Нарезание резьбы плашками и метчиками
Плашка это изделие, которое изготавливается из инструментальной стали, основное назначение которой является нарезание резьбы. Обычно внешний диаметр плашек имеет цилиндрическую форму для установки в отверстие плашкодержателя или оправки, но бывают также и шестигранные поверхности. Поэтому плашку можно сравнить с той же закалённой гайкой, у которой имеются дополнительные отверстия, смещённые от центра для выхода стружки. В местах пересечения этих отверстий с резьбовым отверстием образуются режущие кромки.
До того, как начать выполнение работ связанных с нарезанием резьбы, плашку необходимо установить в специальный держатель и закрепить её с внешних сторон винтами. Деталь, на поверхности которой планируется нарезание резьбы, обычно закрепляется в токарном патроне. На её торце делается фаска не меньше профиля резьбы, для облегчения захода плашки в процессе резания, а обрабатываемый диаметр занижается на одну или две десятые миллиметра от номинального значения.
С помощью пиноли задней бабки осуществляется прижим плашкодержателя, это позволяет задавать правильное направление для самой плашки, которая устанавливается в специальное для нарезания резьбы положение. После этого можно включать вращение шпинделя, причём желательно это делать на минимальных оборотах.
Чтобы деталь соответствовала надлежащему качеству, необходимо отслеживать положение плашки. Во время технологического процесса она должна постоянно находиться перпендикулярно оси цилиндрического изделия, а давление, оказываемое на неё пинолью задней бабки, должно быть равномерным.
Если имеется оснастка и соответствующее оборудование, то плашку можно устанавливать в специальный держатель. Его закрепляют в гнездо револьверной головки или в пиноли задней бабки. При этом плашка будет изначально находиться на оси задней бабки, которая соосна со шпинделем станка.
Предварительно обработанная поверхность перед нарезанием резьбы должна иметь диаметр меньше, чем номинальный диаметр:
- Диаметры под резьбу от
Ø 6до10 ммзанижаются на0,1–0,2мм; - Диаметры заготовки от
Ø 11до18 ммна0,12–0,24 мм; - Для диаметров от
Ø 20до30 ммна0,14–0,28 мм.
Рекомендуемые скорости резания v при нарезании резьбы составляют: для стали от З до 5 м/мин; для чугуна от 2 до 3 м/мин; для латуни от 10 до 15 м/мин.
Для того чтобы процесс нарезания резьбы и конечный результат был на высоком качественном уровне необходимо использовать смазочно-охлаждающие жидкости обеспечивающие хорошую чистоту поверхностей обрабатываемым изделиям.
Нарезание резьбы метчиками
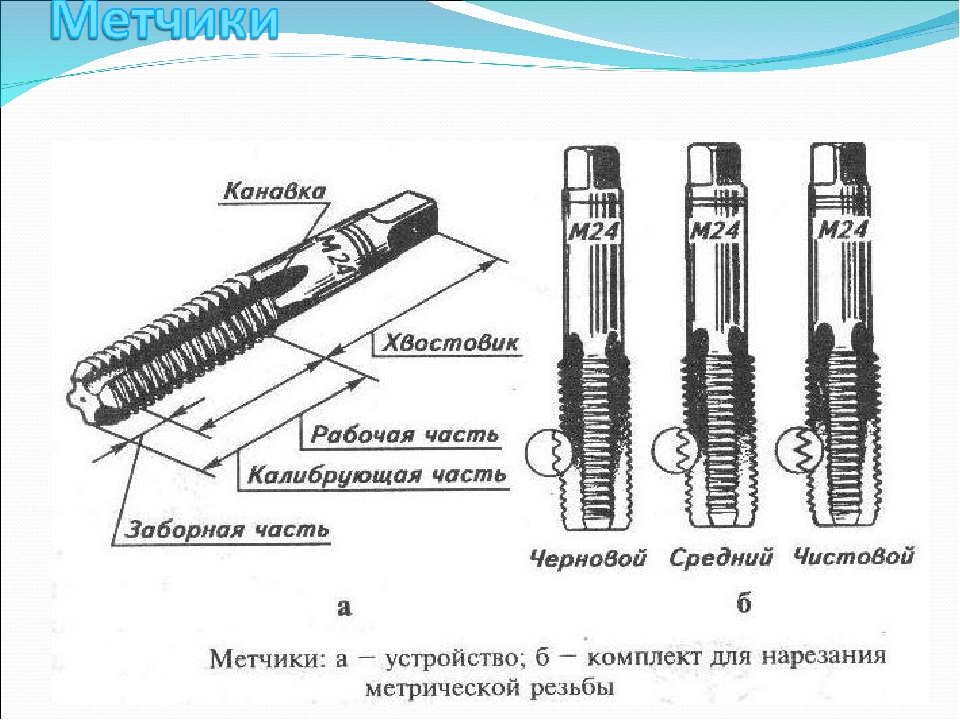
Метчик представляет собой изделие, изготовленное из закалённой инструментальной стали, назначением которого является нарезание внутренней резьбы. По форме метчик схож с обычным винтом, но в отличие от последнего он имеет продольные канавки, для выхода стружки, они же, образуют в свою очередь режущие кромки в местах пересечения с резьбовой поверхностью.
В состав этого инструмента входит рабочая часть и хвостовик. Коническая резьбовая часть метчика предназначена для постепенного срезания слоя материала при ввинчивании инструмента в просверленное заранее отверстие, а цилиндрическая часть для окончательной калибровки. Хвостовик, окончание которого имеет, как правило, квадратную форму, служит для закрепления его в специальных удерживающих приспособлениях. Таковыми могут быть, как воротки, так и специальные оправки.
При нарезании резьбы, на универсальных токарных станках выполняется такой технологический процесс, при котором происходит постепенное срезание слоя материала, чем обеспечивается надлежащее качество. Для этого применяют два и даже три метчика входящие в комплект для первоначального и окончательного нарезания резьбы. Обычно, их обозначают поперечными рисками. Для первого одна риска, для второго две, а для третьего соответственно три.
На токарном станке нередко применяют и машинные метчики, что позволяет нарезать резьбу за один рабочий ход. В отличие от обычных резьбонарезных инструментов машинные метчики обладают увеличенным режущим коническим участком. Это способствует постепенному срезанию слоя металла. Чаще всего их применяют для того, чтобы обеспечить нарезку резьбы в сквозных отверстиях – гайках и похожих элементах.
Это способствует постепенному срезанию слоя металла. Чаще всего их применяют для того, чтобы обеспечить нарезку резьбы в сквозных отверстиях – гайках и похожих элементах.
Известно, что перед нарезанием внутренней резьбы необходимо просверлить отверстие, причём если оно имеет небольшой диаметр, то для его обработки требуется, только сверло, а при больших диаметрах они подвергаются расточке после сверления. Сами отверстия делаются чуть больше номинального значения на 0,1 – 0,3 миллиметра в зависимости от диаметра резьбы и используемого материала, чтобы избежать смятия и даже срыва ниток резьбы.
Диаметры отверстий под метрическую резьбу, нарезаемых метчиками, выбирают по специальным таблицам.
Приёмы нарезания резьбы метчиками
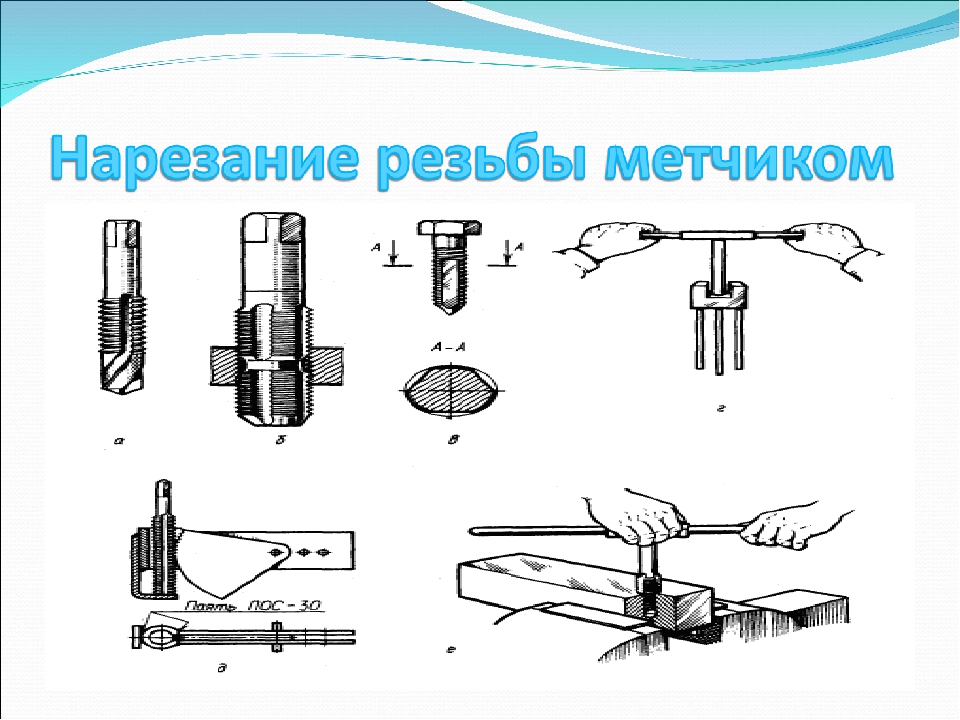
До начала процесса метчик должен быть установлен в исходное положение. Это обеспечивается, если заборную часть инструмента вводят в отверстие, а хвостовую при этом поддерживают с помощью центра задней бабки. Чтобы не допустить проворачивания метчика на его квадрат закрепляется вороток, который своей ручкой упирается на суппорт.
Чтобы нарезать первые нитки резьбы необходимо равномерно и осторожно двигать шпиндель задней бабки с помощью маховика. Когда метчик начнет врезаться в отверстие заготовки, дальше он будет продолжать движение по нарезаемым виткам. Однако и после этого перемещение пиноли задней бабки надо продолжать, слегка поджимая инструмент. Это необходимо для того, чтобы хвостовая часть метчика, поддерживаемая центром, оставалась на оси вращения, также как и режущая часть, входящая в отверстие. При этом, во время всего процесса, важно обеспечить обильное охлаждение.
Для нарезания резьбы рекомендуемая скорость резания должна составлять v = 5 – 12 м/мин для нарезания резьбы метчиками в стальных заготовках; v = 6 – 22 м/мин – в чугунных, бронзовых и алюминиевых заготовках.
НАРЕЗАНИЕ РЕЗЬБЫ МЕТЧИКАМИ И ПЛАШКАМИ
Образование и классификация резьб
Резьба представляет собой винтовую канавку определенного профиля, прорезанную на цилиндрической или конической поверхностях. На токарных станках ее выполняют посредством двух равномерных движений — вращения заготовки и поступательного перемещения режущего инструмента вдоль ее оси.
На токарных станках ее выполняют посредством двух равномерных движений — вращения заготовки и поступательного перемещения режущего инструмента вдоль ее оси. Применяемые резьбы можно разделить на ряд групп:
1) по расположению — на наружные и внутренние;
2) по назначению — на крепежные и ходовые;
3) по форме исходной поверхности — на цилиндрические и конические;
4) по направлению — на правые и левые;
5) по форме профиля — на треугольные, прямоугольные, трапецеидальные, круглые;
6) по числу заходов — на одно и многозаходные.
Крепежные резьбы чаще всего имеют треугольный профиль.
Они используются для соединения различных деталей.-
Ходовые резьбы служат для преобразования вращательного движения в поступательное. К ним относятся резьбы с трапецеидальным и реже прямоугольным профилем.
Конические резьбы обеспечивают высокую герметичность соединения и поэтому применяются в местах, находящихся под повышенным давлением жидкостей и газов.
У правых резьб винтовая канавка имеет направление по ходу часовой стрелки (если смотреть с торца детали), у левых — наоборот.
Однозаходными называются резьбы, имеющие одну винтовую канавку. В многозаходных резьбах выполнено несколько параллельных винтовых канавок, равномерно расположенных по окружности. Число заходов резьбы можно определить по количеству начал винтовых канавок на торце детали.
Нарезание резьб круглыми плашками
1. Область применения и инструменты.
Круглые плашки применяются для нарезания наружных резьб треугольного профиля на деталях, к которым не предъявляют высоких требований соосности резьбы с другими поверхностями. Пределы выполняемых резьб ограничиваются механическими свойствами обрабатываемого металла. Так, например, на токарных станках’ круглыми плашками нарезают резьбы на стальных деталях с шагом примерно до 2 мм. Для более мягких цветных металлов этот предел может быть увеличен. Резьбы с крупным шагом предварительно прорезают резцом, а затем калибруют плашками.
Круглые плашки (рис. 118, а) по внешнему виду напоминают гайку, в которой для создания режущих кромок просверлены стружечные отверстия (от 3 до 8 в зависимости от размера).
Рабочая часть плашки для цилиндрических резьб состоит из трех участков: двух крайних — режущих и среднего — калибрующего. Режущие части плашки конические с углом конуса 2ф = 50—60°. Калибрующая часть цилиндрическая, Она придает резьбе окончательные размеры и обеспечивает направление плашке в процессе резания.
Геометрическая форма зуба плашки создается передним углом у который выполняют заточкой в пределах 15—20° (для плашек централизованного изготовления). При резании твердых металлов его рекомендуется уменьшать до 10—12°, а для мягких — увеличивать4 до 20—25°. Задний угол а выполняют затылованием только на режущих частях в пределах 6—8°.
Для крепления в плашкодержателе или резьбонарезном патроне на наружной поверхности плашки предусмотрены конические углубления и угловой паз. Угловой паз плашки позволяет при необходимости
разрезать плашку шлифовальным кругом по перемычке (рис. 118, б) и регулировать ее диаметр в пределах 0,1— 0,3 мм.
Круглые плашки общего назначения изготавливаются для следующих резьб: метрических с крупным шагом Ml — М68; метрических с мелкими шагами М1Х0,2 — М135Х6; дюймовых 1/4—2′; трубных 1/8—1l/2′. Плашки должны обеспечить нарезание резьб 2-го класса точности.
Плашки для конических резьб более широкие и имеют только одну режущую часть со стороны большего диаметра. Особенность работы плашек состоит в том, что в процессе прорезания винтовой канавки участвует не только режущая, но и калибрующая часть.
Такие плашки изготавливаются для резьб от 1/16′ до 2′.
Плашки выполняются из легированной стали 9ХС или быстрорежущих сталей Р9 и Р18. На плашках маркируются обозначение резьбы, класс точности (только 3-й), марка стали (9ХС не указывается), буква Л для левых резьб.
2. Приемы нарезания резьбы плашкой.
Перед нарезанием заготовка чисто обтачивается до размера на 0,1—0,4 мм меньше наружного диаметра резьбы. Большое занижение диаметра заготовки следует выполнять для резьб с большим шагом и более пластичных обрабатываемых металлов. Это делают с целью предотвращения срыва вершинок резьбы вследствие частичного выдавливания металла при резании. Для лучшего центрирования плашки на конце заготовки протачивают небольшую фаску под углом 30—40° к оси.
Большое занижение диаметра заготовки следует выполнять для резьб с большим шагом и более пластичных обрабатываемых металлов. Это делают с целью предотвращения срыва вершинок резьбы вследствие частичного выдавливания металла при резании. Для лучшего центрирования плашки на конце заготовки протачивают небольшую фаску под углом 30—40° к оси. Процесс нарезания цилиндрических резьб плашками имеет некоторые особенности. После того как плашка врежется в заготовку примерно на половину своей ширины, резьба нарезается самозатягиванием. Это означает, что для дальнейшего продвижения плашка не нуждается в принудительной подаче и навинчивается на заготовку, как гайка на винт. Однако в момент врезания плашку необходимо подавать на заготовку равномерным усилием. При этом величина подачи должна быть примерно равна шагу резьбы. В противном случае может произойти срыв первых витков.
Кроме того, во время врезания важно совместить плашку с осью заготовки. Этому до некоторой степени помогает центрирующая фаска на заготовке. Если плашка врежется с переносом, профиль нарезаемой резьбы исказится или произойдет срыв витков.
Нарезание резьб плашками на токарных станках выполняют с помощью резьбонарезных патронов, одна из конструкций которых приведена на рис. 119.
Плашкодержатель 1 и цилиндрическая оправка с конусным хвостовиком 4 соединены подвижно в осевом направлении призматической шпонкой 8, закрепленной винтом 7 в пазу держателя. На цилиндрической части оправки выполнен продольный паз, оканчивающийся кольцевой канавкой 9, в которой установлен подпружиненный упор 10 одностороннего действия.
Врезание плашки в заготовку осуществляется подачей держателя 1 вперед поворотом рукоятки 3 с эксцентриком 5. Затем при самозатягивании инструмента держатель скользит по оправке. В конце нарезания резьбы шпонка 8 заскакивает в кольцевую канавку 9 и держатель, увлекаемый плашкой, свободно проворачивается
При включении обратного вращения шпинделя шпонка останавливается упором 10 против паза оправки, входит в него и позволяет держателю продвигаться назад во время свинчивания плашки.
Патрон настраивается на длину нарезаемой резьбы установкой указателя 2 в необходимое положение по шкале, нанесенной вдоль паза держателя. Сквозной вырез 11 в держателе предназначен для очистки патрона от стружки. Для крепления в патроне плашек меньших размеров в посадочное отверстие держателя 1 устанавливают специальные переходные кольца.
Нарезание резьбы плашкой обычно ведется за одну установку непосредственно после подготовки заготовки под резьбу. Для этого следует: 1) убедиться, что пиноль задней бабки и шпиндель станка соосны; 2) установить заднюю бабку возможно ближе к заготовке и закрепить на станине; 3) закрепить плашку в резьбонарезном патроне и установить в пиноль задней бабки; 4) настроить резьбонарезной патрон на требуемую длину нарезания по первой заготовке из партии.
После выполнения подготовительных действий плашку подводят к вращающейся заготовке ручной подачей, производят равномерный поджим до нарезания 2—3 полных витков резьбы. После этого подачу прекращают, так как дальнейшее нарезание осуществляется самозатягиванием. Конические резьбы нарезаются с принудительной подачей почти на всей длине обработки. В конце резания
станок переключают на обратное вращение шпинделя и свинчивают плашку.
Иногда приходится нарезать длинные резьбы, выполнить которые при помощи резьбонарезного патрона невозможно. В таком случае плашку можно закрепить в слесарном плашкодержателе (рис. 120, а) и производить нарезание, как показано на рис. 120, б. Плашкодержатель удерживают левой рукой за рукоятку, которую опирают на верхние салазки суппорта или стержень, закрепляемый продольно в резцедержателе. Включив вращение шпинделя, правой рукой вращают маховичок задней бабки и пинолью подают плашку вперед. Убедившись, что конус режущей части плашки совместился с центрирующей фаской заготовки, производят врезание на 2—3 полных витках с принудительной подачей. После чего поджим плашки прекращают, так как нарезание продолжается самозатягиванием. По окончании нарезания включают обратное вращение шпинделя для свинчивания плашки.
 Если резьба нарезается до уступа, вращение шпинделя следует выключать, когда до окончания нарезания остается несколько витков, которые затем дорезают вручную.
Если резьба нарезается до уступа, вращение шпинделя следует выключать, когда до окончания нарезания остается несколько витков, которые затем дорезают вручную. Для нарезания резьб плашками рекомендуются следующие скорости
по стали 2—4 м/мин; по цветным металлам — 8—12 м/мин.
Нарезание следует выполнять с применением смазывающе-охлаждающих жидкостей: для сталей — эмульсии или сульфофрезола; для алюминиевых сплавов— керосина.
Нарезание резьб метчиками
1. Область применения и инструменты. Метчики, выпускаемыецентрализованно по действующим стандартам, предназначены для нарезания внутренних крепежных резьб.
По форме они делятся на цилиндрические и конические; по назначению—на ручные, машинно-ручные и гаечные; по числу инструментов— на одинарные и комплектные (из 2—3 штук).
Комплектные метчики используются для последовательного нарезания всех предусмотренных резьб ручным способом и машинным— резьб с крупным шагом свыше 3 мм и в труднообрабатываемых металлах.
Метчик для цилиндрических резьб (рис. 121) состоит из рабочей части и хвостовика. Рабочая резьбовая часть с продольными или реже винтовыми стружечными канавками в свою очередь делится на режущую (коническую) и калибрующую (цилиндрическую) части. Для уменьшения трения калибрующая часть снабжена небольшим обратным конусом 0,05—0,1 мм на 100 мм длины, который выполняется по всему резьбовому профилю.
Цилиндрический хвостовик оканчивается квадратом или лысками для передачи усилия резания.
С целью создания нормальных условий резания зубьям метчика придают определенную геометрическую форму заточкой. Задний угол а на режущей части создают затылованием по наружному диаметру в пределах 6—10°. Передний угол имеет одинаковую величину на всей длине рабочей части. Его выполняют в зависимости от свойств обрабатываемого материала: для сталей 5—15°; для чугуна • и бронзы 0—5°; для легких сплавов 25—30°. Большие значения в указанных пределах принимают для более мягких материалов.

