Нарезка резьбы в алюминии метчиком
Правила нарезания резьбы метчиком:
1) при нарезании резьбы в глубоких отверстиях, в мягких и вязких металлах (медь, алюминий, баббиты и др.) метчик необходимо периодически вывертывать из отверстия и очищать канавки метчика от стружки;
2) нарезание резьбы следует вести полным набором метчиков. Нарезание резьбы сразу средним метчиком без прохода черновым метчиком, а затем чистовым не ускоряет, а, наоборот, затрудняет работу, приводит к получению недоброкачественной резьбы, а иногда и к поломке метчика. Второй и третий метчики вводят в отверстие без воротка и только после того, как метчик пройдет правильно по резьбе, накладывают вороток и продолжают нарезание резьбы;
3) глухие отверстия под резьбы нужно делать на глубину, несколько большую, чем длина нарезаемой части, с таким расчетом, чтобы рабочая часть метчика немного вышла за пределы нарезаемой части. Если такого запаса не будет, резьба получится неполной;
4) в процессе нарезки необходимо тщательно следить за тем, чтобы не было перекоса метчика; для этого надо через каждые 2-3 нитки проверять с помощью угольника положение метчика по отношению к верхней нарезанной плоскости изделия.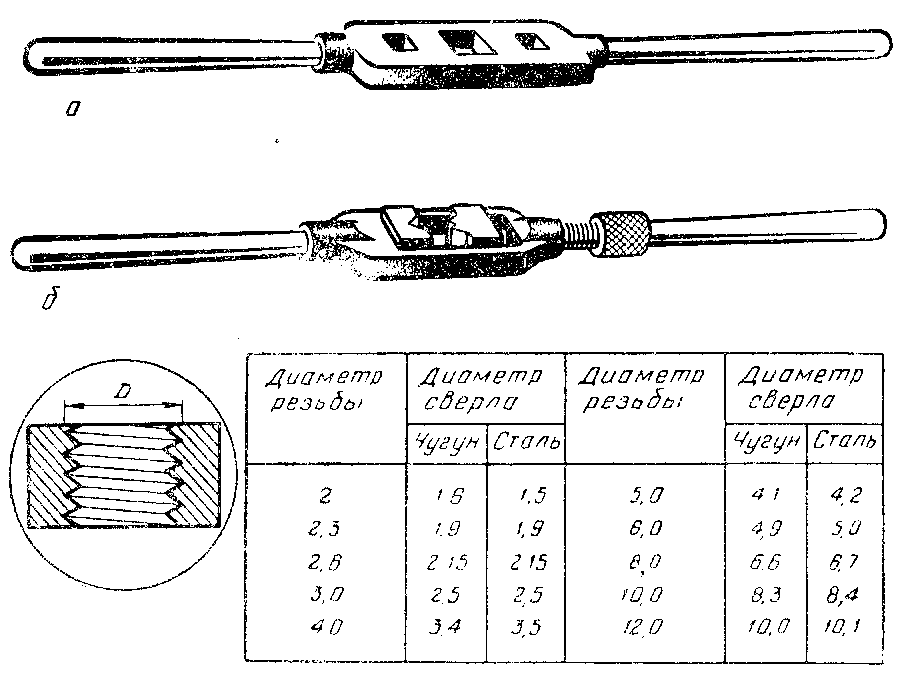 Особенно осторожно нужно нарезать резьбу в отверстиях мелких и глухих;
Особенно осторожно нужно нарезать резьбу в отверстиях мелких и глухих;
5) охлаждение и смазку применяют для уменьшения нагрева метчика и получения более гладкой и чистой резьбы. Метчик без смазки быстро нагревается, может заклиниться и сорвать резьбу. В качестве смазывающих и охлаждающих жидкостей при нарезании резьбы в стальных изделиях применяются эмульсии, олифа или масло (вареное, льняное), в алюминиевых — керосин, в медных — скипидар;
6) нарезание резьбы в бронзовых и чугунных деталях можно производить всухую.
Замечено, что на многих гольфах крепление задней подушки двигателя ( или КПП ) это проблемное место, а именно внутренняя резьба в алюминиевом картере КПП.
Так вот у меня резьбы уже давно не было, еще с покупки заметил, что туда не закручена, а забита шпилька на 12)) Недавно она дала о себе знать, появились неприятные звуки при троганьи и торможении и когда я полез чтобы заменить подушку, болты обратно тупо не закрутились.
Пока шел ремкомплект из Китая (аналог Helicoil ) я как то на честном слове проездил месяцок, пока болт не выпал окончательно))
Ну а теперь теперь по делу:
так выглядит набор китайских резьбовых вставок с инструментом для восстановления резьб М12х1,5 —
качество на твердую 4
Вставка имеет глубину 14 мм или 9 витков, что в итоге оказалось вполне достаточно.
Замерил глубину отверстия, чтобы не лишкануть
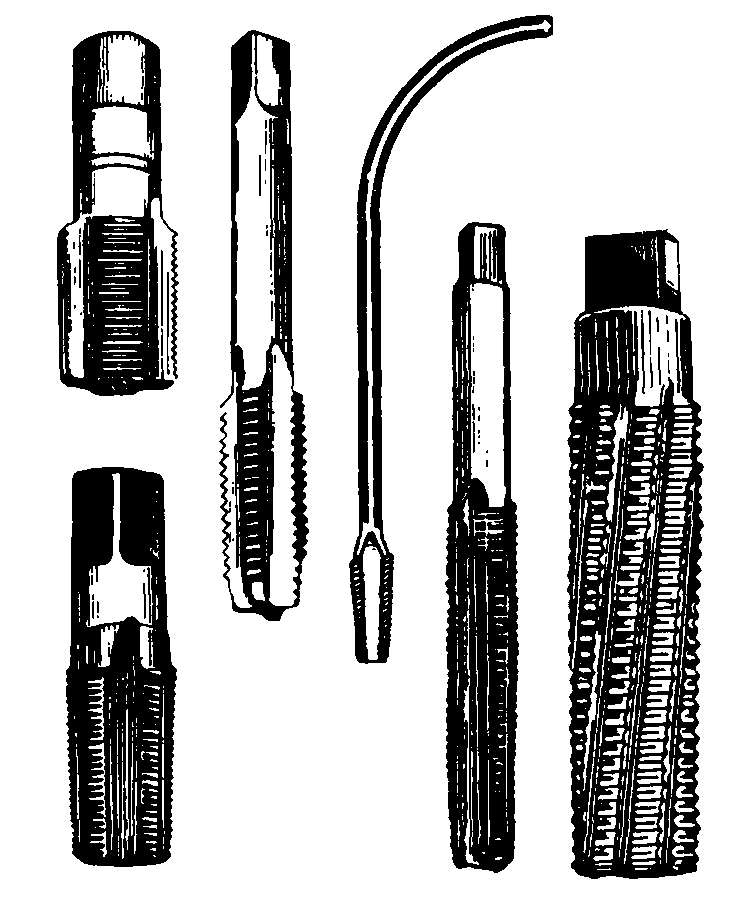
Метчик – инструмент, с помощью которого можно быстро и точно нарезать резьбу в подготовленном отверстии. Это стержень, разделенный на рабочую часть и хвостовик. Хвостовик служит для фиксации в воротке или патроне станка. Удаление стружки обеспечивают продольные или винтовые канавки, находящиеся на режущей части. Для изготовления этого инструмента используют углеродистые или быстрорежущие стали. Чтобы качественно нарезать внутреннюю резьбу, необходимо знать, как правильно выбрать метчик и подготовить отверстие.
Разновидности инструмента
Подходящий инструмент выбирают, в зависимости от особенностей обрабатываемого материала, требуемой производительности и других параметров. С помощью метчиков разных типов можно нарезать метрическую или дюймовую внутреннюю резьбу с цилиндрическим или коническим профилем.
С помощью метчиков разных типов можно нарезать метрическую или дюймовую внутреннюю резьбу с цилиндрическим или коническим профилем.
По способу ведения процесса различают модели:
- Проходные (универсальные). Их рабочая часть состоит из трех зон. Первая выполняет черновую нарезку, вторая – промежуточную, третья – чистовую.
- Комплектные. Для выполнения полного комплекса работ используют несколько инструментов – для черновой, промежуточной и чистовой нарезки. Комплекты состоят из трех метчиков, реже – из двух (для черновой и чистовой обработки). Для обработки особо прочных металлов используют комплекты с 5 инструментами.
Инструмент изготавливают двух типов: для обработки отверстия вручную или с помощью металлорежущего оборудования.
- Машинно-ручной. Имеет квадратный хвостовик. Работает в комплекте с держателем с двумя ручками – воротком.
- Машинный. Устанавливается в патрон металлообрабатывающих станков различных типов.


Для нарезки резьбы в непроходных и сквозных отверстиях применяют метчики разных конструкций:
- Для непроходных отверстий используют комплектный инструмент без конусного кончика. Работа обычно выполняется воротком.
- В сквозных отверстиях резьбу изготавливают метчиками с конусообразным кончиком. Чаще всего это разновидности инструмента универсального типа.
Каналы для отведения стружки имеют различные формы: прямую, винтовую, укороченную.
Для обработки материалов невысокой твердости подходят стружкоотводящие каналы любых форм. Чтобы метчиком нарезать резьбу в материалах высокой твердости, таких как нержавеющая и жаропрочная стали, применяют только инструмент, в котором режущие сегменты имеют шахматное расположение.
Как правильно определить диаметр отверстия?
Перед тем как нарезать резьбу, изготавливают отверстие, диаметр которого определяют по стандартизированным таблицам. Если подготовить отверстие, сечение которого меньше рекомендованной величины, инструмент выйдет из строя, если больше – результат будет некачественным.
Таблица соответствия метрических резьб и диаметров отверстий для них
| Обозначение резьбы | Диаметр, мм | Обозначение резьбы | Диаметр, мм | Обозначение резьбы | Диаметр, мм |
| М 2 | 1,6 | М 8 | 6,7 | М 22 | 19,4 |
| М 2.2 | 1,75 | М 9 | 7,7 | М 24 | 20,9 |
| М 2.5 | 2,05 | М 10 | 8,5 | М 27 | 23,9 |
| М 3 | 2,5 | М 11 | 9,5 | М 30 | 26,4 |
| М 3.5 | 2,9 | М 12 | 10,2 | М 33 | 29,4 |
| М 4 | 3,3 | М 14 | 12,0 | 31,9 | |
| М 5 | 4,2 | М 16 | 14,0 | М 39 | |
| М 6 | 5,0 | М 18 | 15,4 | М 42 | 37,4 |
| М 7 | 6,0 | М 20 | 17,4 | М 45 | 40,4 |
Таблица соответствия дюймовых резьб и диаметров отверстий для них
| Размер резьбы, дюймы | Диаметр, мм | Размер резьбы, дюймы | Диаметр, мм |
| 1/8 | 8,8 | 7/8 | 28,1 |
| 1/4 | 11,7 | 1 | 30,5 |
| 3/8 | 15,2 | 1 1/8 | 35,2 |
| 1/2 | 18,9 | 1 1/4 | 39,2 |
| 5/8 | 20,7 | 1 3/8 | 41,6 |
| 3/4 | 24,3 | 45,2 |
Этапы нарезания резьбы машинно-ручным метчиком
Порядок производства работ:
- Первый шаг – разметка в соответствии с чертежами.
- По отметкам производят кернение остро заточенным керном.
- Сверлят со средним нажимом на невысоких оборотах. Дрель должна находиться под прямым углом к поверхности. Перед началом работ сверло смазывают. Если глубина отверстия большая, то смазывание производят не только перед началом, но и во время работы. Глубина глухого отверстия должна быть несколько больше, чем нарезаемая длина. При отсутствии запаса резьба может получиться неполной.
- Повысить качество результата позволяет обработка зенкером, которая уменьшает конусность и обеспечивает параллельность боковых поверхностей.
- Метчик закрепляют в воротке, кончик его смазывают и вставляют в отверстие строго под прямым углом к поверхности. Делают первый оборот, несильно нажимая сверху на вороток. После первого оборота вперед следует сделать половину оборота назад для удаления стружки. Особую осторожность соблюдают при использовании универсального инструмента – он хрупкий и его легко повредить. Проще работать с комплектными моделями.

Полезные советы
- Чтобы правильно нарезать резьбу в металлах с низкой твердостью и высокой вязкостью, таких как алюминий, сплавы на его основе, медь, баббиты, метчик рекомендуется периодически вынимать для очистки каналов от налипшей стружки.
- При использовании комплектных моделей следует использовать полный набор. Пропуск чернового инструмента не ускоряет, а замедляет нарезание. Такое нарушение технологии приводит к снижению качества результата, а иногда и к выходу метчика из строя.
- Для предотвращения перекоса метчика через 2-3 нити проверяют вертикальность его положения с помощью угольника. Такая предосторожность особенно актуальна для глухих и мелких отверстий.
Процесс необходимо вести с применением жидкостей, предназначенных для смазки и охлаждения:
- в стальных элементах применяют эмульсии, льняное масло, олифу;
- в изделиях из алюминия и его сплавов – керосин;
- при обработке меди – скипидар.
Нарезать резьбу в деталях из чугуна или бронзы можно без применения смазки.
Нарезание резьбы в алюминии
Собственно в названии вопрос.
В стали нарезаю без проблем. А вот в дюрали хрень какая-то получается, мечик постоянно срывается и в итоге не резьба, а гуано.
смазочки надо бы добавить.
и отверстие нужного диаметра. фаску снять. и метчик надо ОСТРЫЙ, сиречь НОВЫЙ.
резать тремя метчиками . черновым, средним и чистовым.
quote: Originally posted by Serjant:
смазочки надо бы добавить.
если деталь не ответственная то можно отверстие на десятку больше сделать под нее (м2.5-М8) или 2 десятки (М10..)
Плюсом к сказанному, если хотите резьбовое соединение без люфта – порой и достаточно метчика первого номера. ) Хотите обычное – пройдите вторым номером.
Работал по молодости на заводе в иструм.цехе резьбошлифовщиком сам метчики резал.Так вот для люминя у нас применяли метчики с закруглёнными гранями,то есть таким метчиком резьба не режется,а выдавливается.
quote: Originally posted by Nikofar:
что для алюминиевых сплавов в качестве смазки при нарезании резьб используют керосин.
