О производстве перил и поручней: способы сварки труб из нержавеющей стали — Статья
Мы производим лестничные ограждения, перила и поручни из нержавеющей стали — практичного, гигиеничного, лёгкого в уходе материала, который в равной степени подходит для установки внутри помещений и под открытым небом. Нержавейкой «Динокс» занимается уже много лет — и мы можем назвать себя профессионалами в области проектирования и монтажа стальных конструкций.
А профессионалы любят рассказать о любимом деле.
Поэтому сегодня поговорим о том, как происходит сварка труб из нержавеющей стали, и какие существуют для этого методы.
Почему сварка нержавеющей стали такая сложная
В действительности, она не особо сложная, просто обладает своей спецификой, как и любой другой металл. Низко- и высоколегированную сталь не сваришь одним способом, потому что использованные в составе присадки способны критическим образом изменить химические свойства материала. В случае с нержавейкой свойства меняет хром.
Например, у нержавеющей стали низкая теплопроводность, из-за чего детали проплавляются при сравнительно низкой силе тока. Если нагреть место сварки слишком сильно, может возникнуть эффект межкристаллитной коррозии, такие прослойки, устранить которые можно только охлаждая материал в процессе работы. Из-за низкой электропроводности нержавейки электроды легко перегреваются — поэтому во время сварочных работ предпочтительно использовать длинные электроды.
Словом, факторов много, их нужно учитывать. И вот какие способы сварки труб из нержавеющей стали обычно используются.
1. Сварка покрытыми электродами ММА с использованием сварочного аппарата инвертора. Шов не будет слишком красивым, но он будет прочным, крепким, устойчивым, а сама технология достаточно проста, варить таким образом можно даже дома.
2. Аргоновая сварка в ручном и полуавтоматическом режимах (AC/DC TIG, MIG) с использованием вольфрамовых электродов. Шов получится тонким, аргоновую сварку нержавейки можно производить в домашних условиях, она идеально подойдёт для монтажа труб, по которым будут идти жидкости и газы.
3. Лазерным лучом. Хотя технология не так распространена, как стандартная сварка, у неё есть свои преимущества — например, шов получается сравнительно узким, металл разогревается ограниченно и не успевает растрескаться. Часто лазеры используют в автомобилестроении и производстве другой техники.
4. Холодная сварка, когда трубы соединяются не при расплавлении, а на уровне кристаллических решёток. Это достигается через сильное давление, когда детали как бы «вдавливаются» друг в друга.
5. Контактная, с помощью роликовой или точечной технологий, подходящая для сваривания листов толщиной до 2 мм.
Причём самого универсального или наиболее эффективного варианта нет — каждый подвид подойдёт для конкретных условий и видов конструкции. «Динокс» использует аргонодуговую сварку, электродную, холодную и контактную — в зависимости от погоды, расположения лестничного ограждения, в зависимости от других обстоятельств. Чтобы получить более подробную консультацию, обратитесь к менеджеру и расскажите ему о своём проекте.
Аргонодуговая сварка нержавеющей стали — Основные особенности сварки нержавеющих металлов
Аргонодуговая сварка нержавеющей стали. Основные особенности сварки изделий из нержавеющих металлов.
Нержавеющая сталь – это сплав двух металлов Cr (хрома) и Ni (никеля). Из-за добавления лигатуры, полученный сплав металла имеет хорошую стойкость к коррозии, а также имеет ряд других преимуществ. Есть и недостаток такого материала – сложность сварки нержавейки.
Для того, чтобы достичь идеального шва и качественной сварки нержавеющих изделий, необходимо соблюдать технологию аргонодуговой сварки. На сегодняшний день известно много способов сварки нержавеющего металла, но мы рассмотрим два основных способа — tig сварка и сварка полуавтоматом в аргоновой среде.
Аргон – это газ, применяющий при сварке нержавеющих металлов в режиме полуавтомата и TIG режиме. Основной особенностью такого газа как аргон, является обеспечение среды сварки для наилучшего шва и крепления сварного шва нержавеющей стали. Оба эти способа способны придать шву идеальные очертания и качественную сборку перил из нержавеющей стали.
Оба эти способа способны придать шву идеальные очертания и качественную сборку перил из нержавеющей стали.
Содержание
- Плюсы и минусы сварки нержавеющих изделий аргоном
- Что такое сварка швов и что она из себя представляет?
- Подготовка материала – нержавеющей стали
- Особенности технологии TIG сварки
- Особенности сварки полуавтоматом в среде аргона
- Заключение
Плюсы и минусы сварки нержавеющих изделий аргоном
Нержавейка – особый металл, поэтому при ее сварке приходится сталкиваться с трудностями. Например, нержавейку нельзя перегревать, это может привести к образованию сплава с повышенной температурой плавления, что приведет к дальнейшим трудностям при обработке, зачистке металла. Последующая обработка металла необходима для того, чтобы изделия из нержавеющей стали (перила, поручни или ограждения) имели красивый внешний вид. Это не единственный случай предосторожности, например, если перегреть металл больше чем на 500 градусов, то нержавейка вовсе потеряет свои свойства и стойкость к коррозии.
Многие сварщики сталкиваются еще с одной сложностью при сварке нержавеющих металлов – высокие значения коэффициентов линейного расширения. Это может привести к трещинам на швах, поэтому обязательно нужно соблюдать выдержку зазоров, эту информацию можно узнать в выдержках из ГОСТа.
Еще одна особенность изготовления изделий из нержавеющей стали – высокое электрическое сопротивление при сварке двух деталей. Высокий уровень сопротивления может привести к перегреву не только самой детали, но и самого припоя (сварного шва). Если вы все-таки остановились на таком типе сварки, как аргонодуговая, то следует внимательно следить за:
- температурой плавкости металла;
- температурой самого припоя и сварного шва;
- зазорами швов;
- силой тока.
Что такое сварка швов и что она из себя представляет?
Сварка — это процесс изменения конструкции, формы металла, под влиянием высоких температур.
Сварка швов представляет собой процесс сварки, при котором перекрытие в 1-1,5 раза превышает толщину листа, что приводит к толщине сварного соединения от 1,2 до 1,5 мм толщины одиночного листа. для этого используются электроды с плоскими передними наконечником и в два раза шире чем используемые для стандартной сварки швов. Давление увеличивается приблизительно в 300 раз от нормального давления.
Основные этапы сварки швов.
По сравнению с обычной сваркой шва ток уменьшается, чтобы избежать чрезмерного плавления; однако требуется непрерывный поток тока.
Для работы на электродах требуется значительная точность, чтобы сохранить толщину и ширину сварного шва в заданных пределах конструкции соединения. Зажимы или ролики могут использоваться для сдерживания движения в боковом направлении, и предварительная сварка лазером может быть выполнена для обеспечения правильного выравнивания во время сварки.
Сварка швов используется в основном для производства бочек, пищевых контейнеров, холодильных кабин и отечественного оборудования из мягкой стали, где требуются прямые промывочные сварные швы с хорошим внешним видом. Обычно используются для сварки швов низкоуглеродистая сталь и нержавеющая сталь. Металлы с узким температурным диапазоном не могут быть сварены швами.
Подготовка материала – нержавеющей стали
Любая сварка, будь то аргоновая или любая другая, подразумевает подготовку двух нержавеющих деталей к их сварке. Для подготовки нержавеющей стали к сварке, необходимо выполнить следующие действия:
- Зачистить – зачистка самый долгий и нудный процесс в изготовлении изделий из нержавейки;
- Обезжиривание – необходимо обезжирить участок сварки специальным растворителем;
- Подогрев – если изделие из тонкого металла, то его необходимо изначально подогреть горелкой примерно до 300 градусов, это позволит снизить вероятность образования трещин на сварном шве;
- Зазоры – последний и самый важный пункт, это выставление зазоров.


Не стоит забывать про подготовку не только самого свариваемого элемента, но и самого припоя, необходимо выбирать согласно толщине металла. Также не забудьте про костюм сварщика – обязательно нужно предотвратить повреждения работника от ожогов. По поводу настройки самого сварочного аппарата, мы поговорим дальше.
Особенности технологии TIG сварки
Основной особенностью TIG сварки – является технология сварки вольфрамовым неплавящимся электродом. Проводить работу можно, как и при постоянном токе, так и при переменном. Основная составляющая такого типа сварки – это горелка. Внутри горелки закреплен специальный стержень и сопло, которые и подают защитный газ аргон. Припой подносится к месту образования дуги вручную. Все действия по движению горелки и припоя контролируются строго сварщиком, поэтому и сварщики, которые умеют варить аргоном очень ценятся. Отличительной особенностью при формировании сварного шва, является тот факт, что шов образуется поперечный, в других видах сварки такого нет.
Отличительной особенностью TIG сварки является – вольфрамовый электрод. Такой неплавящийся электрод необходим для формирования дуги, однако касаться им металла нельзя.
Разберем основные принципы и настройки сварочного аппарата, для лучшего понимания TIG сварки, на примере сварки двух нержавеющих пластин, толщиной примерно 1 мм.
- Припой – необходимо выбрать правильный припой, он должен иметь больше примесей, чем пластины.
- Ток – выставляем тока прямой полярности.
- Сила тока – должна быть от 30 А до 50 А, напряжение не более 28 В, средняя скорость сварки 20 см/мин.
- Толщина припоя — от 0,8 мм до 1,6 мм.
Если следовать всем вышеперечисленным инструкциям, то можно получить желаемый результат – сварка двух нержавеющих пластин, с качественным швом. Если вы все же хотите просто научиться, то лучше взять пластины толщиной 4-5 мм.