Метчики для цилиндрических резьб выпускаются четырех степеней точности: С, Д, Е и Н. Метчики первых двух степеней точности имеют шлифованный профиль и позволяют нарезать резьбы со-
ответственно 1-го и 2-го классов точности. Резьбы 3-го класса точности нарезаются метчиками со степенями точности Е и Н.
На рис. 122 изображены основные типы метчиков.
Ручные метчики (рис. 122, а) используются для нарезания резьб вручную в сквозных и глухих отверстиях. Иногда их применяют для аналогичных работ на токарных станках. Такие метчики выпускаются комплектами из 2—3 штук. Для распределения нагрузки в комплекте у чернового и среднего метчиков наружный и средний диаметры занижены и удлинена режущая часть соответственно до 6 и 4 ниток. Чистовой метчик имеет полный профиль резьбы и короткую режущую часть — 2 нитки.
Порядковый номер метчика в комплекте (кроме чистового) обозначается рисками на хвостовике (см. рис. 122, а).
Ручные метчики предусмотрены для нарезания следующих резьб: метрических — до М52; дюймовых — до 2′; трубных — до 1 1/2′. Их изготавливают из сталей У10А — У12А со степенью точности Е и Н.
Машинно-ручные метчики (рис. 122, б) предназначены для нарезания резьб в сквозных и глухих отверстиях машинным способом всех предусмотренных размеров и ручным—с шагом до 3 мм включительно; Они изготавливаются двух видов: одинарные для сквозных отверстий с длиной режущей части 6 ниток и для глухих отверстий — 3 нитки; комплектные из 2 штук с числом ниток на режущей части 6 и 2;
На хвостовике такие метчики имеют радиусную канавку для крепления в резьбонарезном патроне.
Машинно-ручные метчики изготавливаются из стали Р18 по степеням точности С и Д и предназначены для резьб: метрических — до М52; дюймовых и трубных — до 2′.
Гаечные метчики (рис. 122, в) применяются для нарезания резьб за один проход в гайках и сквозных отверстиях глубиной не более диаметра. Они отличаются удлиненной режущей частью (12 ниток) и длинным хвостовиком для нанизывания гаек с целью экономии времени на вывинчивание метчика из
отверстия. Изготавливаются из стали Р18 по степеням точности С и Д для резьб: метрических— до диаметра 52 мм,, дюймовых—до 1 1/4.
Изготавливаются из стали Р18 по степеням точности С и Д для резьб: метрических— до диаметра 52 мм,, дюймовых—до 1 1/4.
Конические резьбы до 2′ нарезаются коническими метчиками (рис. 122, г) за один проход. Калибрующая часть их участвует в резании, поэтому ее затылуют по профилю для создания заднего угла. Материал конических: метчиков — быстрорежущая сталь Р18.
На хвостовике: метчиков маркируются обозначение резьбы, номер метчика в комплекте (кроме чистового) посредством рисок, степень точности и марка стали.
2. Приемы нарезания резьб метчиками. Перед нарезанием в заготовке сверлят отверстие размером немного больше внутреннего диаметра резьбы. Такое, завышение диаметра отверстия необходимо для предотвращения срыва вершинок резьбы в результате частичного выдавливания металла в процессе резания.
С достаточной для практики точностью диаметр сверл под метрические резьбы можно определить по формуле
где а — наружный диаметр резьбы, мм,
S—шаг резьбы, мм:
Для других крепежных резьб необходимые диаметры сверл выбирают по соответствующим таблицам справочника.
Глубину сверления глухого отверстия под резьбу определяют из
ФОРМУЛЫ
где lo — длина резьбы, мм;
l1 — длина режущей части метчика, мм;.
с — гарантированный зазор в мм, принимаемый не менее шага резьбы.
Нарезание резьб метчиками осуществляется аналогично выполнению резьб плашками, Метчик закрепляется в резьбонарезном патроне (см. рис. 119) посредством переходной втулки.2 (рис. 123), в отверстии которой имеются цилиндрический и квадратный участки. Во втулке метчик удерживается штифтом 4, заскакивающим в кольцевую канавку хвостовика под действием пружинного кольца 3. Для крепления метчиков без кольцевых канавок предусмотрен винт 1.
Совместно с патроном метчик устанавливают в пиноль задней бабки, ось которой должна быть совмещена с осью шпинделя.
Заднюю бабку закрепляют на станине возможно ближе к заготовке. Затем ручной подачей пиноли метчик подводят к вращающейся заготовке, выполняют врезание на длину 2—3 полных витков поворотом рукоятки патрона. Дальнейшее нарезание ведется самозатягиванием, в течение которого метчик ввертывается в заготовку, как винт в гайку. В конце нарезки резьбы метчик вывинчивается из отверстия включением обратного вращения шпинделя.
Дальнейшее нарезание ведется самозатягиванием, в течение которого метчик ввертывается в заготовку, как винт в гайку. В конце нарезки резьбы метчик вывинчивается из отверстия включением обратного вращения шпинделя.
Настройка резьбонарезного патрона на длину резьбы выполняется, в начале работы по первой заготовке из партии.
Если резьба нарезается комплектом метчиков, необходимо соблюдать последовательность их работы и своевременно очищать отверстие от стружки капроновой щеточкой или струей эмульсии перед каждым следующим метчиком.
При единичном изготовлении деталей нарезание резьб небольших размеров иногда выполняют ручными метчиками при помощи слесарного воротка 1, как показано на рис. 124. В этом случае метчик с надетым на него воротком опирают центровым отверстием на задний центр, а рукоятку воротка на верхние салазки суппорта. Удерживая метчик левой рукой, подают его вперед пинолью задней бабки. Выполняют врезание метчика в отверстие заготовки на 2—3 полных витка с принудительной подачей. Дальше нарезание осуществляется самозатягиванием, в течение которого метчик следует непрерывно поддерживать центром, так как иначе может произойти перекос и поломка метчика.
При нарезании резьбы в глухом отверстии вращение шпинделя выключают немного раньше конца нарезки. Оставшуюся часть дорезают вручную.
Скорость резания для нарезания резьб метчиками принимают в следующих пределах: для машинно-ручных и гаечных метчиков — 8—12 м/мин; для ручных —.3—4 м/мин. Охлаждение: по стали — эмульсия, сульфофрезол; по чугуну — керосин.
Автор — nastia19071991
1.4. Нарезание резьбы плашками и метчиками
Нарезание резьб плашками. Для нарезания
наружной резьбы на винтах, болтах,
шпильках и других деталях применяют
плашки (рис. 1.15, а—д). Участок детали, на
котором необходимо нарезать резьбу
плашкой, предварительно обрабатывают.
Диаметр обработанной поверхности должен
быть несколько меньше наружного диаметра
резьбы: на 0,1—0,2 мм для метрической
резьбы диаметром 6—10 мм, на 0,12—0,24 мм
для резьбы диаметром 11 —18 мм, на 0,14—0,28
мм для резьбы диаметром 20—30 мм.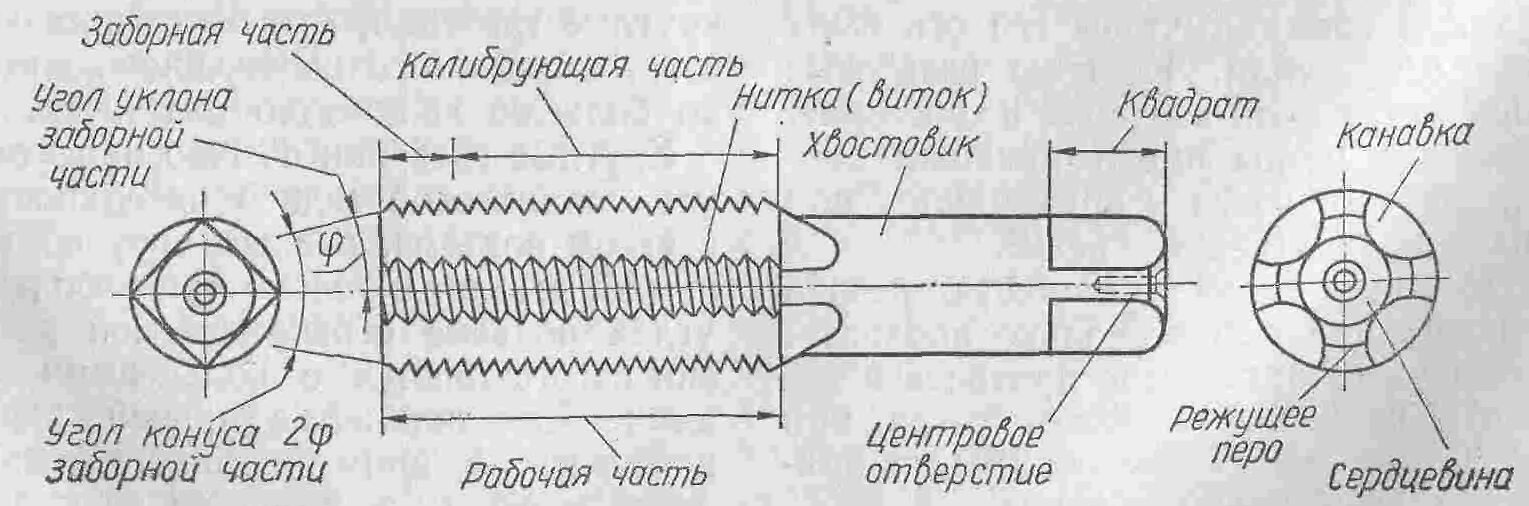 Для
образования захода резьбы в начале
нарезаемой поверхности снимают фаску,
соответствующую высоте профиля резьбы.
Плашку устанавливают в плашкодержатель
(патрон), который закрепляют в пиноли
задней бабки или в гнезде револьверной
головки. При нарезании резьбы скорость
резания v = З…5 м/мин для стальных, и
v=2…3 м/мин для чугунных и v = 10…15 м/мин
для латунных заготовок. Нарезание резьб
метчиками. Внутренние метрические
резьбы диаметром до 50 мм часто нарезают
метчиками. Обычно применяют машинные
метчики, что позволяет нарезать резьбу
за один рабочий ход. Для нарезания резьбы
в деталях из твердых и вязких материалов
применяют комплекты, состоящие из двух
или трех метчиков. В комплекте из двух
метчиков первый (черновой) выполняет
75 % всей работы, а второй (чистовой)
доводит резьбу до требуемого профиля.
В комплекте из трех метчиков первый
(черновой) выполняет 60 % всей работы,
средний (получистовой) — 30 % и третий
(чистовой) — 10 %. Метчики в комплекте
различают по длине заборной части,
наибольшая длина заборной части у
чернового метчика. В отверстиях с
прерывистой поверхностью, имеющей пазы
(канавки), резьбу нарезают метчиками с
числом канавок, не кратным числу пазов
на обрабатываемой поверхности. В этих
же целях и для нарезания глубоких
отверстий длиной более двух диаметров
применяют метчики с винтовыми канавками
(рис. 1.16, а). Направление винтовой канавки
метчика должно быть таким же, как и у
нарезаемой резьбы (правая канавка для
правой резьбы, левая — для левой). Для
нарезания коротких сквозных метрических
резьб
1,5—8 мм и длиной, равной 1,5—2,0 диаметра,
применяют бесканавочные метчики (рис.
1.16, б), которые обладают большей прочностью,
чем обычные, и обеспечивают более высокое
качество резьбы.
Для
образования захода резьбы в начале
нарезаемой поверхности снимают фаску,
соответствующую высоте профиля резьбы.
Плашку устанавливают в плашкодержатель
(патрон), который закрепляют в пиноли
задней бабки или в гнезде револьверной
головки. При нарезании резьбы скорость
резания v = З…5 м/мин для стальных, и
v=2…3 м/мин для чугунных и v = 10…15 м/мин
для латунных заготовок. Нарезание резьб
метчиками. Внутренние метрические
резьбы диаметром до 50 мм часто нарезают
метчиками. Обычно применяют машинные
метчики, что позволяет нарезать резьбу
за один рабочий ход. Для нарезания резьбы
в деталях из твердых и вязких материалов
применяют комплекты, состоящие из двух
или трех метчиков. В комплекте из двух
метчиков первый (черновой) выполняет
75 % всей работы, а второй (чистовой)
доводит резьбу до требуемого профиля.
В комплекте из трех метчиков первый
(черновой) выполняет 60 % всей работы,
средний (получистовой) — 30 % и третий
(чистовой) — 10 %. Метчики в комплекте
различают по длине заборной части,
наибольшая длина заборной части у
чернового метчика. В отверстиях с
прерывистой поверхностью, имеющей пазы
(канавки), резьбу нарезают метчиками с
числом канавок, не кратным числу пазов
на обрабатываемой поверхности. В этих
же целях и для нарезания глубоких
отверстий длиной более двух диаметров
применяют метчики с винтовыми канавками
(рис. 1.16, а). Направление винтовой канавки
метчика должно быть таким же, как и у
нарезаемой резьбы (правая канавка для
правой резьбы, левая — для левой). Для
нарезания коротких сквозных метрических
резьб
1,5—8 мм и длиной, равной 1,5—2,0 диаметра,
применяют бесканавочные метчики (рис.
1.16, б), которые обладают большей прочностью,
чем обычные, и обеспечивают более высокое
качество резьбы.
Рис. 1.15. Резьбонарезные плашки: а — круглая, б квадратная, в — шестигранная, г, д — трубчатая, — передний угол
Рис. 1.16. Метчик со специальной геометрией: а — с винтовыми канавками, б — бесканавочный, в — с расположением зубьев в шахматном порядке; — передний угол, — угол заточки на длине
При нарезании коротких сквозных резьб
в деталях из вязких материалов применяют
метчики с расположением зубьев в
шахматном порядке (рис.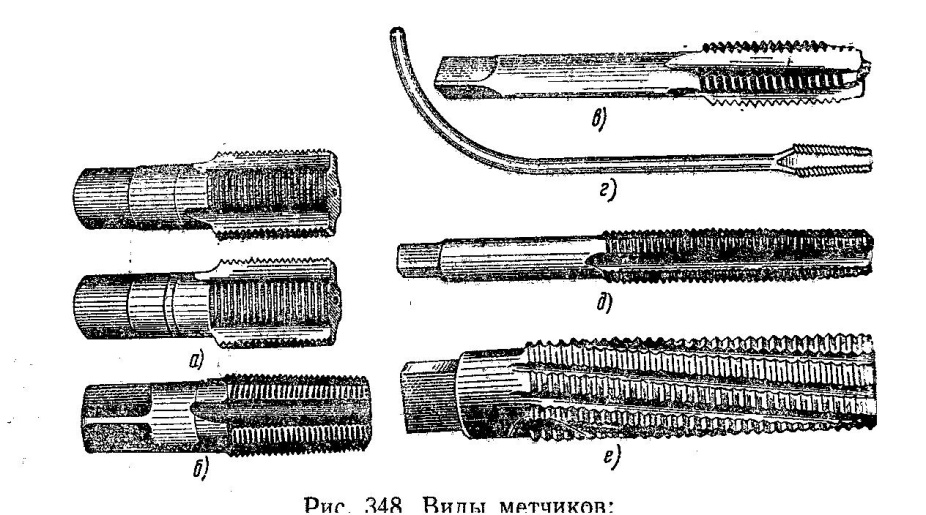 1.16, в). Преимущество
таких метчиков заключается в том, что
в процессе их работы снижается трение,
улучшается процесс стружкообразования
и облегчается подвод смазочно-охлаждающей
жидкости. При установке метчика в
револьверную головку на его хвостовик
надевают и закрепляют винтом кольцо,
вместе с которым метчик устанавливают
в патрон для плашек. Скорость резания
y = 5-f- 12 м/мин для нарезания резьбы
метчиками в стальных заготовках; v =
6-r-22 м/мин — в чугунных, бронзовых и
алюминиевых заготовках. Нарезание
резьбы производят с охлаждением эмульсий
или маслом.
1.16, в). Преимущество
таких метчиков заключается в том, что
в процессе их работы снижается трение,
улучшается процесс стружкообразования
и облегчается подвод смазочно-охлаждающей
жидкости. При установке метчика в
револьверную головку на его хвостовик
надевают и закрепляют винтом кольцо,
вместе с которым метчик устанавливают
в патрон для плашек. Скорость резания
y = 5-f- 12 м/мин для нарезания резьбы
метчиками в стальных заготовках; v =
6-r-22 м/мин — в чугунных, бронзовых и
алюминиевых заготовках. Нарезание
резьбы производят с охлаждением эмульсий
или маслом.
Нарезание резьбы — Элмика
Резьба лучше всего производится в инженерных пластиках с использованием инструментов для нарезания резьбы гребенкой или фрезерованием. Наружная резьба на пластмассовых деталях нарезается резцами, плашками, фрезами, внутренняя резьба – метчиками и резцами.
Выбор того или иного метода нарезания резьбы зависит от конструкции и материала обрабатываемой детали, размера резьбы, масштабов производства. Резьбофрезерование является наиболее производительным и экономичным способом образования резьбы в условиях серийного и массового производства. Однако целесообразно фрезеровать резьбы на деталях из жёстких материалов с обязательным охлаждением.
Инструменты
- Резьбу лучше всего наносить резьбовой гребёнкой
- Двузубчатый инструмент позволяет избежать образования заусенцев
- Не рекомендуется использовать нарезные шайбы, так как при удалении шайбы происходит повторная нарезка
Нарезание резьбы резцами
Для нарезания резьбы применяют стержневые, призматические и круглые резцы, профиль режущих кромок которых соответствует профилю резьбы (рис. 5). Стандартные стержневые металлорежущие резцы из быстрорежущей стали и твёрдых сплавов используют при нарезании резьбы в пластмассах с соответствующей переточкой.
Призматические и круглые резьбовые резцы применяются при серийном изготовлении деталей. По сравнению со стержневыми резцами они допускают большее число переточек.
По сравнению со стержневыми резцами они допускают большее число переточек.
Для сохранения постоянства размеров профиля резьбовых резцов переточка осуществляется только по передней поверхности. При конструировании призматических и круглых резцов угол и размеры профиля резьбы необходимо перечитывать в связи со спецификой установки резца на станке.
При нарезании резьбы резцами должны быть согласованы частота вращения детали и подача суппорта с режущим инструментом: на обороте детали инструмент должен переместиться вдоль оси детали на величину шага резьбы s. Частота вращения детали определяется скоростью резания и может быть подсчитана по формуле: n=1000*V/πd, где d – наружный диаметр резьбы.
При резьбонарезании, как и при точении деталей из пластмасс, наиболее стойкими являются инструменты из твёрдых сплавов группы BК – как более теплопроводные. Алмазные резцы по всем показателям превосходят резцы из других материалов. Быстрорежущие стали, как более дешёвые, применяют при нарезании резьб в деталях из ненаполненных термопластов.
Скорости резания назначают из условия, что температура резания не превышает теплостойкости данного материала. Увеличение скорости резания выше допустимой ухудшает качество нарезаемой резьбы.
При нарезании резьбы в армированных стекловолокном пластиках в качестве смазочно-охлаждающей жидкости можно применять воду. Однако вода снижает прочность резьбы. И детали с высокими требованиями к прочности обрабатывают всухую.
В деталях из термопластов резьбу обычно нарезают быстрорежущими резцами со скоростью резания 10 – 20 м/мин. Глубина резания за один проход не должна быть более 0,1 – 0,3мм* (0,18-0,25мм*).
Рекомендации
- При использовании втулок следует делать припуск на обработку (в зависимости от материала и диаметра, основной показатель 0,1мм)
- Не используйте слишком высокие предварительные настройки для того, чтобы избежать сплющивания резьбы
Нарезание резьбы плашками
Условия нарезания резьбы плашками исключительно тяжёлые (профиль калибрующей части после термообработки не затылуется, а задние углы на боковых режущих кромках близки к 0). В связи с этим точность резьбы низкая (3 – 4 класс), производительность операции невысокая, так как скорости резания обычно не превышают 2 – 3 м/мин. Стандартные металлорежущие плашки нужно перетачивать (ГОСТ 9740-71), уменьшая передний угол до 0о и даже до отрицательных величин (-15 – -20о) и полировать заборный конус и прикромочные участки.
В связи с этим точность резьбы низкая (3 – 4 класс), производительность операции невысокая, так как скорости резания обычно не превышают 2 – 3 м/мин. Стандартные металлорежущие плашки нужно перетачивать (ГОСТ 9740-71), уменьшая передний угол до 0о и даже до отрицательных величин (-15 – -20о) и полировать заборный конус и прикромочные участки.
Нарезание резьбы метчиками
Внутренние резьбы в изделиях из пластмасс нарезают специальными метчиками и резцами. Резьбонарезание метчиками связано с определёнными трудностями, обусловленными свойствами обрабатываемого материала: 1) наличием упругих деформаций, вызывающих защемление метчиков при свертывании; 2) высокими абразивными свойствами, способствующими интенсивному износу задних граней метчика; 3) недостатками смазочно-охлаждающих сред.
Нарезание резьбы метчиками малых диаметров проводят в основном вручную, вращая метчик воротком или ручной дрелью. Для серийного и массового производства пластмассовых деталей проектируют специальные метчики, имеющие минимальное число зубьев (n=2-3), широкие полированные или хромированные стружечные канавки, подобранные экспериментально размеры профиля резьбы и геометрические параметры.
Метчики из быстрорежущей стали рекомендуются только для термопластов. Резьбу на деталях из реактопластов нарезают твердосплавными метчиками группы ВК, стойкость которых в 30 – 40 раз выше стойкости быстрорежущих.
Для компенсации упругих деформаций обрабатываемого материала в процессе резьбонарезания и сверления отверстий под резьбу наружный и средний диаметр метчика, а также диаметр сверла увеличивают на 0,05 – 0,1 мм по сравнению с аналогичными размерами метчиков и сверл для обработки металлов.
→ Геометрические параметры метчиков для нарезания резьб в пластмассах назначаются в зависимости от обрабатываемого и инструментального материалов и класса точности резьбы. Подробные параметры обработки Вы можете найти на стр. 15 брошюры «Рекомендации по обработке технических пластмасс» (раздел «Скачать», «Брошюры и каталоги»).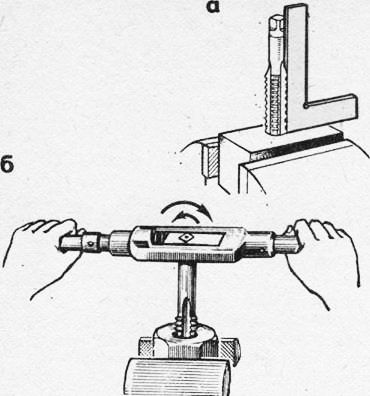
Выбор скорости резания определяется в основном степенью точности нарезаемой резьбы, обрабатываемым материалом и стойкостью инструмента.
Для более качественного нарезания резьбы необходимо пользоваться одним метчиком, так как пластмасса – сравнительно мягкий материал и применение набора метчиков сопряжено с опасностью среза витков резьбы, полученных предыдущим метчиком.
Качество и точность нарезаемой резьбы зависят также от способа крепления метчика на станке – в жёстком или плавающем патроне. Жёсткий патрон не даёт возможности метчику самоустанавливаться по оси отверстия, вследствие чего ось резьбы смещается и появляется местное ослабление профиля резьбы.
Специальный патрон для нарезания сквозных резьб даёт возможность метчику при наличии несоосности последнего с отверстием перемещаться в радиальном направлении так, что ось метчика остаётся параллельной её первоначальному движению.
Нарезание резьбы метчиками и круглыми плашками
Самовыключающиеся от упора патроны применяют для нарезания резьбы метчиком (и круглыми плашками) на револьверных станках и автоматах, а также на многошпиндельных резьбонарезных станках. После прекращения продольной подачи шпинделя станка от действия упора дальнейшее ввинчивание метчика в нарезаемое отверстие заставляет выдвигаться подвижную часть патрона (рис. 112, а) до тех пор, пока шпилька 3, жестко связанная с оправкой 2, не выйдет из зацепления со шпилькой 1, выдвигаемой части патрона 4. [c.223]НАРЕЗАНИЕ РЕЗЬБЫ МЕТЧИКАМИ И КРУГЛЫМИ ПЛАШКАМИ [c.275]
| Рис. 51. Схемы резания при нарезании резьбы многониточными резцами, метчиками и круглыми плашками |
 Резцами нарезают внутренние и наружные резьбы на токарновинторезных станках, полуавтоматах и автоматах. Особенно широко они распространены в индивидуальном и мелкосерийном производстве, а также при нарезании крупных резьб. Обработку резьбы как вручную, так и на станках можно производить метчиками и круглыми плашками. Метчиками нарезают внутреннюю резьбу, а плашками—наружную. Изготовление резьбы круглыми плашками является мало- производительным процессом. В настоящее время этот процесс вытесняется более совершенными и производительными способами, одним из которых является нарезание резьбы резьбонарезными головками.
[c.100]
Резцами нарезают внутренние и наружные резьбы на токарновинторезных станках, полуавтоматах и автоматах. Особенно широко они распространены в индивидуальном и мелкосерийном производстве, а также при нарезании крупных резьб. Обработку резьбы как вручную, так и на станках можно производить метчиками и круглыми плашками. Метчиками нарезают внутреннюю резьбу, а плашками—наружную. Изготовление резьбы круглыми плашками является мало- производительным процессом. В настоящее время этот процесс вытесняется более совершенными и производительными способами, одним из которых является нарезание резьбы резьбонарезными головками.
[c.100]Нарезание резьбы. Прогонка и нарезание новой наружной резьбы круглыми и раздвижными плашками нарезание резьбы на болтах. Нарезание внутренней резьбы метчиками. [c.599]
Режимы резания при нарезании резьбы метчиками, плашками и круглыми гребенками приведены в табл. 163 и 164. [c.266]
Основными методами изготовления резьб являются а) нарезание резьбы на токарных станках резьбовыми резцами и гребенками (рис. 180) б) нарезание резьбы метчиками, круглыми плашками и резьбонарезными головками (рис. 181) в) фрезерование резьбы (рис. 182) г) шлифование резьбы однониточными и многониточными шлифовальными кругами (рис. 183) д) холодное накатывание резьбы плоскими плашками и круглыми роликами (рис. 184) е) горячее накатывание резьбы круглыми роликами. [c.247]
Из бункера посредством механизма загрузки плашки подаются на рабочую позицию, где центрируются в круглых призмах и зажимаются прихватами, воспринимающими усилие от гидравлического цилиндра через клиновой механизм. После окончания нарезания резьбы метчики пневматическими плунжерами выталкиваются из оправки шпинделей, плашки выгружаются в отводящие лотки. Затем специальный механизм через шариковый ловитель, обеспечивающий попадание квадрата метчика в гнездо оправки шпинделя, возвращает его в исходное положение. [c.114]
[c.114]
Резьбы изготовляют либо пластической деформацией (накатка на резьбонакатных станках, выдавливание на тонкостенных металлических изделиях), либо резанием (на токарно-винторезных, резьбонарезных, резьбофрезерных, резьбошлифовальных станках или вручную метчиками и плашками) на деталях из стекла, пластмассы, металлокерамики, иногда на деталях из чугуна резьбу изготовляют о т л и в к ой или прессованием. Следует отметить, что накатывание резьбы круглыми или плоскими плашками на резьбонакатных станках—самый высокопроизводительный метод, с помощью которого изготовляется большинство стандартных крепежных деталей с наружной резьбой, причем накатанная резьба прочнее нарезанной, так как в первом случае не происходит перерезание волокон металла заготовки, а поверхность резьбы наклепывается. [c.32]
Нарезание резьбы ручными метчиками осуществляется с помощью воротков, которые надеваются на квадратные концы хвостовиков. Круглые и раздвижные плашки при ручном нарезании устанавливаются в специальных воротках и клуппах. [c.259]
Скорость резания, м/мин, при нарезании метрической резьбы метчиками, круглыми плашками и резьбовыми головками [c.432]
Для производства круглых плашек применяют инструментальные метчики плашечные — служащие для нарезания резьбы в плашках и маточные — предназначенные для калибровки резьбы плашек. [c.207]
Нарезание резьбы производят наружной — резьбовыми резцами, круглыми плашками, резьбовыми головками и гребенчатыми и дисковыми фрезами внутренней — резьбовыми резцами, метчиками и гребенчатыми фрезами. [c.293]
К основным видам режущих инструментов для нарезания резьбы относятся резьбовые резцы (стержневые, призматические и круглые), метчики, круглые плашки и резьбонарезные головки. [c.128]
Рассматривая производительность метчика, приходим к выводу, что метчик с длинной заборной частью менее производителен, так как требуется (при одинаковой скорости резания) сделать большее число оборотов. Поэтому такие метчики применяют для особо твердых материалов и точных резьб, как например, при нарезании точной резьбы в круглых плашках.
[c.437]
Поэтому такие метчики применяют для особо твердых материалов и точных резьб, как например, при нарезании точной резьбы в круглых плашках.
[c.437]
Нарезание гребенкой дает высокую точность резьбы, но довольно продолжительно. Резьбонарезание круглыми плашками и метчиками связано со свинчиванием, для чего шпиндель должен иметь также обратное вращение. [c.234]
В целях сокращения времени на изготовление круглых плашек применяют метчики для нарезания резьбы за один проход после сверления стружечных отверстий. Заборная часть этих метчиков имеет конус по профилю, подобно маточным метчикам, и конус по наружному диаметру, как у плашечных метчиков. Число перьев метчика на 1—2 больше или меньше числа стружечных отверстий в плашке. [c.627]
Плашечные и маточные метчики применяются для предварительного (плашечный) и окончательного (маточный) нарезания резьбы в круглых плашках и ее калибрования. [c.231]
По этому методу резьбу нарезают следующими инструментами метчиками, круглыми плашками и обычными, предназначенными для нарезания цилиндрической резьбы резьбонарезными головками. [c.176]
Выбрать режимы резания — значит определить глубину резания, число проходов, подачу инструмента (или детали относительно инструмента) и скорость резания. Однако глубина резания (число проходов) и подача прн обработке резьбы определяются в ряде случаев конструкцией инструмента (метчики, круглые плашки, резьбонарезные головки) или размерами резьбы и специальному определению не подлежат, за исключением нарезания резьбы резцом. В последнем случае определяется только глубина резания за каждый проход, исходя из заданных требований к чистоте и точности обрабатываемой резьбы. [c.81]
Плашки (рис. 31) применяются для нарезания наружных резьб. Плашка представляет собой цельное или разрезное кольцо с винтовой нарезкой во внутренней полости. На наружной поверхности плашки имеются конические углубления для крепежных и регулировочных винтов, а также паз для разжимного винта. Края стружечных отверстий, пересекаясь с поверхностью резьбы плашки, образуют режущие перья. Назначение отдельных режущих элементов круглой плашки подобно режущим элементам метчика.
[c.41]
Края стружечных отверстий, пересекаясь с поверхностью резьбы плашки, образуют режущие перья. Назначение отдельных режущих элементов круглой плашки подобно режущим элементам метчика.
[c.41]
Нарезание наружной резьбы круглой плашкой производят вручную воротком. Наиболее совершенным и безопасным устройством для установки метчика или плашки является качающийся выдвижной патрон (см. рис. 22, б), который устанавливают в пиноль задней бабки. В зависимости от выполняемой работы в патрон ставят держатель для метчика или плашки. [c.49]
В патроне (рис. 8, г) метчику сообщается принудительное поступательное движение. Для чего на каждом шпинделе укрепляется специальная втулка с лекальной резьбой того же шага, что и нарезаемая данным метчиком Эта резьбовая втулка ввинчивается (без зазрра) в резьбовое отверстие кондукторной неподвижной плиты. Обе резьбовые направляющие детали делаются стальными закаленными со шлифованной резьбой. Такая конструкция обеспечивает точное винтовое движение метчика в соответствии с шагом нарезаемой резьбы и вследствие этого позволяет получить более точную резьбу, устраняет частичное срезание первых витков, а также брак от полного срезания-нитки, часто наблюдающийся при нарезке резьбы в деталях на многошпиндельных станках. Самовыключающийся от упора патрон (рис. 8, a) работает следующим образом после того, как прекратится продольная подача шпинделя станка от действия останова, дальнейшее ввинчивание метчика в нарезаемое отверстие заставит выдвигаться подвижную часть патрона до тех пор, пока шпилька 3, жестко связанная с оправкой 2, не выйдет из зацепления со шпилькой 4 выдвигаемой части патрона 1. Этот тип патрона, главным образом, применяется для нарезания резьбы метчиками (и круглыми плашками) на револьверных станках и автоматах, а также на многошпиндельных нарезных станках. Патрон не обеспечивает высокой точности нарезания резьбы по высоте. [c.29]
При значениях >0.6 как так и v p становятся столь большими, что на современных сверлильных и резьбонарезных станках они неосуществимы вследствие недостаточной их быстроходности и мощности. По этой причине наиболее экономичное и производительное нарезание резьбы метчиками и групповыми резьбовыми фрезами достигается при наибольших предельных скоростях резания, допускаемых наличным станочным оборудованием и качеством резьбовых ниток на обрабатываемых деталях. Равным образом практически неосуществимы экономические скорости резании Vg при нарезании резьбы круглыми плашками и самооткрывающимися резьбонарезными головками. Независимо от системы и размера резьбы технически пригодного качества можно нарезать лишь при скоростях резания, не превосходящих 14— 16 MjMUH для всех типов самооткрывающихся головок и 4 м/мин для круглых плашек. Превышение указанных скоростей неизменно приводит к массовому разрушению и срыву нарезаемых резьбовых ниток, т. е. к браку производимой продукции.
[c.119]
По этой причине наиболее экономичное и производительное нарезание резьбы метчиками и групповыми резьбовыми фрезами достигается при наибольших предельных скоростях резания, допускаемых наличным станочным оборудованием и качеством резьбовых ниток на обрабатываемых деталях. Равным образом практически неосуществимы экономические скорости резании Vg при нарезании резьбы круглыми плашками и самооткрывающимися резьбонарезными головками. Независимо от системы и размера резьбы технически пригодного качества можно нарезать лишь при скоростях резания, не превосходящих 14— 16 MjMUH для всех типов самооткрывающихся головок и 4 м/мин для круглых плашек. Превышение указанных скоростей неизменно приводит к массовому разрушению и срыву нарезаемых резьбовых ниток, т. е. к браку производимой продукции.
[c.119]
Соответственно наибольший внутренний диаметр гайки совпадает с наибольшим предельным размером заготовки. Остающаяся разность между полями допусков резьбы и заготовки является запасом на подъем витка при нарезании. При ином расположении полей допусков заготовокнеисклю-чена была бы возможность брака из-за неполноты витков. Так, например, ориентируясь на величину подъема витка Z, можно расширить поле допуска заготовки (см. пунктир на фиг. 433). Но величина Z значительно колеблется в зависимости от способов нарезания наименьшее значение она будет иметь при нарезании резьбы резцом и наибольшее — при нарезании круглыми плашками или метчиками. Далее, величина Z изменяется в зависимости от материала изделия, а при одном и том же материале — в зависимости от колебания его характеристик в пределах одной марки. Таким образом расположение поля допуска заготовки, показанное пунктиром на фиг. 433, сопрян[c.317]