О, и по поводу диаметров под резьбу, не по-научному, а по-простому, учитывая, что в обычных магазинах свёрла 3, 3.5, 4, 4.5.
Какой диаметр под резьбу М3, М4, М5, М6 в стали и дюрали?
И второй вопрос: нужно резать резьбу 12″ на трубе обычной. Набор уже есть, посоветуйте небольшие недорогие трубные тисочки, со ссылкой
quote: Originally posted by proba999:
учитывая, что в обычных магазинах свёрла 3, 3.5, 4, 4.5.
quote: Originally posted by proba999:
Какой диаметр под резьбу М3, М4, М5, М6 в стали и дюрали?
quote: Originally posted by proba999:
небольшие недорогие трубные тисочки, со ссылкой
quote: небольшие недорогие трубные тисочки, со ссылкой
quote: Originally posted by HARON:
особенно если резьба под сгоны – вы дома умумукаетесь резьбу перепендикулярно трубе нарезать.
quote: Originally posted by proba999:
Какой диаметр под резьбу М3, М4, М5, М6 в стали и дюрали?
А вообще, метчик в отверстии надо «чувствовать» рукой, тогда резьба будет качественной. Ну и двумя метчиками начинающему легче получить качественную резьбу нежели «машинным» метчиком. Не ленитесь через 1,5-2 оборота нарезания резьбы слегка провернуть метчик назад, для обламывания стружки. а то и вовсе выкрутить метчик и продуть отверстие от стружки. для резьбы в дюрале это весьма пользительно.
quote: Originally posted by HARON:
зачем рядовому человеку таблицы?
Ещё раз спасибо, почерпнул много нового
А вот тисочки трубные недорогие так никто и не посоветовал со ссылкой
quote: Originally posted by proba999:
А вот тисочки трубные недорогие
quote: Originally posted by proba999:
Набор уже есть, посоветуйте небольшие недорогие трубные тисочки, со ссылкой Благодарю!
Ремонт резьбового отверстия (восстановление повреждённой резьбы)
Наша компания не занимается восстановлением резьбы.
 Данная статья служит исключительно для ознакомления с процессом восстановления резьбы. В наших магазинах вы можете купить футорки (резьбовые вставки) , сверла , метчики , наборы для восстановления резьбы .
Данная статья служит исключительно для ознакомления с процессом восстановления резьбы. В наших магазинах вы можете купить футорки (резьбовые вставки) , сверла , метчики , наборы для восстановления резьбы .Информация предназначена для лиц, производящих ремонт в условиях личного гаража, и автосервисов. В соответствии с этим выстроен текст и даны рекомендации. Применение данного метода на производственных предприятиях предполагает использование специфических инструментов и устройств, и другой технологии.
Способ восстановления резьбы
Повреждённую резьбу можно полностью восстановить по следующей технологии:
1. Рассверлить резьбовое отверстие до диаметра, указанного в приведённой ниже таблице
2. Нарезать в нём резьбу особого профиля специальным метчиком
3. Ввернуть в полученную резьбу спиральную ремонтную вставку (футорку из прочной нержавеющей стали, с помощью специального инструмента.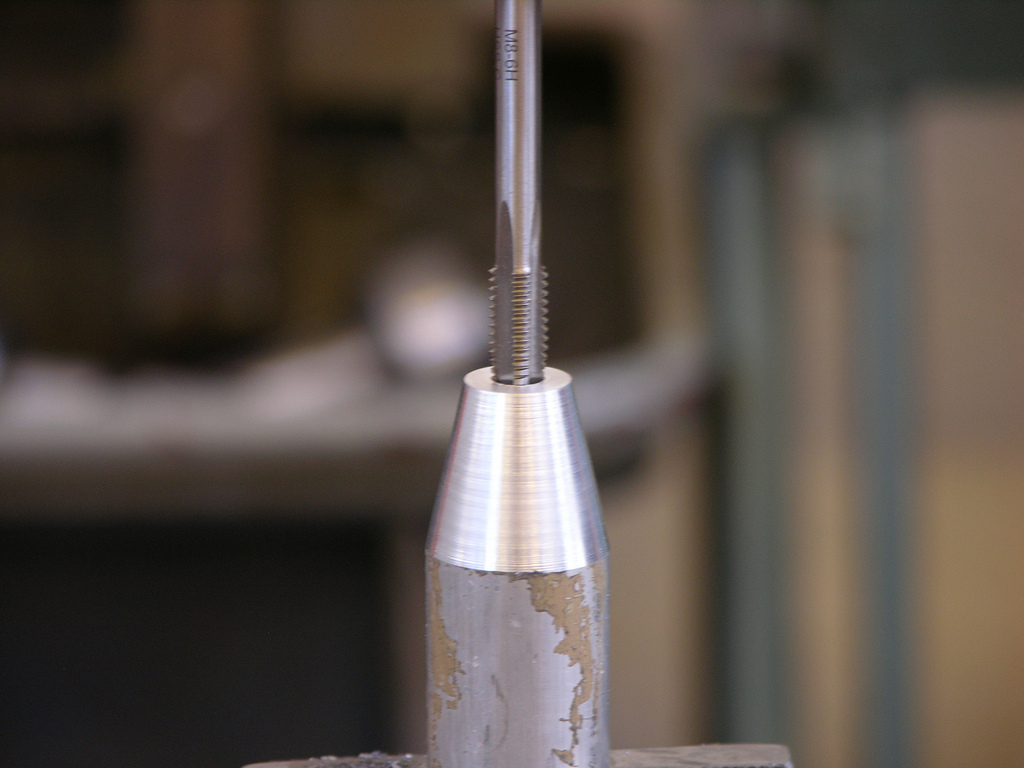
После такой операции резьба становится более прочной, чем первоначальная в исправном состоянии. Этот эффект особенно заметен, когда резьба выполнена в мягком материале, например, алюминии. При срыве болта (шпильки) в резьбовой вставке эффект “закусывания” отсутствует. Сорванный болт (шпильку) можно легко вывернуть.
Посмотрите видео, как используется резьбовая вставка
Какие возможности есть у резьбовых вставок
Особенно актуален этот способ для восстановления резьбовых отверстий в корпусных деталях автомобильных двигателей, например, свечного отверстия. Резьба под свечу становится очень прочной и надёжной.
Резьбовая вставка вкручена
Резьбовая вставка вкручена
Если сорвана резьба под шпильку , иногда рассверливают её, и нарезают резьбу следующего размера. В таком случае приходится применять ступенчатую шпильку неизвестного происхождения, сомнительного качества.
Ещё одно применение ремонтных резьбовых вставок – в латунных гайках выхлопного коллектора . Получается гайка, совмещающая очень прочную резьбу и свойство не «пригорать» к шпилькам.
Владельцам некоторых иномарок стоит обратить внимание и на возможность замены резьбы М12 х 1,5 на резьбу М12 х 1,25. Нередко случается, что болт с такой резьбой повреждён, а найти его в розничной сети в вашем городе практически невозможно (в нашем магазине есть такие болты ). Токарь приличный болт не выточит, т.к. резьба на заводских болтах формируется давлением (накаткой), что обеспечивает необходимую прочность. А на токарном станке резьба получается резцом, при этом волокна стального прутка перерезаются и витки резьбы не могут нести необходимой нагрузки.
Если заменить резьбу в корпусной детали на более распространённую в России М12 х 1,25 , появляется возможность подобрать болт необходимых размеров и прочности в ассортименте Российских и Европейских производителей автомобильного крепежа, представленных в нашем каталоге.
Видео – как работает резьбовая вставка, демонстрация
Какие инструменты применяются при восстановлении резьбы
| № п/п | Размеры восстанавливаемой резьбы | Диаметр сверла |
| 1 | М5 х 0,8 | 5,2 |
| 2 | М6 х 1 | 6,3 |
| 3 | М8 х 1 | 8,3 |
| 4 | М8 х 1,25 | 8,4 |
| 5 | М10 х 1 | 10,25 |
| 6 | М10 х 1,25 | 10,4 |
| 7 | М10 х 1,5 | 10,5 |
| 8 | М12 х 1,25 | |
| 9 | М12 х 1,5 | 12,5 |
| 10 | М12 х 1,75 | 12,5 |
| 11 | М14 х 2 | 14,5 |
| 12 | М14 х 1,5 | 14,5 |
| 13 | М14 х 1,25 (под свечу) | 14,25 |
Для ремонта свечного отверстия рекомендуется метчик ступенчатый. Он центрируется в старом отверстии своей заходной частью, и сразу нарезает новую резьбу, минуя операцию рассверливания.
Он центрируется в старом отверстии своей заходной частью, и сразу нарезает новую резьбу, минуя операцию рассверливания.
Ступенчатый метчик существенно уменьшает риск порчи свечного отверстия, но он заметно дороже обычного.
Для удлинения метчика при ремонте глубоко утопленного свечного отверстия можно использовать обычную торцовую двенадцатигранную головку на 10 с соответствующим инструментом.
3. Шпиндель (инструмент для вворачивания вставки)
Рабочая часть шпинделя похожа на резьбовую часть болта, с зацепом на торце.
Вставка представляет собой спираль ромбовидного профиля.
На одном конце её имеется поводок, за который вставка вращается шпинделем.
Вставки имеют разные длины.
Описание технологии восстановления резьбы
Внимание: эта технология применяется для ремонта резьбовых отверстий в бытовых, гаражных условиях.
1. Рассверлить отверстие. Периодически вынимать сверло из отверстия и обмакивать его конец в ёмкость с моторным маслом.
2. Нарезать метчиком резьбу под вставку. В процессе работы необходимо постоянно подавать в зону резания моторное масло, например из медицинского шприца, особенно при работе с алюминием. Иначе резьба может получиться «рваной», шероховатой, а на метчик налипнет алюминий.
Если отверстие глухое — вместо моторного масла лучше применить смазку, например Литол. Ею нужно обмазать рабочую часть метчика, чтобы стружка не сыпалась в отверстие, а прилипла к метчику.
3. Промыть полученную резьбу керосином.
4. Надеть вставку на шпиндель, ввести в зацепление поводок и зацеп.
Нужно иметь в виду, что вставка несколько больше шпинделя, она не сидит на нём плотно, а свободно болтается. При вкручивании в отверстие вставка сжимается и тем самым закрепляется в отверстии. Вставку вворачивать до тех пор, пока её задний конец не углубится в отверстие на 1/4 шага резьбы. После этого вывернуть шпиндель и отломить поводок вставки, надавив на него подходящим стержнем. Для этого на витке за поводком имеется риска, по которой и отломится поводок. Примечание:При использовании ступенчатого метчика пункт 1 исключается.
Для этого на витке за поводком имеется риска, по которой и отломится поводок. Примечание:При использовании ступенчатого метчика пункт 1 исключается.
Наша компания не занимается восстановлением резьбы. Данная статья служит исключительно для ознакомления с процессом восстановления резьбы. В наших магазинах вы можете купить футорки (резьбовые вставки) , сверла , метчики , наборы для восстановления резьбы.
Замечено, что на многих гольфах крепление задней подушки двигателя ( или КПП ) это проблемное место, а именно внутренняя резьба в алюминиевом картере КПП.
Так вот у меня резьбы уже давно не было, еще с покупки заметил, что туда не закручена, а забита шпилька на 12)) Недавно она дала о себе знать, появились неприятные звуки при троганьи и торможении и когда я полез чтобы заменить подушку, болты обратно тупо не закрутились.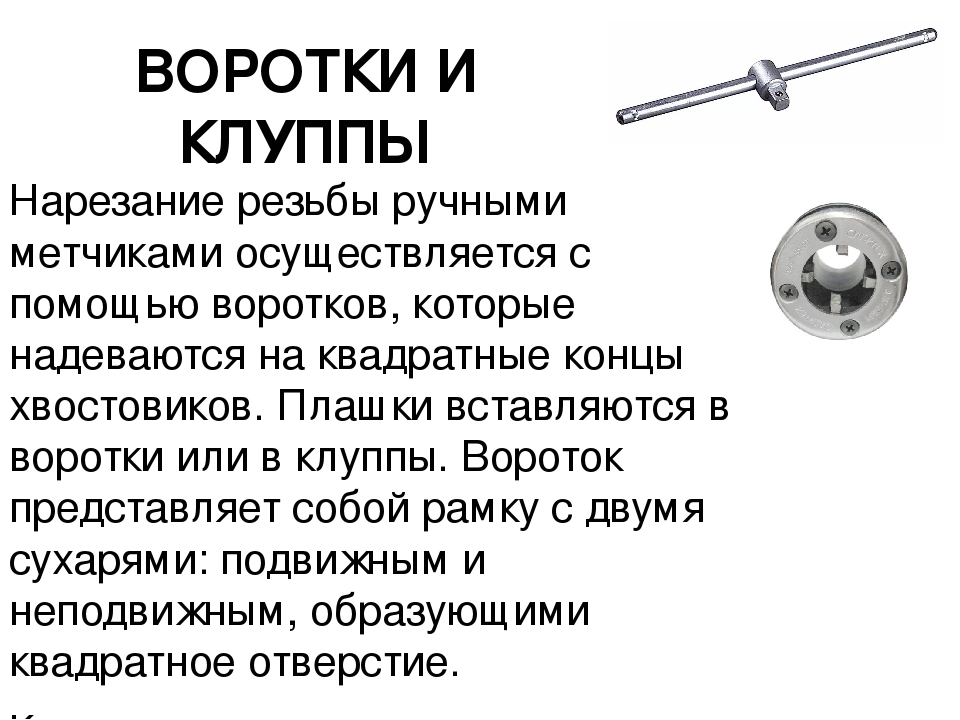
Пока шел ремкомплект из Китая (аналог Helicoil ) я как то на честном слове проездил месяцок, пока болт не выпал окончательно))
Ну а теперь теперь по делу:
так выглядит набор китайских резьбовых вставок с инструментом для восстановления резьб М12х1,5 —
качество на твердую 4
Вставка имеет глубину 14 мм или 9 витков, что в итоге оказалось вполне достаточно.
