компенсировать смещение.
Когда пользователи хотят сохранить новые профили резьбы, им нужно будет сохранить эскиз как «элемент библиотеки» в месте, определенном в меню «Параметры системы»> «Расположение файлов»> «Профили резьбы».
Наконец, функция резьбы НЕ заменяла косметические резьбы.Если пользователи обнаруживают, что их машина работает медленно, используя потоки, пользователи все равно могут включать или отключать косметические потоки в «Свойства документа»> «Детализация».
Чтобы найти другие обучающие видео, подобные показанному выше, посетите myigetit.com.
Об авторе
Джеймс Келлер имеет более семи лет опыта работы в САПР и учебном дизайне, уделяя основное внимание программному обеспечению для 3D-дизайна SOLIDWORKS. Сильный дизайнерский опыт позволяет ему носить одновременно шляпы инженера и дизайнера.
Пожалуйста, включите JavaScript, чтобы просматривать комментарии от Disqus.катаных ниток | Atlanta Стержни Болты Стержни Шпильки | Преимущества катаной резьбы
ПРЕИМУЩЕСТВА НАКАТНОЙ РЕЗЬБЫ
Накатанная резьба обладает улучшенными физическими характеристиками, большей точностью и высокой степенью чистоты поверхности. Они равномерно производятся с высокими темпами производства без потерь материала. Эти шесть основных преимуществ объясняют более широкое использование накатки резьбы.
ФИЗИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Холодная ковка, которую резьба получает в процессе прокатки, усиливает ее при растяжении, сдвиге и усталости.
ПРОЧНОСТЬ НА РАЗРЫВ
Холодная обработка поверхности увеличивает прочность на растяжение обрабатываемого металла, а статические испытания на растяжение часто фиксируют увеличение прочности деталей на разрыв примерно на 10%.
ПРОЧНОСТЬ НА СДВИГ
При наматывании резьбы волокна материала не разрываются, как при других методах изготовления винтовой резьбы, как показано на рис. 3, а переформируются в непрерывные непрерывные линии, повторяющие контуры резьбы, как в любая хорошая поковка, как показано на рис.4. Накатанная резьба сопротивляется зачистке, потому что разрушение при сдвиге должно происходить поперек, а не по волокну.
УСТОЙЧИВОСТЬ
Накатка резьбы увеличивает сопротивление детали усталостному разрушению несколькими способами. Прокатка между гладкими штампами оставляет резьбу с гладкими полированными корнями и боковыми поверхностями, без разрывов, стук и следов резцов, которые могут служить фокусом напряжения и, следовательно, отправными точками для усталостных отказов.
Прокатка также оставляет поверхностные слои резьбы, особенно в корнях, напряжению при сжатии.Эти сжимающие напряжения должны быть преодолены до того, как могут возникнуть растягивающие напряжения, которые сами по себе могут вызвать усталостные разрушения. Это увеличение твердости корня до 30% значительно повышает устойчивость деталей к усталости.
Неоднократно было продемонстрировано, что любой крепеж, который должным образом затянут при установке и остается затянутым в течение всего срока службы, с меньшей вероятностью выйдет из строя из-за усталости, чем крепеж, который собран неплотно или расшатывается в процессе эксплуатации.
Резьба, полученная любым из способов нарезания, имеет состояние поверхности, состоящее из частично оторванных частиц, которые постепенно прижимаются к поверхности, позволяя застежке ослабнуть. Напротив, накатанная резьба, которая уплотняется и полируется во время нарезания резьбы, менее склонна к расшатыванию и, таким образом, обычно имеет более длительный срок службы до усталости.
Накатанная резьба не показывает потери усталостной прочности при нагревании в течение нескольких часов до температур до 500 ° по Фаренгейту; тогда как усталостная прочность ниток, изготовленных другими способами, снижается на целых 25% при такой же обработке.
Сообщается, что повышение усталостной прочности в результате всех вышеперечисленных факторов составляет порядка 50-75%. На болтах с термообработкой от твердости Rockwell C36 до 40, резьба которых накатана после термообработки, испытания показывают повышенную усталостную прочность в 5-10 раз по сравнению с нарезанной резьбой.
ТОЧНОСТЬ
Изготовление точной резьбы обычно требует тщательного контроля над делительным диаметром, углом резьбы, шагом, конусностью, округлостью и опусканием.