В массовом и крупносерийном производстве метчиков с диаметром до 40 лш применяется накатывание резьбы на резьбонакатных станках, Накатывание резьбы на метчиках в 20—30 раз производительнее нарезания резь 1 резцами. Накатывание резьбы осуществляется плоскими плашками или роликами.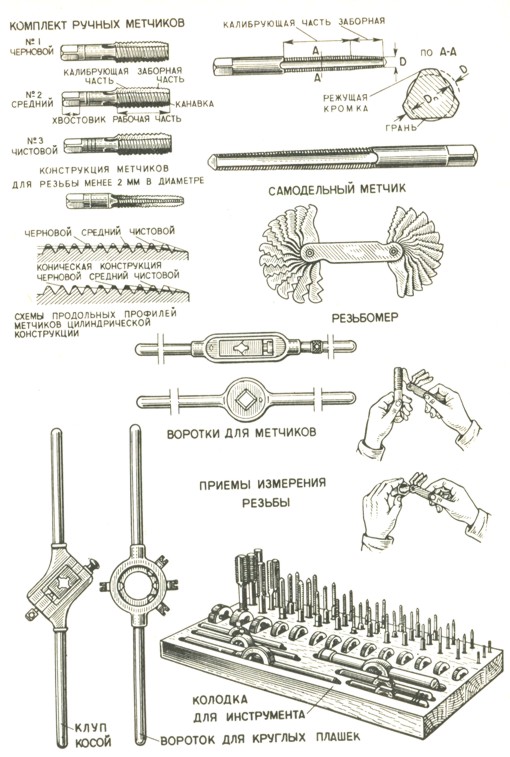 Точность накатанной роликами резьбы выше, чем накатанной плашками. Объясняется это тем, что на станках, с круглыми роликами, процесс накатывания протекает с меньшими усилиями. Круглые ролики более точны, чем плоские плашки, таК как после термообработки их проще шли( ювать. Перед накатыванием заготовки метчиков шлифуются на бесцентровошлифовальном или круглошлифовальном станке. Диаметр заготовки принимается приблизительно равным среднему диаметру резьбы метчика и окончательно уточняется после накатывания опытных образцов. Для образования точной резьбы у режущего инструмента применяют резьбошлифование. Шлифование резьб метчиков производится на резьбошлифовальных станках однониточным или многониточным кругом. Станки, работающие многониточным шлифовальным кругом, более производительны, чем станки, работающие однониточным кругом, но точность резьб получается ниже. По этой причине точную резьбу изготовляют обычно в две операции предварительная выполняется многониточным кругом и окончательная однониточным кругом. Однониточный круг правится тремя алмазами два алмаза правят боковые стороны круга, а один— его вершину. Профилирование многониточного шлифовального круга может произюдиться алмазом или закаленными стальными накатками. При правке накатка, свободно вращаясь вокруг своей оси, прижимается к медленно вращающемуся шлифовальному кругу и профилирует его. При шлифовании резьб метчиков произюдят затылование по.
[c.201]
Точность накатанной роликами резьбы выше, чем накатанной плашками. Объясняется это тем, что на станках, с круглыми роликами, процесс накатывания протекает с меньшими усилиями. Круглые ролики более точны, чем плоские плашки, таК как после термообработки их проще шли( ювать. Перед накатыванием заготовки метчиков шлифуются на бесцентровошлифовальном или круглошлифовальном станке. Диаметр заготовки принимается приблизительно равным среднему диаметру резьбы метчика и окончательно уточняется после накатывания опытных образцов. Для образования точной резьбы у режущего инструмента применяют резьбошлифование. Шлифование резьб метчиков производится на резьбошлифовальных станках однониточным или многониточным кругом. Станки, работающие многониточным шлифовальным кругом, более производительны, чем станки, работающие однониточным кругом, но точность резьб получается ниже. По этой причине точную резьбу изготовляют обычно в две операции предварительная выполняется многониточным кругом и окончательная однониточным кругом. Однониточный круг правится тремя алмазами два алмаза правят боковые стороны круга, а один— его вершину. Профилирование многониточного шлифовального круга может произюдиться алмазом или закаленными стальными накатками. При правке накатка, свободно вращаясь вокруг своей оси, прижимается к медленно вращающемуся шлифовальному кругу и профилирует его. При шлифовании резьб метчиков произюдят затылование по.
[c.201]
Круглыми и трубчатыми плашками на токарных автоматах //. Нарезание резьбы плашками, метчиками резьбо, Для наружных крепежных резьб длиной 1 [c.400]
Для получения более точной резьбы применяют не один метчик, а комплект из трех метчиков, отличающихся по заточке его передней части. На стержне метчика обычно делают одну, две или три риски, обозначающие порядок пользавания ими. Для наружной нарезки (болты, шпильки) применяют плашки и винтовальные доски. Плашки бывают раздвижными и круглыми. Раздвижная плашка (фиг. 3-7) состоит из двух пластин, имеющих в сложенном виде сквозное отверстие с нарезанной в нем винтовой резьбой. Раздвижная плашка дает воз- ф р Раздвижная можность в процессе резания регу- плашка,
[c.31]
3-7) состоит из двух пластин, имеющих в сложенном виде сквозное отверстие с нарезанной в нем винтовой резьбой. Раздвижная плашка дает воз- ф р Раздвижная можность в процессе резания регу- плашка,
[c.31]
Обтачивание или растачивание тонкое (алмазное) растачивание чистовое (2—2а) развертывание — чистовое (2—2а), тонкое (2 — 1) протягивание — чистовое (2—2а), отделочное шлифование круглое чистовое (2—2а) шлифование плоское — чистовое (2—2а), тонкое прошивание чистовое (2—3) калибрование отверстий шариком или оправкой — после растачивания или развертывания обкатывание и раскатывание роликами или шариками (2—3) развальцовывание чистовое притирка чистовая полирование обычное доводка грубая хонин-гование плоскостей (2—2а) лаппингование — предварительное и среднее нарезание резьбы плашкой-метчиком (2—3) нарезание резьбы резцом или гребенкой (2—3) скоростное нарезание резьбы — вихревой метод (2 — 3) строгание и фрезерование зубьев зубчатых колес (7—10-я степени точности) анодно-механическое шлифование черновое (2 — 3), чистовое электро-полирование декоративное (2—3) электромеханическое точение — обычное (2 — 3), чистовое электромеханическое сглаживание холодная штамповка в вырубных штампах — контурные размеры плоских деталей при зачистке и калибровке [c.150]
Метчик для нарезания резьбы заготовки круглой плашки (см. фиг. 353, а) с просверленными предварительно стружечными отверстиями применяется заводом Фрезер и заменяет применявшиеся ранее для нарезки резьбы пла-шечные и маточные метчики. [c.443]
Сборные метчики делаются трех типов 1) нерегулируемые, в которых из быстрорежущей стали выполняются только перья, закрепляющиеся в корпусе метчика 2) регулируемые, в корпус которых вставлены передвижные плашки-перья, устанавливаемые на заданный размер резьбы необходимость вывертывания метчика из отверстия при нарезании резьбы в глухих отверстиях — недостаток сборного нерегулируемого и регулируемого метчиков этот недостач ток устранен у самооткрывающихся метчиков 3) самооткрываю-щиеся (рис. 336) для нарезания конической резьбы в муфтах диаметром от Р/г до 4″. Метчики имеют патрон А и головку В. В патроне размещен механизм, служащий для открывания и закрывания метчика. Для каждого размера резьбы имеется сменная головка, в пазы которой вставляются плашки. Скользящая муфта 2 кольцом 3 упирается в торец нарезаемой заготовки. Корпус патрона 1, соединенный с головкой В, продолжает движение внутрь муфты. Поперечный клин 4, входящий в паз корпуса патрона, одним концом скользит по направляющей 5 и благодаря наклону этой направляющей перемещается в поперечном направлении своим скосом он перемещает влево сердечник 6, соединенный винтом 7 с крестовиной 8, и медленно сводит плашки 9. Движение поперечного клина строго согласовано с конусностью нарезаемой резьбы. После нарезания сердечник 6 соскакивает с выступа поперечного клина 4 и под действием пружин 10 быстро перемещается влево вместе с крестовиной плашки сразу сходятся к центру, и патрон может быть извлечен из нарезанного отверстия. После нарезания плашки вновь разводятся рукояткой //. Для крупных муфт (диаметром от 4″ и выше) применяются патроны, плашки которых выполнены в виде круглых гребенок.
[c.354]
336) для нарезания конической резьбы в муфтах диаметром от Р/г до 4″. Метчики имеют патрон А и головку В. В патроне размещен механизм, служащий для открывания и закрывания метчика. Для каждого размера резьбы имеется сменная головка, в пазы которой вставляются плашки. Скользящая муфта 2 кольцом 3 упирается в торец нарезаемой заготовки. Корпус патрона 1, соединенный с головкой В, продолжает движение внутрь муфты. Поперечный клин 4, входящий в паз корпуса патрона, одним концом скользит по направляющей 5 и благодаря наклону этой направляющей перемещается в поперечном направлении своим скосом он перемещает влево сердечник 6, соединенный винтом 7 с крестовиной 8, и медленно сводит плашки 9. Движение поперечного клина строго согласовано с конусностью нарезаемой резьбы. После нарезания сердечник 6 соскакивает с выступа поперечного клина 4 и под действием пружин 10 быстро перемещается влево вместе с крестовиной плашки сразу сходятся к центру, и патрон может быть извлечен из нарезанного отверстия. После нарезания плашки вновь разводятся рукояткой //. Для крупных муфт (диаметром от 4″ и выше) применяются патроны, плашки которых выполнены в виде круглых гребенок.
[c.354]
До внедрения комбинированного метчика нарезание резьбы в круглых плашках осуществлялось за два прохода плашечным и маточным метчиками. Конструкция комбинированного метчика включает элементы и маточного и плашечного метчиков. Для облегчения нарезания и получения более чистой поверхности нарезаемой резьбы режущая часть метчика на длине 1 , равной 305 (где 8 — шаг резьбы), проточена и нарезана по конусу с углом, равным 1°20 (0°40 х2). На калибрующей части, равной 75, резьба нарезана по цилиндру. На заходной части метчика I, примерно равной 125, режущая часть затылована по среднему и внутреннему диаметру в пределах 0,03—0,15 мм. По наружному диаметру вся режущая часть затылована в пределах 0,2—0,9 мм. Для соблюдения перпендикулярности расположения режущей грани к направлению резания, что устраняет заваливание режущих
[c. 71]
71]
Формулы для расчета скорости резания, крутящего момента и мощности при нарезании резьбы автоматными, гаечными и машинными метчиками, круглыми плашками, резьбонарезными самооткрывающимися головками, резьбовыми резцами и гребенчатыми резьбовыми фрезами приведены в табл, 84. Поправочные коэффициенты, учитывающие влияние качества обрабатываемого материала на скорость резания, крутящие моменты и мощность при резьбо-нарезании приведены в табл. 86. [c.270]
Нарезание внутренних и наружных резьб токарными резцами, гребенками, метчиками, круглыми плашками и са-мооткрывающимися резьбонарезными головками основано на принципиальной кинематической схеме, приведенной на рис. 16.1, а, предусматривающей три одновременных движения 1) вращательное движение Ог вокруг оси х, являющееся главным движением, характеризующимся скоростью резания у 2) поступательное движение 05 вдоль оси у, являющееся вспомогательным движением, характеризующимся подачей на один проход резца или на один режущий зуб других резьбонарезных инструментов второй группы (в последнем случае подача на зуб 5, подобно тому, как это имело место на протяжках, достигается благодаря конструкции режущей части, обеспечивающей разность высот соседних зубьев) 3) поступательное движение вдоль оси х, являющееся дополнительным формообразующим движением Ои, характеризуемым шагом Р нарезаемой резьбы. Третье движение необходимо для создания нормальных условий формообразования резьбовой поверхности при действии первых двух движений. Оно не является режимным параметром. [c.257]
Резьбовые гребенки, предназначенные для нарезания резьбы за один рабочий проход (рис. 16.5), имеют один режущий гребенчатый профиль. На метчике (рис. 16.6) и на круглой плашке (рис. 16.7) имеется несколько (обычно три-четыре) режущих гребенчатых профиля, которые образуются разделением сплошной резьбовой поверхности продольными канавками (на метчиках) или отверстиями (на плашке). На самоот-крывающейся резьбонарезной головке (рис. 16.8) на общем корпусе смонтированы четыре круглые резьбовые гребенки, каждая из которых имеет по одному режущему профилю. Круглые гребенки имеют не винтовые, а кольцевые профильные витки и устанавливаются поэтому под углом а подъема нарезаемой резьбы к оси вращения заготовки. [c.261]
Стандартные метчики, круглые плашки и самооткрывающиеся резьбонарезные головки для нарезания резьб диаметром от 6 до 25 мм обычно имеют четыре канавки или отверстия и такое же число (Кг = 4) режущих профилей. Метчики и плашки, предназначенные для нарезания резьб большого диаметра (свыше 25 мм), могут иметь > 5. [c.264]
Кернеры классифицируются по га-баритны.м размерам. Сверла, зенкеры и развертки и.меют пшрокую номенклатуру. Если они применяются с ручной дрелью, то имеют только цилиндрический хвостовик. Размер применяемого инструмента ограничивается патроном дрели, ли.митирующим диа-.метр вставляемого инструмента. Необходимо отметить, что этот же металлорежущий инструмент может применяться и с механизированным инструментом. Круглые плашки применяются для нарезки наружной резьбы и классифицируются по типу резьбы (метрическая, трубная, дюймовая), диаметру и шагу резьбы и геометрическим параметрам плашки. Метчиками нарезают резьбу всех размеров в сквозных и глухих отверстиях. Метчики бывают машинными и машинноручными. Машинно-ручные метчики изготовляют трех видов одинарные (всех размеров), комплектные из 2 шт. для диаметров 1. .. 52 мм, комплектные из 3 шт. для диаметров 24… 52 мм. Метчики применяют для нарезания метрической, трубной и дюймовой резьб. Воротки различают по наз- [c.85]
Для уменьшения нагревания метчика и получения более чистой резьбы метчики охлаждают олифой или маслом при нарезании стальных деталей, керосином — алюминиевых деталей и скипидаром — медных. Нарезание резьбы в чугунных и бронзовых деталях производят всухую. Для нарезания наружной резьбы (болты, винты) применяют винтонарезные доски и плащки (рис. 165). Винтонарезная доска служит для нарезания мелких винтов и болтов диаметром до 6 мм. Винтонарезная доска изготовляется из инструментальной стали и имеет ряд резьбовых отверстий разного диаметра. В каждом отверстии делаются две канавки для образования режущих кромок и выхода стружки. Плащки бывают круглые и разрезные, состоящие из двух частей. Круглая плашка устанавливается в прямой клупп и дает полную нарезку за один проход. Разрезные плашки (рис. 165) устанавливаются в косой клупп, и нарезание резьбы этими плашками производится за несколько проходов. Для нарезания резьбы разрезными плашками болт, на котором должна быть нарезана резьба, зажимают прочно в тисках и обильно смазывают маслом. Затем берут плашки, устанавливают их в клупп, надевают на конец болта и сжимают винтом так, чтобы зубья вошли в металл на 0,2—0,5 мм. Клупп за рукоятки повертывают на 1—2 оборота вправо, затем на полоборота влево и т. д. Это делается до тех пор, пока плашки не дойдут до конца нарезки. После этого плашки по резьбе возвращают обратно, поджимают упорный винт и повторяют процесс до получения полной резьбы. С каждым проходом болт следует смазывать маслом. При на- [c.272]
Технология нарезания резьбы на токарных станках
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Общие сведения
Вершина резца при перемещении с постоянной скоростью подачи вдоль вращающейся заготовки, врезаясь, оставляет на ее поверхности винтовую линию (рис. 4.42).
Наклон винтовой линии к плоскости, перпендикулярной оси вращения заготовки, зависит от частоты вращения шпинделя с заготовкой и подачи резца и называется углом μ подъема винтовой линии (рис. 4.43). Расстояние между винтовыми линиями, измеренное вдоль оси заготовки, называется шагом Р винтовой линии. Если отрезок на поверхности детали, равный шагу винтовой линии, развернуть на плоскость, то из прямоугольного треугольника АБВ можно определить
tgμ= P/(πd),
где d — диаметр заготовки по наружной поверхности резьбы.
При углублении резца в поверхность заготовки вдоль винтовой линии образуется винтовая поверхность, форма которой соответствует форме вершины резца. Резьба — это винтовая поверхность, образованная на телах вращения и применяемая для соединения, уплотнения или обеспечения заданных перемещений деталей машин и механизмов. Резьбы подразделяются на цилиндрические и конические.
В зависимости от назначения резьбового соединения применяют резьбы различного профиля.
Профиль резьбы — это контур сечения резьбы в плоскости, проходящей через ее ось. Широко применяются резьбы с остроугольным, трапецеидальным и прямоугольным профилями.
Резьбы бывают левые и правые. Винт с правой резьбой завертывают при вращении по часовой стрелке (слева направо), а винт с левой резьбой — против часовой стрелки (справа налево). Различают однозаходные и многозаходные резьбы. Однозаходная резьба образована одной непрерывной ниткой резьбы, а многозаходная — несколькими нитками резьбы, эквидистантно расположенными на поверхности детали. Число ниток легко определить на торце детали, где начинается резьбовая поверхность (рис. 4.44, а и б).
Различают ход Ph и шаг Р многозаходной резьбы. Ход многозаходной резьбы (ГОСТ 11708—82) — это расстояние по линии, параллельной оси резьбы, между любой исходной средней точкой на боковой стороне резьбы и средней точкой, полученной при перемещении исходной средней точки по винтовой линии на угол 360° между одноименными точками одного витка одной нитки резьбы, измеренное параллельно оси детали. Ход многозаходной резьбы равен шагу резьбы, умноженному на число заходов:
Ph= кР,
где k — число заходов.
Нарезание резьбы резцами
На токарно-винторезных станках наиболее широко применяют метод нарезания наружной и внутренней резьб резцами (рис. 4.45). Резьбонарезные резцы бывают стержневые, призматические и круглые; их геометрические параметры не отличаются от геометрических параметров фасонных резцов.Резьбы треугольного профиля нарезают резцами с углом в плане при вершине ε= 60° ± 10′ для метрической резьбы и ε= 55° ± 10′ для дюймовой резьбы. Учитывая погрешности перемещения суппорта, которые могут привести к увеличению угла резьбы, иногда применяют резцы с углом ε = 59°30′. Вершина резца может быть скругленной или с фаской (в соответствии с формой впадины нарезаемой резьбы).
Резьбонарезные резцы оснащают пластинами из быстрорежущей стали и твердых сплавов. Предварительно деталь обтачивают таким образом, чтобы ее наружный диаметр был меньше наружного диаметра нарезаемой резьбы. Для метрической резьбы диаметром до 30 мм эта разница ориентировочно составляет 0,14… 0,28 мм, диаметром до 48 мм — 0,17…0,34 мм, диаметром до 80 мм — 0,2…0,4 мм. Уменьшение диаметра заготовки обусловлено тем, что при нарезании резьбы материал заготовки деформируется и в результате этого наружный диаметр резьбы увеличивается.
Нарезание резьбы в отверстии производят или сразу после сверления (если к точности резьбы не предъявляют высоких требований), или после его растачивания (для точных резьб). Диаметр отверстия (мм) под резьбу
d0 = d-P,
где d — наружный диаметр резьбы, мм; Р — шаг резьбы, мм.
Диаметр отверстия под резьбу должен быть несколько больше внутреннего диаметра резьбы, так как в процессе нарезания резьбы металл деформируется и в результате этого диаметр отверстия уменьшается. Поэтому результат, полученный по приведенной выше формуле, увеличивают на 0,2…0,4 мм при нарезании резьбы в вязких материалах (стали, латуни и др.) и на 0,1…0,02 мм при нарезании резьбы в хрупких материалах (чугуне, бронзе и др.).
В зависимости от требований чертежа резьба может заканчиваться канавкой для выхода резца. Внутренний диаметр канавки должен быть на 0,1 …0,3 мм меньше внутреннего диаметра резьбы, а ширина канавки (мм)
b=(2…3)P.
В процессе нарезания болтов, шпилек и некоторых других деталей при отводе резца, как правило, образуется сбег резьбы.
Для более удобного и точного нарезания резьбы на торце обрабатываемой детали выполняют уступ длиной 2…3 мм, диаметр которого равен внутреннему диаметру резьбы. По этому уступу определяют последний проход резца, после окончания нарезания резьбы уступ срезают.
Точность резьбы во многом зависит от правильной установки резца относительно линии центров. Для того чтобы установить резец по биссектрисе угла профиля резьбы перпендикулярно к оси обрабатываемой детали, используют шаблон, который устанавливают на ранее обработанной поверхности детали вдоль линии центров станка. Профиль резца совмещают с профилем шаблона и проверяют правильность установки резца по просвету. Резьбонарезные резцы следует устанавливать строго по линии центров станка.
На токарно-винторезных станках резьбу нарезают резцами за несколько проходов. После каждого прохода резец отводят в исходное положение. По нониусу ходового винта поперечного движения подачи суппорта устанавливают требуемую глубину резания и повторяют проход. При нарезании резьбы с шагом до 2 мм подача составляет 0,05…0,2 мм на один проход. Если резьбу нарезать одновременно двумя режущими кромками, то образующаяся при этом стружка спутывается и ухудшает качество поверхности резьбы. Поэтому перед рабочим проходом резец следует смещать на 0,1…0,15 мм поочередно вправо или влево, используя перемещение верхнего суппорта, в результате чего обработка ведется только одной режущей кромкой. Число черновых проходов — 3…6, а чистовых — 3.
Нарезание резьбы плашками и метчиками
Для нарезания наружной резьбы на винтах, болтах, шпильках и других деталях применяют плашки. Участок детали, на котором необходимо нарезать резьбу плашкой, предварительно обрабатывают. Диаметр обработанной поверхности должен быть несколько меньше наружного диаметра резьбы. Для метрической резьбы диаметром 6…10 мм эта разница составляет 0,1…0,2 мм, диаметром 11…18 мм — 0,12…0,24 мм, диаметром 20…30 мм — 0,14…0,28 мм. Для образования захода резьбы на торце детали необходимо снять фаску, соответствующую высоте профиля резьбы.
Плашку устанавливают в плашкодержатель (патрон), который закрепляют в пиноли задней бабки или гнезде револьверной головки. Скорость резания v при нарезании резьбы плашками для стальных заготовок 3…4 м/мин, для чугунных — 2…3 м/мин и для латунных — 10… 15 м/мин.
Внутренние метрические резьбы диаметром до 50 мм часто нарезают метчиками. Обычно на токарном станке применяют машинные метчики, что позволяет нарезать резьбу за один проход. Для нарезания резьбы в деталях из твердых и вязких материалов применяют комплекты, состоящие из двух или трех метчиков. В комплекте из двух метчиков первый (черновой) выполняет 75 % всей работы, а второй (чистовой) — доводит резьбу до требуемого размера. В комплекте из трех метчиков первый (черновой) выполняет 60 % всей работы, второй (получистовой) — 30 % и третий (чистовой) — 10 %. Метчики в комплекте различают по заборной части, наибольшую длину имеет заборная часть чернового метчика.
При установке метчика в револьверную головку на его хвостовик надевают и закрепляют винтом кольцо, вместе с которым метчик устанавливают в патрон для плашек и закрепляют, как плашку.
Скорость резания v при нарезании резьбы метчиками для стальных заготовок 5… 12 м/мин, для чугунных, бронзовых и алюминиевых — 6…22 м/мин. Нарезание резьбы производят с охлаждением эмульсией или маслом.
Нарезание резьбы резьбонарезными головками
Резьбонарезные винторезные головки применяют для нарезания наружной и внутренней резьбы на токарных, токарно-револьверных станках и на токарных автоматах.
С помощью хвостовика резьбонарезная головка устанавливается в пиноли задней бабки или в револьверной головке станка. В винторезных головках применяют радиальные, тангенциальные и круглые гребенки. В конце нарезания резьбы гребенки автоматически расходятся и при обратном ходе не соприкасаются с резьбой.
При нарезании наружной резьбы большое распространение получили головки с круглыми гребенками, так как они просты по конструкции, позволяют осуществлять много переточек и обладают большей стойкостью, чем радиальные и тангенциальные гребенки. Устройство и принцип работы существующих винторезных головок имеют незначительные различия.
Внутреннюю резьбу чаще нарезают резьбонарезными головками с призматическими гребенками, режущие кромки которых располагаются на одном диаметре и имеют заходный конус. Число гребенок в комплекте зависит от размера головки. Гребенки смещены в комплекте одна относительно другой в соответствии с углом подъема винтовой линии нарезаемой резьбы.
При нарезании длинных винтов и червяков для повышения производительности применяют резцовые головки, которые устанавливают на суппорте станка. Эти головки оснащают обыкновенными и чашечными резцами и используют при нарезании наружных и внутренних резьб.
Контроль резьбы
Шаг резьбы измеряют резьбовым шаблоном, представляющим собой пластину 2 (рис. 4.46), на которой нанесены зубцы с шагом резьбы, обозначаемым на плоскости шаблона. Набор шаблонов для метрической или дюймовой резьбы скрепляется в кассету 1. Резьбовыми шаблонами определяют только шаг резьбы.
Правильность выполненной на детали внутренней и наружной резьбы комплексно оценивают с помощью резьбовых калибров (рис. 4.47). Резьбовые калибры разделяют на проходные, имеющие полный профиль резьбы и являющиеся как бы прототипом детали резьбового соединения, и непроходные, контролирующие только средний диаметр резьбы и имеющие укороченный профиль.
Для измерения наружного, среднего, внутреннего диаметров и шага резьбы применяют резьбовые микрометры (рис. 4.48). Резьбовой микрометр имеет в шпинделе и пятке посадочные отверстия, в которые устанавливают комплекты сменных вставок, соответствующие измеряемым элементам резьбы. Для удобства измерений резьбовой микрометр закрепляют в стойке, а затем настраивают по шаблону или эталону.
Перед контролем проверяемые детали необходимо очистить от стружки и грязи. В процессе контроля следует осторожно обращаться с калибрами, чтобы на их рабочей резьбовой поверхности не появились забоины и царапины.
Нарезание резьбы плашками
Нарезание резьбы плашками. Наружную метрическую резьбу можно нарезать плашками. Плашка представляет собой кольцо с резьбой на внутренней поверхности и стружечными канавками 7; последние служат для образования режущих кромок 2, а также для выхода стружки. Плашки изготовляют из углеродистой или быстрорежущей стали.
Круглые плашки изготовляют цельными или разрезными. Диаметр разрезных плашек можно регулировать в небольших пределах, что удлиняет срок их службы. Разрезные плашки применяют для нарезания резьб невысокой точности. Более точную резьбу нарезают цельными плашками, так как они обладают большей жесткостью. Срок службы цельных плашек меньше, чем разрезных. Приемы нарезания резьбы плашками. Плашку вставляют в специальный плашкодержатель и закрепляют винтами, которые входят в углубления на боковой поверхности плашки. Нарезаемую заготовку закрепляют в патрон: она должна быть предварительно обточена по наружному диаметру резьбы болта. На торце заготовки нужно снять фаску, чтобы плашка .легче врезалась в металл. Если диаметр заготовки мал, глубина резьбы получается недостаточной, следовательно, резьба получится неполного профиля. Если же диаметр заготовки велик, плашка будет срезать много металла или резьба получится нечистой. Нарезание резьбы плашкой часто начинают с нарезания вручную нескольких ниток, которые делают при помощи плашкодержателя с двумя рукоятками. После этого включают станок и ведут нарезание дальше, упирая рукоятку плашкодержателя в суппорт.
При нарезании резьбы плашкой поддерживание рукоятки руками после пуска станка не разрешается. Чтобы придать правильное направление плашке, ее можно прижимать задней бабки, подаваемой вручную. кои на токарном станке вручную при вращении детали При нарезании резьбы плашками рекомендуются следующие скорости резания: для стали — 3-4 м/мин, для чугуна — 2,5 м/мин, для латуни — 9-15 м/мин. В качестве смазочноохлаждающих жидкостей рекомендуются при нарезании стальных заготовок осерненные масла или вареное масло, при нарезании заготовок из чугуна — керосин. Охлаждение должно быть обильным.
Метчик и плашки для безкомплектных ручек Направляющая
Резьба с общей крышкой — одинарный стерженьm14 x1
m13x1
м12 х 75
m10 x.75
Резьба Common Cap — тройные выводы
m14 x 0,8
м12 х 75
m10 x.75
Резьба носового конуса / передней части — одинарный
м10 х1
m10x.75
m9x.75
m8,4 x1
Резьба зазубрины / подающего узла
Бок (classicnibs.com)
немецкого производства
# 5- 6.4x.6
№6-7.9 х 6
Jowo (meisternib.com)
немецкого производства
# 5- 6.5 x.5
# 6- 7,5 x,5
Наследие (снято с производства)
# 5 -6,5 x,5
# 6-8,4 x,75
Комплект передних частей El Grande m10 x1
Барон / Седона / навигатор и т. Д. Интерфейсы 8.4 x1 или 8.5 x1 Подойдет любой вариант.
Наиболее распространенные метрические и дюймовые наборы метчиков и штампов не подходят для изготовления ручек. Не то чтобы ручку нельзя было сделать, используя метчики и плашки из набора, но они очень грубые по сравнению с обычно используемыми нитками.Не рекомендую покупать набор для изготовления ручек. Просто купите нужные вам размеры по мере необходимости. Метчики с тройным выводом для ручек стоят дорого, и я не рекомендую вам бежать и покупать один, пока вы не сделаете несколько ручек и не решите, что вам нужно или нужно делать колпачки с 3 выводами. Многие отличные ручки сделаны с одинарной резьбой для колпачка.
Это общее руководство, а не строгий принцип «вы должны сделать это так».
Некоторые из необходимых техник вам придется выяснить самостоятельно.
Мы будем использовать метрическую резьбу. Вы можете использовать любые нитки, которые захотите, но метрические размеры более широко используются при изготовлении ручек, и их легче найти в более мелких размерах. Ваш выбор или размеры будут зависеть от дизайна ручки. Вам нужно будет сначала спроектировать ручку, и на основании этого вы сможете определить, какие метчики / штампы будут работать.
Существует множество вариантов изготовления ручек без набора, и отсюда вы можете усовершенствовать свои методы и навыки и решить, какие размеры лучше всего вам подходят.
Начнем с изготовления шариковой ручки Roller Ball
.
Есть 2 основные области, в которых нужно постучать или умереть, чтобы сделать шарик-роллер. Резьба для внутренней части колпачка, соответствующая резьба для корпуса ручки и резьба для носового конуса, как охватывающая, так и внутренняя.
Вам понадобится
метчик 12 x 0,75 / набор
Набор метчиков / матриц m9 x 0,75
Сверло 7/16
Сверло 21/64
сверла, чтобы проделать отверстия для стержня. Подойдут 1/4, 3/16 и # 37.
Направляющая для метчика и держатель матрицы необходимы для получения прямой резьбы.
В этом примере мы будем использовать размеры серии Jr. Верхняя крышка будет от 0,565 до 0,600, а корпус ручки — от 0,485 до 0,513
.