Замерил глубину отверстия, чтобы не лишкануть
Сорвал резьбу в алюминии. Восстанавливаю проверенным способом | Заметки автомеханика
Сорвать резьбу в алюминии проще простого! Достаточно немного переборщить при закручивании болта и резьбы как и небыло.
Но в алюминии так же просто можно восстановить резьбу. Расскажу два проверенных и эффективных способа в статье.
Здравствуйте уважаемые читатели!
Большинство автовладельцев, занимающихся ремонтом автомобилей, знают не по наслышке на сколько просто провернуть резьбу в алюминии.
Чаще всего срывают резьбу болтов, которые крепят клапанную крышку. Как раз такая неприятность случилась с нашим клиентом.
Как раз такая неприятность случилась с нашим клиентом.
Беда в том, что в данные отверстия крепится спец оборудование для регулировки хода насос форсунок, поэтому у меня небыло другого варианта, кроме как восстановить резьбу.
Два эффективных способа восстановления резьбы в алюминии
Нарезаем новую резьбу в алюминииНарезаем новую резьбу в алюминии
Нарезать новую резьбу
В алюминии проще всего нарезать резьбу большего диаметра, нежели восстанавливать старую.
Используем ремонтную шпилькуИспользуем ремонтную шпильку
Нарезаем новую резьбу и закручиваем болт большего диаметра, либо используем ремонтную шпильку (на фотографии выше).
Но в моем случае этот вариант не подходит.
Восстановление резьбы с помощью ремонтной вставки
Футорки для ремонта резьбыФуторки для ремонта резьбы
Простой и проверенный способ восстановить резьбу — использовать ремонтную вставку (футорку).
Нарезаем резьбу по наружному диаметру футорки и вкручиваем ее.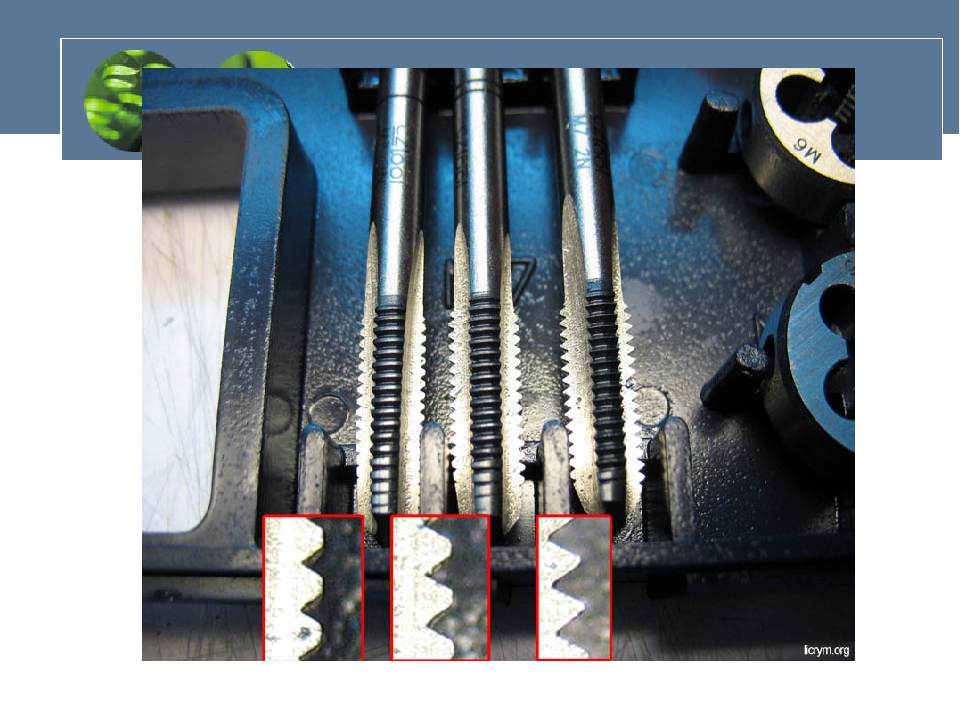
Для надёжности я использую фиксатор резьбы.
Затем в футорку спокойно закручиваем болт. Несколько раз видел, что на форумах данный способ считают неэффективным.
По своему опыту могу сказать, что болт в футорке держится отлично. За несколько лет работы ни разу не было случая, чтобы болт в футорке провернулся или выпал вместе с ней.
Полезные материалы, а так же мануалы по ремонту автомобилей вы найдете в моей группе ВК. Вступить в группу можно по ссылке.
А какими способами восстанавливаете резьбу вы? Пишите в комментариях.
Спасибо за внимание, удачного Вам дня!
Дедовский метод, как восстановить резьбу в алюминии: простые советы от мастеров
В ситуации, когда сорвана резьба в основании из алюминия, оказаться может каждый. Но это не является поводом для паники, ведь есть 2 проверенных способа, позволяющих исправить неприятность своими руками в домашних условиях. О каждом из них поговорим далее.
О каждом из них поговорим далее.
С помощью метчика-болта
Вариант, когда размер нового болта не имеет принципиального значения, позволяет воспользоваться самым простым способом восстановления резьбового соединения.
Все, что понадобится сделать в случае обнаружения проблемы, – это:
- Взять болт подходящего размера и отшлифовать его. Шлифовка чрезвычайно важна, так как даже самый маленький кусочек ржавчины станет проблемой при нарезании новой резьбы.
- Установив будущий метчик в тиски, обточите его наподобие конуса, как на фото. Это позволит легко ввести импровизированный метчик в отверстие меньшего диаметра и раздать его до нужных размеров.
- После этого нарежьте 3 канавки, по которым будет выходить стружка. Важно нарезать их под одинаковым углом к продольному стержню.
Все, что останется сделать для получения новой резьбы, – это зажать головку болта пассатижами, гаечным или накидным рожковым ключом и осторожно, но с некоторым нажимом, ввернуть самодельный метчик в отверстие.
Все движения должны быть плавными. Стружку, которая будет вытесняться при изготовлении внутренних колец, нужно удалять при помощи мягкой кисти.
Смотрите также:
С ремонтной вставкой
В случае, когда вышеописанный способ не подходит, выручит ремонтная вставка, или футорка.
Это приспособление позволяет использовать болт того же диаметра, что использовался до порчи.
Порядок работы следующий:
- Подготавливаем футорку нужного размера.
- При помощи метчика, размер которого соответствует наружному диаметру вставки, прорезаем отверстие для ввинчивания футорки.
- После тщательной очистки от стружки устанавливаем вставку и фиксируем ее стопорным кольцом. В результате отверстие будет выглядеть так, как на фото, и будет полностью идентичным старому.
Если соблюсти все тонкости установки вставки с двусторонней резьбой, то надежность такого способа ремонта будет наивысшей. Единственным минусом такого вида ремонта является необходимость иметь в запасе много вставок нужного диаметра и метчик.
Единственным минусом такого вида ремонта является необходимость иметь в запасе много вставок нужного диаметра и метчик.
Смотрите также:
Причин для порчи резьбы на алюминиевых деталях достаточно много. Одно неосторожное движение или сила, которой оказалось слишком много для затягивания, становится началом новой проблемы. Но она очень легко решается, если знать и правильно применять способы ремонта, которыми пользуются опытные автолюбители и профессиональные автослесари.
[democracy]
[democracy]
Автор: Баранов Виталий Петрович
Образование: среднее специальное. Специальность: автослесарь. Профессиональная диагностика, ремонт, ТО легковых авто зарубежного производства 2000-2015 г.в. Большой опыт работы с Японскими и Немецкими авто.
Профессиональная диагностика, ремонт, ТО легковых авто зарубежного производства 2000-2015 г.в. Большой опыт работы с Японскими и Немецкими авто.
Нарезка резьбы в алюминии метчиком
Нарезание резьбы в алюминиевом профиле
Нарезание резьбы в алюминиевом профиле
shalek » 20 фев 2016, 14:50
Re: Нарезание резьбы в алюминиевом профиле
trafbite » 20 фев 2016, 14:55
Re: Нарезание резьбы в алюминиевом профиле
elephant007 » 20 фев 2016, 16:13
Re: Нарезание резьбы в алюминиевом профиле
MX_Master » 20 фев 2016, 16:31
Re: Нарезание резьбы в алюминиевом профиле
shalek » 20 фев 2016, 16:34
Re: Нарезание резьбы в алюминиевом профиле
MX_Master » 20 фев 2016, 16:40
Re: Нарезание резьбы в алюминиевом профиле
shalek » 20 фев 2016, 16:44
Re: Нарезание резьбы в алюминиевом профиле
MX_Master » 20 фев 2016, 16:50
Re: Нарезание резьбы в алюминиевом профиле
Predator » 20 фев 2016, 16:51
Ну это не совсем саморезы, но резьба шурупная, болты такие есть.
Мажут салом свиным, а не маслом
Есть одна мыслишка, как нарезать, правда муторно это.
Re: Нарезание резьбы в алюминиевом профиле
shalek » 20 фев 2016, 17:00
Re: Нарезание резьбы в алюминиевом профиле
MX_Master » 20 фев 2016, 17:14
Думаю, смысл в том, чтобы восполнить отсутствующую часть диаметра, а уж потом нарезать без болтанки. Если по быстрому, можно брусок внутрь забить. Нарезать резьбу. Потом брус вытащить (вкрутив в него саморез и потянув). Ну или оставить брус внутри для жесткости.
Собственно в названии вопрос.
В стали нарезаю без проблем. А вот в дюрали хрень какая-то получается, мечик постоянно срывается и в итоге не резьба, а гуано.
смазочки надо бы добавить.
и отверстие нужного диаметра. фаску снять. и метчик надо ОСТРЫЙ, сиречь НОВЫЙ.
резать тремя метчиками . черновым, средним и чистовым.
quote: Originally posted by Serjant:
смазочки надо бы добавить.
если деталь не ответственная то можно отверстие на десятку больше сделать под нее (м2.5-М8) или 2 десятки (М10..)
Плюсом к сказанному, если хотите резьбовое соединение без люфта – порой и достаточно метчика первого номера. ) Хотите обычное – пройдите вторым номером.
Работал по молодости на заводе в иструм.цехе резьбошлифовщиком сам метчики резал.Так вот для люминя у нас применяли метчики с закруглёнными гранями,то есть таким метчиком резьба не режется,а выдавливается.http://мотсинс.рф/nakatniki-raskatniki/
quote: Originally posted by Nikofar:
что для алюминиевых сплавов в качестве смазки при нарезании резьб используют керосин.
О, и по поводу диаметров под резьбу, не по-научному, а по-простому, учитывая, что в обычных магазинах свёрла 3, 3.5, 4, 4.5.
Какой диаметр под резьбу М3, М4, М5, М6 в стали и дюрали?
И второй вопрос: нужно резать резьбу 12″ на трубе обычной. Набор уже есть, посоветуйте небольшие недорогие трубные тисочки, со ссылкой
quote: Originally posted by proba999:
учитывая, что в обычных магазинах свёрла 3, 3.5, 4, 4.5.
quote: Originally posted by proba999:
Какой диаметр под резьбу М3, М4, М5, М6 в стали и дюрали?
quote: Originally posted by proba999:
небольшие недорогие трубные тисочки, со ссылкой
quote: небольшие недорогие трубные тисочки, со ссылкой
quote: Originally posted by HARON:
особенно если резьба под сгоны – вы дома умумукаетесь резьбу перепендикулярно трубе нарезать.
Это верно. Возможно если только в крепко закрепленных тисках.. с правильно (ровно) сделанным заходом под резьбу и желательно не более 11 ниток, что вполне достаточно для нормального соединения, а если под муфту и контргайку лучше сгоны резать токарным методом их потом проще приварить куда надо..))
quote: Originally posted by proba999:
Какой диаметр под резьбу М3, М4, М5, М6 в стали и дюрали?
А вообще, метчик в отверстии надо «чувствовать» рукой, тогда резьба будет качественной. Ну и двумя метчиками начинающему легче получить качественную резьбу нежели «машинным» метчиком. Не ленитесь через 1,5-2 оборота нарезания резьбы слегка провернуть метчик назад, для обламывания стружки. а то и вовсе выкрутить метчик и продуть отверстие от стружки. для резьбы в дюрале это весьма пользительно.
Про смазку уже сказали.
quote: Originally posted by HARON:
зачем рядовому человеку таблицы?
Ещё раз спасибо, почерпнул много нового
А вот тисочки трубные недорогие так никто и не посоветовал со ссылкой
quote: Originally posted by proba999:
А вот тисочки трубные недорогие
quote: Originally posted by proba999:
Набор уже есть, посоветуйте небольшие недорогие трубные тисочки, со ссылкой Благодарю!
Резьбовое соединение является основным способом соединения деталей. При изготовлении своими руками любого приспособления из металла возникает необходимость самостоятельного нарезания резьбы. Нарезка позволяет своими руками сформировать резьбу в различных отверстиях.
На практике приходится иметь дело с различными материалами, которые отличаются по своим свойствам. Нарезка должна учитывать особенности материала. Существуют определенные правила, выработанные годами, которые позволяют качественно выполнить нарезание резьбы разных размеров и видов.
Особенности строения метчиков
Метчик, относящийся к группе слесарно-токарных режущих инструментов, имеет форму стержня, на котором выполнен режущий элемент. Он предназначается для нарезания внутренней резьбы, то есть внутри отверстия в различных материалах, а также для восстановления поврежденной внутренней резьбы.
Набор металлорежущего инструмента: а — сверла, б — зенкеры, в — развертки, г — метчики, д — плашки.
Инструменты состоят из рабочей и хвостовой частей. В свою очередь, рабочая часть делится на заборный (режущий) и калибрующий участок. Режущий участок ответствен за основную функцию метчика — нарезание резьбы, и, чаще всего, имеет конусную форму. Он обладает зубьями в виде резцов, размещенных по окружности. Калибрующий участок выполняет задачу окончательного формирования. Он выполнен в виде цилиндра с зубьями, являющимися продолжением зубьев режущего участка. Этот участок значительно длиннее заборного. Рабочая часть в продольном направлении разрезана канавками, которые предназначены для формирования резцов и вывода стружки. В метчиках диаметром до 22 мм выполняется три канавки. Устройства специального назначения могут изготавливаться без канавок. Канавки могут быть прямыми или винтообразными.