Особенности сварки полуавтоматом в среде аргона
Выше описанный способ подходит для сварки нержавеющих изделий в промышленных масштабах, но единственный минус – это скорость выполнения работы.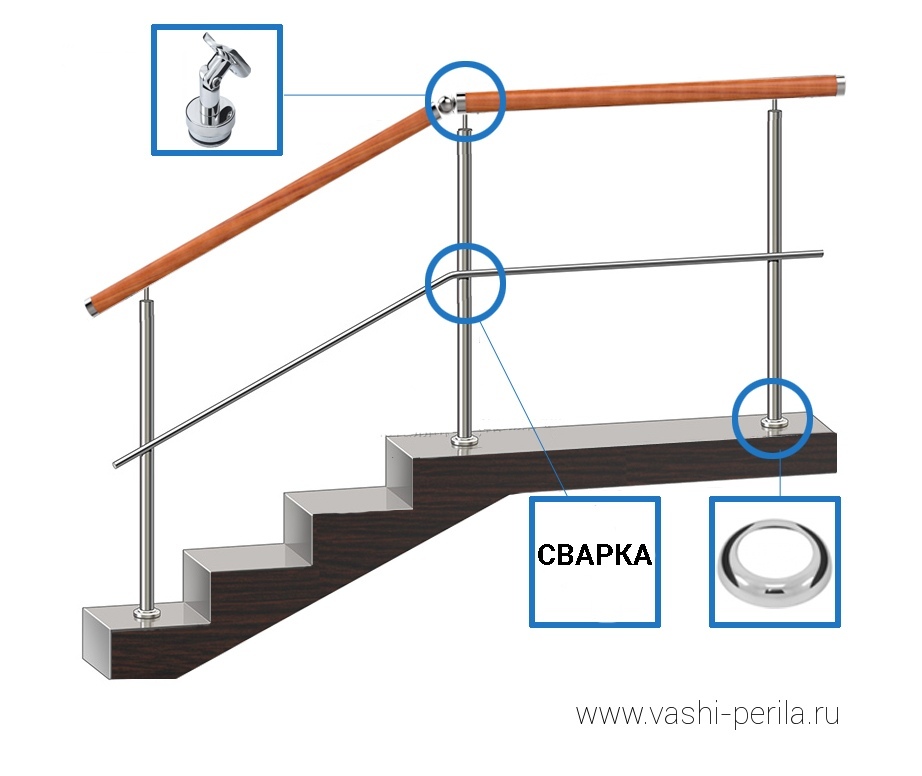 А скорость работы не всегда устраивает заказчик, например, изделия из нержавеющей стали, которые варят сварщики — перила и ограждения, скорость работы сварки напрямую зависит от дохода компании, и простои никому не нужны. Все хотят видеть быстро и качественно. Поэтому в данном случае, сварка полуавтоматов в аргоновой среде, будет превосходить ТИГ сварку. Сварка полуавтоматом позволит выполнить такой же красивый шов, но намного быстрее. Можно выделить еще одно преимущество сварки полуавтоматом – возможность работы с более толстыми металлами.
А скорость работы не всегда устраивает заказчик, например, изделия из нержавеющей стали, которые варят сварщики — перила и ограждения, скорость работы сварки напрямую зависит от дохода компании, и простои никому не нужны. Все хотят видеть быстро и качественно. Поэтому в данном случае, сварка полуавтоматов в аргоновой среде, будет превосходить ТИГ сварку. Сварка полуавтоматом позволит выполнить такой же красивый шов, но намного быстрее. Можно выделить еще одно преимущество сварки полуавтоматом – возможность работы с более толстыми металлами.
Сварка полуавтоматом предусматривает ряд особенностей. Например, электрод должен иметь примесь никеля, как и сама нержавеющая сталь. Можно выбрать и обычный материал для припоя, но качества шва может пострадать. Электрод с примесью никеля, быстрее плавиться, про это тоже не стоит забывать.
При полуавтоматической сварке, также используется газ – аргон. Среднее значения расхода газа установим на уровне – от 6 до 12 л/мин. Если сравнивать с ТИ сваркой, то в полуавтоматической можно использовать не чистый аргон, а с примесью.
Если внешний вид изделия не особо важен, то за счет примеси углекислоты, можно значительно уменьшить стоимость работ.
Технология сварки изделий из нержавеющей стали полуавтоматом в среде аргона имеет 2 вида:
- Использование в работе короткой дуги;
- Использование при сварке двух металлов импульсного режима.
Наиболее частный метод, который используют при сварке двух элементов, например при изготовлении перил и поручней для входной группы – импульсный метод. Он может гарантировать качественное выполнение производимых работ. Но все же метод короткой дуги тоже применяется, он обеспечивает минимальный риск прожига самой детали, что несет за собой минимальный риск порчи нержавеющих труб и убытков компании.
Заключение
В заключении можно сказать, что мы рассмотрели основные способы и технологии сварки нержавеющих металлов. При грамотном подходе и выборе типов аргоновой сварки, можно достичь желаемого результата при минимальных затратах и расходах.
При грамотном подходе и выборе типов аргоновой сварки, можно достичь желаемого результата при минимальных затратах и расходах.
Процесс соединения различных видов металлов путем установления связи между атомами называется сваркой. С помощью такого процесса можно соединить не только один вид металла, но и разные, а также многосоставные сплавы. На практике именно сварочные работы позволяют создать огромное количество изделий и решить любые поставленные задачи, поэтому сварка получила широкое распространение.
Сварка используется в строительстве, при прокладывании коммуникаций, в промышленности, на производстве и в машиностроении. Поставленная задача прямым образом оказывает влияние на выбор типа сварочного процесса.
Практически любые виды сварки могут быть осуществлены прямо на объекте. Это позволяет использовать один вид оборудования, не нуждаясь в дополнительных вспомогательных элементах. Некоторые классификации включают в себя более 30 различных видов сварки. Быть специалистом во всех областях невозможно, поэтому при поиске сварщика нужно учитывать его спецификацию.
Быть специалистом во всех областях невозможно, поэтому при поиске сварщика нужно учитывать его спецификацию.
Преимущества профессиональных сварочных работ:
- решение любых поставленных задач;
- экономное использование материала, более легкий вес изделия; соединение без брака;
- возможность создания даже самых мелких элементов и деталей;
- полная замена ковки и литья, более низкая стоимость изделий, прочность и надежность.
Сварка – технологический процесс, который позволяет соединить не только металл, но и другие твердые материалы. В связи с этим область применения таких работ становится все шире. Сварка дает возможность получить неразъемное соединение, которое будет надежно служить в течение долгого времени.
При выборе компании необходимо сравнить цены и предлагаемые услуги. Предварительно можно отправить эскиз изделия и узнать стоимость работ в разных местах. Прочитайте отзывы, продумайте транспортировку изделия. Компании, которые предоставляют услуги сварки металла, часто предлагают также ремонт и продажу газосварочного оборудования. Каждая услуга имеет свою стоимость, которая зависит от используемого оборудования и сложности проводимых работ.
Компании, которые предоставляют услуги сварки металла, часто предлагают также ремонт и продажу газосварочного оборудования. Каждая услуга имеет свою стоимость, которая зависит от используемого оборудования и сложности проводимых работ.
Бесшовные лестничные конструкции и ограждения
Казалось бы, всего лишь лестничная конструкция, а как много она значит для тех людей, которые будут ею ежедневно пользоваться. Например, современные поручни из нержавеющей стали для инвалидов сделаны по специальной технологии, при которой исключаются все сварочные и иные швы, и прочность всей конструкции при этом остается на высшем уровне.
ЧТО СОБОЙ ПРЕДСТАВЛЯЕТ БЕСШОВНАЯ КОНСТРУКЦИЯ?
В данном случае речь идет о перилах, поручнях и ограждениях из нержавеющей стали, которые закреплены особым способом, при котором стыки свариваются и полностью обрабатываются при монтаже.
Сварка перил из нержавейки
Здесь очень важны все детали, начиная от материалов, из которых изготовлена лестница, до качества всех крепежных элементов. Компания «СтильВека» гордится тем, что ей удалось вывести изготовление лестничных ограждений на новый уровень. Мастера тщательно следят за всеми этапами работы, чтобы в итоге пользователь получил надежную, крепкую и красивую лестницу.
Компания «СтильВека» гордится тем, что ей удалось вывести изготовление лестничных ограждений на новый уровень. Мастера тщательно следят за всеми этапами работы, чтобы в итоге пользователь получил надежную, крепкую и красивую лестницу.
Лестничные ограждения с тросами
stil-veka.ru›lestnichnye-ograzhdeniya-s-trosami/
Секреты монтажа ограждений для лестниц stil-veka.ru›sekret-montazha-ograzhdenij-lestnic/ Монтаж ограждений для лестниц. Читать ещё
Материалы для изготовления поручней
stil-veka.ru›materialy-dlya…poruchnej/
Из каких материалов изготавливаются поручни для инвалидов на пандусах, для спуска с лестниц в общественных помещениях, с крыльца частного дома или подъезда? Выбор материала зависит от разных факторов… Читать ещё
АБСОЛЮТНЫЕ И КОМБИНИРОВАННЫЕ БЕСШОВНЫЕ КОНСТРУКЦИИ
Если вся конструкция лестницы, включая поручни, ограждения и перила, выполнена из нержавеющей стали с применением бесшовного метода, то ее можно считать абсолютной. На практике же чаще встречаются и комбинированные варианты, когда, например, ограждения могут иметь вид экрана из стекла или же это могут быть различные стойки из дерева. Стоит отметить, что именно бесшовными перилами люди пользуются чаще всего, именно за них они держатся в процессе спуска и подъема, а значит, именно им необходимо уделять внимание при производстве или же покупке в первую очередь.
На практике же чаще встречаются и комбинированные варианты, когда, например, ограждения могут иметь вид экрана из стекла или же это могут быть различные стойки из дерева. Стоит отметить, что именно бесшовными перилами люди пользуются чаще всего, именно за них они держатся в процессе спуска и подъема, а значит, именно им необходимо уделять внимание при производстве или же покупке в первую очередь.
ЧТО БЕСШОВНЫЕ КОНСТРУКЦИИ НЕСУТ В СТИЛЬ ПОМЕЩЕНИЯ?
Отсутствие швов – это, прежде всего, особая эстетика, которая очень нравится многим людям. Такие бесшовные конструкции чаще всего выполнены в виде труб, которые дизайнеры считают нейтральными по своим стилистическим характеристикам. Такие конструкции могут быть установлены как в помещении стиля прованс, так и в кантри, хай-тек, и даже арт-деко может прекрасно ужиться с бесшовными лестницами. Кстати, в продаже можно найти как хромированную продукцию, так и покрытую специальной порошковой краской, которая будет сочетаться с уже существующими металлическими элементами декора.
Как установить балясины?
stil-veka.ru›kak-ustanovit-balyasiny/
Что надо знать при строительстве лестницы, учитывайте все нюансы монтажа , иначе со временем лестница может доставить множество неудобств…
Ограждения с тросами
stil-veka.ru›ograzhdeniya-s-trosami/
Металлические перила с применением стальных тросиков в ограждениях лестниц и балконов является отличным дизайнерским решением в оформлении интерьера. В сравнении с нержавеющей трубкой трос имеет некоторые… Читать ещё
НАДЕЖНЫ ЛИ ОНИ?
Отсутствие швов – это не повод для беспокойства. Наоборот, это преимущество, ведь швы являются частой причиной не только ран, но и начала коррозийных процессов.
Перила из нержавейки своими руками
Любая металлическая лестница может быть искусно задекорирована под дерева. Точнее, все ее элементы, кроме перил. Если вы делаете лестницу самостоятельно и хотите придать ей законченный внешний вид, лучше всего использовать перила из нержавеющей стали. С этим материалом необходимо работать аккуратно и трепетно, ведь от его внешнего вида во многом зависит восприятие перил.
С этим материалом необходимо работать аккуратно и трепетно, ведь от его внешнего вида во многом зависит восприятие перил.
Распространенные конструкции перил из нержавейки
В настоящее время довольно много магазинов предлагает готовые варианты стоек под перила и всех необходимых наборных элементов. Они собираются, как конструктор и требуют минимальных сварочных работ. Зачастую сборка производится вообще без сварки.