Мы будем использовать одиночный метчик m12x.75 и матрицу для резьбы крышки и m9x.75 для резьбы носового конуса.
Общее практическое правило — обрезать шипы для наружной резьбы примерно на 0,2 мм меньше, чем размер резьбы, которую вы собираетесь нарезать. Для размера резьбы m12 это эквивалентно 11.8 мм (0,465) размер сверла определяется путем вычитания шага из желаемого размера резьбы. Или 12 мм — 0,75 = 11,25 мм. Я обычно делаю отверстие немного больше, чем точный размер, скажем, от 11,3 до 11,4. Почему? Потому что метчики / плашки предназначены для обрезки около 75% резьбы, а дешевые наборы меньше. Кроме того, если вы не заметили, что на ручках комплектные ручки подходят к резьбе, как правило, довольно неаккуратно. Для метчика м12 просверливаю отверстие 7/16. Это достаточно близко.
Для носового конуса шарика ролика используйте метчик 9 x 75 мм / вырежьте шип 8.8 мм (.3456) или близко, не превышая 9 мм. Для внутренней резьбы
9 — 0,75 = 8,25 мм. Я использую сверло 21/64 (8,34 мм).
Разработайте длину носового конуса, поверните его до приблизительного диаметра и просверлите внутреннюю часть, чтобы по размеру поместился стержень. Отрежьте шип для метчика m9 x 75 и нарежьте наружную резьбу. Использование смазки поможет сделать резьбу более гладкой. Pam кулинарное масло WD40, мыльная вода.
Вам нужно будет сделать заглушку и гнездовой держатель для резьбы m9 из подручных материалов.Заглушка будет использоваться в корпусе ручки, чтобы не допустить поломки резьбовой части при нарезании резьбы колпачка. Женский элемент будет использоваться для фиксации носового конуса для окончательной обработки и отделки.
Создайте корпус ручки, просверлите его достаточно глубоко, чтобы по нему поместился стержень, если вы хотите сделать закрытый конец или насквозь, а позже сделать колпачок. Просверлить корпус сверлом 21/64. Постучите по внутренней резьбе. Отрежьте внешний шип и затем вставьте изготовленную вами заглушку. Обрежьте наружную наружную резьбу штампом.Заглушка будет поддерживать область внутренней резьбы при обрезке резьбы крышки.
Придумайте и отрежьте кепку до приблизительных размеров. Просверлите крышку сверлом 7/16. Постучите по нему метчиком M12x.75.
Вы можете сделать наконечники как для колпачка, так и для корпуса ручки и просто приклеить их при сборке, или вы можете продеть обе части и наконечники, чтобы иметь возможность разобрать ручку.
Завершите перо.
Перьевая ручка сделана примерно так же, но вам нужно выбрать марку наконечника / кормов и купить специальный кран для этого размера и марки.Вы делаете переднюю часть вместо носового конуса, и ее нужно просверлить и нарезать резьбой специально для выбранного вами размера и марки.
Отсюда вы можете изменить свой дизайн и технику любым удобным для вас способом. Попробуйте разные размеры и резьбу на кусках обрезков, чтобы прочувствовать материал.
Ресурсы
Метчики метрические-
Amazon, victornet.com, enco.com, Littlemachineshop.com и т. Д.
Метчики Bock и 9x.75
classicnibs.com и Indy ~ Pen ~ Dance.com
Перья и метчики с тройным выводом Jowo (Meisternib.com)
silverpenparts.com
Что нужно знать о метчиках и штампах
Метчики
Метчики — это специальные металлические стержневидные приспособления с острой закалкой и резкой, используемые для нарезания внутренней резьбы. Они очень похожи на короткие винты, но сделаны из закаленной и отпущенной стали и имеют канавки для режущих кромок. Верхняя часть метчиков обычно имеет квадратную форму для облегчения поворота гаечным ключом.
Обычно они выпускаются наборами по три штуки, однако с B.A. размеры второй метчик опущен.
Распространенные типы отводов
Метчик с конусом : Обычно используются для нарезания резьбы и обычно сужаются от нижней точки до шестой резьбы сверху. Диаметр острия равен диаметру сердцевины резьбы. Метчик с конусом обеспечивает полную резьбу в сквозном отверстии.
Второй метчик : Они используются для углубления нарезанной резьбы метчиками с конусом в «глухих отверстиях» (глубокое сверление без виртуальных концов).Угол сужения этих метчиков очень похож на угол сужения метчиков, но только для первых шести резьб.
Метчик для заглушки : В отличие от вышеуказанных типов метчики для заглушек не имеют конической формы и используются исключительно для получения аккуратной отделки концов глухих отверстий или очень глубоких сквозных отверстий.
Что такое матрицы?
Плашкииспользуются точно так же, как метчики, т.е. эти приспособления используются для нарезания наружной резьбы винта.Они также изготавливаются из закаленной и отпущенной стали и закрепляются в ложи. Плашки классифицируются следующим образом:
Круглые плашки : обычно используются для получения полной резьбы за одну операцию. Однако упругость матрицы не позволяет желательно регулировать винты по ложу. В этих типах матриц резьба сужается с одной стороны для обеспечения комфортного запуска. Сборка матрицы правильно распознается по выступу гнезда приклада вверху и конической резьбе внизу.Обычно эти матрицы используются для нарезания резьбы меньшего размера.
Двухкомпонентные регулируемые матрицы : Обычно эти матрицы используются для создания более длинной резьбы. Процедура получения полной резьбы включает в себя более пары операций резания, при этом матрица закрывается после каждого прохода. Правильные и подлинные разрезы обеспечиваются только после того, как указанные числа, выгравированные на матрице, будут перенесены на одну и ту же сторону и сделаны так, чтобы они совпали.
Гайка штампа : Гайка штампа, которая также может быть известна как нарезчик резьбы, по внешнему виду в точности повторяет обычную квадратную или шестигранную гайку и может быть изготовлена со стандартной резьбой всех размеров.Гайка плашки предназначена не для нарезания резьбы , а для заточки существующей резьбы . Он запускается по существующей нити, которая может затупиться или заусениться из-за чрезмерного использования, и нити восстанавливаются до исходного состояния. Таким образом, он особенно полезен для восстановления, очистки и ослабления поврежденной или ушибленной резьбы на фиксированных шпильках и т. Д., Где обычные ложи и штампы становятся трудными в использовании. Гайку можно использовать с помощью обычного накидного ключа или гаечного ключа.
Матрицы и гайки штампов имеют гравировку с указанием их размера, типа и номера резьбы на лицевой или передней поверхности.
.
Список литературы
Инструменты, наконечники и метчики — sheldonbrown.com
Метчики и плашки — tapsanddies.net
Лучшие наборы для метчиков и штампов для машинистов
13 ноября 2020 г. 17:37Метчики и плашки используются для двух конкретных и аналогичных целей. Либо вы прорезаете поверхность с резьбой внутри отверстия (резьбовое отверстие), либо вы прорезаете поверхность с резьбой на детали, вставляемой в отверстие (болт).
В конечном итоге оба инструмента работают над созданием поверхности одного и того же типа, разница заключается в том, где создается поверхность с резьбой. Метчик развивает охватываемую часть пары, а матрица — охватывающую часть. Метчик используется для внутренней поверхности отверстия, а матрица образует внешнюю резьбу на болте, позволяя деталям соединяться.
Есть два способа нарезания резьбы и нарезания резьбы вручную или на станке. В этой статье мы обсудим прослушивание вручную.
Инструменты, необходимые для нарезания резьбы
Метчик: Метчик — это бит, который используется для формирования резьбы внутри отверстия. Ручные метчики бывают трех различных конфигураций.
Метчик для конуса используется для начала нарезания резьбы. Это возможно благодаря резьбе меньшего диаметра на конце сверла. Метчик используется для выполнения основной работы нарезания резьбы. Некоторые машинисты используют метчик для всех этапов нарезания резьбы, но технически этот метчик для этого не предназначен.Наконец, нижний метчик используется для завершения отверстия, особенно для сквозных отверстий.
Ручки для метчика: Ручки используются для вращения метчика в отверстии. Как правило, они оснащены механизмом, который позволяет надежно удерживать насадку в центре рукояток. Ручки для метчиков и штампов бывают разных размеров, что позволяет использовать их в самых разных областях.
Матрица: Матрица представляет собой круглую деталь, которая нарезает резьбу на стержнеобразную деталь.
Ручки для штампов: Как и для метчиков, ручки для штампов удерживают круглую деталь в центре ручки.
Режущее масло: При нарезании резьбы важно смазать канавки. Это обеспечит захват металлической стружки (вместо того, чтобы упасть в отверстие), тем самым предотвратив заедание трением. Узнайте больше о смазочно-охлаждающей жидкости и о том, какое масло подходит для вашего проекта, в Cutting Fluid: советы по сохранению ваших метчиков .
Калибр резьбы: Калибр резьбы позволяет измерить средний диаметр отверстия или сверла, чтобы определить, какой размер метчика или матрицы вам понадобится.Если вам повезет, он будет включен в ваш набор для метчиков и штампов. Калибры, используемые для измерения метчиков, отличаются от тех, которые используются для измерения штампов. Вы можете узнать больше о них в An Introduction to Metalworking Gages (просто прокрутите вниз до раздела Go / No-Go Gages ).
Съемник шнека: Поскольку металл, используемый для сверла, должен быть тверже, чем металл, который разрезается, процесс упрочнения, через который проходит сверло, в конечном итоге приводит к его хрупкости и, следовательно, к поломке.Поскольку сломанные краны случаются часто, экстракторы шурупов спасут вам жизнь.
Есть изящные наборы, в которые входят штампы, метчики, ручки и калибры резьбы. Шнековый экстрактор и смазочно-охлаждающая жидкость приобретаются отдельно. Если бы только был набор, включающий все это… какие-нибудь предприниматели-машинисты?
Как использовать набор для метчиков и штампов
Если вам интересно узнать больше о процессах нарезания резьбы и нарезания резьбы, для которых используются наборы для метчиков и штампов, посмотрите подробное видео ниже.
Рекомендуемые модели
Члены нашего форума поделились не только своими рекомендованными моделями, но и некоторыми полезными советами и своим опытом по их использованию. Вы можете посмотреть, что такое convo , здесь .
Как и другие продукты, есть наборы, которые сделают свою работу, и есть наборы высокого качества… для тех случаев, когда вы настроены пустить пыль в глаза.
Hanson-Tap Plus Die 25Pc SetЗаказать сейчас
Наборы инструментов и штампов Hanson известны своими эргономичными ручками, которые обеспечивают больший контроль и комфорт при нарезании резьбы.Метчики и плашки в этом наборе самоустанавливаются, чтобы каждый раз обеспечивать прямой протектор.
Vermont American Профессиональный набор для метчиков и матриц из 58 предметовЗаказать сейчас
Каждый метчик и матрица из высокоуглеродистой стали в этом наборе обеспечивают максимальную коррозионную стойкость и высокую точность резки. Все метчики в этом наборе имеют вилочный тип и имеют лазерную маркировку рекомендуемого размера сверла сбоку для удобства и практичности.
Наборы метчиков и штампов для резки Morse Cutting ToolsЗаказать сейчас
Набор метчиков и штампов Morse поставляется в защитном металлическом корпусе и содержит метчики для заглушек NC и NF HSS от 1/4 до 1/2, Матрицы 1 ″ из углеродистой стали NC и NF от 1/4 до 1/2, штамп № 3, гаечный ключ с T-образной рукояткой № 4 и отвертка.
Greenfield Метчик для нарезания резьбы, сверло и набор для круглых матрицЗаказать сейчас
Набор для метчиков и штампов Greenfield включает метчики из быстрорежущей стали и штампы из углеродистой стали. В комплект входят круглые регулируемые плашки и метчики ручные с заглушкой. Эти инструменты измеряют в имперских единицах.
Набор для метчиков и штампов CraftsmanЗаказать сейчас
Этот комбинированный набор из углеродистой стали Craftsman поможет вам работать с поврежденными гайками, болтами и резьбой.Метчики и плашки изготовлены из закаленной, прецизионной и полированной поверхности из углеродистой стали для облегчения удаления стружки. Также имеется нержавеющая сатинированная поверхность для гладких резов с меньшим трением.
Tekton Tap and Die SetЗаказать сейчас
Этот набор для метчиков и штампов изготовлен из быстрорежущей стали из вольфрамового сплава и желателен из-за его способности легко начинать резьбу, будь то резка нового материала или гонение за слегка поврежденными нитками. При правильной технике и подходящей смазке эти метчики и плашки будут резать низкоуглеродистую и легированную сталь, нержавеющую сталь, чугун, алюминий, латунь и бронзу.
Этот пост может содержать партнерские ссылки. Пожалуйста, прочтите наше раскрытие для получения дополнительной информации.
3 лучших набора для метчиков и штампов в 2021 году (для быстрой нарезки резьбы)
Примечание. Этот пост может содержать партнерские ссылки. Это означает, что мы можем бесплатно для вас заработать небольшую комиссию за соответствующие покупки.
Обновлено 11 марта 2021 г.
Лучший набор для метчиков и штампов содержит широкий ассортимент метчиков и штампов. Поскольку в U.S., вам следует приобрести набор, который предлагает как метрические размеры, так и размеры SAE.
Если вы не будете действовать очень медленно и осторожно, использование большого количества смазочно-охлаждающей жидкости будет иметь решающее значение для успешного нарезания резьбы, так как отсутствие смазки приведет к заеданию и поломке штампа.
Не забудьте сделать полный оборот, затем отпустить на пол-оборота, при необходимости нанести смазочно-охлаждающую жидкость и затем повторить процесс. Сделайте несколько тренировочных надрезов, прежде чем приступить к работе, которая не даст вам второго шанса, поскольку набор метчиков и штампов — это точный инструмент, который очень неумолим.
Вот 3 наших любимых набора для метчиков и штампов:
TOP PICK:
GearWrench 3887 Набор для метчиков и штампов из 75 элементов
То, что принесло GearWrench 3887 рейтинг лучших наборов для метчиков и штампов, — это рукоятка с храповым механизмом. . Вместо того, чтобы менять положение рук на каждую долю оборота, двусторонний храповик позволяет вам просто повернуть назад на короткое расстояние.3887 включает наиболее распространенные размеры как в SAE, так и в метрической системе, что важно для точного нарезания резьбы.В пластиковом футляре все будет организовано для вас, и вы сэкономите время, когда вы привыкнете к расположению наиболее часто используемых предметов.
Обязательно используйте высококачественное масло для резки, иначе вы рискуете сломать штампы. Несмотря на то, что этот набор произведен за рубежом, он достаточно качественный, и храповик крутится надежно, без раздражающего «покачивания» механизма.Использование набора метчиков и штампов требует практики и терпения. Если вы не знакомы с процессом, храповая ручка может привести к дорогостоящим ошибкам.Поскольку храповик добавляет крутящий момент к процессу, легко приложить слишком большое усилие, что может привести к поломке метчиков или штампов, или даже к тому, что вы сорвете резьбу на том, что вы пытаетесь отремонтировать.
Пока вы подходите к работе медленно и осторожно, этот набор GearWrench не доставит вам никаких проблем.
>> Проверить текущую цену
<<RUNNERS UP:
Irwin Tools 26376 Набор для метчиков и штампов, 76 деталей
Если вы ищете отличный высококачественный набор для метчиков и штампов, произведенный в США, Irwin Tools 26376 — хороший кандидат.Он включает метчики и плашки как для SAE, так и для метрических размеров, а ручка достаточно мала, чтобы предотвратить чрезмерный крутящий момент при нарезании резьбы.Многие считают, что этот набор Irwin Tools не хуже (или лучше), чем некоторые профессиональные наборы от Snapon, Norseman или Matco, которые стоят на сотни больше.
См. Также: Лучшие съемники болтов и винтов для легкого удаления
Тем не менее, набор Irwin не идеален. Хотя сами инструменты высшего качества, пластиковый корпус сделан не очень хорошо, и детали имеют тенденцию дребезжать во время транспортировки.
Хотя для большинства это не проблема, вы можете обойти это, выстелив каждую позицию бумажным полотенцем, чтобы помочь удерживать штампы на месте.
>> Проверить текущую цену
<<Набор для метчиков и штампов Neiko, 76 предметов
Для использования дома или в гараже набор для метчиков и штампов Neiko — еще один хороший вариант. Он содержит все часто используемые метчики и матрицы, а дизайн корпуса хорошо продуман, поэтому вы можете легко найти нужную деталь.Все детали изготовлены из высококачественного металла и рассчитаны на крутящий момент, необходимый для нарезания резьбы или сверления новых отверстий.
Вы можете выбрать более тяжелый набор, если вы используете набор для метчика и штампа в коммерческих условиях, но этот подойдет для ремонта и нестандартной резки по дому.
>> Проверить текущую цену
<<Создание корпуса для нарезания резьбы в штампе
Один из лучших способов для штамповщиков конкурировать на этом рынке — это поддержание высочайших стандартов качества и использование технология для объединения операций везде, где это возможно.
Выполнение штамповки и нарезания резьбы за одну операцию, например, помогает снизить трудозатраты и повысить качество при быстрой чистовой обработке деталей. В прошлом многие штамповщики по металлу часто уклонялись от предложения заказов на штампованные детали с резьбовыми отверстиями из-за затрат на выполнение вторичных операций нарезания резьбы, отсутствия понимания процесса нарезания резьбы в штампе или плохого опыта в области нарезания резьбы в штампе.
При использовании современных резьбонарезных головок увеличены скорости, сокращено техническое обслуживание и изменены методы проектирования.Инженеры по нарезанию резьбы могут предоставить клиентам необходимую информацию и поддержку, чтобы со знанием дела процитировать работу нарезки резьбы в штампе, и они могут тесно сотрудничать с разработчиками инструментов и штампов на протяжении всего процесса проектирования. Такое сотрудничество между инженерами-разработчиками и потенциальными клиентами приносит пользу каждому, поскольку позволяет ограничить потенциальные проблемы до того, как они возникнут.
Рекомендации по сочетанию штамповки и нарезания резьбы
Первоначальные вложения. Стоимость изготовления штампа для выпуска резьбы, включая узел для нарезания резьбы, обычно меньше, чем стоимость строительства вторичного высокоскоростного станка для выпуска резьбы.Вторичные резьбонарезные станки обычно предназначены для одной детали, но узел нарезки резьбы можно менять с штампа на штамп, что снижает первоначальную стоимость последующих штамповок и делает штампованные детали меньшего объема доступными для нарезания резьбы в штампе.
Стоимость штамповки деталей с несколькими резьбовыми отверстиями может быть дополнительно снижена с помощью многошпиндельного резьбонарезного устройства. Первоначальная стоимость многошпиндельного резьбонарезного устройства на одно резьбовое отверстие обычно примерно на 30-40 процентов меньше, чем стоимость отдельного резьбонарезного устройства.
Многошпиндельные узлы нарезания резьбы обычно предназначены для одного штампа, поэтому их нельзя взаимозаменять. Тем не менее, резьбонарезные головки компактны, а уменьшенное пространство штампа, необходимое для размещения штампа, помогает снизить первоначальные затраты на инструмент.
Требования к персоналу. Исключение вторичной операции выпуска также устраняет связанные с этим затраты на погрузочно-разгрузочные работы и подачу. Нарезание резьбы в штамп позволяет оператору пресса изготавливать готовые нарезанные детали за одну операцию. Конечно, по-прежнему требуются осмотр и замена кранов.Новая сенсорная технология может помочь снизить затраты на осмотр, а узел ходового винта с поворотной блокировкой может помочь ускорить смену ответвлений.
Производственные ставки. Новые высокоскоростные узлы для нарезания резьбы больше не являются ограничивающим фактором в том, насколько быстро можно производить резьбовые детали. Вместо этого размер метчика и материал, из которого производится резьба, определяют конечную производительность штампованной детали с резьбой.
Некоторые штамповщики оснащены современными узлами для нарезания резьбы со скоростью около 200 ходов в минуту (SPM), производя миллионы штампованных деталей с резьбой в месяц.Эти высокие темпы производства обычно ограничиваются деталями из цветных металлов и деталями с резьбовыми отверстиями малого диаметра. По мере увеличения диаметра метчика производительность снижается. Другими факторами, влияющими на SPM, являются тип материала, из которого производится резьба, и его твердость.
Может быть трудно убедить металлический штамповщик замедлить пресс для выполнения операции нарезания резьбы. Даже с сегодняшними современными узлами для нарезания резьбы может потребоваться некоторый компромисс в скорости пресса. Когда эти компромиссные скорости пресса неприемлемы, штамповщики по металлу часто изготавливают двух-, трех- или четырехъядерные штампы, чтобы минимизировать время прессования.
Тем не менее, важно помнить, что при нарезании резьбы в штампе деталь обрабатывается за одну операцию одним оператором. Учтите, что автомобильная деталь с резьбовым отверстием 5 / 16-18 может работать со скоростью 90 об / мин без нарезания резьбы, а затем может быть переведена на операцию нарезания резьбы, которая может выполняться со скоростью от 30 до 40 об / мин. Та же самая деталь, использующая нарезание резьбы в штампе, будет работать со скоростью 60 об / мин для изготовления готовой детали.
| Рис. 1 Нисходящие резьбонарезные устройства могут работать на высоких скоростях и подходят для больших объемов работ при минимальном техническом обслуживании.Узел ходового винта с поворотной блокировкой позволяет быстро менять ответвления. |
Узлы для нарезания резьбы
Еще одна проблема, о которой часто забывают, — это качество резьбы. Когда детали нарезаются в матрице, из-за природы прогрессивной матрицы, место нарезаемого отверстия всегда должно находиться в пределах 0,001 или 0,002 дюйма от центра. Такое расположение помогает увеличить срок службы инструмента и точность отверстий под резьбу.
Почти все штампованные металлические детали с резьбовыми отверстиями могут быть нарезаны в матрице. Когда расположение отверстий или конфигурация детали не позволяет наладить врезку в матрицу с помощью стандартных готовых узлов для нарезания резьбы, можно использовать специально разработанные узлы с возможностью одно- или многоотверстия для нарезки в любом направлении.
Доступны несколько типов резьбовых головок для различных областей применения.
| Рис. 2 Когда подъемы полосы превышают грузоподъемность стандартного нисходящего блока, возможно использование постукивания снизу вверх. Узлы нарезания снизу вверх могут работать с такой же скоростью, что и узлы нарезания сверху вниз, для миллионов ходов, практически не требующих обслуживания. |
Нарезание сверху вниз. Узлы для нарезания резьбы сверху вниз — одно- или многошпиндельные — подходят для плоских движущихся частей с минимальным перемещением полосы (см. , рисунок 1, ).Благодаря блоку ходового винта с поворотной блокировкой на агрегатах, устанавливаемых сверху вниз, смену крана можно производить за секунды, а не за минуты, что сокращает время простоя. Эти блоки обычно могут использоваться в высокопроизводительных приложениях с большими объемами и могут работать со скоростью более 200 об / мин.
Нарезание снизу вверх. По мере того, как подъем полосы, то есть расстояние, которое материал должен поднять над нижней головкой, чтобы очистить экструзии или формы для перехода к следующей станции, начинает увеличиваться, постукивание снизу вверх является одним из способов компенсации увеличения материала. движение (см. Рисунок 2 ).При нарезании резьбы снизу вверх материал проталкивается вниз на головку для нарезания резьбы, позволяя резьбовщику заправлять деталь почти так же, как если бы деталь была плоской. Вместо того, чтобы использовать обороты, необходимые для нарезания метчика сверху вниз для компенсации подъема материала, метчик снизу вверх использует только ходы пресса, необходимые для проталкивания детали вниз на метчик.
Нисходящие резьбонарезные машины доступны в одно- и многошпиндельной конфигурации и могут работать на аналогичных SPM, что и нисходящие резьбонарезные устройства, сохраняя при этом такую же удобство обслуживания.
В некоторых случаях для нарезания резьбы снизу вверх требуется, чтобы полоса была снята с матрицы для выполнения смены метчиков. Если под матрицей достаточно места, узел ходового винта с поворотной блокировкой может устранить необходимость в удалении ленты. Кроме того, для удержания материала в течение времени, необходимого для нарезания резьбы по детали, могут потребоваться большие перемещения съемника.
| Рис. 3 Автономные узлы для выпуска за полосой могут увеличить производительность выпуска при сохранении стандартных перемещений съемника. |
Нарезание резьбы по полосе. Автономные устройства для нарезки следа за полосой доступны в конфигурациях с одним и несколькими отверстиями (см. Рисунок 3 ). Их можно использовать с ленточным подъемником от низкого до умеренно высокого, но обычно он не превышает 2 1/2 дюйма подъема.
Узел для нарезания резьбы следом за полосой начинает заправку детали, как только материал загружается в нужное положение. Это позволяет использовать большое окно нарезания резьбы во время цикла прессования, что приводит к более низким передаточным числам.Низкое передаточное число означает, что пресс может работать быстро и при этом поддерживать правильную скорость вращения метчика в минуту (об / мин).
В прессах с нижним ходом и умеренным подъемом материала может быть недоступен достаточный ход пресса для выполнения операции выпуска и компенсации подъема материала, и в этом случае единственной альтернативой может быть устройство для выпуска выпускного отверстия по полосе. В прессах с большим ходом, на которых проходят резьбовые отверстия большого диаметра, производительность иногда может быть удвоена, используя весь доступный ход пресса для операции нарезания резьбы.
| Рисунок 4 Нарезание резьбы в нарезном устройстве с сервоприводом работает независимо от хода пресса, что может быть полезно для метчиков большого диаметра. |
Рассмотрим деталь толщиной 1/4 дюйма с отверстием 5 / 16-18 и диаметром 1 дюйм. подъемник полосы, который требует приблизительно 9 1/2 оборотов для завершения операции выпуска на прессе с ходом 12 дюймов. Обычный нарезной узел, работающий снизу вверх с передаточным числом 2: 1 (два оборота на 1 дюйм.хода) требуется съемник для удержания материала примерно на 4,75 дюйма. Окно позволяет прессу работать от 30 до 35 оборотов в минуту и при этом поддерживать надлежащую скорость вращения крана.
Та же самая деталь с узлом нарезания резьбы по полосе с передаточным числом 1: 1 может работать со скоростью от 60 до 65 об / мин при сохранении стандартного диаметра 3/4 дюйма. стриптизерша путешествия. Узел выпуска по полосе обеспечивает окно выпуска 9,50 дюйма, что снижает частоту вращения метчика вдвое, удваивая производительность.
Нарезание резьбы с сервоприводом. В узле для нарезания резьбы с сервоприводом операция нарезания резьбы работает независимо от хода пресса, что может быть полезно при нарезании метчиков большого диаметра (см. , рис. 4 ). Агрегаты с сервоприводом могут нажимать более чем на 180 градусов цикла прессования при определенных оборотах в минуту и быстро реверсировать за более короткое время цикла, чем традиционные агрегаты с механическим приводом.
Узлы с сервоприводом могут использоваться в трансферных прессах, многослайдных станках, а также в устройствах с большим и малым ходом. Они могут касаться сверху вниз или снизу вверх и работать в многоточечных приложениях.Ход съемника обычно аналогичен или больше, чем у обычных выпускных устройств.
Стоимость сервопривода обычно в два-четыре раза превышает стоимость его механического аналога. Кроме того, из-за ограничений сервоприводов по скорости и крутящему моменту механические узлы часто работают одинаково хорошо, особенно при использовании технологии следования за полосой.
Рекомендации по нарезанию резьбы
Следующие рекомендации могут быть полезны для успешного нарезания резьбы в штампе.
Определите лучший метод нарезания резьбы в штампе для конкретного применения. Детали можно нарезать разными способами. Опытный инженер, работающий с резьбовыми головками, должен уметь определить лучшее решение для данной области применения.
Инженер-разработчик резьбонарезной головки должен быть готов работать в тесном сотрудничестве с проектировщиком инструмента для устранения потенциальных проблем. Это особенно важно для разработчиков инструментов, не знакомых с нарезанием резьбы в штампе. Не менее важно, что инженер, занимающийся резьбонарезанием, должен уметь оценивать SPM путем расчета поверхностной подачи в минуту для конкретного метчика на конкретном материале.Эти расчеты обычно консервативны, но дают основательную основу для цитат.
Определите, с какой конструкцией резьбовой головки проще всего работать как проектировщику, так и инженерам. Для некоторых резьбовых узлов может потребоваться установка регулировочных шайб для регулировки высоты метчика внутри штампа, в то время как в других используется узел ходового винта с поворотной блокировкой.
Определите, какая конструкция является не только наиболее рентабельной на начальном этапе, но и при производстве. Базовая цена некоторых устройств может не включать все необходимое оборудование и может потребовать дополнительных монтажных работ в инструментальной мастерской.Для одних резьбовых узлов может потребоваться жесткая программа технического обслуживания, увеличивающая время простоя и производственное время, в то время как другие выпускные узлы могут работать для десятков миллионов деталей, практически не требующих технического обслуживания.
Уильям Пфистер — президент компании Automated Tapping Systems, 22 Davos Road, P.O. Box 1033, Brick, NJ 08723, 732-899-2282, факс 732-899-0277, [email protected].
инструментов — Что такое набор для метчиков и штампов и как ими пользоваться?
Чтобы добавить к ответам Полстера и Зейда:
Убедитесь, что используемый инструмент достаточно твердый для металла, с которым вы пытаетесь работать.Существуют дешевые наборы, которые работают только с цветными металлами и будут мгновенно испорчены даже при использовании с мягкой сталью. Не тратьте деньги на такой набор. Решите, будет ли самый твердый материал, который вы будете резать, — низкоуглеродистая или нержавеющая сталь, и купите соответствующий набор. Плашки должны прослужить всю жизнь. Краны в меньшей степени (см. Ниже), поэтому вам следует периодически покупать отдельные смесители.