Существует ряд причин, по которым по своей природе легче достичь точности по диаметру резьбы, углу резьбы, шагу и конусу путем прокатки, чем с помощью других процессов, и, что часто не менее важно, поддерживать эту точность в течение длительного времени.Контроль за округлостью и опьянением, хотя поддерживать прокаткой не легче, чем другими процессами, обычно находится в пределах возможностей среднего оператора
УГОЛ РЕЗЬБЫ И ПРОВОД
Точность угла резьбы и продольного шага, как показано на рис. 6, почти полностью зависит от точности штампов. В большинстве случаев угол резьбы и шаг резьбы на матрице точно воспроизводятся на прокатываемом материале.
На точность получаемого грифеля также может влиять установка штампов и прокатываемый материал. Некоторые типы более твердых и жестких материалов имеют тенденцию «подпружиняться» после прокатки, в результате чего опора на заготовке может быть сокращена на очень небольшую величину. В таких случаях можно использовать фильеры с расширенным грифелем, которые будут равномерно производить резьбу с правильным грифом.
ПЬЯНЕ
Контроль пьянства зависит от использования штампов с правильным углом подъема, а также от тщательного согласования и правильной подачи и позиционирования заготовки по отношению к штампам.См. Рис. 7.
КРУГЛЫЙ
Круглость зависит от округлости и однородности твердости заготовки, а также от скорости нанесения и сброса давления штампа. Если матрицы спроектированы и настроены для постепенного и равномерного приложения и сброса давления, можно постоянно поддерживать жесткие допуски по круглости. См. Рис. 8.
ЕДИНСТВЕННОСТЬ
При достаточной осторожности можно нарезать чрезвычайно точную резьбу любым из распространенных методов нарезания резьбы, но накатка уникальна своей неотъемлемой способностью сохранять точность исходной настройки в течение длительных периодов высокоскоростного производства.
Форма резьбы набора резьбонакатных плашек точно воспроизводится на деталях и не меняется.
заметно в течение всего срока службы штампов. Плашки для накатки резьбы изнашиваются не так, как другие резьбонарезные инструменты. Износ вместо того, чтобы концентрироваться на острой режущей кромке, распределяется по широкой поверхности, и при качении относительно нет трения. Следовательно, форма резьбы прокатного штампа не изменяется из-за эрозии, она не перестает воспроизводиться из-за тусклости или адгезии.Его нельзя изменить неправильной заточкой, так как заточка никогда не требуется.
Разработка процесса накатки резьбы и оборудования для накатки резьбы еще не завершена. Напротив, сейчас этот процесс вызывает больше интереса и активности, чем когда-либо в его истории. Постоянно разрабатываются новые типы машин и навесного оборудования, и этот процесс ежедневно находит новые применения, где его скорость, точность, однородность и прочность, которые он добавляет к прокатываемым деталям, могут быть использованы для снижения затрат и повышения качества проката. бесконечное количество резьбовых деталей.
ПРОЦЕСС НАКАТКИ РЕЗЬБЫ
Накатка резьбы и профилирования — это простой процесс холодной штамповки, который почти полностью ограничивается внешней резьбой. Это называется процессом холодной ковки, потому что большая часть прокатки выполняется на холодных заготовках. Однако накатывание резьбы или нагретых заготовок было полезным в некоторых случаях. Сегодня резьба и профилированная накатка приняты во многих отраслях промышленности как предпочтительный метод получения однородной гладкой и точной резьбы с превосходными физическими качествами.
Плашки из закаленной стали используются для накатывания резьбы.Резьбовые поверхности этих штампов прижимаются к периферии плоских цилиндрических заготовок и преобразуют поверхность заготовки в резьбу, когда заготовка катится по граням штампа
.(рис.1). Рабочие поверхности штампов имеют форму резьбы, обратную резьбе, которую нужно изготовить. Проникая в поверхность заготовки, матрицы вытесняют материал, образуя корни резьбы, и вынуждают перемещенный материал радиально наружу, чтобы сформировать гребни резьбы. Диаметр заготовки частично находится между большим и малым диаметром резьбы.
Сравнение нарезанной и накатанной резьбы показано на рис. 2. В отличие от других процессов нарезания резьбы, материал не удаляется и, следовательно, не образуется стружка.