Если выбрать такой вариант перил, то проблем с их сборкой не возникает никаких. Детали отлично подходят друг к другу, стойки с 4-мя отверстиями под анкеры крепятся на шарнире либо к стене сбоку, либо к полу снизу. Верхняя часть стоек снабжена регулировочным винтом, на который насаживается подперильник. На него уже надеваются перила.
Особенности сборки конструкции методом сварки
Первое, что необходимо помнить, осуществляя сварку нержавейки инвертором, это то, что обычными электродами можно варить только на обратном постоянном токе. Для более эффективной сварки рекомендуется купить рутиловые электроды, которые позволяют варит и на переменном токе.
Вообще, конструкция любых перил состоит из нескольких важных элементов:
- Несущих стоек;
- Контактных площадок под несущие стойки;
- Опор, соединяющих стойки с площадками;
- Верхних наконечников с регулируемыми болтами и гайками;
- Подперильника;
- Верхней части перил.
Все эти элементы можно изготовить самостоятельно, если вы обладаете необходимыми навыками сварки нержавеющей стали. Самое главное – варить аккуратно и не торопясь, зачищать каждый сварной элемент до конца.
Как собрать конструкцию перил?
В первую очередь собирается нижняя часть стойки. Определяется ее положение, то есть, будет ли она закрепляться на стене или на полу. Затем выбираются полые нержавеющие трубы с диаметром примерно 50-60 мм и соответствующие им контактные площадки. Высота труб – 80 см, с контактными площадками, регулировочными болтами и перилами общая высота должна получиться 95 см. Это стандарт для любых перил.
Контактная площадка приваривается к трубе, либо напрямую, либо через специальную угловую опору, если нужно закрепить стойку сбоку стены. После этого наваривается верхняя часть с регулировочным болтом. Болт входит в зацепления с двумя гайками, одна из которых приварена с внутренней стороны навершия. После этого болт можно с легкостью регулировать по высоте.
После этого наваривается верхняя часть с регулировочным болтом. Болт входит в зацепления с двумя гайками, одна из которых приварена с внутренней стороны навершия. После этого болт можно с легкостью регулировать по высоте.
Конструкция собирается аналогично купленной в магазине с той лишь разницей, что в подперильнике необходимо проделать отверстия при помощи дрели.
Стоимость ограждений из нержавеющей стали
1. Перила из нержавеющей стали ТИП 1 — два ригеля
— Поручень — труба Ø50,8 мм Х 1,5 мм
— Стойки — труба Ø38 мм Х 1,5 мм. На каждой третьей ступени. Декоративная чашечка в основании каждой стойки.
— Ригель — труба Ø16 мм Х 1,5 мм. Монтируется 2 ригеля. Крепление ригеля на декоративном саморезе или на тетиводержателе
— Поручень и ригель замкнуты. Сборка — аргонно-дуговая сварка
Цена — 4300 р. за погонный метр (крепление ригеля на декоративном саморезе)
Цена — 4600 р. за погонный метр (крепление ригеля на тетиводержателе)
за погонный метр (крепление ригеля на тетиводержателе)
2. Перила из нержавеющей стали ТИП 2 — три ригеля
— Поручень — труба Ø50,8 мм Х 1,5 мм
— Стойки — труба Ø38 мм Х 1,5 мм. На каждой третьей ступени. Декоративная чашечка в основании каждой стойки.
— Ригель — труба Ø16 мм Х 1,5 мм. Монтируется 3 ригеля. Крепление ригеля на декоративном саморезе или на тетиводержателе
— Поручень и ригель замкнуты. Сборка — аргонно-дуговая сварка
Цена — 4800 р. за погонный метр (крепление ригеля на декоративном саморезе)
Цена — 5200 р. за погонный метр (крепление ригеля на тетиводержателе)
3. Перила из нержавеющей стали ТИП 3 – четыре ригеля
— Поручень — труба Ø50,8 мм Х 1,5 мм
— Стойки — труба Ø38 мм Х 1,5 мм. На каждой третьей ступени. Декоративная чашечка в основании каждой стойки.
— Ригель — труба Ø16 мм Х 1,5 мм. Монтируется 4 ригеля. Крепление ригеля на декоративном саморезе или на тетиводержателе
— Поручень и ригель замкнуты. Сборка — аргонно-дуговая сварка
Сборка — аргонно-дуговая сварка
Цена — 5200 р. за погонный метр (крепление ригеля на декоративном саморезе)
Цена — 5700 р. за погонный метр (крепление ригеля на тетиводержателе)
4. Перила из нержавеющей стали ТИП 4
— Поручень — труба Ø50,8 мм Х 1,5 мм
— Стойки — труба Ø38 мм Х 1,5 мм. На каждой ступени. Декоративная чашечка в основании каждой стойки.
— Ригель — без ригелей.
Сборка — аргонно-дуговая сварка
Цена — 6400 р. за погонный метр
5. Перила из нержавеющей стали ТИП 5
— Поручень — труба Ø50,8 мм Х 1,5 мм
— Стойки — труба Ø38 мм Х 1,5 мм. На каждой третьей ступени. Декоративная чашечка в основании каждой стойки.
— Стекло – толщина 8мм. Монтируется с помощью креплений 2 штуки на стойку.
— Поручень замкнуты. Сборка — аргонно-дуговая сварка
Цена — 12000 р. за погонный метр
6. Перила из нержавеющей стали ТИП 6
Перила из нержавеющей стали ТИП 6
— Поручень — труба Ø50,8 мм Х 1,5 мм
— Пристенные крепления для трубы Ø50,8 мм
Цена -2200 р. за погонный метр для трубы Ø38 мм
Цена -2400 р. за погонный метр для трубы Ø50,8 мм
Внимание!
При заказе ограждений до 10 пог.м. действует наценка — 5%
При заказе ограждения от 50 пог.м. действует СКИДКА — 3%
При заказе ограждения от 100 пог.м. действует СКИДКА — 5%
Лестничные перила из нержавеющей стали с качественным монтажом
1.Конструкция лестничных перил из нержавейки
Лестничные перила из нержавеющей стали имеют стандартную конструкцию для быстрой и эффективной установки на объекте. Типовые перила из нержавейки (смотреть здесь) включают в себя стойки, поручень и три ригеля. Ригеля проходят через держатели, прикреплённые к стойкам. Стойки крепятся на ступень с шагом одни метр или через две ступени. Элементы перил соединяются друг к другу с помощью сварки. Сборка перил может осуществляться на винтовых соединениях и с помощью клея.
Ригеля проходят через держатели, прикреплённые к стойкам. Стойки крепятся на ступень с шагом одни метр или через две ступени. Элементы перил соединяются друг к другу с помощью сварки. Сборка перил может осуществляться на винтовых соединениях и с помощью клея.
2.Лестничные перила из нержавеющей стали — материалы
Перила могут изготавливаться из нержавеющей стали разной марки. Как правило, используется нержавеющая сталь марки AISI 304. Эта сталь с содержанием хрома и никеля. Перила из стали AISI 304 наиболее популярны, поскольку надёжно противостоят атмосферным воздействиям. Перила в помещении можно изготовить из более дешёвой нержавеющей стали AISI 430, 201. Это техническая нержавеющая сталь, её защитные свойства значительно ниже. Лестничные перила из нержавеющей стали могут изготавливаться в комбинации с другими материалами. Например, поручень может быть из нержавейки, а стойки и заполнение из обычного металла. Так же поручень может быть из дерева, а стойки и заполнение из нержавейки. Часто в перилах из нержавейки используется стекло, троса и т.д.
Часто в перилах из нержавейки используется стекло, троса и т.д.
3.Сварка нержавеющих перил
Лестничные перила из нержавеющей стали свариваются аргонодуговой сваркой. Такая сварка производится тугоплавким вольфрамовым стержнем, который вызывает электрическую дугу. Присадкой служит проволока из нержавейки, которая подаётся в место сварки. Также в место сварки поступает инертный газ аргон, который препятствует окислению металла. Шов аргоновой сварки аккуратный, нет брызг, окалин, шлака. Аргоновую сварку безопасно использовать в помещении даже с ремонтом. Нет риска повредить или прожечь покрытие. Сварочный шов легко поддаётся зачистке и полировке. Иногда достаточно шов обработать плавильной пастой, чтобы убрать побежалость металла от нагревания. После сварки нержавейки требуется ещё некоторое время подавать аргон, пока температура не опуститься до 400 градусов. В этом случае нержавеющая сталь не подвергается окислительным процессам. Единственным недостатком аргоновой сварки является сложность работы на улице в ветреную погоду. Аргон сдувается ветром и затрудняет сварку. Кроме того, увеличивается его расход. Чтобы избежать этой проблемы, используются экраны, защищающие от ветра.
Аргон сдувается ветром и затрудняет сварку. Кроме того, увеличивается его расход. Чтобы избежать этой проблемы, используются экраны, защищающие от ветра.
4.Зачистка сварочного шва
После сварки необходимо зачистить сварочный шов. Лестничные перила из нержавеющей стали зачищают до такой степени, что не виден стык между деталями. Соединения выглядят цельными. Зачистку производят абразивами разной зернистости. Начинаю с более грубого абразива, например Р220, и постепенно доводят до мелкой зернистости Р600. При зачистке убираются крупные царапины, окалины, наплывы, побежалость. На рынке большой выбор материалов для обработки нержавейки после сварки. Каждая компания использует свою технологию. Зачистка и последующая полировка это значительная часть затрат при производстве изделий из нержавеющей стали. Такие работы проводятся высококвалифицированным персоналом. Чем лучше будет выполнен сварочный шов, тем меньше работы для полировщика. Аккуратно следует использовать нетканые шлифовальные материалы, поскольку они могут создать углубления на поверхности. После полировки эти местах будут выделяться, создавая блики.
После полировки эти местах будут выделяться, создавая блики.
5.Шлифовка и полировка
Шлифовка это следующий этап в обработке сварочных швов. Изделие должно иметь привлекательный вид и не подвергаться коррозии. Часто можно видеть ржавчину в местах сварки. Это происходит из-за нарушения технологии обработки нержавейки. Например, при обработке используется абразивы на основе природного материала – корунда. На отполированной поверхности не задерживается грязь, имеет высокие санитарные свойства, требуется минимальный уход. Отопилированный имеет зеркальную поверхность с высокими эстетическими качествами. Для полировки используются шлифмашинки со снятым защитным кожухом. Шлифмашинка должна быть достаточно мощной и иметь возможность регулировки оборотов. Во время работы инструмент быстро нагревается, вентиляционные отверстия забиваются пылью. Полировщики в нашей компании использую поочерёдно несколько шлифмашинок, давая им остынуть. Также используется специальный инструмент для полировки, например, прямые шлифмашины. Шлифовка также осуществляется с последовательным использованием абразивов разной зернистостью. После каждой замены абразива, следует тщательно очищать место шлифовки, чтобы не попадали более крупные шлифовальные частицы. Лестничные перила из нержавеющей стали на последней стадии обрабатывают с использованием полировочных паст.