Регулярно смазывайте и отключайте работу, чтобы удалить металлическую стружку.
Плашки, как правило, не проблема, если вы начинаете со стержнем правильного диаметра.Высококачественный кубик будет разделен на одну сторону. С правильной заготовкой штампа, которая позволяет вам развернуть матрицу для начального разреза (удерживайте его с помощью центрального винта на изображении Зейда), затем начните снова, но закройте его еще больше для окончательного разреза (удерживайте его двумя другими винтами в Изображение Заида.)
Отводы, однако, представляют собой гораздо большую проблему.
Хороший набор метчиков будет содержать три метчика с одинаковым диаметром / шагом резьбы. Первый будет сильно заостренным, что позволит облегчить первый разрез.Последний будет иметь квадратный конец для заполнения глухих отверстий. Второй по форме будет промежуточным между этими двумя. Если вы собираетесь проделать только сквозные отверстия, вы можете обойтись первым. С другой стороны, попытка начать поток с последнего невозможна.
Метчики твердые и поэтому хрупкие. Мелкие краны очень легко ломаются. Метчики большего размера не ломаются так легко (хотя мне удалось сломать метчик M12 из нержавеющей стали после того, как он застрял и отказывался двигаться вперед или назад.) Любой приличный метчик слишком сложно высверлить, поэтому будьте осторожны, так как сломанный кран может стать настоящей проблемой. Сделайте все следующее.
Надежно закрепите вашу работу. Если вы пробуриваете глухое отверстие, вам также следует убедиться, что вы можете легко перевернуть свою работу, чтобы удалить стружку. (Да, это может быть серьезной проблемой с чем-то вроде блока двигателя, но неразумно заниматься чем-либо, кроме вытеснения существующих потоков без надлежащего доступа.)
Просверлите прямое отверстие правильного диаметра (таблицы правильного диаметра легко найти в Google, а некоторые из них немного необычны.) В зависимости от вашего применения вы можете обойтись чуть большим диаметром отверстия. Если вы станете меньше на 0,1 мм из-за того, что у вас нет подходящего сверла, вам понадобится сломанный метчик, если вы не используете алюминий.
Убедитесь, что вы держите метчик прямо перед началом резки. Ключи для метчиков симметричны, чтобы избежать бокового приложения силы к метчику. При использовании небольшого метчика попробуйте достать и использовать соответствующий небольшой гаечный ключ (метчик на 3 мм с гаечным ключом, рассчитанным на 12 мм, — довольно неуклюжая комбинация.)
Смажьте.
Регулярно отступайте, чтобы выпустить чипы.
Продолжайте медленно и спокойно.
Держите кран прямо и избегайте бокового усилия.
Если кран сломался, идите сюда.
https://www.youtube.com/watch?v=IZsjj7pqBXc
Также см. Этот вопрос для сломанных сверл.
Как удалить сломанное сверло из металла?
10 лучший набор для метчиков и штампов, рассмотренный в 2021 году
Марианна0
последнее обновление: 26 февраля 2019 г.
Хотя эти наборы не популярны в большинстве гаражей, поскольку вы можете легко приобрести болты и гайки, они по-прежнему являются отличным дополнением к арсеналу для любого домашнего механика.Метчики и плашки используются для создания резьбы винта в процессе, известном как нарезание резьбы. Матрица создает охватываемую часть, например, болт сопрягаемой пары, а метчик создает охватывающую часть. Однако формирование резьбы с помощью метчика называется нарезанием резьбы.
Наши 3 лучших выбора
- Irwin
- 5 из 5
Наш рейтинг - Универсальность
- Цена: См. Здесь
- GearWrench
- 4.6 из 5
Наш рейтинг - Хорошая цена
- Цена: См. Здесь
- Лучший выбор
- 4.3 из 5
Наш рейтинг - Долговечный
- Цена: здесь
Наборы метчиков и штампов также можно использовать для очистки резьбы с помощью процесса, называемого чеканкой. Однако это приводит к удалению материала из метчика или матрицы, что приводит к более слабой резьбе. Поэтому рекомендуется приобретать нарезчики, которые представляют собой уникальные метчики и плашки для чистки резьбы.
Но зачем покупать набор для метчиков и штампов?
Во-первых, он позволяет создать новую резьбу в отверстиях, например, в автомобиле, или новые отверстия для болтов, чтобы прикрепить сцепное устройство прицепа к раме автомобиля.Это также позволяет вам разрабатывать болты на заказ, что может оказаться чрезвычайно полезным. Наконец, вы можете отремонтировать и удалить старые болты.
Несмотря на множество преимуществ набора метчиков и штампов, выбор агрегата является сложной задачей из-за большого количества разновидностей на рынке.
10 Лучший набор для метчиков и штампов
1. Инструменты IRWIN 26377
Irwin 26377 — один из лучших с точки зрения разнообразия, и поэтому он возглавляет наш список лучших наборов для метчиков и штампов. Во-первых, он состоит из 117 частей, которые увеличивают универсальность, позволяя выполнять множество операций.Хотя метчики и плашки не подлежат ремонту, метчики и плашки 26377 отлично подходят для повторной нарезки резьбовых соединений и, таким образом, выделяются на фоне остальных. Кроме того, они сделаны из углеродистой стали и выдержат любой уровень эксплуатации. Однако нашими лучшими особенностями были универсальность и корпус.Универсальность — Модель 26377 разработана для выполнения любой операции, с которой может справиться механик. Во-первых, он имеет 10 метчиков и плашек SAE и 16 метчиков и плашек с метриками, позволяющих работать с американскими и европейскими автомобилями.Кроме того, модель 26377 включает шесть метчиков и штампов для резьбовых соединений, а также два метчика и плашки для труб. В наборе также есть стальные сверла для работы с различными метчиками. Входящие в комплект гаечные ключи также позволяют прогуляться по парку.
Кейс — прочный футляр Irwin 26377 организован для размещения всех метчиков, сверл, гаечных ключей и штампов. Это сэкономит ваше время при выборе компонента и защитит ваши детали от повреждений и потерь.
117 деталей
Детали находятся на своих местах, и их не нужно фиксировать
Материал: углеродистая сталь
Для кого это?
Учитывая наличие множества компонентов, мы рекомендуем его всем, кто ищет разнообразные метчики и штампы.Он также идеально подходит для людей с ограниченным бюджетом.
Плюсы
Довольно универсален благодаря множеству деталей
Непревзойденное качество и устойчивость к неправильному обращению
Хорошо организованный
Минусы
Это дорогое, и были жалобы на контроль качества Irwin, так как отделка могла быть лучше
2. ПЕРЕДАЧА 3887
Мы также рекомендуем метчики и штампы 3887 благодаря их долговечности.Во-первых, в этом наборе 75 предметов, повышающих универсальность. Все детали изготовлены из углеродистой стали и, следовательно, долговечны и выдерживают любые нагрузки. Это также комбинация метчиков и плашек SAE и метрических размеров.Еще одна интересная особенность 3887 — это литой корпус. Он прочный, удерживает все детали в нужном положении для транспортировки и обеспечивает удобную организацию, экономя время. Однако наши лучшие качества — это храповой механизм и производительность.
Производительность — Модель 3887 оснащена как заглушками, так и коническими метчиками.Разнообразие увеличивает продуктивность, так как все, что вам нужно, всегда под рукой.
Рычаг — Рычаг 3887 включает в себя запатентованную направляющую с поворотным фиксатором, уменьшающую шаг назад. Это также обеспечивает постоянное центрирование матрицы. Кроме того, он имеет функцию автоматической блокировки, поэтому переходники для кранов можно безопасно снимать, а крышки подпружинены для быстрого освобождения большого переходника для кранов. Кроме того, вы можете попасть в ограниченное пространство с помощью удлинителя привода 3/8 дюйма.
Наконец, это гаечный ключ с храповым механизмом на 5 °, который сокращает время и необходимость ручного поворота.
Расширяемый с помощью привода 3/8 дюйма
Храповой рычаг 5 градусов
75 деталей
Комбинированный набор
Для кого это?
GearWrench 3887 — это профессиональный инструмент, и вам будет приятно владеть им. Он также отлично подходит для тех, кто ищет комбинированный набор.
Плюсы
Он по разумной цене, и вы получаете больше, чем заплатили за
Он изобретателен с широким выбором метчиков и штампов
Детали прочные
Минусы
Недостатком 3887 является малая прочность корпуса.
3.Набор из 40 предметов Best Choice
Набор Best Choice — это набор начального уровня для всех, кто начинает заниматься ремонтом автомобилей. Это половина размера наших двух лучших выборов, что означает, что вам будет не хватать некоторых деталей. Тем не менее, это доступно, так как стоит лишь небольшую часть от стоимости наших лучших продуктов. Причем всего позицийСталь GCR15 промышленного класса, поэтому вы можете рассчитывать на долговечность.
Кроме того, Efficere имеет резьбу и гребенки, благодаря механической обработке зубьев с числовым программным управлением.Зубы также подвергаются термообработке до твердости 60HRC, что увеличивает их долговечность.
В комплект входят: ключ для метчика с регулируемой рукояткой, ключ для метчика с Т-образной рукояткой и гаечный ключ с регулируемой головкой. Там 17 метчиков и 17 плашек, отвертка и измеритель шага резьбы. Тем не менее, нашими главными особенностями были надежность и коническая конструкция.
Коническая форма позволяет легко начинать нарезание резьбы и предотвращает чрезмерное нарезание резьбы. Кроме того, это сводит к минимуму укупорку и расслоение таблеток, а увеличенное пространство у отверстия позволяет воздуху выходить быстрее.
Надежность — Efficere легко режет любой материал. Он режет углеродистую сталь, медь, латунь, нержавеющую сталь и многое другое.
Шт.: 40
Комплект SAE
Сталь GCR15
Для кого это?
Как упоминалось ранее, лучший выбор — это комплект начального уровня, который лучше всего подходит для новичков. Более того, все метчики и плашки соответствуют стандарту SAE и поэтому лучше всего подходят для жителей США.
Плюсы
Детали прочные, как и отделка.
Безупречный сервис по обслуживанию клиентов
Они доступны по цене
Включите прочный чехол для переноски
Минусы
Ну, это набор начального уровня, поэтому многие элементы отсутствуют; кроме того, это ограничение, так как это только SAE
4. Нейко 00916A
Следующим в нашем списке лучших наборов метчиков и плашек следует Neiko 00916A. На данный момент это один из лучших агрегатов на рынке, хотя и имеет некоторые недостатки.Во-первых, он состоит из 45 деталей и, следовательно, не такой универсальный, как наш лучший выбор, учитывая отсутствие деталей.Neiko 00916A является комплектом SAE и поэтому лучше всего подходит для использования в США. Кроме того, кроме отвертки, измерителя шага резьбы, регулируемого гаечного ключа и гаечного ключа с Т-образной рукояткой, имеется 10 штампов UNC, 10 метчиков UNC, 10 штампов UNF и 10 метчиков UNF. Вы также оцените то, что можете использовать.
Neiko 00916A также является легированной сталью промышленного класса, используемой в строительстве. Хотя легированная сталь не так прочна, как углеродистая, инструменты покрыты титаном.
Титановые кромки — Уникальное преимущество Neiko заключается в том, что у него есть титановые режущие кромки, которые дольше сохраняют резкость (до 20 раз дольше) по сравнению с другими метчиками и штампами. Кроме того, он прочный и позволяет как ремонтировать, так и делать новые разрезы. Помимо увеличения прочности, титановое покрытие снижает хрупкость.
Идентификация — 00916A легко идентифицировать, поскольку на каждой единице выгравированы соответствующие размеры.
Штука: 45
Материал: легированная сталь
Десять грубых и тонких штампов и метчиков
Для кого это?
Neiko 00916A — это профессиональный набор, но вы можете использовать его на малых и больших проектах, учитывая надежность.
Плюсы
Они прочные, и вы можете рассчитывать, что они прослужат
В комплект входит выдувной корпус, который удерживает детали в нужном положении
Их легко идентифицировать
Минусы
Дорогой комплект, учитывая, что в нем мало деталей
5. ТЕКТОН 7560
В Tekton 7560 больше внимания уделяется качеству, а не количеству. Таким образом, вы получаете меньше изделий, но непревзойденного качества. Набор состоит из 45 деталей, поэтому вы можете найти его немного ограничивающим, но размеры, включенные в комплект, являются наиболее распространенными, и вы все равно можете работать с широким спектром приложений.Метчики и матрицы изготовлены из закаленной легированной вольфрамовой стали, поэтому вы можете рассчитывать на их долговечность и резку различных металлов. Некоторые материалы, с которыми может работать 7560, включают, помимо прочего, мягкий углерод, легированную сталь, чугун, бронзу и алюминиевую латунь.Еще одна интересная особенность Tekton 7560 заключается в том, что он может резать и преследовать слегка поврежденный материал. В набор входят 20 метчиков и 20 плашек (по 10 грубых и десять мелких), а также ключи с Т-образной рукояткой на ¼ дюйма, регулируемой рукояткой на-1 дюйм и штампом с 2-дюймовой Т-образной рукояткой.Наконец, есть ящик для хранения, который позволяет хранить метчики и матрицы организованными и более простыми в транспортировке. Тем не менее, нашими лучшими особенностями были конический дизайн и заглушки.
Коническая конструкция — Конусные заглушки позволяют быстро начать работу и приводят к более широкому отверстию; таким образом воздух легко выходит.
Метчики для пробок — Метчики и плашки с 3, 4, 5 и 6 зубьями облегчают ручную нарезку резьбы.
Штук: 45–20 метчиков и 20 штампов
Материал — легированная сталь с закалкой вольфрамом
”гаечный ключ
¼ — 1-дюймовый гаечный ключ с Т-образной рукояткой
Для кого это?
Tekton — высококачественный набор, но мы рекомендуем его случайным пользователям, любителям и для легкого использования.
Плюсы
Метчики и плашки долговечные.
Доступны в SAE или метрической системе.
Включает ящик для хранения.
Прочные ручки для надежного захвата
6. МЕХАНИЗМ 82812 Набор из 114 предметов
Из набора 117 Irwin Hanson у нас есть еще один большой набор; 114 GearWrench 82812. В комплект входят 48 штампов и 48 метчиков, что позволяет выполнять практически любую операцию нарезания резьбы в домашних условиях или даже в небольшом профессиональном магазине.Вы также оцените, что это комбинация единиц измерения SAE и метрических единиц, поэтому вам не придется бороться с таблицей преобразования.Еще одной интересной особенностью модели 82812 является система направляющих с поворотным замком, которая уменьшает вероятность обратного хода, обеспечивая при этом постоянное центрирование направляющей матрицы. Однако нашими лучшими особенностями были гаечные ключи с храповым механизмом и удлинительные адаптеры.
Ключи с храповым механизмом — GearWrench 82812 включает в себя рукоятку с храповым механизмом 7,5 и 14 дюймов.Первый позволяет с легкостью попадать в ограниченные пространства, а второй — для пространств. Кроме того, у них снова есть 5-градусная храповая дуга, когда вы находитесь в ограниченном пространстве, и они бывают обратимыми. Вы также по достоинству оцените эргономику, поскольку гладкая хромированная поверхность, резиновая вставка и овальная форма 82812 упрощают использование.
Адаптеры — 82812 имеет несколько адаптеров, которые можно использовать для работы в труднодоступных местах. Широкий выбор лучше, чем пытаться уместить все адаптеры в один универсальный блок.Более того, ключи с храповым механизмом будут удерживать адаптеры и оторвутся только тогда, когда вы намеренно удалите их.
Штук: 114 (48 штампов и 49 метчиков)
Материал: углеродистая сталь
Угол храповика 5 градусов
Для кого это?
Мы рекомендуем GearWrench 82812 для домашних механиков и небольших профессиональных магазинов.
Плюсы
Метчики и плашки изготовлены из углеродистой стали для долговечности
Набор увеличивает универсальность благодаря большому разнообразию доступных метчиков и плашек
Включает прочный футляр для хранения, упрощает переносимость и организацию
Они экономят время
Иметь пожизненная гарантия
Включает экстракторы шурупов
Минусы
Контроль качества может быть лучше, поскольку есть пользователи, получившие поврежденные инструменты
7.ПЕРЕДАЧА 3886
Следующим в списке лучших является 3886 от GearWrench. У него есть то, что нужно, чтобы возглавить этот список, только то, что это комплект из 40 деталей, и, следовательно, в нем отсутствуют некоторые детали. Однако в нем есть все необходимые краны и плашки, которые помогут вам справиться с общей работой.Во-первых, все 3886 деталей изготовлены из углеродистой стали, поэтому вы можете рассчитывать на качество. Кроме того, они хранятся в прочном выдувном ящике, поэтому транспортировка будет простой и удобной, а время ее организации — экономией. Еще одна интересная особенность модели 3886 заключается в том, что у всех смесителей есть отдельные держатели-указатели.Однако нашими лучшими особенностями были рукоятка с храповым механизмом, а также метчики с заглушкой и конусом.
Метчики для заглушек и конусов — GearWrench 3886 включает в себя метчики для заглушек и заглушек, поэтому у вас всегда есть то, что вам нужно. Конические заглушки особенно полезны, поскольку они обеспечивают плавный пуск и предотвращают прохождение метчика.
Рукоятка с храповым механизмом — Во-первых, ею легко пользоваться благодаря гладкой поверхности, овальной форме и резиновым вставкам, которые обеспечивают лучший захват. Кроме того, он имеет 5-градусную дугу с храповым механизмом, что позволяет работать в ограниченном пространстве.
Детали: 40–17 метчиков и 17 штампов
Метрический набор
Пожизненная гарантия
Угол храпового механизма 5 градусов
Для кого это?
GearWrench 3886 — это метрический набор, поэтому мы рекомендуем его механикам или сантехникам, которые ищут метрический набор.
Плюсы
Ручка с храповым механизмом двусторонняя
Они долговечны, так как изготовлены из углеродистой стали
Они имеют разумную цену с учетом качества
Включает в себя большой и малый переходник для метчика и большой переходник для матрицы
Переходник для матрицы работает с круглым и шестигранным умирает
Минусы
В наборе всего 40 штук, то есть это ограничение
8.Метрический метчик ABN и стандартный метчик SAE
Набор ABN — это комплект начального уровня, который мы рекомендуем для домашних пользователей. Набор состоит из 60 предметов, и, хотя он не обеспечивает непревзойденной универсальности, он имеет самые распространенные размеры, позволяющие решать повседневные задачи. Метчики и плашки отлично подходят не только для нарезания, но и для обновления резьбы.Вы также по достоинству оцените качество устройства, поскольку оно изготовлено из закаленной легированной стали и, следовательно, выдержит любое обращение. Кроме того, в наборе есть выдувной футляр для хранения ваших инструментов.Это экономит ваше время, так как вы знаете, где находятся различные части, и вы можете определить недостающие части, если обнаружите пустой слот. Кейс облегчает транспортировку деталей и хранение. Однако наша лучшая особенность заключалась в том, что это комбинированный набор.
Набор ABN имеет единицы измерения SAE и метрическую систему , что повышает универсальность и экономит время, которое вы бы потратили на таблицу преобразования.
Материал: закаленная легированная сталь
Комбинированный набор
Набор: 60
Для кого это?
Мы рекомендуем набор ABN для начинающих механиков или плотников, так как это набор начального уровня.Однако это работает и для небольшого профессионального магазина.
Плюсы
Это доступное устройство, и оно стоит больше, чем вы за него заплатите
Вы можете использовать его для восстановления слегка поврежденной резьбы
Минусы
Набор метчиков и плашек ABN ограничен, а качество не позволяет резать твердые металлы
9. Bosch B44718 Набор из 40 предметов
B44718 — это больше, чем комплект начального уровня, это скорее профессиональное устройство. Однако у него очень мало компонентов, и он стоит дорого, что ставит его ниже в этом списке.Однако, если вы готовы платить более высокую цену за меньшее количество деталей, об этом стоит подумать.Во-первых, устройство изготовлено из закаленной углеродистой стали, поэтому оно может работать в сложных условиях. Вы можете резать алюминиевую латунь, бронзу и даже сталь. Вы также поймете, что это устройство общего назначения, которое позволяет с легкостью делать резьбу на металле, дереве и пластике. Кроме того, он включает в себя различный ассортимент от короткой длины, увеличенной длины и увеличенной длины до хвостовика уменьшенного размера на ½ дюйма. Однако нашими лучшими качествами были точность и хвостовики.
Точность — В Bosch B44718 накатанная резьба имеет большую точность, чем нарезанная резьба. Кроме того, отсутствие конькового наконечника сокращает ходьбу биты для достижения лучших результатов.
Хвостовики — У Bosch 3 стойки; хвостовик из черного оксида, который отлично подходит для общих работ, а также устойчив к коррозии, титановый хвостовик, который отлично подходит для тяжелых работ (все, что связано с металлом), и, наконец, хвостовик из кобальта, который также является сверхпрочным узлом, но предназначен для чрезвычайно твердые или абразивные материалы.
Материал — углеродистая сталь с черным оксидом
Шт.: 40
Для кого это?
Bosch B44718 — устройство профессионального уровня, и мы рекомендуем его профессионалам. Детали также прочные и поэтому отлично подходят для тяжелых работ.
Плюсы
Поскольку метчики и плашки изготовлены из углеродистой стали, вы можете рассчитывать на их долговечность.
У вас есть набор инструментов, повышающих универсальность
Вы можете работать с широким спектром материалов
Маркировки нанесены лазером и таким образом они никогда не исчезнут
Минусы
Дорого, учитывая несколько штук в наборе
10.Нейко 00908A
Замыкает наш список лучших метчиков и штампов модель 00908A от Neiko. Neiko славится качеством своих инструментов, и неудивительно, что в этом списке есть вторая запись. Во-первых, набор состоит из 76 штук, что, хотя и не является обширным ассортиментом, все же достаточно для работы с большинством обычных приложений.В наборе 34 крана и 34 штуки, и они доступны с грубым, мелким и национальным обозначением трубы. В результате их легко использовать в различных работах.Вы также оцените, что это комбинированный набор для этих случайных работ. Кроме того, есть выдувной футляр с зажимами, который будет держать ваши инструменты в порядке. Заказ увеличивает вашу производительность, предупреждает вас о недостающих деталях, а также легко и безопасно хранить и транспортировать детали. Однако нашими лучшими характеристиками были качество и простота идентификации.
Простота идентификации — Размеры всех деталей 00908A выгравированы сбоку, поэтому их легко идентифицировать на стройплощадке.
Качество — Детали 00908A изготовлены из легированной стали, и хотя она не самая прочная, она не дает ей быть хрупкой.
Штук: 74
Материал: легированная сталь
Комбинированный набор с метчиками для грубого и мелкого помола и штампами
Для кого это?
Несмотря на то, что это Neiko, 00908A по-прежнему остается инструментом начального уровня. Мы также рекомендуем его людям, которые имеют дело со случайной работой, благодаря сочетанию SAE и Metric.
Плюсы
Это одно из самых выгодных предложений, которое можно купить за деньги
Они будут оставаться в курсе в течение длительного времени
Минусы
Легированная сталь не позволяет резать сталь и другие вязкие материалы; дело могло быть лучше
Набор для метчиков и штампов Критерии выбора КачествоПриобретая набор для метчиков и штампов, вы всегда должны оценивать качество изделий. Вам нужен набор, который прослужит дольше и не только поможет вам справиться со следующей задачей.По этой причине мы рекомендуем вам инвестировать в изделия из высокоуглеродистой стали. Хотя это не самое лучшее качество, это отличный компромисс между качеством и ценой.
Быстрорежущая сталь не имеет себе равных и может работать в сложных ситуациях, но, с другой стороны, это нелегированная сталь, хотя доступная по цене и не долговечна. Для нарезания резьбы требуются прочные метчики и плашки, а углеродистая сталь прочна и долговечна. Что касается режущих поверхностей, убедитесь, что они имеют титановые наконечники.
Кол-воТакже следует остановиться и учесть количество компонентов в наборе.Однако комплект с большим количеством деталей не обязательно лучше, чем комплект с меньшим количеством деталей, поскольку качество будет низким; и поэтому для оценки качества нужно быть рядом. Причем в разных наборах есть разные компоненты. Метчики и плашки могут поворачиваться по-разному, что имеет огромное значение, а некоторые включают храповики для сокращения времени.
Однако бывают случаи, когда производители включают детали с низкой стоимостью и завышают цену. Обязательно ознакомьтесь со списком компонентов и убедитесь, что вы получаете удовольствие от своих денег.Кроме того, учитывайте разнообразие и вкладывайте средства в набор с широким ассортиментом, чтобы вы могли выбрать правильный кран или умереть, когда вам это нужно.
ИзмерениеТип измерения метчика и матрицы зависит от вашего региона. Наборы доступны в метрических единицах (европейских) и SAE (для пользователей в США). Измерения SAE производятся в дюймах, а метрические — в миллиметрах. Поэтому использование метрики, установленной на автомобилях или других объектах в SAE, будет затруднено. Если вы работаете над американским автомобилем, убедитесь, что вы инвестируете в SAE и метрику для европейских автомобилей.Однако для находчивости можно приобрести двойной комплект.
Кейс для храненияВ отличие от большинства других инструментов, корпус для метчика и матрицы является неотъемлемой частью набора, поскольку вы имеете дело со многими компонентами. Убедитесь, что держатель не только прочен, но и сохраняет ваши детали в порядке и безопасности. Организация имеет решающее значение, поскольку она экономит ваше время, которое вы тратите на поиск определенной вещи.
ЦенаНаконец, подумайте о стоимости устройства и инвестируйте в ту, которая находится в пределах вашего бюджета.Сколько вы потратите на комплект, также будет зависеть от частоты использования. Вы же не хотите тратить целое состояние на то, чем редко будете пользоваться. Вам не нужно тратить целое состояние на набор, поскольку есть случаи, когда вы будете платить за брендинг и маркетинг, но часто вы получаете то, за что платите.
Часто задаваемые вопросы Почему резьба стачивается под наклоном?Наклонная заточенная резьба предназначена для снятия нагрузки с режущих кромок.При нарезании внутренней резьбы вы хотите избежать сколов режущих кромок, чтобы устройства могли прослужить дольше, и если вы с самого начала нарезаете полную резьбу, вы окажете огромное давление на кромку метчика. Наклонная сточенная нить распределяет нагрузку, и вы можете заправлять ее понемногу.
Почему у метчиков есть канавки?Метчик без канавки не будет иметь обрезной резьбы, так как у него не будет режущей кромки. Флейты идеальны, так как создают место для стружки.Канавки должны быть большого размера, так как слишком маленькие канавки могут привести к повреждению резьбы и поломке метчиков. Что касается матриц, они имеют форму лепестков, что создает пространство для размещения чипов.
Почему горизонтальное нарезание резьбы затруднено?Короткий ответ — гравитация. Стружка будет смещаться к нижнему краю, что приведет к большему трению и, следовательно, к заклиниванию или смещению стружки. Часто нарезание резьбы должно выполняться в вертикальном направлении, но нельзя избежать горизонтального нарезания резьбы. В таких случаях рекомендуется использовать специальный метчик или отверстия для масла, чтобы избежать застревания стружки.
Почему матрицы должны быть регулируемыми?Если внимательно присмотреться к штампам, то они не являются законченными, но на них есть место, которое может выглядеть как дефект. ВНИМАНИЕ !!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!! Однако они подготовлены таким образом, что условия могут измениться, поэтому вы можете точно регулировать размер нити.
Почему в мире существуют разные стандарты?Метчики и плашки доступны в различных единицах измерения, а именно в SAE или метрических единицах, поскольку разные страны разрабатывали свои стандартные незаменимые единицы измерения по мере их разработки.
ЗавершениеВ этом списке много наборов для штамповки и штамповки, и я считаю, что у нас есть что-то для каждого. Для обычных работ мы рекомендуем вам приобрести комплекты на 40 или 45 штук, такие как GearWrench 3886. Тем не менее, мы предлагаем некоторые из более крупных комплектов, поскольку вы можете столкнуться со случайной работой. Irwin 26377 — наш лучший выбор, он отлично подходит для домашних механиков и профессионалов.
.
 Поэтому с ними могут работать не только профессиональные строители, но и те, кто только начал постигать премудрости отделки;
Поэтому с ними могут работать не только профессиональные строители, но и те, кто только начал постигать премудрости отделки; По сравнению с цементной штукатуркой, сохнущей в течение месяца, состав с гипсовой основой высохнет за неделю;
По сравнению с цементной штукатуркой, сохнущей в течение месяца, состав с гипсовой основой высохнет за неделю;
 Негативные последствия подобного явления – это вероятность дискредитации стройматериала с последующим снижением спроса на него. С целью отмежевания от низкосортных подделок Knauf в оперативном порядке приняла меры, чтобы защитить репутацию своего продукта.
Негативные последствия подобного явления – это вероятность дискредитации стройматериала с последующим снижением спроса на него. С целью отмежевания от низкосортных подделок Knauf в оперативном порядке приняла меры, чтобы защитить репутацию своего продукта. Рекомендуемая толщина составляет 10 мм;
Рекомендуемая толщина составляет 10 мм;
 То есть, путём нехитрых вычислений можно установить, что стандартного 30-килограммового мешка Rotband хватит, чтобы обработать 4 квадрата стен или потолка. Чтобы посчитать требуемое количество упаковок штукатурной смеси, S оштукатуриваемого основания делят на 4.
То есть, путём нехитрых вычислений можно установить, что стандартного 30-килограммового мешка Rotband хватит, чтобы обработать 4 квадрата стен или потолка. Чтобы посчитать требуемое количество упаковок штукатурной смеси, S оштукатуриваемого основания делят на 4.