Хвостовая часть имеет форму цилиндра. На конце участка выполнен квадрат для установки в крепежный инструмент. В этой части выбивается маркировка по диаметру. С помощью хвостовика инструмент фиксируется в ручном держателе или патроне станка.
Основные виды метчиков
По способу использования метчики делятся на два типа — ручные и машинные. Первые устанавливаются в ручных держателях (воротках) и предназначены для нарезания внутренней резьбы вручную. Машинные крепятся в специальные держатели для патронов токарного станка.
По виду резьбы, нарезаемой метчиком, они делятся на несколько видов. Метрический предназначен для нарезания наиболее распространенной метрической резьбы. Трубный формирует внутреннюю резьбу на трубах, а также усиленную в отверстиях металлических деталей. Дюймовый — это устройство для специальной дюймовой резьбы, а также конусообразной. Специализированные гаечные метчики изготавливаются из очень прочной стали (Р6М5) и имеют особую форму хвостовиков.
Кроме того, метчики подразделяются на одиночные и комплектные. Комплектные применяются для того, чтобы резать в несколько заходов. Комплект может содержать два метчика — чистовой и черновой; или три метчика — черновой, средней обработки и чистовой. Комплектность указывается на хвостовой части инструмента. Метчики в комплекте отличаются по форме зуба: у чернового зуб имеет трапециевидную форму; у среднего — треугольник с закругленной вершиной; у чистового — треугольник с острой вершиной.
Основные параметры
Нарезание резьбы метчиком.
В общем случае нарезать резьбу — это значит изготовить выступ на внутренней поверхности отверстия так, чтобы он образовал винтовую линию. Такой выступ, как и вся резьба, характеризуется следующими основными параметрами: угол подъема винтообразной линии, шаг, вид профиля выступа и угол подъема профиля, наружный и внутренний диаметр. Кроме того, принято выделять еще глубину, определяемую по наружному и внутреннему диаметрам.
По направлению резьба может быть правой, когда винтообразный выступ поднимается против часовой стрелки, и левой, когда направление подъема выступа совпадает с движением часовой стрелки. По форме профиля выступа выделяются два основных типа: резьба с прямоугольным профилем и с треугольным профилем. Существуют еще специальные формы профиля, но они в бытовых условиях практически не применяются.
Основной является метрическая резьба. Такой профиль представляет собой треугольник с углом профиля 60º. По шагу метрическая делится на резьбу с крупным шагом и с мелким шагом. Пример полного обозначения метрической резьбы — М10х1-6Н. Обозначение нужно понимать следующим образом:
Таблица выбора метчиков для нарезания резьбы.
- М — метрическая резьба;
- 10 — номинальный диаметр;
- 1 — шаг резьбы;
- 6Н — пределы допуска отклонений размеров.
При нормальном (крупном шаге) обозначение сокращается (например, М10). В случае левой резьбы, вводится обозначение LH.
Вторым по распространенности в быту является трубный цилиндрический тип. Профиль представляет собой треугольник с углом при вершине 55º. Такой тип используется при соединении труб и цилиндров, где нужна повышенная герметичность соединения. Трубная цилиндрическая резьба обозначается буквой G с указанием диаметра в дюймах.
Упорная резьба основана на трапециевидном профиле с углами наклона с одной стороны 3º, с другой — 30º. В обозначение входит буква S, диаметр и шаг.
Выбор подходящего метчика
Схема нарезания внешней и внутренней резьбы.
Вначале выбирается тип метчика по виду резьбы и ее назначению (форма профиля, шаг резьбы, допуски). По требованиям (классу) точности определяется, следует ли применить одинарный метчик или необходим комплект. Кроме того, метчики выпускаются с различной чистотой обработки их режущего элемента, что влияет на точность нарезания профиля резьбы.
Материал, в котором надо нарезать резьбу, влияет на выбор метчика. Так, следует учитывать передний угол заточки зубьев. Он составляет для стали — 5-10º, для медных сплавов — 0-5º, для алюминия и сплавов — 25-30º. Устройства могут изготавливаться из обычных сталей, высокопрочных сталей или высокопрочными напайками, что должно учитываться при рассмотрении того, материал какой прочности обрабатывается.
Основной выбор делается по диаметру отверстия, в котором производится нарезание внутренней резьбы. Диаметр метчика должен быть немного меньше диаметра отверстия. Так, для метрической резьбы М20 (диаметр метчика 20 мм) диаметр отверстия составляет 19 мм. При метрической резьбе, если нет особых требований, то выполняется стандартный шаг. Например, резьба М4 — шаг 0,7 мм; М5 — 0,8 мм; М10 — 1,5 мм; М12 — 1,75 мм и т.д.
Инструмент для крепления
Схемы нарезания резьбы плашками.
Для того чтобы обеспечить нарезание резьбы, метчику необходимо придать вращательное движение с приложением усилия. Эту функцию выполняет ручной держатель — вороток. Он обеспечивает вертикальное крепление инструмента и возможность приложения значительной нагрузки за счет рычагов. Стандартная конструкция воротка содержит узел крепления метчика и удлиненные ручки, при помощи которых можно вращать приспособление вручную с усилием.
Крепление устройства осуществляется двумя способами. Одна из конструкций воротка состоит из двух частей. При сочленении этих частей внутри формируется отверстие для установки метчика. Обе части сближаются на регулируемое расстояние, которое устанавливается винтами. Второй вариант предусматривает единую конструкцию воротка с отверстием по центру. Метчик вставляется в это отверстие и зажимается 3-4 стопорными винтами. Ручки воротка выполнены с обеих сторон. Длины ручек могут составлять 15-25 см.
Подготовка к нарезанию
Нарезка внутренней резьбы начинается с просверливания нужного отверстия — сквозного или глухого. Главное условие: отверстие должно быть меньше диаметра резьбы. При сверлении отверстия рекомендуется выбирать сверло из следующего условия:
- при резьбе М3 — диаметр сверла 2,5 мм;
- при М4 — 3,4 мм;
- при М5 — 4,2 мм;
- при М6 — 5 мм;
- при М8 — 6,7 мм;
- при М10 — 8,4 мм.
Если необходимо нарезать большую резьбу, то диаметр отверстия определяется приблизительно умножением диаметра резьбы на 0,8.
Отверстие для нарезания внутренней резьбы делается на сверлильном станке или электродрелью. В последнем случае заготовка зажимается в тиски. Необходимо следить, чтобы сверло направлялось строго вертикально. На верхней кромке отверстия снимается фаска для облегчения входа метчика. Ее можно сделать сверлом большего диаметра или напильником. После сверления отверстие тщательно очищается от стружки, что особенно важно для глухих отверстий.
Нарезка резьбы метчиком
Деталь, в которой просверлено отверстие для внутренней резьбы, закрепляется в тиски так, чтобы фаска на отверстии находилась вверху. Ось отверстия должна расположиться строго перпендикулярно столу. Метчик надежно закрепляется в гнезде воротка и вертикально вводится в фаску отверстия заготовки. Держась обеими руками за ручки воротка, метчик прижимают к детали и вращают по часовой стрелке. Вращение производится плавно и равномерно с легким нажимом. Так делается два оборота вперед. Затем производится поворот на половину оборота назад (против часовой стрелки). В такой последовательности просверливается все отверстие.
При нарезании резьбы болт нужно закреплять.
При нарезке резьбы необходимо периодически охлаждать инструмент. Рекомендуется использовать следующие вещества: при работе с алюминием и его сплавами — керосин, с медью — скипидар, со стальными деталями — эмульсию. Для таких металлов, как бронза или чугун, охлаждающие смазки можно не применять.
Нарезку внутренней резьбы метчиком лучше всего производить комплектными метчиками. Вначале нарезается черновая резьба. Потом аналогично пропускают средний метчик, и только потом резьба окончательно формируется с помощью чистового. Исключение из процесса какого-либо метчика не приведет к заметному ускорению процесса, но значительно ухудшит качество работы.
Основные правила нарезки
Внутренняя резьба метчиком должна делаться с обязательным соблюдением определенных правил. В случае нарезания в длинных отверстиях, в глухих отверстиях, в алюминии или меди, метчик нужно временами извлекать наружу, а отверстие тщательно прочищать от частиц металла.
Нарезку рекомендуется производить полным комплектом устройства. Средний и чистовой вначале проворачиваются в отверстии вручную без закрепления в воротке и только после этого закрепляются в нем и прогоняются с легким усилием. Резьба внутри глухих отверстий нарезается длиной, большей расчетной длины резьбы на длину режущего участка метчика.
Введение метчика в отверстие необходимо тщательно контролировать по вертикали.
Через каждые три оборота воротка следует проверять вертикальность угольником.
Обязательно используется охлаждающая жидкость.
При нарезке могут возникнуть характерные дефекты, за появлением которых необходимо пристально следить. Шероховатая или неравномерная резьба появляется при недостаточном охлаждении или перекосе метчика. Неполное формирование профиля может проявиться при неправильном просверливании отверстия. По той же причине могут происходить перекосы направления и поломки инструмента.
Необходимый инструмент
Для нарезания резьбы метчиком понадобится следующий инструмент:
- набор метчиков;
- вороток;
- тиски;
- электродрель;
- набор сверл;
- плоскогубцы;
- отвертка;
- напильник;
- наждачная бумага;
- штангенциркуль;
- угольник.
При изготовлении своими руками различных приспособлений не удастся обойтись без резьбовых соединений. Нарезка метчиками является важнейшим этапом таких работ. При выполнении определенных правил ее можно произвести самостоятельно.
Нарезка резьбы в деталях, особенности и советы
Внутреннюю резьбу нарезают с помощью метчиков. При нарезании резьбы диаметром до 8 мм вручную пользуются комплектом из трех метчиков: чернового, среднего и чистового, которые на цилиндрической части хвостовика имеют соответственно одну, две и три кольцевые риски.
Большое значение имеет правильный выбор диаметра отверстия. Если диаметр больше, чем следует, то внутренняя резьба не будет иметь полного профиля и получится непрочное соединение. При меньшем диаметре отверстия вход метчика в него затруднен, что ведет к срыву первых ниток резьбы или к заклиниванию и поломке метчика.
Диаметр отверстия под метрическую резьбу можно приближенно определить, умножив размер резьбы на 0,8 (например, для резьбы М2 сверло должно иметь диаметр 1,6 мм, для М3 — 2,4-2,5 мм и т. д. (см. таблицу).
Таблица 1. Диаметры сверл для высверливания отверстий под метрические резьбы.
Сначала резьбу нарезают первым метчиком, затем — вторым. Для скалывания стружки метчик после каждого оборота по часовой стрелке поворачивают на пол-оборота в обратном направлении. Для охлаждения метчика и уменьшения усилия при нарезании резьбы применяют смазки: для алюминия — керосин, для меди — скипидар, для стали — эмульсию.
Бронзу н чугун режут без смазки.
При нарезании глухого отверстия его глубина должна быть больше, чем длина требуемой резьбы, на 3-4 мм. При этом необходимо периодически вывертывать метчик для удаления из отверстия стружки.
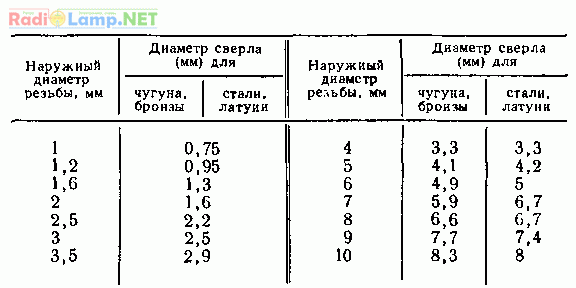
Наружную резьбу на винтах, болтах и шпильках нарезают вручную с помощью плашек. Диаметр стержней под наружную метрическую резьбу следует подбирать по таблице.
Таблица 2. Диаметры стержней под метрическую резьбу, выполняемую плашками.
| Наружный диаметр резьбы, мм |
Диаметр стержня, мм |
Наружный диаметр резьбы, мм |
Диаметр стержня, мм |
| 3 | 2,94 | 6 | 5,92 |
| 3,5 | 3,42 | 7 | 6,9 |
| 4 | 3,92 | 8 | 7,9 |
| 4,5 | 4,42 | 9 | 8,9 |
| 5 | 4,92 | 10 | 9,9 |
Стержень под резьбу должен иметь чистую поверхность; нельзя нарезать резьбу на стержнях, покрытых окалиной нли ржавчиной, так как в этом случае плашки быстро изнашиваются. Перед нарезанием резьбы стержень зажимают в тисках так, чтобы его конец выступал над уровнем губок тисков немного больше длины нарезаемой части, а на самом конце стержня снимают фаску.
В начале нарезания резьбы необходимо следить за тем, чтобы плашка врезалась в стержень без перекоса. При перекосе плашки профиль резьбы искажается, а зубья плашки могут сломаться.
Литература: В. Г. Бастанов. 300 практических советов, 1986г.
Как нарезать резьбу метчиком — Мекка инструмента
Метчик – это металлорежущий инструмент, предназначенный для ручной или машинной нарезки резьбы в заранее просверленном отверстии. Благодаря простоте конструкции выполнять эту операцию можно практически в любых условиях, при минимуме используемых приспособлений.
Выбор инструмента
Метчик подбирается в зависимости от материала, параметров отверстия и способа нарезки – ручного или машинного. По способу нарезки они подразделяются на универсальные и комплектные. Первые осуществляют черновую, промежуточную и чистовую нарезку за один проход, в комплектных вся операция разделена на 2-3 метчика. По способу применения метчики разделяются на ручные и машинные.
При нарезке глухих отверстий применяются комплектные метчики. Обычно используется ручная обработка. Для сквозных отверстий используется универсальный инструмент. Выбирая метчик необходимо учесть и форму его канала для отвода стружки, которая может быть прямой, винтовой или укороченной. При невысокой твердости материала заготовки можно использовать инструмент с любой формой канала, для нержавеющих и жаропрочных сталей – с шахматным расположением режущих сегментов. Очень важно правильно подобрать диаметр отверстия, для чего используются готовые таблицы.
Этапы нарезки
При работе с метчиком необходимо придерживаться следующего порядка работ:
- Разметка и кернение под отверстие в соответствии с чертежом.