Шлифовка также осуществляется с последовательным использованием абразивов разной зернистостью. После каждой замены абразива, следует тщательно очищать место шлифовки, чтобы не попадали более крупные шлифовальные частицы. Лестничные перила из нержавеющей стали на последней стадии обрабатывают с использованием полировочных паст.
6.Нанесение сатина
Полированная поверхность может быть обработана скотчбрайтом. Скотч-брайт — это материал из пере плетёных синтетических нитей с нанесённых на них абразивом. Используется для нанесения сатина и создания матовой поверхности. Сатинирование нержавейки популярно в современном дизайне. Изделие принимает элегантный благородный вид. Следует знать, что после шлифовки с поверхности металла удаляется оксидная плёнка. Нержавеющая сталь теряет свои нержавеющие свойства на некоторое время (4-8 часов). Из-за влажности воздуха, оксидная плёнка образуется опять.
7.Монтаж, крепление перил
Монтаж ограждения начинается у установки стоек. Стойки могут крепиться на поверхность ступени или сбоку к лестничному маршу. Второй способ используется если лестница имеет небольшую ширину. Монтаж может осуществляться на один центральный анкер или на фланец с несколькими креплениями. Место крепления закрывается декоративной чашкой. Способ монтажа зависит от материала, на который крепится стойка. На бетонное основание подойдёт монтаж на один анкер, а на деревянную ступень фланец с несколькими шурупами. Монтаж перил осуществляется на уложенное напольное покрытие. Современное оборудование позволяет производить алмазное бурение в любом материале: камень, гранит, мрамор, бетон. При этом бур может прорезать даже арматуру, находящуюся в бетоне. В некоторых случаях, предварительно устанавливают закладные элементы. После выполнения всех отделочных работ, перила крепятся к закладным (на сварке или винтовых соединениях). Лестничные перила из нержавеющей стали монтируется быстро и качественно.
Стойки могут крепиться на поверхность ступени или сбоку к лестничному маршу. Второй способ используется если лестница имеет небольшую ширину. Монтаж может осуществляться на один центральный анкер или на фланец с несколькими креплениями. Место крепления закрывается декоративной чашкой. Способ монтажа зависит от материала, на который крепится стойка. На бетонное основание подойдёт монтаж на один анкер, а на деревянную ступень фланец с несколькими шурупами. Монтаж перил осуществляется на уложенное напольное покрытие. Современное оборудование позволяет производить алмазное бурение в любом материале: камень, гранит, мрамор, бетон. При этом бур может прорезать даже арматуру, находящуюся в бетоне. В некоторых случаях, предварительно устанавливают закладные элементы. После выполнения всех отделочных работ, перила крепятся к закладным (на сварке или винтовых соединениях). Лестничные перила из нержавеющей стали монтируется быстро и качественно.
Перила из нержавейки | Сварка71
Перила из нержавеющей стали от ведущей компании в ТулеДолговечные в эксплуатации, лаконичные, но, в то же время, эстетически привлекательные перила из нержавейки, давно стали неотъемлемым элементом современного интерьера и экстерьера.![]() Это наиболее востребованный тип ограждений лестничных маршей и пандусов.
Это наиболее востребованный тип ограждений лестничных маршей и пандусов.
Компания с многолетним стажем работы SVARKA71 зарекомендовала себя как надежный партнер. Благодаря мощной производственной базе, сработанному коллективу профессионалов, мы можем предложить заказчикам выгодные условия сотрудничества:
- гибкую ценовую политику с системой скидок;
- комплексный подход, изделия изготавливаются «под ключ», от момента заказа, замеров до акта приемки;
- оптимальные сроки изготовления;
- форму расчета, которая устраивает клиента;
- изготовление конструкций по индивидуальному заказу;
Заказать нержавеющие перила в Туле можно по многоканальному телефону, который размещен на нашем сайте. На все изделия компании распространяются гарантийные обязательства. Качественные характеристики материалов подтверждены сертификатами.
Изготовление перилКачество изделий обеспечивает сбалансированный состав сплава. В него входят железо, как основной компонент, хром и углеводород, для создания защитных свойств металла от коррозии. В основной состав могут быть введены дополнительные ингредиенты, для улучшения качественных показателей.
В него входят железо, как основной компонент, хром и углеводород, для создания защитных свойств металла от коррозии. В основной состав могут быть введены дополнительные ингредиенты, для улучшения качественных показателей.
Изготовление перил из нержавейки требует профессиональных навыков, состоит из нескольких основных этапов:
- Для соединения отдельных элементов используют аргонную сварку.
- Чтобы скрыть соединительные швы, их тщательно зачищают. Для придания стыку хромированного блеска, его полируют.
- Установка анкерных креплений требует бурения специальных отверстий. Для этих целей используется специальное оборудование, перфоратор с буром, дрель с кобальтовым сверлом и другое.
- После подготовительного этапа проводится монтаж.
- На заключительном этапе ограждение полируется для того, чтобы оно имело соответствующий внешний вид.
Благодаря практичности и красивому внешнему виду, ограждения давно вписались архитектурный ансамбль городов, малых мест.
Нержавеющие перила можно приобрести на предприятие, которое специализируется на изготовлении, монтаже металлоконструкций. Заказчик сможет получить исчерпывающую консультацию по всем интересующим вопросам в режиме онлайн, воспользовавшись интерактивным окном «задать вопрос».
Одним из главных достоинств этого типа ограждения является их долговечность. Они устойчивы к процессам коррозии. Имеют высокую степень защиты от механических повреждений. За ними не требуется особый уход.
Дополнительно можно отметить легкость и скорость монтажа. В случае повреждения, отдельные секции можно быстро заменить.
Цена перил из нержавейки от компании SVARKA71 вполне демократичная и зависит от типа изделия.
- Наиболее востребованный тип ограждений «Оптимал». Это идеальное соотношение стоимости и качественных характеристик.
- «Боковые» перила, модификация предыдущей версии, с несколько иным типом соединения секций.
- Ограждения со вставками из каленого стекла вписываются в современную минималистическую стилистику. Используются для интерьеров общественных зданий, частных домов.
- Пристенные поручни устанавливают для удобства подъема по лестничному маршу.
- Специальные инвалидные поручни, необходимый элемент оборудования пандусов для людей с ограниченными возможностями.

Заказать качественную продукцию лучше у надежных производителей с устойчивой репутацией.
Центр CE — Библиотека Центра CE
Все курсыПредметыСтатьиМультимедиаВебинарыНано кредитыСпонсорыПодкасты
15 июня 2021 г., 14:00 EDT
16 июня 2021 г., 14:30 EDT
16 июня 2021 г., 13:00 EDT
17 июня 2021 г., 14:30 EDT
17 июня 2021 г., 13:00 EDT
Стандарты, стратегии и решения для мира после COVID
17 июня 2021 г. , 11:00 EDT
, 11:00 EDT
22 июня 2021 г., 14:00 EDT
Рекомендации по установке и производительности
24 июня 2021 г., 14:00 EDT
30 июня 2021 г., 14:00 EDT
Где начинаются все кровельные системы
30 июня 2021 г., 14:00 EDT
8 июля 2021 г., 14:00 EDT
13 июля 2021 г., 14:00 EDT
Экологически ответственное проектирование, строительство и эксплуатация
14 июля 2021 г., 14:00 EDT
Повысьте уровень осведомленности об углеродных выбросах и узнайте, как достичь своих целей в области устойчивого развития
15 июля 2021 г., 14:00 EDT
20 июля 2021 г., 14:00 EDT
Сложные переходы в коммерческой кровле
22 июля 2021 г., 14:00 EDT
Ресторан, библиотека и офисное здание и их неповторимый интерьер.
Наконечники для сварки труб из нержавеющей стали
Я не могу поверить ни в один из этих советов по сварке труб из нержавеющей стали и поручней для лодок.
Все это пришло в электронном письме от человека по имени Маттиас из Швеции … несколько отличных советов по сварке рельсов из нержавеющей стали, а также по сварке резервуаров из нержавеющей стали.
Вот письмо, которое я получил от Маттиаса…
Джоди,
Я подумал, может, пришло время окупаемости. Не только на ваш сайт, но и в целом.
Так как у меня нет собственного форума, и потребуется некоторое время, прежде чем кто-нибудь его найдет, если я его запустил. Может быть, вам пригодятся какие-нибудь хитрости на вашем сайте?
Вот несколько уловок из двух моих проектов.
Поручни для лодок из нержавеющей стали
Перила для лодки из 1-дюймовой трубки из нержавеющей стали:
При изготовлении, ремонте или регулировке этих перил мне часто приходится выполнять стыковые соединения трубы. После завершения стыки должны быть почти незаметными, поэтому сборка имеет решающее значение.
После завершения стыки должны быть почти незаметными, поэтому сборка имеет решающее значение.
Я использую то, что я называю подпружиненной вставкой.
Это два дюйма стандартной трубки из нержавеющей стали, которую я усаживаю, чтобы поместиться внутрь оригинала. Я разрезаю ее вдоль и снимаю полосу, затем обжимаю ее в тисках, чтобы она была немного больше внутреннего диаметра трубы. Теперь это подпружиненная вставка.
Вставьте его в стыковое соединение, и вы получите идеальную посадку! Эта вставка служит двум другим целям.Обеспечивает поддержку сварного шва без аргона, без карбидов хрома внутри. И дает своеобразный радиатор. Теперь вы можете нагреть сварной шов, получить более прочный шов и не беспокоиться о проплавлении. Вставка остается в трубе и становится частью соединения.
Я также разработал простое приспособление для крепления поручней лодки.
На самом деле это навеяно вашим обзором зажима Icengineworks.
Мое приспособление для стыкового соединения — это та же стандартная нержавеющая трубка, теперь около трех дюймов. Он разделен на две равные части по длине и две прожилки шлифованы по середине сторон. Совместите это с двумя шланговыми зажимами, и вы готовы закрепить стыковые соединения.
Он разделен на две равные части по длине и две прожилки шлифованы по середине сторон. Совместите это с двумя шланговыми зажимами, и вы готовы закрепить стыковые соединения.
Прихваточные швы предназначены для выполнения прихваточных швов.
Я использую это, когда мне нужна хорошая прямая подгонка. Также при создании сложных форм. На фотографиях вы видите изгиб с большим радиусом в сочетании с изгибом под углом 90 градусов. Вы можете использовать приспособление, чтобы отрегулировать посадку, а затем затянуть его, и тогда он станет твердым и готовым к сварке.
Я часто использовал некоторые из этих приспособлений на перилах на фотографиях.
Обычно я совмещаю вставку с приспособлением. Только когда вставка не может оставаться в готовом стыке, я использую приспособление отдельно.