 Преимущество данной процедуры – это отсутствие необходимости шпатлевания Rotband, так как подготовленную таким образом поверхность можно окрашивать.
Преимущество данной процедуры – это отсутствие необходимости шпатлевания Rotband, так как подготовленную таким образом поверхность можно окрашивать.

 Как правило, жалуются на это новички в ремонте, поскольку им тяжеловато штукатурить в высоком темпе, чтобы выработать раствор за отведённый лимит времени.
Как правило, жалуются на это новички в ремонте, поскольку им тяжеловато штукатурить в высоком темпе, чтобы выработать раствор за отведённый лимит времени. Материал стен при этом может быть любым.
Материал стен при этом может быть любым.

 Художественные изделия из
проволоки
(ажурная скульптура из металла)
Художественные изделия из
проволоки
(ажурная скульптура из металла) Затем подготавливают проволоку и инструменты.
Затем подготавливают проволоку и инструменты. Если стальная
проволока трудно сгибается, ее подвергают отжигу (см. с. 80).
Если стальная
проволока трудно сгибается, ее подвергают отжигу (см. с. 80). Подумайте о практическом
применении изделия.
Подумайте о практическом
применении изделия. Какие инструменты
применяют для работы с проволокой?
Какие инструменты
применяют для работы с проволокой?