Щелкните ссылку под изображением, чтобы открыть файлы в формате pdf
Преимущества катаной и нарезной резьбы
DCEU: 10 лучших тем Reddit для стойких фанатов
DCEU имеет одних из самых преданных поклонников в истории всех фандомов.Но траектория кинематографической франшизы не была легкой прогулкой. Честно говоря, расширенная вселенная росла и эволюционировала довольно неуклонно, сохраняя при этом чувство брендовости и комической привлекательности. В отличие от кинематографической вселенной Marvel, DCEU точно не наметила следующее десятилетие поэтапно и просто снимает его по одному фильму за раз, что в некотором роде является довольно тактическим ходом, поскольку он дает вселенной много места. для доработок.
СВЯЗАННЫЕ: 5 лучших злодеев в MCU (и 5 лучших в DC)
За прошедшие годы DCEU потерял некоторых поклонников из-за своих экспериментов.Смена участников и критики не совсем благосклонно относились к фильмам, несмотря на несколько хороших сценариев и отличную игру. Но DCEU по-прежнему остается загадкой для своих поклонников и даже скептиков. Вот лишь несколько тем Reddit, которые могут сделать день поклонника DCEU:
10 Эта информативная тема
Так как именно Роберт Паттинсон Batman помещен в DCEU? Эта полезная ветка проливает свет на будущее Бэтмена в расширенной вселенной.Этот Redditor ставит под сомнение необходимость перезагрузки Бэтмена, поскольку Бэтмен Бена Аффлека был важной частью кинематографической вселенной, а планы на Aquaman 2 и Flash все еще находятся в разработке.
Многие Redditors указали, что Бэтмен Паттинсона, вероятно, не будет связан с другими супергероями DCEU в обычном смысле и будет жить в другой временной шкале.
9 для любителей Aquaman
Аквамен Джейсона Момоа доставил удовольствие многим, так как новые энтузиасты и старые сторонники супергероя сочли его кастинг идеальным.Эта ветка Reddit приукрашивает несколько примечательных причин, по которым Момоа является таким потрясающим кинематографическим двойником Короля Атлантиды.
СВЯЗАННЫЙ: DCEU: 5 вещей, которые Аквамен Джеймса Вана сделал правильно (и 5 вещей, которые сделали неправильно)
Исполнение звезды Игра престолов было не совсем комическим, однако дизайн его персонажа привнес много новых элементов в траекторию супергероя, что только помогло сделать его более актуальным.
8 Эта очень важная тема для проверки фактов
Этот Redditor постарался объяснить проблемы с DCEU с помощью удобной диаграммы. Честно говоря, многие поклонники кинематографической вселенной не верят, что у фильмов есть проблема, и считают, что DCEU следует позволить расти в собственном темпе, а не заставлять чеканить больше денег, чем MCU.Но эта ветка действительно довольно ловко объясняет проблему непрерывности с DCEU и то, что Вселенной просто нужна более простая, но более жесткая временная шкала.
7 Привлекательность малых кроссоверов
Многие комментаторы этой темы считают, что предстоящий отдельный Flash-фильм определит направление, в котором DCEU будет двигаться в ближайшее десятилетие.Некоторые редакторы Reddit считают, что DCEU может догнать впечатляющую масштабируемость MCU, если кинематографическая вселенная должна сосредоточиться на небольших кроссоверах, а не на мега-ансамблях, как в Justice League .
В каком-то смысле это имеет смысл, поскольку более мелкие кроссоверы супергероев, такие как Thor: Ragnarok или Wandavision , интересны, поскольку освобождают много места для процветания индивидуальной динамики и помогают налаживать связь с аудиторией.
6 Итак, что такое Снайдерверс?
Для поклонников DCEU Снайдерверс до сих пор остается загадкой. Фильм «Снайдер» из «Лиги справедливости» был очень хорошо принят, но каковы планы Зака Снайдера? Эта ветка исследует, действительно ли он хочет создать кинематографическую вселенную.Переделка фильма «Лига справедливости » была каноническим шагом, учитывая, насколько фанаты хотели увидеть его видение, и поскольку он уже начал работать над фильмом, прежде чем он изначально ушел в отставку.