- Сверление отверстия или рассверливание имеющегося под требуемый диаметр. Операция проводится на невысоких оборотах со средним нажимом. Сверло желательно смазать густой смазкой до начала и в процессе работы. При подготовке глухого отверстия необходим запас длины.
- Обработка отверстия зенкером для повышения качества поверхности.
- Установка метчика в вороток и смазка режущей части.
- Расположение инструмента в отверстии строго под прямым углом к горизонтальной оси.
- Нарезка резьбы путем одного оборота по ходу нарезки и половины в обратную сторону для удаления стружки.
Полезные советы
При нарезки резьб в отверстиях алюминиевых и медных деталей, а также заготовок из других вязких материалов с низкими показателями твердости, необходимо периодически полностью извлекать метчик для очистки от стружки. Обязательно используйте все номера комплекта. Если исключить черновой метчик то ухудшается качество результата, замедляется процесс нарезки и возможен выход из строя инструмента.
Очень важно обеспечить строго вертикальное расположение инструмента в процессе нарезки и исключить его перекос. Для этого проверяйте его положение угольников через каждые 2-3 полных оборота. Правильно подбирайте смазку в зависимости от материала детали. Для стали подойдут эмульсии или льняное масло, для алюминия и его сплавов – керосин, для меди — скипидар. При работе с чугуном и бронзой можно не использовать смазку.
COMOWARE Набор для метчиков и штампов — Инструмент для резьбы SAE 40 шт. С чемоданом для хранения углеродистой стали, латуни и алюминиевого сплава —
В настоящее время недоступен.
Мы не знаем, когда и появится ли этот товар в наличии.
- Убедитесь, что это подходит введя номер вашей модели.
- КОМБИНИРОВАННЫЙ НАБОР МЕТЧИКА И ПЛАСТИНЫ: Он поставляется с полным набором самых популярных метчиков и штампов SAE с грубым и мелким размером, а также всеми необходимыми разводными ключами, ручками, измерителем шага и чемоданом для хранения indexd.
- ПРОФЕССИОНАЛЬНЫЙ МАТЕРИАЛ МЯГКИЙ МЕТАЛЛ: все режущие зубья обрабатываются точным числовым программным управлением и подвергаются точной термообработке с твердостью 60 HRC по Роквеллу для получения наилучших характеристик резьбы. Конические грубые и тонкие метчики и плашки для более легкого и плавного заправки резьбы и предотвращения чрезмерной заправки резьбы.
- ШИРОКОЕ ПРИМЕНЕНИЕ: Подходит для обработки резьбы углеродистой стали, чугуна, алюминия, латуни, меди, нержавеющей стали и других металлов. Идеально подходит для затяжки крепежных элементов и отверстий для крепления при ремонте автомобилей и оборудования. Обратите внимание, что из-за особенностей материала этот продукт не подходит для твердого металла, пожалуйста, покупайте его по запросу.
- ПРОМЫШЛЕННЫЙ МАТЕРИАЛ: Конструкция из углеродистой стали промышленного класса GCr15 для обеспечения долговечности и стойкости инструмента. Хорошая общая производительность.После сфероидизирующего отжига хорошая режущая способность, высокая и однородная твердость, хорошая износостойкость.
- ЛЕГКОЕ ХРАНЕНИЕ И ПОЖИЗНЕННАЯ ГАРАНТИЯ: Включает прочный чемодан на рабочем месте для безопасного хранения, легкого доступа, организации и портативности. В комплект входят съемные компоненты, поэтому вы можете брать биты с собой куда угодно и с удобством носить их с собой. Мы поддерживаем все наши высококачественные продукты, поэтому мы не задаем вопросов о нашем наборе для метчиков и штампов. Свяжитесь с нами (через Amazon, если прошло стандартное окно возврата), и мы будем рады помочь вам.
Как соединить металл с помощью метчика
Хотя сварка — один из распространенных методов соединения металла, это не единственный доступный вариант.Если вы не хотите беспокоиться о том, чтобы надеть маску сварщика и зажечь паяльную лампу, есть другие менее экстремальные варианты. Для безопасного и эффективного способа соединения металла подумайте о нарезании резьбы.
Что такое постукивание?
Метчик — это тип сверла с канавками или резьбой. Вы можете постучать с помощью дрели или вручную с помощью гаечного ключа. Инструмент для нарезания резьбы создает постоянную резьбу в металле, куда можно ввинтить болт. Если вы планируете пробивать большое количество отверстий, используйте метчик для его скорости и эффективности.Однако, если вы пробиваете только несколько отверстий, воспользуйтесь гаечным ключом. Ключ для метчика дает вам больше контроля над процессом и обеспечивает более гладкое отверстие.
Принадлежности для нарезания резьбы
- Сверло для метчика
- Гаечный ключ
- Масло или заливочная жидкость
- Метчики
- Винт, соответствующий вашей резьбе
Шаги для нарезания резьбы метчиком
Метчикиобычно поставляются в комплекте из трех, в который входят метчик с конусом, метчик для пробки и метчик для дна.Каждый имеет разное количество резьбы с фаской для соответствия диапазону глубины металла. Мы рекомендуем начинать процесс с помощью метчика с конусом, так как это требует наименьшего усилия.
- Вам понадобится метчик или Т-образный стержень, чтобы прикрепить квадратный хвостовик метчика. Тогда вы готовы начать процесс.
- Распылите масло или водопроводную жидкость на отверстие в металле, чтобы смазать гаечный ключ.
- Возьмитесь за Т-образную штангу и вставьте кран в отверстие под вертикальным углом.
- Поверните Т-образную штангу на два оборота по часовой стрелке.
- Повернуть на пол-оборота в обратном направлении (реверсирование создает резьбу после протравливания метчика).
- Повторите шаги 3 и 4 несколько раз, пока не пройдет большая часть резьбы с фаской.
- Поворачивайте Т-образный стержень по часовой стрелке, пока метчик не пройдет сквозь кусок металла.
- Ввернуть болт.
Шаги для нарезания резьбы метчиком
Нарезание резьбы сверлом требует прямого нарезания и соответствующего крутящего момента.Наклонный метчик приведет к неудобному углу, в котором винт не войдет полностью. Минимальный крутящий момент не позволит метчику пробить металл, а слишком большой крутящий момент может вызвать заклинивание сверла.- Мы рекомендуем настроить сверло на низкий или средний крутящий момент. Легче и менее рискованно увеличивать скорость вращения на ходу, чем сверлить неправильно и не исправить свою ошибку. После того, как вы прикрепите метчик к дрели, начните процесс:
- Распылите масло или водопроводную жидкость на отверстие в металле, чтобы смазать гаечный ключ.
- Вставьте сверло в отверстие вертикально.
- Установив дрель в переднее положение, осторожно нажмите спусковой крючок, чтобы слегка надавить.
- Сделайте несколько оборотов по часовой стрелке, затем измерьте метчик квадратной линейкой, чтобы убедиться, что он входит прямо.
- Переверните сверло до тех пор, пока метчик не будет почти выпущен.
- Повторите шаги 4 и 5.
- Продолжайте движение по часовой стрелке, пока метчик не пройдет сквозь металл.
- Ввернуть болт.
Нажатие относительно несложно, и вы можете завершить процесс всего за несколько минут. Это безопасный и эффективный способ соединения металлов. Найдите подходящий металл для работы в компании Industrial Metal Supply Co.Выбирайте из алюминия, стали, латуни, меди и др.
Насадки для нарезания отверстийНаконечники для нарезания отверстий
Насадки для нарезания отверстийПоследнее обновление: 8 авг.2020 г.
ПЕРВЫЙ урок постукивания Удаление застрявших постояльцев Дом
Кузнечное дело
Гильдия Металлистов
Свяжитесь с нами
Введение:
Эта статья предназначена для людей, которые уже проделали несколько отверстий и с ними случились неожиданные неприятности. во время процесса.Я надеюсь, что часть этой информации уменьшит вероятность поломки крана и разочарования. Если вы новичок в пробивая отверстия, сначала прочтите мою статью Begin-to-Tap.
О смесителях:
Ручные метчики бывают трех разных основных стилей: конусность, заглушка и донышко. Это относится к количеству резьбы с фаской на
рабочий конец крана.
Метчики с конусом имеют от 8 до 10 резьбы с фаской, метчики с заглушкой имеют от 3 до 5 резьбы с фаской, а метчики с нижней кромкой имеют только от 1 до
1 1/2 резьбы с фаской.
Вы должны проткнуть отверстия пробкой или метчиком. Если нарезать глухое отверстие, начните с конического или пробкового метчика, прочистите
вылезите из ямы, пройдя как можно дальше, а затем закончите с помощью крана.
В версии «Спирально-заостренный» могут быть метчики с конусом или пробкой. Эта спираль связана со способностью крана толкать
фишки впереди себя. Иногда их называют «выстрелами». Это не значит, что они предназначены для использования с оружием; просто
что они «стреляют» фишками вперед.Этот тип метчика не нужно откатывать после нарезания нескольких ниток.
Есть также много других новшеств в дизайне смесителей.
Советы по нарезанию резьбы:
1. Если бы я рискнул перерасходовать какой-либо инструмент в своем магазине, то это был бы кран. Я НИКОГДА не стал бы сознательно иметь «углеродный стальной метчик в доме. Как минимум, из быстрорежущей стали, произведен в США от известного производителя инструментов.
2. У меня почти всегда есть хотя бы заглушка и метчик любого размера, который я использую.Единственное исключение — для большего (для меня) размеров, таких как метчики диаметром 5/8, 3/4 и 7/8 дюймов.
3. У меня есть несколько метчиков тех размеров, которые я использую чаще всего. У меня есть один новый метчик, чтобы проверить, не мой другой краны становятся тупыми. Как раз сегодня мне нужно было нарезать два отверстия 1 / 4-20 глубиной около 1 дюйма. Я выбрал пробковый кран и начал с него. Метчик работал довольно тяжело, даже несмотря на то, что я использовал обычное сульфированное масло для смазочно-охлаждающей жидкости обильно для обработки отверстия. Я не хотел сломал кран, поэтому я пошел за новым.Он пробил другое отверстие, как во сне, без необходимости останавливать и возвращать кран на всех! Что делать? —- Сразу выкинь старый кран !!!!
4. Кажется, что большинство хозяйственных магазинов и даже некоторые каталоги инструментов продают кран Plug как «стандартный» кран. Это может заплатить приобретите несколько метчиков с конусом нескольких размеров, чтобы облегчить задачу и снизить нагрузку на сам метчик.
5. Существуют также метчики с короткими участками хвостовика уменьшенного диаметра. Идея в том, что если сломать кран, он сломается значительно выше отверстия, чтобы его было легче удалить.
6. Всегда снимайте фаску с отверстия перед тем, как приступить к нарезанию резьбы. Это снижает нагрузку на резьбу метчика. и помогает держать кран прямо.
7. Нет ничего хуже для резьбового отверстия, чем криво заводной метчик. И часто вы покачиваетесь на несколько оборотов. Если отверстие началось криво, оно со временем попытается выпрямить резьбу. Это вызывает большее трение и увеличивает вероятность того, что кран сломается.
8. Как сказал Дэйв Мариетт в недавней публикации Bellows, «используйте сверлильный станок для нарезания резьбы, когда это возможно». Для меня, вместо того, чтобы вставлять метчик в патрон сверлильного станка, я делаю следующее: вставляю метчик с помощью гаечного ключа типа «Т», просто как если бы вы постучали вручную. Затем я вставляю центровочное сверло в патрон. Верхний конец моих гаечных ключей все в конце просверлить маленькую дырочку. Затем я вставляю метчик в отверстие, которое нужно нарезать, затем запускаю шпиндель сверлильного станка. вниз, чтобы центральное сверло вошло в отверстие в верхней части гаечного ключа.Это удерживает кран строго вертикально, поэтому я могу разрезать первые 2 или 3 потока. Затем постукиваю остальную часть отверстия.
9. Если вы не можете использовать сверлильный станок, есть несколько альтернатив:
А. Я часто беру кусок квадратного ложа, скажем, куб в 1 дюйм, и просверливаю в нем отверстие под метчик. Затем я установил
блок над отверстием, воткни в него кран, и я ухожу и бегу.
Б. Боб Уолш только что сказал мне, что он использует уровень, встроенный в его упражнение.
C. Однажды я увидел небольшой инструмент, представлявший собой небольшой кусок углового железа с вертикальной канавкой на одной стороне. Чтобы использовать это,
вы прижимаете его к биту для одной оси, а затем смотрите на вертикальную канавку для другой.
D. Я сконструировал небольшую буровую установку для удерживания сверла и метчика вертикально к поверхности.
Щелкните здесь, чтобы узнать о планах изготовления моего приспособления для нарезания отверстий
Мой предпоследний комментарий касается сверления отверстия правильного размера для крана.Для этого можно использовать таблицы. Я не эксперт, но думаю, что эти таблицы обычно рассчитаны на 75% потока. Если вы бурите в реальном жесткий материал, и если не будет большого напряжения, можно прокрасться дырку на несколько лишних тысячных долей.
Знаете ли вы, что размер сверла для метчика можно рассчитать без таблицы? Вот как:
— Вычтите 1 / шаг (резьбы на дюйм) из основного диаметра. Это размер сверла для метчика!
Пример: 1 / 4-20: 1/4 «= 0.250,1 / 20 = 0,050. 0,250-0,050 = 0,200. Вам понадобится сверло диаметром около 0,200 дюйма.
(В этом случае подойдет №7 или 13/64, то есть 0,203.)
Другой пример: 3 / 8-16: 3 / 8-1 / 16 = 5/16.
Последний комментарий: ВСЕГДА используйте много подходящей смазки. Старый инженер, с которым я работал много лет, сказал мне
что «все, даже вода, лучше, чем ничего».
-Для всех углеродистых сталей я использую сульферизованное масло для резки, которое продается в хозяйственных магазинах для нарезания трубной резьбы.
-Для алюминия хорошо работает керосин или мазут. Некоторые используют wd-40.
-Вам нужны разные смазки для других металлов, кроме чугуна, который обычно не нужен.
Примечания к резьбовым отверстиям в стволах оружия
Один парень недавно написал мне по электронной почте, чтобы прокомментировать мое заявление о том, что метчики не используются из углеродистой стали, в разделе «Советы по нарезанию метчиков» выше.