 )
) «слесарь» произошло от название профессии:
«слесарь» произошло от название профессии: 2. Сообщение нового материала, показ наглядных пособий. Учащиеся внимательно слушают учителя, изучают плакаты и рисунки в учебнике; конспектируют.
2. Сообщение нового материала, показ наглядных пособий. Учащиеся внимательно слушают учителя, изучают плакаты и рисунки в учебнике; конспектируют.
 Режут тонкую алюминиевую, медную и стальную проволоку кусачками. Толстую или твердую проволоку разрубают зубилом.
Режут тонкую алюминиевую, медную и стальную проволоку кусачками. Толстую или твердую проволоку разрубают зубилом.
 При работе обязательно соблюдаем Т\Б, вспомните и прочитайте ее на листах- заданиях, которые лежат у вас на столах.
При работе обязательно соблюдаем Т\Б, вспомните и прочитайте ее на листах- заданиях, которые лежат у вас на столах. Подсчитайте, сколько проволоки вам понадобиться и из скольких деталей состоит ваше изделие, определите, кто какую деталь будет выполнять.
Подсчитайте, сколько проволоки вам понадобиться и из скольких деталей состоит ваше изделие, определите, кто какую деталь будет выполнять.








 Часть 3. Лепка скульптуры
Часть 3. Лепка скульптуры
 Это важно в связи с сутяжным развитием отношений между родителями и школой в последнее время. Элементарная подстраховка может оказать неоценимую помощь в юридическом конфликте и защитить права преподавателя.
Это важно в связи с сутяжным развитием отношений между родителями и школой в последнее время. Элементарная подстраховка может оказать неоценимую помощь в юридическом конфликте и защитить права преподавателя. В течение всего процесса лепки проводится сравнительный анализ с предварительными графическими эскизами работы.
В течение всего процесса лепки проводится сравнительный анализ с предварительными графическими эскизами работы. Динозавров можно лепить, не придерживаясь канонов палеонтологии и не утруждая себя пропорциями и знаниями анатомии доисторических чудовищ. А чтобы они были веселей и не столь страшны и ужасны, ящеров можно приукрасить забавными орнаментами. Рисование производится стеками и разными приспособлениями от вышедших из употребления канцелярских принадлежностей, ручек, фломастеров и т.п. Рисунки на шкурах динозавров дают дополнительную возможность применить свои композиционные навыки, полученные на уроках декоративной композиции. Сами фигурки крупнее, тех, что обычно выполняются на занятиях лепкой. Устойчивость и прочность им предаёт внутренний каркас из медной проволоки. Медная проволока предпочтительней алюминиевой или отожженной железной по своим техническим характеристикам. Диаметр её подбирается от возможностей учебного заведения, цветной металл нынче дорог, и размеров будущего шедевра.
Динозавров можно лепить, не придерживаясь канонов палеонтологии и не утруждая себя пропорциями и знаниями анатомии доисторических чудовищ. А чтобы они были веселей и не столь страшны и ужасны, ящеров можно приукрасить забавными орнаментами. Рисование производится стеками и разными приспособлениями от вышедших из употребления канцелярских принадлежностей, ручек, фломастеров и т.п. Рисунки на шкурах динозавров дают дополнительную возможность применить свои композиционные навыки, полученные на уроках декоративной композиции. Сами фигурки крупнее, тех, что обычно выполняются на занятиях лепкой. Устойчивость и прочность им предаёт внутренний каркас из медной проволоки. Медная проволока предпочтительней алюминиевой или отожженной железной по своим техническим характеристикам. Диаметр её подбирается от возможностей учебного заведения, цветной металл нынче дорог, и размеров будущего шедевра. Фигурка коника строится на базовом медном каркасе, который выполняется по единой для всех учащихся схеме. Индивидуальность фигуры лошадки придаётся самим юным скульптором с помощью нехитрых манипуляций по изгибанию проволочного каркаса пальцами, либо всяким разным слесарным инструментом попавшим под руку, круглогубцами, плоскогубцами и тд. Грива, ноги, хвост благодаря проволоке приобретают необходимую прочность и устойчивость и принимают задуманную автором форму и абрис.
Фигурка коника строится на базовом медном каркасе, который выполняется по единой для всех учащихся схеме. Индивидуальность фигуры лошадки придаётся самим юным скульптором с помощью нехитрых манипуляций по изгибанию проволочного каркаса пальцами, либо всяким разным слесарным инструментом попавшим под руку, круглогубцами, плоскогубцами и тд. Грива, ноги, хвост благодаря проволоке приобретают необходимую прочность и устойчивость и принимают задуманную автором форму и абрис. п. Пластиковые баночки, коробки, бутылки, контейнеры от киндер-сюрпризов, мячики для пинг-понга, и т.д. Эти предметы не только заполнят и укрепят форму, помогут сэкономить пластилин, но и своей архитектоникой включатся в композиционный замысел автора, и порой подскажут развитие сюжета.
п. Пластиковые баночки, коробки, бутылки, контейнеры от киндер-сюрпризов, мячики для пинг-понга, и т.д. Эти предметы не только заполнят и укрепят форму, помогут сэкономить пластилин, но и своей архитектоникой включатся в композиционный замысел автора, и порой подскажут развитие сюжета.

 В отличие от живописи, графики, образы скульптуры имеют реальный объём и специфический материал. Это вызывает у воспринимающего ощущение весомости, тяжести, желания прикоснуться к скульптуре, понять пластическую позу, ритмическую композицию.
В отличие от живописи, графики, образы скульптуры имеют реальный объём и специфический материал. Это вызывает у воспринимающего ощущение весомости, тяжести, желания прикоснуться к скульптуре, понять пластическую позу, ритмическую композицию.
 Формат А3 или, грубо говоря, 30х40 сантиметров. Сама предметная постановка ставится ниже уровня глаз, «линии горизонта», самого невысокого ученика. Как правило, это табурет или стул. Используется простая драпировка с минимумом складок из грубой ткани желательно мешковины.
Формат А3 или, грубо говоря, 30х40 сантиметров. Сама предметная постановка ставится ниже уровня глаз, «линии горизонта», самого невысокого ученика. Как правило, это табурет или стул. Используется простая драпировка с минимумом складок из грубой ткани желательно мешковины. Скорее это архитектурная отмывка с использованием черной акварели.
Скорее это архитектурная отмывка с использованием черной акварели. Шаг наносится каждые 3-4 миллиметра, Снимаем «картон» и соединяем точки проколов сплошной линией. Так на плинте получаем линейную схему будущего натюрморта.
Шаг наносится каждые 3-4 миллиметра, Снимаем «картон» и соединяем точки проколов сплошной линией. Так на плинте получаем линейную схему будущего натюрморта. Главным орудием скульптора являются руки, но в работе широко используются металлические стеки. Основным условием является, чтобы стеки были гладкие и тупые, чтобы избежать травматизма. Пластилин наносим размятыми комками, придавая необходимый объём переднего плана. Комки постепенно разминаются, выравниваются и принимают необходимую форму. Выравниваем поверхности стальными стеками в виде резчицкого или сапожного ножа, который иногда называют «козья ножка». Переходим к среднему плану. Лепку начинаем с наиболее крупного предмета, кувшина, бутыли, геометрической формы. Лепя фигуры вращения необходимо уделить внимание четкости дуг по осям. Для этого можно вырезать небольшие шаблоны. Шаблоном проверяется выпуклость и закругление предметов вращения используемых в построенном натюрморте. Тщательно выполняем переход между предметами и линии плоскости стола. Главное выдержать правила перспективы и избежать «зависания» предметов над плоскостью.
Главным орудием скульптора являются руки, но в работе широко используются металлические стеки. Основным условием является, чтобы стеки были гладкие и тупые, чтобы избежать травматизма. Пластилин наносим размятыми комками, придавая необходимый объём переднего плана. Комки постепенно разминаются, выравниваются и принимают необходимую форму. Выравниваем поверхности стальными стеками в виде резчицкого или сапожного ножа, который иногда называют «козья ножка». Переходим к среднему плану. Лепку начинаем с наиболее крупного предмета, кувшина, бутыли, геометрической формы. Лепя фигуры вращения необходимо уделить внимание четкости дуг по осям. Для этого можно вырезать небольшие шаблоны. Шаблоном проверяется выпуклость и закругление предметов вращения используемых в построенном натюрморте. Тщательно выполняем переход между предметами и линии плоскости стола. Главное выдержать правила перспективы и избежать «зависания» предметов над плоскостью. Полезно сделать «почеркушку» видов рельефа снизу, сверху, сбоку. То есть изучить, ещё раз, как ведут себя предметы вращения на плоскости. Вид сверху, практический чертёж на плоскости стола помогает решить плановость в рельефе. На предмете «Рисунок», для укрепления межпредметных связей стоит выполнить аналогичный натюрморт из тех же предметов выбранных на лепку. Особенно стоит уделить внимание на конструкционное – проволочное построение предметов натюрморта, особенно тел вращения. Очень полезно провести показательный опыт с погруженными в воду предметами. Для этого подойдёт обычный тазик. Этот «метод Микеланджело» широко использовался ещё во времена «Эпохи возрождения». Таким способом великий Микеланджело определялся со сложными ракурсами своих фресок для Сикстинской капеллы, лепя эскизы из воска. Очень ценно, и достаточно современно стоит периодически проводить фотохронометраж работы. Тем более это сейчас вполне доступно, практически у всех учеников есть фотокамера в телефоне.
Полезно сделать «почеркушку» видов рельефа снизу, сверху, сбоку. То есть изучить, ещё раз, как ведут себя предметы вращения на плоскости. Вид сверху, практический чертёж на плоскости стола помогает решить плановость в рельефе. На предмете «Рисунок», для укрепления межпредметных связей стоит выполнить аналогичный натюрморт из тех же предметов выбранных на лепку. Особенно стоит уделить внимание на конструкционное – проволочное построение предметов натюрморта, особенно тел вращения. Очень полезно провести показательный опыт с погруженными в воду предметами. Для этого подойдёт обычный тазик. Этот «метод Микеланджело» широко использовался ещё во времена «Эпохи возрождения». Таким способом великий Микеланджело определялся со сложными ракурсами своих фресок для Сикстинской капеллы, лепя эскизы из воска. Очень ценно, и достаточно современно стоит периодически проводить фотохронометраж работы. Тем более это сейчас вполне доступно, практически у всех учеников есть фотокамера в телефоне. Планы в рельефе передают глубину работы и линейную перспективу. Поэтому драпировка не может быть выпуклей, к примеру, кувшина или табурета на котором он стоит. Тоже стоит сказать и о самих предметах. Вазы, горшки бутылки находятся на разно-выпуклых планах. Для точной постановки предметов в пространстве следует не забывать и о виде сверху, этот вид необходимо проработать отдельно, что позволит избежать элементарных ошибок в лепке. Переходя к заключительной стадии лепки необходимо не только объединить планы натюрморта, убрать лишнее, но и порой прибавить необходимое.
Планы в рельефе передают глубину работы и линейную перспективу. Поэтому драпировка не может быть выпуклей, к примеру, кувшина или табурета на котором он стоит. Тоже стоит сказать и о самих предметах. Вазы, горшки бутылки находятся на разно-выпуклых планах. Для точной постановки предметов в пространстве следует не забывать и о виде сверху, этот вид необходимо проработать отдельно, что позволит избежать элементарных ошибок в лепке. Переходя к заключительной стадии лепки необходимо не только объединить планы натюрморта, убрать лишнее, но и порой прибавить необходимое. Так как чужую ошибку найти легче и приятней во всех случаях жизни.
Так как чужую ошибку найти легче и приятней во всех случаях жизни. Отдельно изучается отечественная резьба по дереву и камню. Корабельная, домовая, храмовая резьба. Для ознакомительной беседы используется как литература преподавателя, так и распечатки из интернета. На примере натюрмортного фонда делаются зарисовки аканта, пальметты и пр.
Отдельно изучается отечественная резьба по дереву и камню. Корабельная, домовая, храмовая резьба. Для ознакомительной беседы используется как литература преподавателя, так и распечатки из интернета. На примере натюрмортного фонда делаются зарисовки аканта, пальметты и пр. На него с «картона» накалывается рисунок. Техника «картона» широко известна ещё с эпохи Возрождения. В эпоху Ренессанса «картон» использовался для переноса изображения на поверхность под будущую фреску. Юные скульпторы достаточно быстро и просто осваивают нюансы данной техники. В данном случае просто необходимо выполнить несколько дополнительных подготовительных рисунков – абрисов будущего рельефа. Так как эта работа носит вспомогательный характер её можно копировать, т.е. элементарно размножить эскиз переведя его через стекло. Для этого основной, в муках выпестованный рисунок соединяется с бумажной заготовкой канцелярскими скрепками и переводится путём прикладывания на вертикальное или горизонтальное (тогда с подсветкой) стекло.
На него с «картона» накалывается рисунок. Техника «картона» широко известна ещё с эпохи Возрождения. В эпоху Ренессанса «картон» использовался для переноса изображения на поверхность под будущую фреску. Юные скульпторы достаточно быстро и просто осваивают нюансы данной техники. В данном случае просто необходимо выполнить несколько дополнительных подготовительных рисунков – абрисов будущего рельефа. Так как эта работа носит вспомогательный характер её можно копировать, т.е. элементарно размножить эскиз переведя его через стекло. Для этого основной, в муках выпестованный рисунок соединяется с бумажной заготовкой канцелярскими скрепками и переводится путём прикладывания на вертикальное или горизонтальное (тогда с подсветкой) стекло. Как правило, пластилин имеет обозначение: — «Пластилин скульптурный, детский». Лепку стоит проводить в специально оборудованном и оснащённом классе. Стоит уделить особое внимание технике безопасности и вентиляции помещения. Важен температурный режим в классе или студии. В холодный период следует отказаться от работы, в материале уделяя больше времени композиционной составляющей предмета «Скульптура». При слишком высокой температуре может происходить обратный процесс. Пластическая масса становится слишком мягкой, липкой и плохо держит форму, тут надо учитывать силу детских рук и выбирать «золотую середину». В крайнем случае, если лепить совершенно некомфортно, пластилин нагревается в горячей воде, а потом заворачивается в ткань с хорошей адгезией, например холстину. Таким образом, можно улучшить пластические свойства пластилина за счет частичного обезжиривания массы.
Как правило, пластилин имеет обозначение: — «Пластилин скульптурный, детский». Лепку стоит проводить в специально оборудованном и оснащённом классе. Стоит уделить особое внимание технике безопасности и вентиляции помещения. Важен температурный режим в классе или студии. В холодный период следует отказаться от работы, в материале уделяя больше времени композиционной составляющей предмета «Скульптура». При слишком высокой температуре может происходить обратный процесс. Пластическая масса становится слишком мягкой, липкой и плохо держит форму, тут надо учитывать силу детских рук и выбирать «золотую середину». В крайнем случае, если лепить совершенно некомфортно, пластилин нагревается в горячей воде, а потом заворачивается в ткань с хорошей адгезией, например холстину. Таким образом, можно улучшить пластические свойства пластилина за счет частичного обезжиривания массы. Недостатком этого способа является то, что в спешке детали плохо крепятся к плинту. После некоторых попыток ученик понимает, что их нужно крепить надёжней, «примазывать». Второй вариант более трудоёмок. Он подразумевает широкое использование всевозможных стек. На готовый рисунок, на плинт наносится, слой пластилина около трёх сантиметров. А потом подрезается стеками и петлями.
Недостатком этого способа является то, что в спешке детали плохо крепятся к плинту. После некоторых попыток ученик понимает, что их нужно крепить надёжней, «примазывать». Второй вариант более трудоёмок. Он подразумевает широкое использование всевозможных стек. На готовый рисунок, на плинт наносится, слой пластилина около трёх сантиметров. А потом подрезается стеками и петлями.
 Изучение мелкой моторики дало глубокий анализ к практическому применению сначала элементарной лепке с последующим переходом к скульптуре малых форм и скульптурному рельефу.
Изучение мелкой моторики дало глубокий анализ к практическому применению сначала элементарной лепке с последующим переходом к скульптуре малых форм и скульптурному рельефу. Творческая игра «Живописный крокодил» (изображать и узнавать по рисункам других заданные черты характера).
Творческая игра «Живописный крокодил» (изображать и узнавать по рисункам других заданные черты характера). Калинина, 60
Калинина, 60 Калинина, 60
Калинина, 60 Калинина, 60
Калинина, 60 Калинина, 60
Калинина, 60
 Калинина, 60
Калинина, 60 (Свадебный костюм. Форма и декор женских головных уборов. Выражение идеи целостности мира, нерасторжимой связи земного и небесного в образном строе народной праздничной одежды).
(Свадебный костюм. Форма и декор женских головных уборов. Выражение идеи целостности мира, нерасторжимой связи земного и небесного в образном строе народной праздничной одежды). Калинина, 60
Калинина, 60


 Если протянуть проволоку через матрицу, чтобы сделать ее тоньше, часть проволоки стала намного жестче.Медь и алюминий обычно мягче стали, но можно использовать проволоку y .
Если протянуть проволоку через матрицу, чтобы сделать ее тоньше, часть проволоки стала намного жестче.Медь и алюминий обычно мягче стали, но можно использовать проволоку y .  Они не разрешены делать работу для других. Убедитесь, что все участвуют — без зрителей
допустимый.Некоторые учителя достигают этого, помещая учеников во взаимную
помощь командам. Команды из двух или более учеников следят за тем, чтобы все успевали
базовая техническая компетентность.
Они не разрешены делать работу для других. Убедитесь, что все участвуют — без зрителей
допустимый.Некоторые учителя достигают этого, помещая учеников во взаимную
помощь командам. Команды из двух или более учеников следят за тем, чтобы все успевали
базовая техническая компетентность.