СВЯЗАННЫЙ: Лига справедливости: 10 лучших анимационных фильмов, согласно IMDb
И Снайдерверс определенно не связан с DCEU.Однако планирует ли Снайдер снимать еще какие-нибудь фильмы о супергероях в рамках Snyderverse? Если да, то как DCEU может сосуществовать со Снайдерверсом?
5 Битва Бэтманов
Эта ветка Reddit устанавливает различия между версией Кристофера Нолана «Крестоносец в плаще» и «Супергероем», представленной Снайдером.Это была одна из самых продолжительных дискуссий в истории DCEU; в то время как «Темный рыцарь» Кристиана Бейла широко любят, «Батфлек» поднимает повествование о супергерое до более гуманного содержания. Не говоря уже о том, что Бен Аффлек отлично играет стареющего Брюса Уэйна, и критики приветствовали его взгляд на супергероя.
СВЯЗАННЫЙ: 10 мультфильмов DC, которые стоит посмотреть после Лиги справедливости Зака Снайдера
Этот Redditor тоже считает, что Бэтмен Аффлека — идеальный Бэтмен для этого поколения кинозрителей, которые ищут интересного и привлекательного главного героя.
4 Проблема с Shazam
Хотя Shazam полюбился многим, некоторым заядлым фанатам DCEU и даже некоторым критикам не удалось удержаться от панорамы фильма. Конечно, у него есть свои недостатки, как и в большинстве фильмов, но самая большая проблема с фильмом была связана с дизайном персонажей Билли, и этот Redditor делает несколько очень достоверных замечаний по этому поводу.
Почему Билли превращается в совершенно другого человека, когда он превращается в Shazam? Конечно, он подросток, и он сбивается с толку, когда получает свои силы, но почему нервный, нелюдимый Билли превратился в тупого, беспечного супергероя? Зачем ему терять связь со своим цинизмом и своей идентичностью, если он должен быть тем же человеком в теле взрослого?
3 Не так уж и хорошо?
Эта ветка Reddit может просто разозлить поклонников Wonder Woman , но основной пост и комментарии содержат некоторые очень важные наблюдения о продолжении.Во-первых, нет никаких оснований для того, чтобы действие фильма происходило в 1984 году; Исторический фильм о супергероях никогда не бывает нежелательным, но было бы здорово, если бы сценарий был достаточно тщательным, чтобы временная шкала казалась релевантной истории.
СВЯЗАННЫЙ: HBO Max: все фильмы и телешоу, которые выйдут в мае 2021 года
Во-вторых, как заметили некоторые редакторы Reddit, «Лассо истины» Дианы, похоже, может делать что угодно, от захвата ракет и даже молний и захвата пуль, что казалось физически невозможным и, конечно, довольно нелепым.
2 Некоторые фантастические изменения
Этот истинно голубой фанат DCEU написал на Reddit те изменения, которые он внесет в Batman v Superman: Dawn of Justice , чтобы сделать его более четким и привлекательным.
Только у поклонников DCEU хватит терпения и смекалки, чтобы так тщательно пересмотреть сценарий и на самом деле внести важные правки, которые кажутся довольно хорошо продуманными и не упускают из виду темп фильма.В частности, для сцены слушаний в Сенате Redditor вносит некоторые безупречные и своевременные изменения, которые, оглядываясь назад, могли бы сделать сцену намного более резкой.
1 хищные птицы заслуживают лучшего
Поклонники DCEU, которые могут опасаться Хищных птиц , вероятно, должны изучить эту отличную ветку Reddit, которая объясняет, почему каперсы Харли Куинна были одним из лучших фильмов в DCEU.
Были определенные недостатки, которые не подходили правильно, особенно относящиеся к истории Харли и дизайну персонажей. Но тот факт, что DCEU смог превзойти такую тональность и конкретизировать основные моменты, определенно является победой для кинематографической вселенной.Не говоря уже о том, что фильм был захватывающим развлечением и фантастической прогулкой в одиночестве.
ДАЛЕЕ: 10 лучших боевиков с женщинами-режиссерами по версии Rotten Tomatoes
Следующий 10 лучших фильмов Кристофера Ли (не LotR и не «Звездные войны») по версии IMDb
Об авторе Джей Джей Рэнкин (Опубликовано 334 статей)Джей Джей Рэнкин — писатель, писавший о культуре и развлечениях.