Он прокомментировал, что оружейники ДЕЙСТВИТЕЛЬНО используют метчики из углеродистой стали, потому что они
ломаются много, но их легко удалить, разбив их.
Я не занимаюсь оружейным делом — идея просверлить чье-то ружье
ствол пугает меня до смерти. Итак, я задал следующий вопрос в группе новостей rec.crafts.metalworking:
— «Может быть, это ПРИЧИНА, что маленькие краны часто ломаются, в том, что они ЯВЛЯЮТСЯ углеродом.
стали?
И, просто для информации, как вы сделаете 2-56 или 4-40 или любое другое отверстие в
ствол пистолета? Если вы можете пройти только 2 или 3 потока, вы не можете начать с
конус или даже заглушка, не так ли?
И, наконец:
Закалены / закалены и отпущены стволы оружия или они просто отожжены,
прочная сталь типа 4140?
Вот ответы, которые я получил:
1.Большинство отверстий для прицелов — 6-48.
Стволы обычно просто прочные, но ствольная коробка — это то место, где вы делаете
.
большая часть сверления и нарезания резьбы, и они могут быть повсюду.
Вы запускаете метчик с помощью направляющей, поэтому большой начальный конус не требуется.
Метчики из углеродистой стали немного тверже, чем HiSpeed. Их тоже больше
хрупкие и недолговечные. Ничего страшного, большинство оружейников, которых я знаю, используют только их
однажды.
Они также стачивают на них хвостовик, чтобы ослабить его.Таким образом, если он сломается,
он сломается у стержня, а не в отверстии.
Настоящие старожилы закаляют их заново, чтобы резать по-настоящему твердые материалы.
Кроме того, если он все-таки сломается, можно размягчить метчик из углеродистой стали с помощью горелки.
Так легче сверлить.
2. Парень (№1, выше) тоже был абсолютно прав. Мне пришлось EDM из
метчики крепкие .. и твердосплавные. Не весело .. совсем не весело.
3. Чтобы выбить неглубокое отверстие, отшлифуйте кончик метчика и начните нарезание резьбы, затем вставьте дно. кран..или отшлифовать донный кран от обычного.
4. Я спросил: «Закалены / закалены и отпущены стволы оружия или они просто отожжены,
прочная сталь типа 4140?
Ответ: Все вышеперечисленное. — и, как вы увидите позже, иногда закаляется.
5. Профи используют приспособление с втулкой для нарезания резьбовых отверстий
Google: «Приспособление с проушиной для забивания отверстий»
6. Бочки ЛЕГКО бурить. Их нужно пробурить долгими путями,
все-таки хоть раз, плюс зенковка и нарезка.Так что не могу использовать
действительно противная обработка стали для этого.
Проблемы с
сверление и нарезание резьбы боевым затвором. Послевоенная реклама
действия обычно идут с дырками в них, просто выключите
вставьте винты и установите соответствующее основание. Действия военных болтов в
по-настоящему старые времена были низкоуглеродистой сталью, которую обрабатывали, а затем
упрочненный. Это медведь, к счастью, пушки
становится слишком ценным как предмет коллекционирования, чтобы из него теперь можно было делать спортсмена;
в 50-х и 60-х годах они стоили всего 10-20 долларов.
Ты можешь
влить в такой спорткар больше, чем стоимость новой коммерческой винтовки.
и уменьшите стоимость до половины того, что вы потратили сейчас. В этом случае-
упрочненных действий, в наши дни вы можете получить твердосплавные сверла, чтобы сделать
дыры, старожилы должны были использовать сверла из закаленной ртутью углеродистой стали и
даже тогда иногда не удавалось прогрызть кожу.
Тяжелый
смазочно-охлаждающая жидкость с черной серой — лучший материал для нарезки резьбы. Втулка
направляющие приспособления необходимы для сверления и нарезания резьбы, просто требуя
беда без них.Это причина того, что приспособление Forster было
в производстве десятилетиями.
Винты с мелким шагом используются, как правило, не в стандартной серии. 6-48
и 8-40 распространены, краны тоже немного более прочные. Углеродистая сталь
метчики более чем подходят для бочкообразной стали и очистки
глючные темы по коммерческому оружию. Небольшой гаечный ключ с собачьей косточкой дает
хорошее ощущение, вы можете сказать, когда кран начинает закручиваться и отступать
прежде, чем это уйдет. Неглубокие отверстия, где есть около 5-6 ниток, используйте
приспособление с 2-м нажатием для запуска, а затем с помощью заглушки.
7. Один парень:
Я где-то читал, что расплавление капли припоя на приемнике может
Отожгите корпус достаточно для сверления и нарезания резьбы. Я не пробовал.
Другой парень:
Нет .. капля расплавленного припоя ни к черту не повредит.
Ресивер Springfield для бурения. Самая близкая вещь, которую я нашел … была
крошечный маленький ювелирный фонарик используется правильно. И это боль в спине.
8. Шток гидроцилиндра из закаленного лома достаточно хорошо режет карбид.
9. Цементированные фигурки ’03 также могут быть подвергнуты точечному отжигу с помощью отрезного гвоздя в
сверлильный станок. Вы просто используете трение, чтобы сильно нагреть небольшое пятно.
Вы можете сказать по
серийные номера, которые были изготовлены таким образом.
Как сказано на предыдущем плакате, сегодня это не то, что можно было бы делать с
винтовка та старая.
От Дугласа:
-Увидел некоторую полезную информацию о кранах в (этой статье). Одно заметное упущение. Суперстиль для глухих отверстий — это метчик с большим шагом спирали.
Отправляет фишки вверх.
-Тоже не видел упоминания об ограничениях на нажатие.
Убедитесь, что кран обрезает ваш материал до нужного размера. Возможно, он должен быть слишком большого размера, потому что деталь будет покрыта металлическими покрытиями. Или, что более вероятно для DIY, резьбовое отверстие будет в пластике. Отвод с более высоким пределом будет лучше, потому что пластик будет двигаться, а не порезаться, оставляя (слишком) узкое или слишком маленькое отверстие.
-Я не покупаю краны в больших коробочных магазинах.
Потратьте немного больше денег и получите удовольствие от бизнеса, который занимается продажей в механических мастерских.Мало того, что краны (тоже умирает) быть гораздо более высокого качества (прочтите здесь «измельчение», а также материал), но магазин, вероятно, может посоветовать лучший смеситель для вашей ситуации.
-Я почти всегда сверляю и нарезаю на фрезере или токарном станке. Последователи тапа делают отличную работу по поддержанию прямого хода крана, но также сохраняйте весь крутящий момент вдоль оси (метчика) (чтобы мы не давили на метчик сбоку). Это основная причина сломанных кранов.
Надеюсь, это кому-то поможет.Если у вас есть дополнительные советы по простукиванию, дайте мне знать.
Три способа исправить поврежденную резьбу
Съемники могут быть дорогими. Перестаньте думать о звездах рэпа, танцев на коленях и знаменитостях спорта. Мы говорим о «стриппере» с точки зрения отверстия, резьба которого была удалена или повреждена. Стриптизерши не только дороги в ремонте, но и требуют много времени и обычно вызывают большое разочарование. К счастью, понимание истории материалов, на которые наносится резьба, а также науки о вставках может помочь вам избежать столкновения со съемником или, по крайней мере, быть готовым выбрать правильные детали для ремонта съемника.Если все сделано правильно, у вас больше никогда не будет сбоев резьбы в одном и том же отверстии.Текст и фото Майкла Феррары // Иллюстрации Поля Лагетта
DSPORT Выпуск № 166
Сорок лет назад мир был тяжелее. Твои бабушка и дедушка тебе не врали. Чугунные сплавы и сталь были основными строительными блоками для чего угодно. Что касается автомобилестроения, серый чугун был основным материалом для изготовления блоков цилиндров, головок цилиндров, коллекторов, корпусов и тяжелых кронштейнов.Сталь была предпочтительным материалом для небольших кронштейнов, креплений, а также рамы и кузова автомобиля. Хотя механические свойства (прочность, жесткость, ударопрочность и коррозионная стойкость) сильно различаются в зависимости от серого чугуна и стальных сплавов, все они имеют одну общую черту. По большей части, эти материалы при использовании в компонентах с резьбовыми отверстиями все относятся к «твердой» стороне с рейтингом твердости по Бринеллю (HB) в диапазоне от 150 до 300 (инструментальные стали могут достигать 900 по этой шкале). .Серый чугун и сталь, будучи твердыми по своей природе, будут иметь исключительную прочность резьбы и способность удерживать резьбу до тех пор, пока эти материалы защищены от коррозии. Когда в чугуне и стали происходит повреждение резьбы, наиболее распространенной практикой является высверливание существующей резьбы и нарезание резьбы в отверстии для крепления большего размера. Во многих случаях это решает проблему. Когда необходимо использовать застежку того же размера, можно установить вставку, чтобы сэкономить время. Сегодня мягче не только «эмо» миллениалы.Мы живем в более мягком мире. Материалы, пришедшие на смену серому чугуну и стали, относительно таковы. Мир перешел от стального века к алюминиевому. Чистый алюминий будет иметь только 15 баллов по шкале HB, тогда как твердость алюминиевых сплавов может варьироваться от 20 до 150. Алюминиевые сплавы, используемые в большинстве деталей, отлитых в песчаные формы в транспортных средствах, обычно имеют твердость в диапазоне от 45 до 65. Литые алюминиевые сплавы высочайшей твердости используются в блоках и головках цилиндров. Обычно они имеют диапазон твердости от 75 до 85, примерно такой же, как у 6061-T6.Только алюминиевый сплав 7075-T6 имеет твердость 150, что соответствует твердости серого чугуна. В то время как материалы, в которых находятся нити, стали мягче, материалы, используемые для застежек, во многих случаях стали более твердыми. Фактически, некоторые из суперсплавов, используемых в высокопроизводительных шпильках головок и стержневых болтах, имеют твердость, приближающуюся к твердости метчика (при каждой попытке высверлить сломанный метчик?). В результате неудивительно, что стриптизерши стали более распространенными, чем когда-либо прежде. Поскольку большая часть резьбы на современных автомобилях изготовлена из материалов, твердость которых составляет от одной трети до половины твердости серого чугуна, неудивительно, что больше резьбовых отверстий повреждаются резьбы, чем когда-либо прежде.Было сказано: «Если в отверстии с резьбой в более мягком металле используется крепеж, который устанавливается и удаляется регулярно, вставка из более твердого материала просто необходима». К сожалению, стоимость и время, связанные с установкой пластин на уровне OEM, означают, что этого никогда не произойдет в больших масштабах. В блоке двигателя или компоненте подвески может быть несколько ключевых мест с высоким напряжением, но 99 процентов всех резьбовых отверстий не будут сделаны на заводе и не будут усилены вставкой. Если бы каждый отдельный алюминиевый компонент в мире можно было бы изготавливать из алюминиевого сплава 7075-T6 (который имеет такую же твердость, как и типичные сплавы серого чугуна), количество съемников в мире можно было бы уменьшить до показателей Стального века.Из-за дороговизны этого материала и необходимости отливки определенных деталей этого никогда не произойдет. Вместо этого решением для снятия резьбы являются вставки. Вкладыши для ремонта резьбы производятся из самых разных материалов и имеют множество дизайнов от отечественных и зарубежных производителей. Вставки тела с синхронизацией по времени, вставки из проволочной катушки и вставки с ключом составляют три основных семейства резьбовых вставок, с которыми вы, вероятно, столкнетесь. Каждая конструкция имеет свои достоинства и может превосходить другие по бюджету, времени установки и максимальному количеству O.D. Допускается и необходимая сила ремонта или модернизации. Итак, какой тип вставки лучше? Все зависит от критериев оценки и заявки. Вот обзор трех основных типов в порядке их популярности. Band-Aid — это бренд, являющийся синонимом бинтов, а Heli-Coil — это бренд, являющийся синонимом вкладышей для ремонта резьбы. Встречайте стриптизершу, и решение часто рекламируют как «просто HeliCoil it». HeliCoil и аналогичные конструкции, вдохновленные этой конструкцией, доступны от ряда других компаний.Это решение для ремонта резьбы, которое, скорее всего, можно найти в местных магазинах автозапчастей. Первоначально HeliCoils изготавливались из квадратной проволоки из нержавеющей стали, намотанной таким образом, чтобы у проволоки был алмазный профиль, который подходил для ремонтной резьбы. При установке в большую ремонтную резьбу проволока образует набор резьбы, спроектированный таким образом, чтобы соответствовать исходному размеру вырезанного отверстия. Ремонтная резьба для вставки HeliCoil выполняется с помощью резьбовой вставки для винтовой резьбы или S.T.I. кран. Этот же тип метчика используется для некоторых других вставок.S.T.I. Tap использует простое, но несколько вводящее в заблуждение соглашение об именах. S.T.I. На самом деле метчик примерно на 14 процентов больше в диаметре, чем стандартный метчик того же обозначения (M10x1,25 по сравнению с M10x1,25-S.T.I.). Вот как это работает при ремонте резьбы M10x1,25. Сначала вы просверлите отверстие сверлом 10,25 мм (для стандартной резьбы M10x1,25 потребуется сверло гораздо меньшего размера 8,75 мм). Тогда вы должны использовать M10x1.25-S.T.I. кран. Этот S.T.I. версия крана будет иметь большой диаметр до 11.787 мм, тогда как стандартный метчик M10x1,25 имеет диаметр примерно на 1,5 мм меньше. После того, как отверстие просверлено, нарезано резьбой и очищено для ремонтной вставки, вставка HeliCoil привинчивается на место с помощью установочного инструмента. Как только вставка находится в непосредственной близости от желаемого места, язычок отламывается, чтобы закрепить вставку на месте. HeliCoils не только является самой популярной и доступной резьбовой вставкой, но и требует минимального увеличения размера отверстия (как и TIME-SERT), обеспечивает коррозионно-стойкий материал резьбы и обеспечивает наименее дорогое решение (примерно вдвое меньше). стоимость вставки по сравнению с TIME-SERT и составляет от одной пятой до одной двадцать пятой стоимости Keenserts).На сквозных отверстиях без заглушек HeliCoils также можно установить с обратной стороны отверстия, что в некоторых ситуациях является единственным решением. [идентификатор таблицы = 1 /] Хотя HeliCoils может быть одним из лучших вариантов для ремонта, который не подвергается сильным нагрузкам, деформациям и вибрациям, у него есть свои недостатки. Во-первых, поскольку пластина не является цельной сплошной деталью, установка иногда может быть немного сложной по сравнению с твердотельными пластинами. Кроме того, прерывистый характер вставки означает, что использование анаэробного фиксатора резьбы означает, что и вставка, и крепеж, ввинченный во вставку, получат герметик для резьбы независимо от того, хотите вы этого или нет.При ремонте транспортного средства необходимо также уделять особое внимание тому, чтобы фиксирующий язычок не превратился в посторонний предмет, попавший в критическую зону. Наконец, было продемонстрировано, что прочность ремонта HeliCoil меньше, чем у твердотельной вставки. Мы надеемся в будущем протестировать ряд различных конструкций вставок для ремонта резьбы, чтобы дать им более определенное число.