Этот метод, конечно же, применим для всех видов труб и размеров, а не только для перил из нержавеющей стали диаметром один дюйм.
Наконечник для резервуаров из нержавеющей стали для сварки TIG
Емкости из нержавеющей стали:
Когда вы делаете резервуары из нержавеющей стали (газ, дизельное топливо, вода, септик), вы всегда получаете угловые соединения, приваренные снаружи.
Здесь я использую медную подложку, когда могу, внутри, что дает лучшие результаты. И продувка аргоном не нужна, когда можно покрыть внутреннюю часть медью.
Но вы всегда заканчиваете тем, что последняя панель не покрывается медью, если у вас нет БОЛЬШОГО смотрового люка, а у вас обычно нет.
Для этой проблемы я сделал внешнюю медную подкладку.
Это всего лишь две медные шины, соединяемые вместе, чтобы уложить их снаружи углового соединения. В нем достаточно широкой щели, чтобы угол выступал для сварки.
Этот также обслуживает две компании. Он поглощает тепло из области сварного шва и создает газовую плотину. Аргон проталкивается в стенки медных стержней и остается вокруг углового стыка. Если подуть аргон на стык внешнего угла, он просто разделит поток.
Этот эффект плотины не был очевиден для меня, когда я впервые сделал внешний радиатор.
Но это стало очевидно на первом дюйме, на котором я сварил его! Сварной шов на всем протяжении оставался соломенного цвета, что в противном случае плохо сказывалось бы на внешнем углу.
Конечно, если вы используете только внешнюю подкладочную медь, вам потребуется продуть аргон сварного шва изнутри!
Обычно я совмещаю внутреннюю медную подложку с внешней.
Когда я сделаю свой следующий танк, я сделаю еще одного стороннего спонсора. Затем я могу сварить длину первого, переключить блоки и поставить горячий на охлаждение, чтобы подготовить его к следующему запуску. Когда я использую внешнюю подложку, я получаю ЗТВ такой же большой, как зазор между двумя медными стержнями. Когда пытаюсь без HAZ, растет бесконтрольно.
Можно ли как-то использовать такую запись с изображениями? Видео было бы лучше, но я думаю, что оставлю это профессионалам вроде тебя!
С уважением, Маттиас С.
Часто задаваемые вопросы о нержавеющей стали
- Что делает нержавеющую сталь нержавеющей?
- В чем разница между нержавеющей сталью 18/8, 18/10 и 18/0?
- Может ли нержавеющая сталь ржаветь? Почему? (Я думал, нержавеющая сталь не ржавеет!)
- В чем разница между нержавеющей сталью 304 и 316?
- Нержавеющая сталь магнитная?
- Что такое «пассивация»?
- Можно ли «сваривать» нержавеющую сталь?
- Можно ли «закалить» нержавеющую сталь?
- Что означает обозначение «L»?
- Какова переработанная нержавеющая сталь?
- Поцарапана нержавеющая сталь на дверце холодильника, посудомоечной машины и / или столешнице. Как убрать царапины?
- Что такое «отожженное» состояние?
- Что означает термин «CRES»?
- Можно ли использовать нержавеющую сталь при очень низких и очень высоких температурах?
- Какие спецификации AISI для нержавеющей стали?
- Можно ли обрабатывать нержавеющую сталь?
- У меня кухня из нержавеющей стали с кафельным полом, и когда раствор для плитки был очищен муратовой кислотой, нержавеющая сталь обесцвечивалась. Как я могу исправить эту проблему?
- У меня холодильник из нержавеющей стали, и, поскольку некоторые виды нержавеющей стали немагнитны, я не могу прикреплять предметы к поверхности с помощью магнита.Как лучше всего прикрепить что-нибудь к нержавеющей стали?
- Кто изобрел нержавеющую сталь?
- Как лучше всего очистить гриль для барбекю из нержавеющей стали?
- Какая стандартная отделка для нержавеющей стали, например, 2B и №4?
- В чем разница между «отожженным» состоянием и «мертвенно-мягким» состоянием для нержавеющей стали?
- Вам нужно «подогреть» нержавеющую сталь перед сваркой?
- Каков размер в дюймах для различных «датчиков», которые когда-либо используются?
- Какова степень переработки нержавеющей стали?
 Как убрать царапины?
Как убрать царапины? 1. Что делает нержавеющую сталь нержавеющей?
Что делает нержавеющую сталь нержавеющей?
Ответ: Нержавеющая сталь должна содержать не менее 10,5% хрома. Именно этот элемент вступает в реакцию с кислородом воздуха с образованием сложного поверхностного слоя оксида хрома, который является невидимым, но достаточно прочным, чтобы предотвратить дальнейшее «окрашивание» (ржавчину) поверхности кислородом. Более высокие уровни хрома и добавление других легирующих элементов, таких как никель и молибден, улучшают этот поверхностный слой и улучшают коррозионную стойкость нержавеющего материала.См. «Грунтовку для нержавеющей стали» для получения дополнительной информации.
2. В чем разница между нержавеющей сталью 18/8 и 18/10?
Ответ: Первое число — это количество хрома, содержащегося в нержавеющей стали, т. Е. 18 — это 18% хрома. Вторая цифра — это количество никеля, то есть 8 означает 8% никеля. Таким образом, 18/8 означает, что эта нержавеющая сталь содержит 18% хрома и 8% никеля. 18/10 — это 18% хрома и 10% никеля.Чем выше цифры, тем более устойчивый к коррозии материал. 18/0 — ошибочное обозначение. И 18/8, и 18/10 содержат никель и относятся к семейству нержавеющих марок «серии 300». 18/0 означает, что в нем 18% хрома, но нет никеля. Когда нет никеля, семейство нержавеющих марок — «серия 400». Серия 400 не так устойчива к коррозии, как серия 300, и является магнитной, а серия 300 — немагнитной.
18/10 — это 18% хрома и 10% никеля.Чем выше цифры, тем более устойчивый к коррозии материал. 18/0 — ошибочное обозначение. И 18/8, и 18/10 содержат никель и относятся к семейству нержавеющих марок «серии 300». 18/0 означает, что в нем 18% хрома, но нет никеля. Когда нет никеля, семейство нержавеющих марок — «серия 400». Серия 400 не так устойчива к коррозии, как серия 300, и является магнитной, а серия 300 — немагнитной.
3.Может ли нержавеющая сталь ржаветь? Почему? (Я думал, нержавейка не ржавеет!)
Ответ: Нержавеющая сталь не «ржавеет», как обычная сталь с красной оксидной пленкой на поверхности, которая отслаивается. Если вы видите красную ржавчину, это, вероятно, связано с некоторыми частицами железа, которые загрязнили поверхность нержавеющей стали, и именно эти частицы железа ржавеют. Посмотрите на источник ржавчины и попробуйте удалить его с поверхности.Если железо врезалось в поверхность, вы можете попробовать раствор 10% азотной и 2% плавиковой кислоты при комнатной температуре или слегка нагретом. После использования тщательно промойте участок большим количеством воды. Также можно использовать имеющиеся в продаже «травильные пасты». См. «Уход за нержавеющей сталью и чистка» для получения дополнительной информации.
После использования тщательно промойте участок большим количеством воды. Также можно использовать имеющиеся в продаже «травильные пасты». См. «Уход за нержавеющей сталью и чистка» для получения дополнительной информации.
4. В чем разница между нержавеющей сталью 304 и 316?
Ответ: 304 содержит 18% хрома и 8% никеля.316 содержит 16% хрома, 10% никеля и 2% молибдена. «Молибден» добавлен для защиты от коррозии хлоридов (таких как морская вода и противообледенительные соли). См. «Нержавеющая сталь для прибрежной и солевой коррозии
.5. Является ли нержавеющая сталь магнитной?
Ответ: Существует несколько «видов» нержавеющей стали. Серия 300 (которая содержит никель) НЕ магнитная. Серия 400 (которая содержит только хром и не содержит никель) ЯВЛЯЕТСЯ магнитными.
6. Что такое «пассивация»?
Ответ: Когда количество хрома (в железной матрице) превышает 10 ½%, мгновенно образуется сложный оксид хрома, который предотвращает дальнейшую диффузию кислорода на поверхность и приводит к «пассивному» характеру нержавеющей стали и ее стойкость к окислению (или коррозии). Химическое «погружение» в ванну с 10% азотной кислотой и 2% плавиковой кислотой усилит образование этого «пассивного» оксида.
Химическое «погружение» в ванну с 10% азотной кислотой и 2% плавиковой кислотой усилит образование этого «пассивного» оксида.
7. Можно ли «сваривать» нержавеющую сталь?
Ответ: ДА. Нержавеющая сталь легко сваривается, но процедура сварки отличается от процедуры сварки углеродистой стали. «Наполняющий» стержень или электрод должны быть из нержавеющей стали. (Свяжитесь с Американским обществом сварки для получения дополнительной информации)
8. Можно ли «закалить» нержавеющую сталь?
Ответ: ДА. Нержавеющую сталь серии 300 можно «закалить», НО только за счет «наклепа».«То есть путем холодной обработки материала, либо путем холодной прокатки до более легкого и легкого калибра, либо путем« протяжки »через матрицу или другой операции изменения размера.« Отжиг »нержавеющей стали УДАЛЯЕТ эффект деформационного упрочнения. ДА и НЕТ. ВНИМАНИЕ !!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!! Серия 400 состоит из двух различных структур нержавеющей стали. Одна называется «ферритной» (409, 430, 434, 439), которая не может быть упрочнена термической обработкой. Другая называется «мартенситной» (403, 410, 416, 420 и т. Д.). 440 A, B, C), которые МОГУТ быть закалены путем термообработки.См. «Рекомендации по выбору и использованию нержавеющей стали» для получения дополнительной информации.
Одна называется «ферритной» (409, 430, 434, 439), которая не может быть упрочнена термической обработкой. Другая называется «мартенситной» (403, 410, 416, 420 и т. Д.). 440 A, B, C), которые МОГУТ быть закалены путем термообработки.См. «Рекомендации по выбору и использованию нержавеющей стали» для получения дополнительной информации.
9. Что означает обозначение «L»?
Ответ: Использование буквы L после номера сорта, т. Е. 304L, означает, что содержание углерода ограничено МАКСИМАЛЬНЫМ значением 0,03% (нормальный уровень составляет максимум 0,08%, а в некоторых сортах может достигать 0,15% макс.). Этот более низкий уровень углерода обычно используется там, где будет выполняться «сварка».Более низкий уровень углерода помогает предотвратить истощение хрома (за счет образования карбидов хрома в месте сварки) и, следовательно, позволяет ему оставаться более 10 ½%, чтобы он мог образовывать «пассивный» оксидный слой, придающий нержавеющей стали ее коррозионную стойкость.
10. Что входит в переработку нержавеющей стали?