На этой иллюстрации показана разница между пластинами TIME-SERT, которые синхронизируют внешнюю и внутреннюю резьбу друг с другом, и пластинами Keenserts, которые не синхронизируют внешнюю и внутреннюю резьбу, что приводит к непостоянной толщине стенок и необходимости большего O.D. калибровка вставки.
Хотя TIME-SERT и семейство твердотельных пластин не так хорошо известны широкому кругу потребителей, они являются выбором номер один для ремонта резьбы в крепежных изделиях с высоким предварительным натягом. В этом решении для ремонта резьбы с твердым корпусом используется сплошная пластина из твердой углеродистой стали или нержавеющей стали, внешняя и внутренняя резьбы которой синхронизированы или (по времени) друг с другом. Благодаря выравниванию резьбы на внутренней и внешней стороне вставки площадь поперечного сечения или толщина стенки могут оставаться неизменными.В результате достигается максимальная прочность при заданном внешнем диаметре пластины. TIME-SERT используют те же требования к сверлу и метчику, что и HeliCoils, поскольку оба используют S.T.I. краны. Установка аналогична, но есть несколько ключевых отличий из-за разницы в конструкции. Во-первых, TIME-SERT используют установочный фланец увеличенного размера на верхнем конце вставки. Следовательно, необходимо использовать комбинированный инструмент для сверления / зенковки или сверло и отдельную цековку. Этот фланец позволяет повторно размещать резьбу или позиционировать ее в определенном месте (чего нельзя добиться с помощью HeliCoil или Keenserts).Во-вторых, нет язычка для фиксации. TIME-SERT используют специальный инструмент для фиксации нижней резьбы в резьбовом ремонтном отверстии. Так как TIME-SERT представляют собой твердый корпус, на внешней резьбе вставок можно использовать резьбовые соединения для дополнительной прочности, не влияя на внутреннюю резьбу и застежку. Хотя TIME-SERT имеют преимущества по сравнению с другими конструкциями пластин для восстановления резьбы, у них также есть несколько недостатков. Во-первых, это примерно вдвое дороже HeliCoil за пластину. Во-вторых, он должен устанавливаться направленно, так как его фланцевое исполнение требует, чтобы в первую очередь ввинчивалась нефланцевая сторона.На сквозных отверстиях его можно использовать, установив с любой стороны. На глухих отверстиях, которые недостаточно глубоки, чтобы обеспечить достаточно места для резьбы и фланца, сторона фланца может быть фрезерована или отполирована позже. Однако, если бы существовала только одна конструкция вставки, к которой у нас был бы доступ для всех ремонтов резьбы, мы, вероятно, выбрали бы TIME-SERT. TIME-SERT обеспечивают высочайшую прочность с наименьшей степенью вмешательства в отношении размера ремонтной резьбы по сравнению с исходной резьбой.После того, как отверстие будет просверлено и нарезано резьбой S.Т. кран, 1) установочный инструмент TIME-SERT получает каплю масла перед тем, как 2) TIME-SERT навинчивается на инструмент. 3) Threadlocker можно нанести на внешнюю резьбу и 4) вставить в отверстие, которое нужно отремонтировать. Когда фланец вставки выходит наружу 5), он также фиксирует нижнюю резьбу на месте. 6) Удалите вставной инструмент, и 7) отремонтированное отверстие TIME-SERT готово.
Keenserts — это очень толстостенные вставки для ремонта резьбы с твердым корпусом с фиксирующими шпонками. Хотя Keensert внешне очень похож по дизайну на TIME-SERT, между ними есть существенные отличия.В то время как оба являются твердыми корпусами с фланцами (требующими расточки для установки), у Keenserts внутренняя и внешняя резьбы не синхронизированы друг с другом. Фактически, у Keensert может быть внешняя резьба с совершенно другим шагом резьбы, чем внутренняя. В отличие от вставок для ремонта резьбы, для которых требуется S.T.I. В Keenserts используются стандартные метчики, которые на две ступени больше, чем исходное резьбовое отверстие. Это означает, что метчик M14x1,5 будет использоваться для вставки для ремонта резьбы M10x1,25. Таким образом, количество просверливаемого материала и размер метчика значительно больше, чем требуется для ремонта HeliCoil или TIME-SERT.Чтобы удерживать вставку, TIME-SERT используют фланец вверху и зажимную посадку внизу, в то время как Keenserts используют два или четыре колья.
Для ремонта резьбы M10x1,25 с помощью Keensert следует использовать сверло 12,5 мм для метчика M14x1,5. Метчик M14x1,5 будет иметь основной диаметр до 14,4 мм (при ремонте M10 с помощью метчика S.T.I. основной диаметр будет только 11,787 мм). Это отверстие гораздо большего размера, что может быть полезно в некоторых случаях, когда в исходной резьбе преобладает сильная коррозия.Затем Keensert вставлялся в просверленное, нарезанное и очищенное отверстие с помощью установочного инструмента Keensert. Соединения для фиксации резьбы могут использоваться благодаря своей твердой конструкции. После установки на место установочный инструмент затем используется для вбивания четырех ключевых столбов на место. Это обеспечивает надежную механическую фиксацию вставки на месте. Следовательно, эта конструкция обладает исключительной устойчивостью к вибрации. Теперь обратная сторона. Массивный внешний диаметр вставки делает ее непригодной для использования в тех случаях, когда материал вокруг исходного резьбового отверстия ограничен, например, в любых «тонкостенных» отливках.Во-вторых, стоимость Keensert из стандартной стали примерно в 4,5 раза выше, чем HeliCoil, и более чем в два раза дороже TIME-SERT. Если вам нужен Keensert из нержавеющей стали, цена будет в 25 раз больше, чем HeliCoil. Для приложений, в которых лучше использовать пластину большого диаметра или когда вы заменяете стандартную пластину TIME-SERT, TIME-SERT предлагает линейку негабаритных пластин BIG-SERT с более толстыми стенками и большими пластинами S.T.I. кран. Например, M12x1.25 S.T.I. кран будет использоваться на M10x1.25 BIG-SERT вставка.Большой, больший, самый большой! Вот сравнение стандартного (слева) ответвителя M12x1,5, M12x1,5 S.T.I. метчик (в центре) для пластин TIME-SERT и HeliCoil и метчик M16 для Keenserts (справа).
HeliCoil, TIME-SERT, Keensert или BIG-SERT? У нас была возможность использовать все три дизайна в реальных условиях. Итак, какой тип вставки лучше? Реальность такова, что все зависит от области применения и качества монтажа. Ни одна из этих вставок никогда не выходила из строя.Нам повезло? Не совсем. Простое знание сильных сторон и ограничений каждой конструкции позволит вам выбрать пластину, подходящую для работы. Если вы не уверены, позвоните производителю и спросите.Комплект для ремонта резьбы болта с универсальной головкой TIME-SERT (для первого ремонта) включает крепежную пластину, инструмент для выравнивания, сверло / коронку, метчик, установочную отвертку, металлическую линейку, стопорное кольцо, смазку, фиксатор резьбы и многое другое.
Keenserts: Вставка корпуса с резьбой под ключ
+ Толстостенная конструкция обеспечивает максимальную прочность при заданном диаметре болта + Использует обычные, простые в использовании краны + Прочная конструкция обеспечивает легкий монтаж + Прочная конструкция позволяет использовать герметик для фиксации резьбы на внешней резьбе + Фланцевая конструкция позволяет точно размещать резьбу в объекте + Надежная блокировка с четырьмя ключевыми кольцами обеспечивает максимальную устойчивость к вибрации — Делает самое большое отверстие и требует наибольшего диаметра метчика по сравнению с конечным диаметром болта — Более 5-кратная стоимость HeliCoil, более 2-кратная стоимость TIME-SERT — Доступность: труднодоступность, ограниченные дистрибьюторы.TIME-SERT: Вставка корпуса с резьбой с синхронизацией по времени
+ Тонкостенная конструкция обеспечивает максимальную прочность при заданном диаметре ремонтного метчика + Меньшие требования к отверстию и метчику, чем у пластин типа «шпонка» + Прочная конструкция обеспечивает легкий монтаж + Прочная конструкция позволяет использовать герметик для фиксации резьбы на внешней резьбе + Отсутствие слабых мест… стабильная толщина стенок благодаря «синхронизированному» дизайну + Фланцевая конструкция позволяет точно размещать резьбу в объекте + Самоблокирующаяся конструкция — Более высокая стоимость, чем вставки с витой резьбой — Доступность: недоступно в большинстве автомобильных магазинов. — Использует S.Смесители размера T.I.HeliCoil: Пластины для ремонта спиральной спиральной резьбы
+ Конструкция из спиральной спиральной проволоки требует меньших отверстий и метчиков, чем пластина со шпонкой + Наиболее доступное решение для ремонта резьбы + Самое дешевое решение для ремонта резьбы + Возможность установки с обратной стороны на сквозные отверстия — Нельзя использовать составы для фиксации резьбы на спиральной вставке, также не влияя на внутреннюю резьбу — Использует краны размера S.T.I. с более трудным доступом к источнику — Тан может стать FOD — Удерживается только трением
Как исправить отверстие под болт в алюминии
Редукторы и мастера по ремонту хоть раз такое случалось.Вы пытаетесь затянуть один болт, и как только вы думаете, что он должен перестать вращаться, вы теряете всякое сопротивление. Никто не любит работать с зачищенным болтом. Вы не поверите, но есть несколько способов решить эту проблему. Это будет руководство о том, как отремонтировать обрезанную резьбу в алюминии.
| Изображение | Имя | Характеристики | Цена |
|---|---|---|---|
| Снятая резьба Восстановитель нити Отвод | -131 комплект для ремонта резьбы -Подходит для M5, M6, M8, M10 и M12 -Полный набор инструментов для повторной нарезки резьбы включает в себя: вставки, вставки для проволочной резьбы, спиральные сверла, метчики, инструменты для разрыва наконечников | Узнать цену | |
| Алюминиевый стержень для тушения | — очень широкое применение — порошок припоя не требуется — рекомендуется для сварки или пайки алюминиевого сплава | Узнать цену | |
| Сварка JB | — Смешиваемая вручную двухкомпонентная эпоксидная шпатлевка, армированная сталью — SteelStik схватывается за 5 минут и отверждается за 1 час — имеет прочность на сдвиг внахлестку 900 фунтов на квадратный дюйм, выдерживает непрерывные температуры до 350F (176C) | Узнать цену | |
| Loctite Эпоксидная смола | — Лучше подходит для тяжелых условий эксплуатации, где требуется устойчивость к сильным ударам, вибрации и нагрузкам.- Для разделения частей требуются локальный обогреватель и ручной инструмент. -Сборка с помощью пневматических инструментов, болтов блока цилиндров, болтов коронной шестерни, болтов трансмиссионного вала и многого другого. | Узнать цену | |
| SUNGOLDPOWER ARC MMA 200A Сварочный аппарат Dual | — Мостовой сварочный аппарат — Расширенный модуль управления — Предотвращение прилипания | Узнать цену |
Попробуйте более длинный болт
маленькие болты для промышленной машины; выборочный фокусСо временем болты и резьба иногда теряют свою прочность.Резьба может испортиться из-за трения или коррозии. Наличие такой слабой резьбы может помешать вам затянуть болт. Первый вариант — смотреть на отверстие под болт. Если у вас есть дополнительное расстояние, которое не покрывает болт, вы можете использовать более длинный болт. Если есть подходящая резьба, до которой может дотянуться ваш более длинный болт, возможно, вы сможете его затянуть.
Используйте более толстый болт
Если большая часть резьбы повреждена, вы можете увеличить размер отверстия.Если снаружи достаточно места, вы можете просверлить отверстие побольше. Это позволит вам повторно заправить отверстие и использовать болт большего размера.
Вставка геликоил
Если ни один из вышеперечисленных вариантов не подходит, вы можете использовать Helicoil. Helicoil — это резьбовая вставка с проволочной спиралью. Катушка заменяет исходную резьбу. По сути, вы просверливаете отверстие с помощью сверла правильного размера. Затем вы можете постучать в отверстие и вставить катушку. После того, как катушка вставлена, вы отрываете хвостовик.Иногда для закрепления катушки можно использовать Loctite. Дайте ему немного высохнуть, затем закрутите болт.
Попробуйте алюминиевый стержень для тушения
Если есть возможность, можно нагреть это место и использовать алюминиевый стержень для тушения. Процесс похож на пайку, когда алюминий плавится, а затем охлаждается, образуя твердую поверхность. Вы должны нагреть поверхность до температуры, при которой алюминиевые стержни расплавятся. Если поблизости есть термочувствительные объекты, возможно, вы не сможете использовать эту опцию.Если у вас все в порядке с нагревом области, которую вы можете заполнить, заделайте отверстие заново. Это поможет вам отремонтировать обрезанную резьбу в алюминии
.Используйте JB Weld
Если вы ищете что-то более быстрое или более долговечное, вы можете попробовать JB Weld. JB Weld обычно представляет собой двухэтапную эпоксидную смолу, которую можно использовать для постоянного соединения деталей. В качестве альтернативы вы можете использовать эпоксидную смолу для ремонта резьбы, чтобы заполнить отверстие и затем постучать по нему. Если вы не беспокоитесь о возможности удалить болт позже, вы можете надеть на болт JB Weld и затянуть его.В большинстве случаев он больше не должен двигаться.
Попробуйте жилы из медной проволоки
Медный провод, который обычно можно купить в местном хозяйственном магазине, также является хорошим вариантом. Вы можете отделить пряди, сложить их и поместить в отверстие для болта. Повторив это несколько раз, вы сможете затянуть болт. Медь будет вгрызаться в резьбу, которая будет надежно удерживать болт на месте.
Используйте алюминиевую фольгу
Точно так же, как и медный провод над алюминиевой фольгой.Оторвите несколько кусочков алюминиевой фольги и сложите их. Поместите их в отверстие для болта, и после нескольких поворотов болта он должен начать плотно прилегать.
Налейте немного эпоксидной смолы Loctite
Определенные типы Loctite предназначены не только для фиксации болта, но и для создания эпоксидной смолы для восстановления резьбы. В зависимости от приложения доступно несколько уровней Loctite. От низкой до высокой прочности вы можете использовать эпоксидную смолу, чтобы надолго закрепить болт в отверстии.
Используйте сварочный аппарат
Что ж, если вы зашли так далеко, и ничто другое не помогло, вы можете попробовать свои силы в сварке. Если у вас есть опыт, вы сможете заполнить отверстие и повторно нарезать нити. Оттуда он должен быть как новый.
Заключение
Не вся надежда потеряна! Если вы затянете болт на два оборота после снятия изоляции, вы сможете отремонтировать отверстие и вернуть все в рабочее состояние! Если вы задавались вопросом, как отремонтировать оборванную резьбу в алюминиевой головке, один из вышеперечисленных вариантов может помочь.Надеюсь, это кому-то помогло, и если у вас есть методы ремонта ободранной резьбы в алюминии, пожалуйста, не стесняйтесь комментировать их ниже!
| Изображение | Имя | Характеристики | Цена |
|---|---|---|---|
| Снятая резьба Восстановитель нити Отвод | -131 комплект для ремонта резьбы -Подходит для M5, M6, M8, M10 и M12 -Полный набор инструментов для повторной нарезки резьбы включает в себя: вставки, вставки для проволочной резьбы, спиральные сверла, метчики, инструменты для разрыва наконечников | Узнать цену | |
| Алюминиевый стержень для тушения | — очень широкое применение — порошок припоя не требуется — рекомендуется для сварки или пайки алюминиевого сплава | Узнать цену | |
| Сварка JB | — Смешиваемая вручную двухкомпонентная эпоксидная шпатлевка, армированная сталью — SteelStik схватывается за 5 минут и отверждается за 1 час — имеет прочность на сдвиг внахлестку 900 фунтов на квадратный дюйм, выдерживает непрерывные температуры до 350F (176C) | Узнать цену | |
| Loctite Эпоксидная смола | — Лучше подходит для тяжелых условий эксплуатации, где требуется устойчивость к сильным ударам, вибрации и нагрузкам.- Для разделения частей требуются локальный обогреватель и ручной инструмент. -Сборка с помощью пневматических инструментов, болтов блока цилиндров, болтов коронной шестерни, болтов трансмиссионного вала и многого другого. | Узнать цену | |
| SUNGOLDPOWER ARC MMA 200A Сварочный аппарат Dual | — Мостовой сварочный аппарат — Расширенный модуль управления — Предотвращение прилипания | Узнать цену |
Если вам интересно посмотреть видео, в котором демонстрируются все способы ремонта ободранной резьбы в алюминии, вы можете посмотреть видео ниже!
| Проблема | Решение |
| Увеличенный Диаметр шага | |
| Неправильно кран | 1.Используйте правильные пределы GH кранов. |
| 2. Используйте более длинные метчики с фаской | |
| Чип упаковка | 1. Используйте метчики со спиральным острием или метчики со спиральными канавками. |
| 2. Уменьшите количество канавок, чтобы освободить место для стружки. | |
| 3.Используйте отверстие большего размера. | |
| 4. При нарезании резьбы в глухом отверстии сделайте отверстия более глубокими или укоротите длина резьбы деталей. | |
| 5. Используйте подходящую смазку. | |
| Задел | 1. Нанесите соответствующую поверхностную обработку, например, оксид пара или TiN. |
| 2.Используйте подходящую смазку для резки. | |
| 3. Уменьшите скорость постукивания. | |
| 4. Используйте правильный угол резания в соответствии с обрабатываемым материалом. | |
| 5. Используйте отверстие большего размера. | |
| Эксплуатация условия | 1.Применяйте правильную скорость нарезания резьбы. |
| 2. Правильное совмещение метчика и просверленного отверстия. | |
| 3. Используйте правильную скорость нарезания резьбы, чтобы избежать обрывов или грубых нитей. | |
| 4. Используйте резьбовую головку для ходового винта. | |
| 5. Используйте подходящий метчик с подходящей мощностью. | |
| 6. Избегайте перекоса метчика и просверленного отверстия из-за ослабленного или изношенного шпинделя. держатель. | |
| Инструмент условия | 1. Обеспечьте правильный угол индексации канавок на режущей кромке. |
| 2. Отшлифуйте правильный угол резания и угол фаски. | |
| 3.Избегайте слишком узкого участка земли. | |
| 4. Удалите заусенцы при переточке. | |
| Проблема | Решение |
| Увеличенный Внутренний диаметр | |
| Отверстие размер | 1. Используйте минимальный размер отверстия. |
| 2.Избегайте конических отверстий. | |
| 3. Используйте подходящие метчики с фаской. | |
| Задел | 1. Нанесите соответствующую поверхностную обработку, например, оксид пара или TiN. |
| 2. Используйте подходящую смазку для резки. | |
| 3. Уменьшите скорость постукивания. | |
| 4. Используйте правильный угол резания в соответствии с обрабатываемым материалом. | |
| Проблема | Решение |
| Меньший размер Диаметр шага | |
| Неправильно кран | 1. Используйте метчики увеличенного диаметра для резки таких материалов, как медный сплав, алюминий. сплав и чугун. |
| 2. Используйте метчики увеличенного диаметра для резки трубок, у которых будет «пружина». действие «назад» после постукивания. | |
| 3. Применяйте правильный угол фаски. | |
| 4. Увеличьте угол резания. | |
| Поврежден резьба | Использование правильная скорость реверса, чтобы избежать повреждения нарезанной резьбы при выходе из дыра. |
| Остаток чипы | 1. Увеличьте производительность резания, чтобы в отверстии не оставалась стружка. |
| 2. Удалите оставшуюся стружку из отверстия для Калибровочная проверка. | |
| Проблема | Решение |
| Меньший размер Внутренний диаметр | |
| Отверстие диаметр | Использование максимальный размер сверла. |
| Проблема | Решение |
| Разорванный / Грубая резьба | |
| Фаска слишком короткий | Увеличение длина фаски. |
| Неправильно угол резания | Применить правильный угол резки. |
| Задел | 1. Используйте метчики с резьбой. |
| 2. Уменьшите ширину площадки. | |
| 3. Нанесите поверхностную обработку, например, оксид пара или TiN. | |
| 4. Используйте подходящую смазку для резки. | |
| 5.Уменьшите скорость постукивания. | |
| 6. Используйте отверстие большего размера. | |
| 7. Обеспечьте правильное выравнивание между краном и работой. | |
| Чип упаковка | 1. Используйте метчики с заостренной спиралью или со спиральными канавками. |
| 2. Используйте сверло большего размера. | |
| Проблема | Решение |
| Дребезжание на резьбе | |
| Тоже бесплатная резка | 1. Уменьшите угол резания. |
| 2. Уменьшите ослабление резьбы. | |
| Инструмент условия | 1.Избегайте слишком узких участков. |
| 2. Не шлифуйте дно флейты. | |
| Проблема | Решение |
| Поломка | |
| Неправильно выбор крана | 1. Избегайте скапливания стружки в канавках или на дне отверстия.Используйте спираль метчики с остроконечными или спиральными канавками или метчики без канавок. |
| 2. Правильно обработайте поверхность, например, оксидом пара или TiN. | |
| чрезмерное момент нарезания резьбы | 1. Используйте сверло большего размера. |
| 2. Попробуйте сократить длину нити. | |
| 3.Увеличьте угол резания. | |
| 4. Используйте метчик с большим зазором резьбы и уменьшенной шириной площадки. | |
| 5. Используйте метчики с заостренной спиралью или со спиральными канавками. | |
| Эксплуатация условия | 1. Уменьшите скорость постукивания. |
| 2.Избегайте несовпадения метчика с отверстием и коническим отверстием. | |
| 3. Используйте плавающий тип держателя для метчиков. | |
| 4. Используйте держатель для метчиков с регулировкой крутящего момента. | |
| 5. Избегайте ударов крана по дну отверстия. | |
| Инструмент условия | 1.Не шлифуйте дно флейты. |
| 2. Избегайте слишком узкого участка земли. | |
| 3. Удалите все изношенные части при переточке канавок. | |
| 4. Заточите инструмент чаще. | |
| Проблема | Решение |
| Скола | |
| Неправильно выбор крана | 1.Уменьшите угол резания. |
| 2. Используйте метчики из быстрорежущей стали другого типа. | |
| 3. Уменьшите жесткость крана. | |
| 4. Увеличьте длину фаски. | |
| 5. Избегайте укладки стружки в канавки или на дно отверстия, используя метчики со спиральными канавками или заостренными спиралями | |
| Эксплуатация условия | 1. Уменьшите скорость постукивания. |
| 2. Избегайте перекоса между метчиком и отверстием. | |
| 3. Избегайте внезапного возврата реверса при нарезании резьбы в глухих отверстиях. | |
| 4. Избегайте раздражения. | |
| 5.Используйте отверстия большого размера. | |
| Проблема | Решение |
| Износ | |
| Неправильно выбор крана | 1. Используйте метчики специальной конструкции для нарезания резьбы по термообработанному материалу. |
| 2. Выберите тип метчика из быстрорежущей стали, который содержит ванадий. | |
| 3. Нанесите специальную обработку поверхности, например, оксид пара или TiN. | |
| 4. Увеличьте длину фаски. | |
| Эксплуатация условия | 1. Уменьшите скорость постукивания. |
| 2. Применяйте подходящую смазку для резки. | |
| 3. Избегайте наклепа. | |
| 4. Используйте отверстие большего размера. | |
| Инструмент условия | 1. Отшлифуйте правильный угол резания. |
| 2. Избегайте снижения твердости в процессе шлифования. | |
Секреты нарезания глухих отверстий [Хватит ломать метчики! ]
Выберите наилучший размер отверстия для начала работы
Давайте сделаем шаг вперед с самого начала, выбрав правильный размер отверстия.Вы можете удивиться, узнав, что размер , рекомендованный на упаковке крана или в типовых таблицах, обычно НЕ является лучшим размером для использования!
Подробная информация здесь, но в целом вы хотите выбрать размер отверстия, который соответствует хорошему балансу между удерживающей способностью резьбы и крутящим моментом, необходимым для нарезания резьбы. Этот крутящий момент — это сила на вашем метчике, которая сломает его, если будет слишком много, поэтому уменьшение крутящего момента позволит сэкономить метчики.
Существуют диаграммы, которые помогут в этом, но наш калькулятор G-WIzard имеет удобную встроенную справочную информацию прямо на вкладке «Темы», которая поможет выяснить это для любого используемого вами потока.
Используйте правильный тип метчика
Помните, что при использовании глухого постукивания фишкам некуда идти, кроме как вверх. У ямы твердое дно, из которого невозможно выпасть. По этой причине вы хотите использовать метчики, предназначенные для глухих отверстий. У нас есть полное руководство по типам ответвлений, которое поможет вам выбрать наиболее подходящий вариант для вашего приложения.
Обычный ответ — вам нужен нижний метчик. Это довольно старая технология для специалистов с ЧПУ. Фактически, если вы посмотрите на раздел ниже о максимальной глубине врезания в глухие отверстия, вы увидите, что донные метчики не имеют значения.Лишняя нить на них никогда не доходит до дна отверстия. По правде говоря, донные отводы действительно предназначены для ручного нарезания резьбы.
Для ЧПУ я предпочитаю метчики со спиральной канавкой:
У этих плохих парней есть серьезная спираль, которая вытаскивает фишки из ямы. Как раз то, что нужно при нарезании глухих отверстий.
Максимальная глубина нарезания резьбы в глухих отверстиях [Хватит ломать метчики! ]
Недавно я сделал одно из моих видеороликов CNC Chef для журнала Cutting Tool Engineering Magazine.В теме 7 способов не сломать краны. Один из самых важных — Не забывайте о слепых отверстиях .
Я никогда особо не задумывался о том, насколько глубоко кран может попасть в глухую дыру. Я знал, что он должен был не доходить до дна отверстия, но оказалось, что есть подробные расчеты, которые вы можете сделать, чтобы точно определить, какой зазор оставить.
Вот слайд из моего видео, на котором представлены все формулы:
Одна из ключевых вещей, которые я обнаружил, заключается в том, что разрешение, необходимое для выезда, намного больше, чем я мог подумать.Для метчика с катушкой с резьбой 1 / 4-20 это 0,214 — почти четверть дюйма!
Эта информация пришла ко мне от людей из Tapmatic, которые наверняка знают толк в тэппинге.
Расчеты выполнить несложно, но, учитывая их необходимость в глухих отверстиях, я подумал, что было бы удобно провести расчеты в G-Wizard Calculator.
Разбираться в подобных вещах, чтобы вам не приходилось это делать, — вот почему существует G-Wizard. Итак, на вкладке «Резьба» в G-Wizard появился новый калькулятор зазора глухих отверстий:
Просто нажмите кнопку «Слепой зазор» под таблицей «Нарезание резьбы», чтобы открыть ее.Как только вы его получите, сообщите ему, какой кран вы используете, и он рассчитает остаток на основе выбранной вами цепочки.
Кстати, в G-Wizard гораздо больше возможностей, связанных с потоками. Вкладка потоков имеет следующие возможности:
- Отображает все ключевые измерения для каждого потока как на графической диаграмме, так и в столбчатом отчете.