Ответ: Нержавеющая сталь подлежит 100% переработке.То есть всю нержавеющую сталь можно переплавить, чтобы получить новую нержавеющую сталь. Типичное количество переработанного «лома» нержавеющей стали, которое используется для изготовления новой нержавеющей стали, составляет от 65 до 80%.
11. Поцарапана нержавеющая сталь на дверце холодильника, посудомоечной машины и / или столешнице. Как убрать царапины?
Ответ: Царапины трудно удалить. Большинство кухонных приборов, раковин и столешниц имеют полированную поверхность с короткими направленными полировальными линиями.Чтобы восстановить первоначальный внешний вид полированной поверхности, необходим профессионал, например компания, специализирующаяся на производстве или полировке нержавеющей стали. Если дверную панель холодильника или посудомоечной машины можно заменить, покупка новой панели обычно более рентабельна, чем профессиональная повторная окраска. Домовладелец может подумать о приобретении сменных панелей с волосами ангела, потертостями, завитками или тиснением. Эти покрытия помогают скрыть легкие царапины и могут быть приобретены в компаниях, специализирующихся на отделках из нержавеющей стали.Стойки и дверцы приборов, которые не снимаются легко, необходимо отремонтировать на месте. Когда счетчик полируется, на нем могут появиться длинные, а не короткие полировальные линии. Если немного другая отделка приемлема и учитывается стоимость, домовладелец может отполировать прилавок или прибор, используя неметаллическую абразивную подушку, такую как подушечка Scotch Brite®. Это можно сделать, протерев поверхность подушечкой длинными равномерными движениями в том же направлении, что и текущие линии полировки.Это не устранит глубоких царапин. Профессионал может предложить такую отделку как менее дорогой вариант. Получающееся в результате покрытие обычно называют финишем с тонкими волосами или длинными волокнами. Некоторые производители бытовой техники начинают предлагать эту отделку.
Домовладелец может подумать о приобретении сменных панелей с волосами ангела, потертостями, завитками или тиснением. Эти покрытия помогают скрыть легкие царапины и могут быть приобретены в компаниях, специализирующихся на отделках из нержавеющей стали.Стойки и дверцы приборов, которые не снимаются легко, необходимо отремонтировать на месте. Когда счетчик полируется, на нем могут появиться длинные, а не короткие полировальные линии. Если немного другая отделка приемлема и учитывается стоимость, домовладелец может отполировать прилавок или прибор, используя неметаллическую абразивную подушку, такую как подушечка Scotch Brite®. Это можно сделать, протерев поверхность подушечкой длинными равномерными движениями в том же направлении, что и текущие линии полировки.Это не устранит глубоких царапин. Профессионал может предложить такую отделку как менее дорогой вариант. Получающееся в результате покрытие обычно называют финишем с тонкими волосами или длинными волокнами. Некоторые производители бытовой техники начинают предлагать эту отделку.
12. Что такое «отожженное» состояние?
Ответ: Нержавеющая сталь обычно продается в «отожженном» состоянии. Это просто означает, что материал находится в «мягком» или отожженном состоянии.Нержавеющая сталь серии 300 не может быть закалена термической обработкой (как углеродистые стали), но может быть упрочнена холодной обработкой. Эту холодную обработку можно устранить с помощью термической обработки (отжига), которая восстановит исходное мягкое состояние.
13. Что означает термин «CRES»?
Ответ: CRES — это что-то, что используется для обозначения нержавеющей стали. Это означает коррозионностойкую сталь. Это не обязательно означает, что сталь на самом деле нержавеющая, поскольку существуют другие материалы, устойчивые к коррозии, но не нержавеющая сталь.
14. Можно ли использовать нержавеющую сталь при очень низких и очень высоких температурах?
Ответ: Да. Нержавеющая сталь обладает превосходными свойствами при обоих крайних значениях температурной шкалы. Нержавеющая сталь может использоваться при температурах до жидкого азота и примерно до 1800 ° F.
Нержавеющая сталь обладает превосходными свойствами при обоих крайних значениях температурной шкалы. Нержавеющая сталь может использоваться при температурах до жидкого азота и примерно до 1800 ° F.
15. Каковы спецификации AISI для нержавеющей стали?
Ответ: AISI (Американский институт черной металлургии) был создателем системы нумерации серий 300 и 400 (т.э., нержавеющая сталь марки 304). Они также опубликовали руководство по продукции из нержавеющей стали, в котором перечислены эти обозначения и химический анализ, а также большинство механических и физических свойств каждой отдельной марки. Они НЕ являются спецификациями как таковые, а просто определениями отдельных классов. Большинство спецификаций, которые используются с нержавеющей сталью, взяты из ASTM (Американского общества испытаний материалов). Для получения дополнительной информации см. «Технические характеристики нержавеющей стали».Несколько лет назад Общество черной металлургии пришло на смену AISI в публикации Руководства по изделиям из нержавеющей стали.
16. Можно ли обрабатывать нержавеющую сталь?
Ответ: Да. Однако стандартные сорта нержавеющей стали обычно «липкие» и не дают чистой стружки при механической обработке или токарной обработке. Чтобы решить эту проблему, многие компании производят сплавы нержавеющей стали для «свободной обработки», в которые добавляют «стружколом» в матрицу.Сплав 303 является эквивалентом сплава 304 для свободной обработки.
17. У меня кухня из нержавеющей стали с кафельным полом, и когда раствор для плитки был очищен муратовой кислотой, нержавеющая сталь обесцвечивалась. Как я могу исправить эту проблему?
Ответ: Нержавеющая сталь, которая используется в кухонных приборах, вытяжных шкафах и т. Д., Обычно относится к типу 304. Это очень хорошая нержавеющая сталь, но она НЕ УСТОЙЧИВАЕТ МУРАТОВУЮ КИСЛОТУ.НЕЛЬЗЯ ИСПОЛЬЗОВАТЬ чистящие средства, которые используются для затирки швов вокруг плитки, камня и т. Даже не обязательно, чтобы кислота касалась нержавеющей стали, просто «пары» от нее вызовут обесцвечивание нержавеющей стали.
Даже не обязательно, чтобы кислота касалась нержавеющей стали, просто «пары» от нее вызовут обесцвечивание нержавеющей стали.
Шансы на исправление этого обесцвечивания зависят от степени обесцвечивания и глубины поражения. По возможности следует заменить всю панель из нержавеющей стали. Если это невозможно, вы можете попытаться устранить повреждение, выполнив процедуру удаления царапин.
18. У меня холодильник из нержавеющей стали, и, поскольку некоторые виды нержавеющей стали немагнитны, я не могу прикреплять предметы к поверхности с помощью магнита. Как лучше всего прикрепить что-нибудь к нержавеющей стали?
Ответ: Мы предлагаем «Клей-спрей для повторного монтажа» для временного, легкого и репозиционного склеивания. Super 77 (от 3M) — хороший вариант для более прочного или более прочного склеивания. Удаление остатков клея с помощью средства для удаления клея 3M Citrus Base должно легко удалить остатки клея.Для получения дополнительной информации: www. 3m.com/us/mfg_industrial/adhesives/jhtml/wheretobuy.jhtml
3m.com/us/mfg_industrial/adhesives/jhtml/wheretobuy.jhtml
19. Кто изобрел нержавеющую сталь?
Ответ: Щелкните здесь, чтобы перейти в раздел «История».
20. Как лучше всего чистить гриль для барбекю из нержавеющей стали?
Ответ: См. «Уход за нержавеющей сталью и очистка» в разделе «Справочники».
21.Какая стандартная отделка для нержавеющей стали, например, 2B и №4?
Ответ: Загляните в раздел «Стандартные покрытия» для описания и визуального сравнения всех доступных стандартных покрытий.
22. В чем разница между «отожженным» состоянием и «мертвенно-мягким» состоянием для нержавеющей стали?
Ответ: Обычное «условие», при котором изделия из нержавеющей стали (листы, пластины, прутки, проволока и т. Д.) поставляются в «отожженном» состоянии. Это означает, что последней операцией является нагрев материала до температуры, при которой можно снять остаточные напряжения при производстве, и материал будет в «мягком» состоянии. Однако большая часть плоского проката изготавливается в бухтах, и когда «лист» вырезается из бухты, он обычно «сплющивается», что добавляет небольшое напряжение к материалу. Барные изделия обычно выпрямляются, что также добавляет немного стресса.Термин «мертвенно-мягкий» обычно относится к продукту, в котором снимается даже такое небольшое напряжение, но на практике это условие не всегда доступно.
Это означает, что последней операцией является нагрев материала до температуры, при которой можно снять остаточные напряжения при производстве, и материал будет в «мягком» состоянии. Однако большая часть плоского проката изготавливается в бухтах, и когда «лист» вырезается из бухты, он обычно «сплющивается», что добавляет небольшое напряжение к материалу. Барные изделия обычно выпрямляются, что также добавляет немного стресса.Термин «мертвенно-мягкий» обычно относится к продукту, в котором снимается даже такое небольшое напряжение, но на практике это условие не всегда доступно.
23. Необходимо ли «подогреть» нержавеющую сталь перед сваркой?
Ответ: НЕТ. Аустенитную нержавеющую сталь (серия 300) не нужно предварительно нагревать перед сваркой.
24. Каков размер в дюймах для различных «датчиков», которые когда-либо используются?
Ответ: The U.S. Стандартные калибры для нержавеющей стали имеют следующую номинальную толщину в дюймах:
Калибр | Толщина |
10 | 0,141 дюйм |
11 | 0,125 |
12 | 0. |
14 | 0,078 |
16 | 0,063 |
18 | 0,050 |
20 | 0,038 |
22 | 0.031 |
24 | 0,025 |
26 | 0,019 |
28 | 0,016 |
32 | 0,010 |
 109
109Однако: всегда лучше заказывать изделия из нержавеющей стали определенной толщины в «дюймах», а НЕ ПО МЕРНЫМ НОМЕРАМ.
25. Каков уровень вторичного использования нержавеющей стали?
Ответ: Все изделия из нержавеющей стали подлежат 100% вторичной переработке. Многие компании по переработке вторсырья хотят, чтобы различные типы отходов хранились отдельно (все серии 300 вместе и т. Д.). Типичная скорость повторного плавления нержавеющей стали составляет от 60 до 85%.
Многие компании по переработке вторсырья хотят, чтобы различные типы отходов хранились отдельно (все серии 300 вместе и т. Д.). Типичная скорость повторного плавления нержавеющей стали составляет от 60 до 85%.
, Перила из нержавеющей стали, स्टील रेलिंग — Pari Welding & Contractor, Greater Noida
Перила из нержавеющей стали, SS Перила, रेलिंग — Pari Welding & Contractor, Greater Noida | ID: 15305029633Спецификация продукта
| Положение | Лестница |
| Материал | Нержавеющая сталь |
| Индивидуальный | Да |
Описание продукта
Опираясь на богатый отраслевой опыт, мы обеспечиваем высококачественный ассортимент перил из нержавеющей стали .
Спецификация:
- Размеры доступны в соответствии с требованиями клиента
Заинтересовал этот товар? Получите последнюю цену у продавца
Связаться с продавцом
Изображение продукта
О компании
Год основания 2012
Юридический статус Фирмы Физическое лицо — Собственник
Характер бизнеса Производитель
Количество сотрудников До 10 человек
Годовой оборот До рупий.50 лакх
Участник IndiaMART с апреля 2015 г.
GST09AVBPV9428M1ZP
Нас считают ведущим производителем или высокопрочным ассортиментом ворот и дверей из нержавеющей стали , металлических решеток, металлических роллет, металлических кузовов грузовиков и т. Д. Вернуться к началу 1 Есть потребность?
Получите лучшую цену
Есть потребность?
Получите лучшую цену
Pro Welds Blog о перилах из нержавеющей стали и стекла в Торонто
Кованые перила s — очень популярный продукт, особенно среди домовладельцев, которые хотят придать своему дому изысканный индивидуальный подход. В Pro Weld мы производим перила из кованого железа более двух десятилетий и обладаем техническими и дизайнерскими знаниями, не имеющими аналогов в отрасли. Мы гордимся тем, что обслуживаем сообщества по всему Большому Торонто, от Берлингтона и Оквилля до Ньюмаркета и Авроры.
В Pro Weld мы производим перила из кованого железа более двух десятилетий и обладаем техническими и дизайнерскими знаниями, не имеющими аналогов в отрасли. Мы гордимся тем, что обслуживаем сообщества по всему Большому Торонто, от Берлингтона и Оквилля до Ньюмаркета и Авроры.
Возможно, вы уже приняли решение заменить старые перила, которые не вдохновляли вас, на новые из кованого железа, или, возможно, вы переезжаете на новое место и, наконец, имеете возможность воплотить в жизнь свой собственный дизайн.В любом случае, при инвестировании необходимо учитывать ряд важных факторов. Кованые перила — уже отличный выбор; мы надеемся, что эта информативная статья будет полезной и поможет вам принять наилучшее решение.
Бюджет и цели
Перед тем, как приступить к любому проекту, всегда лучше вначале прояснить как минимум две вещи: сколько вы хотите потратить на проект? Далее, чего именно вы хотите достичь с помощью этих инвестиций? Слишком часто люди мечтают о грандиозных и придумывают слишком сложные планы только для того, чтобы обнаруживать, что проект полностью превышает их финансовые возможности. Дело не в том, что мы не поощряем клиентов и потенциальных клиентов мечтать о большом; Часто с помощью разумных советов и эффективного планирования можно сделать многое в рамках скромного бюджета.
Дело не в том, что мы не поощряем клиентов и потенциальных клиентов мечтать о большом; Часто с помощью разумных советов и эффективного планирования можно сделать многое в рамках скромного бюджета.
Вот почему при планировании новых перил из кованого железа полезно знать заранее, сколько именно вы готовы потратить в первую очередь. Затем, когда вы определитесь с вашими ближайшими целями и требованиями, вы можете проконсультироваться с такими экспертами, как Pro Weld, которые помогут вам найти лучший способ достижения этих целей с использованием имеющихся у вас финансовых ресурсов.Некоторые из этих целей будут включать конкретные детали проекта, о которых мы поговорим в следующем разделе.
Материалы и дизайн
Кованые перила служат, в первую очередь, как минимум для одной четкой цели — безопасности. Если вы работаете с надежным и заслуживающим доверия производителем, таким как Pro Weld, функция безопасности и безопасность ваших перил будут гарантированы.![]() Чего еще вы надеетесь достичь помимо этого? Ваши новые перила — неотъемлемая часть ремонта дома? Хотели бы вы, чтобы ваши кованые перила действительно выделялись и выделялись сами по себе, или вы бы хотели, чтобы они идеально вписались в декор остальной части вашего дома? Что было не идеальным в ваших старых перилах, что вы хотели бы изменить, заменив их?
Чего еще вы надеетесь достичь помимо этого? Ваши новые перила — неотъемлемая часть ремонта дома? Хотели бы вы, чтобы ваши кованые перила действительно выделялись и выделялись сами по себе, или вы бы хотели, чтобы они идеально вписались в декор остальной части вашего дома? Что было не идеальным в ваших старых перилах, что вы хотели бы изменить, заменив их?
В зависимости от ответов на эти вопросы вы можете перейти к принятию важных решений относительно материалов и дизайна.Кованое железо, конечно, можно использовать само по себе для создания огромного разнообразия вдохновляющих дизайнов, но вам также может быть интересно объединить кованые перила с другими материалами, такими как стекло, для создания альтернативной визуальной подписи.
Кроме того, какой стиль и дизайн вас вдохновляют? Это, конечно, решающий фактор; вы ищете что-то современное или классическое, замысловатое или простое, абстрактное или цветочное? Также внимательно подумайте, как ваши новые кованые перила дополнят и впишутся в остальную часть вашего дома. Особенно разумно сравнивать потенциальный дизайн (-ы) с существующими приборами, такими как заборы, ворота, двери и освещение.
Особенно разумно сравнивать потенциальный дизайн (-ы) с существующими приборами, такими как заборы, ворота, двери и освещение.
Найдите профессиональных специалистов по кованым перилам
Если вы еще не начали делать это до этого момента, сейчас самое время найти подходящих профессионалов для выполнения этой работы. Худшее, что вы можете сделать, — это придумать идеальный план и бюджет, а ваши инвестиции будут потрачены впустую из-за неквалифицированного рабочего, выполняющего плохую работу. Как вы подбираете качественных профессиональных сварщиков, чтобы воплотить ваши идеи в жизнь?
Есть ряд вещей, которые вы должны исключить из списка при поиске профессиональных слесарей.Прежде всего, постарайтесь получить рекомендации от людей, которых вы знаете — друзей, родственников и коллег. Таким образом, вы из первых рук услышите об их опыте и их удовлетворенности результатами. Узнайте, как они относились ко всему процессу и конечному результату. Было ли приятно и легко работать с компанией и сотрудниками? Были ли они дотошными и убирали ли за собой? Если возможно, осмотрите готовые кованые перила вашего друга.
Вы также захотите убедиться, что компания имеет полную лицензию на деятельность, связана и застрахована.Принадлежность к профессиональным ассоциациям отрасли также является хорошим знаком. Сколько лет опыта в бизнесе у них есть? Могут ли они дать вам график или они работают над слишком большим количеством проектов одновременно? Также важно попросить показать примеры их предыдущей работы; если они не хотят давать рекомендации, это, вероятно, знак того, что вам следует искать качественного сварщика в другом месте.
Эксперты по сварке
Если вы серьезно настроены найти квалифицированного слесаря для изготовления ваших кованых перил, подумайте о консультации с Pro Weld.Обладая обширным опытом в отрасли, мы являемся экспертами в области перил из нержавеющей стали, перил из кованого железа, а также проектирования, сварки и изготовления нестандартных стальных конструкций.
В Pro Weld мы стремимся к качеству от начала до конца. Это означает, что мы уделяем пристальное внимание деталям на каждом этапе процесса и работаем с осторожностью — от первоначального консультирования, планирования и проектирования до изготовления, установки, отделки и очистки. Если вы решите работать с Pro Weld, наши специалисты будут тесно сотрудничать с вами, чтобы гарантировать, что результат проекта будет соответствовать вашим целям.Наши клиенты всегда на первом месте, и именно так мы построили невероятно успешный бизнес за эти годы; просто предоставляя качественные продукты и отличное обслуживание клиентов. Позвоните нам сегодня, чтобы назначить консультацию.
Если вы решите работать с Pro Weld, наши специалисты будут тесно сотрудничать с вами, чтобы гарантировать, что результат проекта будет соответствовать вашим целям.Наши клиенты всегда на первом месте, и именно так мы построили невероятно успешный бизнес за эти годы; просто предоставляя качественные продукты и отличное обслуживание клиентов. Позвоните нам сегодня, чтобы назначить консультацию.
Мы продаем кованые перила в районе Большого Торонто. Звоните (905) -669-8633
Знакомы ли вы с различными типами сварных соединений для нержавеющей стали
Рекомендации по сварным швам — сборная нержавеющая сталь | |
| |
| Класс 1 Наполнитель Сварщик добавит присадку, чтобы не было подрезов.  1/2 ″ корень. 1/2 ″ корень. | |
| Class 2 Fusion Сварщик добавит присадку, чтобы не было подрезов. 3/8 ″ корень. Weld будет иметь вид шеврона. | |
| Класс 3 Fusion Без наполнителя, поэтому подрез будет | |
Основываясь на 165-летнем наследии, компания Wagner является ведущим специалистом в области изготовления металлических конструкций и архитектурных ограждений.Мы больше, чем просто производитель и поставщик по всему миру, наша ориентация на нишу и знание местного рынка позволяют нам вводить новшества, чтобы мы могли лучше адаптироваться к потребностям клиентов.
Готовясь работать, Вагнер живет, чтобы сотрудничать. Наши клиенты рассчитывают на то, что мы предоставим наилучшее возможное решение для любой установки. Отвечая на звонки и быстро решая проблемы, мы остаемся активным партнером в проектах и в построении долгосрочных отношений. Как гордые и знающие металлисты, мы стремимся помочь нашим клиентам найти лучшее, быстрое и более выгодное решение.Как эксперты в области кодовых требований, мы работаем с вами, чтобы гарантировать, что ваши спецификации и установки соответствуют или превосходят их во всем мире.
Как гордые и знающие металлисты, мы стремимся помочь нашим клиентам найти лучшее, быстрое и более выгодное решение.Как эксперты в области кодовых требований, мы работаем с вами, чтобы гарантировать, что ваши спецификации и установки соответствуют или превосходят их во всем мире.
Мы общаемся открыто и честно и выполняем взятые на себя обещания. Твердо поддерживая наши продукты и услуги, мы заслужили доверие наших клиентов, и именно поэтому они полагаются на нас изо дня в день. Инвестируя в нашу компанию, мы опережаем возникающие тенденции и теперь готовы служить нашим клиентам в будущем.
Посетите наш сайт электронной торговли, чтобы проверить наличие и цены на наши продукты.
Сварка и ремонт перил, алюминиевых перил и перил из нержавеющей стали — JW Welding
Мы ремонтируем и устанавливаем новые наружные перила, такие как алюминиевые перила, стальные перила для наружных лестниц, перила из нержавеющей стали и ограждения. Фактически, большинство наружных перил ремонтируется на месте и на месте, это также относится к наружным лестничным перилам и ограждениям. Кроме того, важно понимать, что мы специализируемся на ремонте наружных алюминиевых перил из-за востребованной услуги.
Наш ремонт снижает угрозу безопасности
Фактически, наша цель — снизить опасность, вызываемую трещинами, ржавчиной и поломкой конструкций в коммерческих, промышленных и жилых объектах обслуживания. Кроме того, мы также изготавливаем и устанавливаем новые перила и перила из материалов, описанных выше. Однако мы понимаем, что управляющие недвижимостью в первую очередь стараются увеличить время использования существующих поручней.Поэтому в первую очередь мы хотим отремонтировать то, что у вас есть. Затем, в случае крайней необходимости или в связи с необходимостью очень серьезного ремонта, мы предлагаем изготовление новых поручней. Конечно, соображения безопасности приводят нас к категории наружных лестничных перил и ограждений, влияющих на наше решение.
Таким же образом, наши услуги по сварке поврежденных ограждений, перил наружных лестниц и наружных перил варьируются в зависимости от их устойчивых повреждений и используемых материалов. И, конечно же, мы делаем акцент на удешевлении сварочного ремонта.Однако в целом ремонт алюминиевых перил сваркой оказывается наиболее дорогостоящим, но при этом наиболее популярным из-за множественных трещин. Далее, вероятно, последуют перила из нержавеющей стали с интенсивными трещинами. Наименее затратным является ремонт сваркой стальных перил, поврежденных ржавчиной. В большинстве случаев мы просто заменяем нижние части стоек, чтобы продлить время использования стальных перил.
И, конечно же, мы делаем акцент на удешевлении сварочного ремонта.Однако в целом ремонт алюминиевых перил сваркой оказывается наиболее дорогостоящим, но при этом наиболее популярным из-за множественных трещин. Далее, вероятно, последуют перила из нержавеющей стали с интенсивными трещинами. Наименее затратным является ремонт сваркой стальных перил, поврежденных ржавчиной. В большинстве случаев мы просто заменяем нижние части стоек, чтобы продлить время использования стальных перил.
Мы стараемся выполнять большую часть сварочных работ на объекте для алюминиевых, нержавеющих и стальных конструкций, и только в очень особых случаях мы обращаемся к сварочным цехам.
Ремонт алюминиевых перил или поручней из нержавеющей стали
Ремонт алюминиевых перил или перил из нержавеющей стали требует различного сварочного оборудования, сварочных материалов и различных навыков сварки. Эти новые конструкции из алюминия и нержавеющей стали намного дороже, и впоследствии их гораздо дороже ремонтировать. Большинство менеджеров рассматривают алюминиевые перила как лучшую замену стальной конструкции, поскольку они устойчивы к коррозии и хорошо выглядят. Перила из нержавеющей стали являются обязательными для бассейнов из-за их высокой коррозионной стойкости и там, где требуется блестящий вид нержавеющей стали.
Большинство менеджеров рассматривают алюминиевые перила как лучшую замену стальной конструкции, поскольку они устойчивы к коррозии и хорошо выглядят. Перила из нержавеющей стали являются обязательными для бассейнов из-за их высокой коррозионной стойкости и там, где требуется блестящий вид нержавеющей стали.
Ремонт алюминиевых перил.
Алюминиевые перила, вообще говоря, устойчивы к коррозии. Именно поэтому все больше владельцев отдают предпочтение именно этому материалу. К сожалению, большинство управляющих забывают, что коррозия алюминия является существенным фактором повреждения нижней части столбов, на которую воздействуют вещества, способствующие таянию снега. Кроме того, эти алюминиевые конструкции получают повреждения в результате вандализма. Вандалы гнут алюминиевые конструкции и пытаются вытащить зубцы перемычки.
Ремонт сваркой алюминиевых перил, служащих ограждением для пешеходных переходов у реки.Сделано JW Portable Welding & Repair, Лондон, Онтарио, 2016
Безусловно, трещины — это наиболее частые структурные повреждения алюминиевых перил. Эти трещины развиваются из-за
Эти трещины развиваются из-за
- недостаточная техника сварки,
- неправильный выбор сварочных материалов: проволока или пруток
- слишком большая разница в толщине сварных элементов, что значительно затрудняет сварку алюминия, или
- удар
В нашей службе ремонта трещин алюминиевых перил и перила, мы делаем упор на ремонт трещин и замену гнутых элементов вместо изготовления новой конструкции.
Для ремонта трещин алюминиевых перил используется
- наши специальные алюминиевые сварочные стержни, которые обеспечивают хорошие результаты при толщине алюминиевых стенок более 3/16 дюйма,
- двухтактный пистолет с проволокой 5xxx,
- пистолет с катушкой с тонкой алюминиевой проволокой 5xxx или
- комбинация всех этих методов .
Для всех методов защиты от газа требуется сварочная палатка для сварки алюминиевых перил, а иногда установка сварочной палатки просто невозможна в ветреную погоду.Поэтому в таких случаях мы прибегаем к сварке алюминиевых перил приклеиванием. Затем все сварные швы зачищаются абразивом.
Перила алюминиевая сварка палкой
Самая удобная техника — это сварка алюминия электродом с помощью сварочного стержня 4xxx, так как ремонт можно производить на месте при любых погодных условиях и на любом мосту. Фактически, наш алюминиевый сварочный пруток помогает нам реализовывать проекты на многих мостах в Онтарио. Так как алюминиевые перила на мосту можно рассматривать как ограждения, их прочность должна быть достаточной, и ремонт необходимо проводить незамедлительно.
Сварка алюминиевых перил Mig
Мы реже используем наш катушечный пистолет с алюминиевой проволокой большей толщины при сварке на месте. Ветер значительно влияет на сварку алюминиевых поручней, поскольку он уносит защитный газ. В менее ветреную погоду наш сварщик предпочитает защитный зонт, поскольку он более портативен, чем сварочная палатка. Установка палатки для сварки в ветреную погоду — последнее средство, поскольку она непереносима и значительно увеличивает стоимость.
Трещины на очень тонких алюминиевых перилах обрабатываются в мастерской нашей тончайшей проволокой 5ххх с использованием катушечного пистолета. В нашем сварочном цехе есть дополнительные правила, правильный контроль настройки, и нам не нужно беспокоиться о ветре.
Ремонт перил из нержавеющей стали
Поручень из нержавеющей стали является обычным приспособлением в любом внутреннем или внешнем бассейне. А у перил из нержавеющей стали образуются трещины материала и трещины сварных швов из-за колебаний температуры и неспособности свободно расширяться или сжиматься из-за поручня или конструкции перил.
Ремонт сваркой трещины перил из нержавеющей стали. Сделано JW Portable Welding & Repair, Лондон, Онтарио, 2017 г.
Ремонт поручней из нержавеющей стали сложен. Эти осложнения относятся к:
- сплав нержавеющей стали,
- толщина материала,
- форма трещины и
- доступ к мощности.
Сплав нержавеющей стали оказывает сопротивление коррозии, а старые конструкции низкого качества склонны к питтингу.Низкое качество сплава нержавеющей стали демонстрирует типичное изменение цвета ржавчины, что приводит к более серьезным повреждениям ржавчины. Ситуация может привести к очень странным процедурам, используемым ремонтной бригадой, которая пытается удалить ржавчину с поручня из нержавеющей стали низкого качества. Трещины, образовавшиеся в ржавых перилах из нержавеющей стали низкого качества, трудно поддаются ремонту.
Поручни из нержавеющей стали с очень тонкими стенками
Основные трудности при ремонте трещин более современных и качественных перил из нержавеющей стали связаны с толщиной материала.Поручень просто хорошо смотрится с элементами приличного диаметра. Однако этот материал настолько тонкий, что трещины при сварке GTAW, расположенные на некотором расстоянии от узла тройника, могут привести к образованию отверстий. В таких случаях приходится прибегать к сварке самой тонкой проволокой на нашем сварочном аппарате GMAW. Используя нашу машину Mig, мы пытаемся увеличить толщину материала, окружающего трещину, а затем сварить трещину. И снова перила из нержавеющей стали в бассейне играют роль ограждения, и безопасность здесь превыше всего.
Некоторые трещины в поручнях из нержавеющей стали очень длинные, и их ремонт на месте сложен и требует много времени. В таких случаях мы, как правило, заменяем секцию вместо того, чтобы ремонтировать трещину.
Доступ к электроэнергии в этих проектах всегда затруднен. В внешних бассейнах мы можем получать электроэнергию от генератора для наших точных машин Tig или Mig. Но в этой среде мы должны иметь дело с ветреной погодой, в результате чего необходимо установить сварочную палатку. Поэтому мы стремимся подойти к ремонту этих конструкций в своем сварочном цехе, если это возможно.
Доступ к электричеству в закрытом бассейне всегда затруднен и требует длинных удлинителей и долгой настройки. К счастью, здесь нам не приходится иметь дело с ветреной погодой.
Ремонт перил наружной лестницы и перил стальных
Перила наружной лестницы, стальные перила и поручни ржавеют, и даже если вы красите их регулярно, в рамках вашего режима обслуживания, каждые несколько лет, они все равно будут ржаветь. Мы свариваем только участки, пораженные коррозией и ржавчиной, заменяя их новым толстым материалом.Таким образом мы избегаем установки новых конструкций. Таким образом, мы снижаем стоимость ремонта и увеличиваем время использования.
Ремонт стальных перил и ограждений перед Тимом Хортонсом. Сделано JW Portable Welding & Repair, Сент-Томас, Онтарио, 2018
Материал старых перил и поручней обычно намного толще по сравнению с новыми конструкциями. Современные конструкции просто выглядят громоздкими и прочными. Но на самом деле их очень тонкий материал быстро образует дыры после того, как осядет ржавчина или коррозия.Поэтому наши усилия сосредоточены на сохранении более толстой структуры с заменой деталей на элементы такой же или большей толщины, как у старой конструкции.
Стальные перила и стойка перил вызывают больше всего проблем
В большинстве проектов участки, подверженные ржавчине или коррозии, расположены внизу стоек. Иногда даже опорная плита находится в довольно хорошем состоянии, но первые 8–10 дюймов корродированы, и сквозь них видны дыры. Изготовитель использует HSTS или черную трубу для стойки конструкции.С годами днище столба становится намного толще внизу, что является стандартным признаком проникновения ржавчины.
Ржавое основание стальной стойки поручня. Сделано JW Portable Welding & Repair, Лондон, Онтарио, 2018
Мы заменяем нижнюю часть стоек (до 16 дюймов) на материал вдвое большей толщины для всех перил и поручней, подверженных коррозии или ржавчине. При необходимости мы также заменяем опорные плиты, которые будут толще и немного больше, чтобы обеспечить возможность крепления.
Ремонт сварочных перил лестничных клеток. Сделано JW Portable Welding & Repair, Лондон, Онтарио, 2014
Мы используем наш сварочный аппарат с флюсовой сердцевиной для сварки MIG трещин на конструкции тонкостенных стальных перил. Таким образом, ремонт сварных швов можно производить практически в любом месте и в любую погоду. Большинство ремонтов сварных швов выполняется на месте.