 а когда ловлю седьмую, я отпускаю самую маленькую, чтобы у меня было только
очистить шесть рыб. Я часто ходил на рыбалку и бросал больше, чем
90 процентов, но одна или две большие по-прежнему вкусны и полезны.
а когда ловлю седьмую, я отпускаю самую маленькую, чтобы у меня было только
очистить шесть рыб. Я часто ходил на рыбалку и бросал больше, чем
90 процентов, но одна или две большие по-прежнему вкусны и полезны. Мы МОЖЕМ поощрять мышление, которое имитирует художественный процесс, а не работы другого художника.
Мы МОЖЕМ поощрять мышление, которое имитирует художественный процесс, а не работы другого художника.  Для детей младшего возраста мы можем предварительно отогнуть кончики деталей, чтобы они не протыкали.Более тонкая и мягкая проволока и очистители для труб безопаснее, чем более жесткая и толстая проволока.
Для детей младшего возраста мы можем предварительно отогнуть кончики деталей, чтобы они не протыкали.Более тонкая и мягкая проволока и очистители для труб безопаснее, чем более жесткая и толстая проволока. классы.
классы.  Они учатся
пряжу со всех сторон. Затем, вытягивая пряжу , а не руку , которая находится в ней, они делают линейные чертежи нескольких видов.
Они учатся
пряжу со всех сторон. Затем, вытягивая пряжу , а не руку , которая находится в ней, они делают линейные чертежи нескольких видов. Стратегии критики
Стратегии критики Критика — это не способ судить. Цель
критика — делать открытия, основанные на непредвиденных результатах. Искусство — это
поиск и критика — это поиск того, что было найдено и что
стратегии работают, чтобы найти то, чего не ожидали.
Критика — это не способ судить. Цель
критика — делать открытия, основанные на непредвиденных результатах. Искусство — это
поиск и критика — это поиск того, что было найдено и что
стратегии работают, чтобы найти то, чего не ожидали. Студенты могут смотреть под
шоры, чтобы поставить маркер в нужном месте, но они должны смотреть
на модели всякий раз, когда маркер перемещается по бумаге. Шоры служат
в качестве «помощников», чтобы отговорить слишком много зацикливаться на правильности
рисование. Мозги, которые учатся рисовать, учатся обращать внимание на то, что они собой представляют
наблюдая.
Студенты могут смотреть под
шоры, чтобы поставить маркер в нужном месте, но они должны смотреть
на модели всякий раз, когда маркер перемещается по бумаге. Шоры служат
в качестве «помощников», чтобы отговорить слишком много зацикливаться на правильности
рисование. Мозги, которые учатся рисовать, учатся обращать внимание на то, что они собой представляют
наблюдая. Учителя требуют действия, движения и трех
осознание размеров. Студенты экспериментируют и выбирают способы решения
эти требования. Разрешить и поощрять преувеличения и
вариация.
Учителя требуют действия, движения и трех
осознание размеров. Студенты экспериментируют и выбирают способы решения
эти требования. Разрешить и поощрять преувеличения и
вариация. Этот список предназначен для начала. Как
художник / учитель добавит к этому обсуждению много других вопросов.
списки. Когда мы смотрим на работу, мы часто обнаруживаем все больше и больше идей для
довести до сведения создателей.
Этот список предназначен для начала. Как
художник / учитель добавит к этому обсуждению много других вопросов.
списки. Когда мы смотрим на работу, мы часто обнаруживаем все больше и больше идей для
довести до сведения создателей. Изменение рабочих привычек обеспечивает творческое мышление и решение проблем.Работа остается
испытывающий. Учитель объясняет процессы и заставляет студентов практиковать
на разумные ожидания, но учитель показывает , а не репетиционная работа учителя. Студенты делают все возможное, а затем
студенты решают, какие варианты оставить, но они должны оставить лучшие
и они, должно быть, проделали дополнительную тренировочную работу, которая не сохраняется.
Изменение рабочих привычек обеспечивает творческое мышление и решение проблем.Работа остается
испытывающий. Учитель объясняет процессы и заставляет студентов практиковать
на разумные ожидания, но учитель показывает , а не репетиционная работа учителя. Студенты делают все возможное, а затем
студенты решают, какие варианты оставить, но они должны оставить лучшие
и они, должно быть, проделали дополнительную тренировочную работу, которая не сохраняется.

 — к началу
— к началу Используйте простое решение – раствор уксуса и воды работает просто отлично, можете добавить лимонный сок. Протрите стекло смятыми газетами.
Используйте простое решение – раствор уксуса и воды работает просто отлично, можете добавить лимонный сок. Протрите стекло смятыми газетами. Смочите мягкую ненужную ткань в смеси четверти чашки уксуса, нескольких капель масла и протрите поверхность. Блестящей и красивой она останется в течение длительного времени.
Смочите мягкую ненужную ткань в смеси четверти чашки уксуса, нескольких капель масла и протрите поверхность. Блестящей и красивой она останется в течение длительного времени.

 Смешайте одну часть лимонного сока и две части оливкового масла. Мебель будет блестеть, выглядеть как новая.
Смешайте одну часть лимонного сока и две части оливкового масла. Мебель будет блестеть, выглядеть как новая. Может быть, вы привыкли к нему, но гостей, безусловно, это не порадует. Разрежьте пару лимонов пополам и положите их разрезанной стороной вверх на блюдо в комнате, и запах исчезнет.
Может быть, вы привыкли к нему, но гостей, безусловно, это не порадует. Разрежьте пару лимонов пополам и положите их разрезанной стороной вверх на блюдо в комнате, и запах исчезнет.
 ложек;
ложек; ложка,
ложка, Налить в кастрюлю воды и добавить тёртого мыла (при желании можно использовать не только хозяйственное, но и дегтярное, детское, антибактериальное), нагреть, непрерывно помешивая, чтобы мыло полностью растворилось. Смесь не должна закипеть. Добавить. кальцинированной соды и столько же порошковой буры (тетраборат натрия). Бура придаст составу антибактериальный эффект. Если он не требуется, то буру можно не добавлять. Добавить ещё 2 литра воды и нагреть, постоянно помешивая. Следите за тем, чтобы все компоненты растворились полностью, так гель не будет оставлять на одежде белёсых следов. Готовое средство разлить по ёмкостям. Оно достигнет нужной консистенции в течение суток. Для стирки 5 кг белья достаточно 0.5 стакана состава. Данное средство подходит только для стирки белого белья. Для цветного кальцинированную соду следует заменить на обычную пищевую. Средство подходит для машины-автомат и ручной стирки. Легко выполаскивается водой.
Налить в кастрюлю воды и добавить тёртого мыла (при желании можно использовать не только хозяйственное, но и дегтярное, детское, антибактериальное), нагреть, непрерывно помешивая, чтобы мыло полностью растворилось. Смесь не должна закипеть. Добавить. кальцинированной соды и столько же порошковой буры (тетраборат натрия). Бура придаст составу антибактериальный эффект. Если он не требуется, то буру можно не добавлять. Добавить ещё 2 литра воды и нагреть, постоянно помешивая. Следите за тем, чтобы все компоненты растворились полностью, так гель не будет оставлять на одежде белёсых следов. Готовое средство разлить по ёмкостям. Оно достигнет нужной консистенции в течение суток. Для стирки 5 кг белья достаточно 0.5 стакана состава. Данное средство подходит только для стирки белого белья. Для цветного кальцинированную соду следует заменить на обычную пищевую. Средство подходит для машины-автомат и ручной стирки. Легко выполаскивается водой.  На дне должен выпасть белый осадок. Раствор аккуратно слить в ёмкость и можно использовать для утюга или парагенератора. От такого состава не будет откладываться накипь внутри. Остатки воды с белым осадком следует вылить в канализацию.
На дне должен выпасть белый осадок. Раствор аккуратно слить в ёмкость и можно использовать для утюга или парагенератора. От такого состава не будет откладываться накипь внутри. Остатки воды с белым осадком следует вылить в канализацию. Многие стараются уберечь себя и свою семью от воздействия негативных факторов и изготавливают своими руками моющее средство. Каждая выбирает для себя более подходящий вариант: можно приготовить гель или жидкость. В их основу входит детское или хозяйственное мыло, эфирные масла, сода, водка, глицерин, горчица и другие материалы.
Многие стараются уберечь себя и свою семью от воздействия негативных факторов и изготавливают своими руками моющее средство. Каждая выбирает для себя более подходящий вариант: можно приготовить гель или жидкость. В их основу входит детское или хозяйственное мыло, эфирные масла, сода, водка, глицерин, горчица и другие материалы. Средства полностью натуральные, не раздражают кожу и не вызывают аллергии при условии, что в повседневной жизни на эти продукты нет аллергической реакции. Поэтому можно смело чистить даже детскую посуду.
Средства полностью натуральные, не раздражают кожу и не вызывают аллергии при условии, что в повседневной жизни на эти продукты нет аллергической реакции. Поэтому можно смело чистить даже детскую посуду.
 Затем добавить 6 столовых ложек соды и 3 капли аромамасла. Моющее средство из хозяйственного мыла и соды применяется для чистки и мытья загрязнённой посуды и сантехники.
Затем добавить 6 столовых ложек соды и 3 капли аромамасла. Моющее средство из хозяйственного мыла и соды применяется для чистки и мытья загрязнённой посуды и сантехники.

 Всё соединить и перемешать, полученное средство перелить в пульверизатор. Это средство подходит для отмывания любых поверхностей: им можно мыть ламинат, линолеум, стёкла и зеркала, кафельную плитку, пластиковые рамы и поверхности из нержавеющей стали. Но так как кислота имеет влияние на древесину, мыть паркет из натурального дерева не рекомендуется.
Всё соединить и перемешать, полученное средство перелить в пульверизатор. Это средство подходит для отмывания любых поверхностей: им можно мыть ламинат, линолеум, стёкла и зеркала, кафельную плитку, пластиковые рамы и поверхности из нержавеющей стали. Но так как кислота имеет влияние на древесину, мыть паркет из натурального дерева не рекомендуется. Снять с лимона кожуру и лицевой стороной протереть любую чистую поверхность, неприятный запах в вашей кухне сразу исчезнет.
Снять с лимона кожуру и лицевой стороной протереть любую чистую поверхность, неприятный запах в вашей кухне сразу исчезнет. Вы можете использовать его дома или в машине.
Вы можете использовать его дома или в машине.
 Это не идеальное решение, но я действительно доволен тем, как оно получилось — вот некоторые из них до и после нашей машины:
Это не идеальное решение, но я действительно доволен тем, как оно получилось — вот некоторые из них до и после нашей машины: Небольшая ошибка приведет к дальнейшему распространению пролитой жидкости и повреждению цвета или волокна ковров.
Небольшая ошибка приведет к дальнейшему распространению пролитой жидкости и повреждению цвета или волокна ковров.





 Если есть твердые остатки, аккуратно удалите их ложкой или ножом для масла. Налейте воду и уксус в миску и отставьте. Обильно посыпьте пятно на ковре пищевой содой. Дайте ему впитать влагу и дезодорировать пятно не менее 5 минут. Удалите соду с помощью пылесоса. Вылейте водно-уксусную смесь в распылитель и распылите пятно. Оставьте его на ковре на 10 минут, чтобы он разложил грязь. Затем возьмите мягкую сухую ткань и слегка промокните область, чтобы впитать жидкий раствор.Дайте ковру полностью высохнуть. Вы можете использовать это средство для очистки мочи или рвоты домашних животных.
Если есть твердые остатки, аккуратно удалите их ложкой или ножом для масла. Налейте воду и уксус в миску и отставьте. Обильно посыпьте пятно на ковре пищевой содой. Дайте ему впитать влагу и дезодорировать пятно не менее 5 минут. Удалите соду с помощью пылесоса. Вылейте водно-уксусную смесь в распылитель и распылите пятно. Оставьте его на ковре на 10 минут, чтобы он разложил грязь. Затем возьмите мягкую сухую ткань и слегка промокните область, чтобы впитать жидкий раствор.Дайте ковру полностью высохнуть. Вы можете использовать это средство для очистки мочи или рвоты домашних животных. Посыпьте пятно пищевой содой. Смешайте перекись водорода и жидкость для мытья посуды в миске. Тщательно полейте раствор, так как он все еще покрыт пищевой содой. Аккуратно нанесите состав на волокна мягкой кистью. Оставьте смесь на 15 минут. Соскребите остатки с помощью шпателя, дайте ковру высохнуть и тщательно пропылесосьте поверхность.
Посыпьте пятно пищевой содой. Смешайте перекись водорода и жидкость для мытья посуды в миске. Тщательно полейте раствор, так как он все еще покрыт пищевой содой. Аккуратно нанесите состав на волокна мягкой кистью. Оставьте смесь на 15 минут. Соскребите остатки с помощью шпателя, дайте ковру высохнуть и тщательно пропылесосьте поверхность. Эфирное масло не является обязательным, но оно придает чистящему средству приятный запах. Вылейте смесь в емкость пароочистителя и залейте водой.Хорошо встряхните, чтобы раствор растворился в воде. Включите отпариватель и обработайте всю поверхность ковра. После этого вылейте жидкость, ополосните емкость, наполните ее чистой водой и снова запустите «полоскание» ковра.
Эфирное масло не является обязательным, но оно придает чистящему средству приятный запах. Вылейте смесь в емкость пароочистителя и залейте водой.Хорошо встряхните, чтобы раствор растворился в воде. Включите отпариватель и обработайте всю поверхность ковра. После этого вылейте жидкость, ополосните емкость, наполните ее чистой водой и снова запустите «полоскание» ковра. Удвойте количество всего, если вам нужно дезодорировать большой ковер. Посыпьте этим составом прямо на ковер. Используйте кисть с мягкой щетиной, чтобы равномерно распределить смесь.Дайте ему постоять полчаса, затем пропылесосьте ковер. В этом рецепте волшебство творят сухие ингредиенты — они оба эффективно поглощают неприятные запахи. Эфирное масло необязательно, но оно оставит на ковре тонкий аромат.
Удвойте количество всего, если вам нужно дезодорировать большой ковер. Посыпьте этим составом прямо на ковер. Используйте кисть с мягкой щетиной, чтобы равномерно распределить смесь.Дайте ему постоять полчаса, затем пропылесосьте ковер. В этом рецепте волшебство творят сухие ингредиенты — они оба эффективно поглощают неприятные запахи. Эфирное масло необязательно, но оно оставит на ковре тонкий аромат. Вы будете поражены результатом!
Вы будете поражены результатом! Коврик будет немного влажным, но он быстро высохнет, особенно если оставить открытое окно для хорошей циркуляции воздуха в комнате. Пропылесосьте ковер после того, как он высохнет.
Коврик будет немного влажным, но он быстро высохнет, особенно если оставить открытое окно для хорошей циркуляции воздуха в комнате. Пропылесосьте ковер после того, как он высохнет. Промокните насухо чистой тканью.
Промокните насухо чистой тканью. Хорошая новость в том, что поездка была легкой, потому что мы просто упаковали детей и отправили их заранее, чтобы они могли встретить нас там.
Хорошая новость в том, что поездка была легкой, потому что мы просто упаковали детей и отправили их заранее, чтобы они могли встретить нас там. 
 А потом я вспомнил, что моя подруга Вирджиния написала блестящий пост о 10 способах очистки с помощью уксуса, о которых я хотела рассказать вам, поэтому я просто пошла его найти, и вот он, совет №1: используйте уксус вместо этого. средства для чистки ковров.
А потом я вспомнил, что моя подруга Вирджиния написала блестящий пост о 10 способах очистки с помощью уксуса, о которых я хотела рассказать вам, поэтому я просто пошла его найти, и вот он, совет №1: используйте уксус вместо этого. средства для чистки ковров.
 Поскольку в составе нет вредных химикатов, он не оставляет неприятного запаха после нанесения на ковер.
Поскольку в составе нет вредных химикатов, он не оставляет неприятного запаха после нанесения на ковер. Сначала залейте горячей воды в резервуар для воды вашей машины для чистки ковров. Чем горячее вода, тем лучше. Будьте осторожны при обращении с емкостью, наполненной горячей водой. Не забудьте оставить в емкости место для других ингредиентов.
Сначала залейте горячей воды в резервуар для воды вашей машины для чистки ковров. Чем горячее вода, тем лучше. Будьте осторожны при обращении с емкостью, наполненной горячей водой. Не забудьте оставить в емкости место для других ингредиентов. Медленно перемешайте и перемешайте все ингредиенты равномерными круговыми движениями.
Медленно перемешайте и перемешайте все ингредиенты равномерными круговыми движениями.

 Конечно, они тоже остались очень довольны результатом!
Конечно, они тоже остались очень довольны результатом! Когда друг посоветовал использовать средство для удаления мочи домашних животных Bissell, я решил попробовать.
Когда друг посоветовал использовать средство для удаления мочи домашних животных Bissell, я решил попробовать. Что было более удивительно, так это то, что после использования Pet Urine Eliminator было намного проще убрать беспорядок, который моя собака создавала в том же месте, снова.
Что было более удивительно, так это то, что после использования Pet Urine Eliminator было намного проще убрать беспорядок, который моя собака создавала в том же месте, снова. Обзор средства для чистки и дезодорации ковров Hoover CLEANPLUS 2X 64 унции (Ah40330)
Обзор средства для чистки и дезодорации ковров Hoover CLEANPLUS 2X 64 унции (Ah40330) Я налила чистящий раствор в машину для чистки ковров и обошла комнату, осматривая все пыльные и жирные уголки.
Я налила чистящий раствор в машину для чистки ковров и обошла комнату, осматривая все пыльные и жирные уголки.
 Я сожалею, что не попробовал сначала Bissell Deep Clean Pro 2X .
Я сожалею, что не попробовал сначала Bissell Deep Clean Pro 2X . Без сомнения, этот спрей для чистки ковров идеально подходит для них. Другие области, подходящие для использования, включают пятна крови и рвоты.
Без сомнения, этот спрей для чистки ковров идеально подходит для них. Другие области, подходящие для использования, включают пятна крови и рвоты. Свежий запах, который он оставил, скрывает запах, и теперь я могу уверенно закрывать окна и садиться за руль.
Свежий запах, который он оставил, скрывает запах, и теперь я могу уверенно закрывать окна и садиться за руль. и стоит изготавливать в больших объемах для ваших машин для чистки ковров.
и стоит изготавливать в больших объемах для ваших машин для чистки ковров. Отметка полностью исчезнет после повторения.
Отметка полностью исчезнет после повторения.
 Есть способ, которым вы можете полностью удалить его, и это с помощью порошкообразного кукурузного крахмала, скрывающегося в вашем кухонном шкафу.
Есть способ, которым вы можете полностью удалить его, и это с помощью порошкообразного кукурузного крахмала, скрывающегося в вашем кухонном шкафу.
 Не заставляйте этот беспорядок оставаться там надолго, немедленно вытрите его бумажным полотенцем, а затем капните на него немного содовой.
Не заставляйте этот беспорядок оставаться там надолго, немедленно вытрите его бумажным полотенцем, а затем капните на него немного содовой. Готово.
Готово. Ковровое покрытие может быть таким теплым и привлекательным, но для того, чтобы оно выглядело и пахло свежим, ему нужно немного ухаживать за ним.
Ковровое покрытие может быть таким теплым и привлекательным, но для того, чтобы оно выглядело и пахло свежим, ему нужно немного ухаживать за ним.
 пищевая сода
пищевая сода  Их легко приготовить, используя всего несколько простых вещей, и самое главное: они не создают беспорядка!
Их легко приготовить, используя всего несколько простых вещей, и самое главное: они не создают беспорядка! Когда вы запустите машину, аромат из мешочка наполнит комнату.
Когда вы запустите машину, аромат из мешочка наполнит комнату.



 )
) (слайд 17)
(слайд 17) № 5 больше.
№ 5 больше.

 Их просто заставили выучить следующую аксиому: У прямоугольного треугольника сторона, противоположная углу 30 равна 1/2 гипотенузы. Поэтому и в условии задачи угол DАВ = 60°.
Их просто заставили выучить следующую аксиому: У прямоугольного треугольника сторона, противоположная углу 30 равна 1/2 гипотенузы. Поэтому и в условии задачи угол DАВ = 60°. — Я нарисовал перпендикуляр и обозначения прямого угла. — Таким образом мы можем сказать, что линия ОN делит развернутый угол DMN (любую прямую мы можем рассматривать как развернутый угол) на два одинаковых угла и эти углы — прямые. Ну то есть линию DN мы можем соединить с точкой О любым количеством отрезков, но при этом все отрезки будут длиннее, чем отрезок ОМ. Вот смотри.
— Я нарисовал перпендикуляр и обозначения прямого угла. — Таким образом мы можем сказать, что линия ОN делит развернутый угол DMN (любую прямую мы можем рассматривать как развернутый угол) на два одинаковых угла и эти углы — прямые. Ну то есть линию DN мы можем соединить с точкой О любым количеством отрезков, но при этом все отрезки будут длиннее, чем отрезок ОМ. Вот смотри. Тогда угол ОВА = углу ОАВ = (180 -х)/2. По вышеизложенным причинам и потому, что сумма углов треугольника всегда равна 180°.
Тогда угол ОВА = углу ОАВ = (180 -х)/2. По вышеизложенным причинам и потому, что сумма углов треугольника всегда равна 180°.
 pexels.com, https://pixabay.com
pexels.com, https://pixabay.com Надчёркивание
Надчёркивание


 ..
..


 )
) com
com

 По большому счету, уют — это ощущение счастья, счастья иметь свой дом.
По большому счету, уют — это ощущение счастья, счастья иметь свой дом. И речь идет не только о вовремя вымытой посуде, или наскоро протертых полах. Чистота должна быть настоящей! А это значит, что за жалюзи или шторами не должны скрываться мутные стекла окон, а пыль должна протираться не только в местах, доступных глазу, но сверху полок и шкафов. Кстати, за закрытыми дверцами шкафов также должен царить порядок.
И речь идет не только о вовремя вымытой посуде, или наскоро протертых полах. Чистота должна быть настоящей! А это значит, что за жалюзи или шторами не должны скрываться мутные стекла окон, а пыль должна протираться не только в местах, доступных глазу, но сверху полок и шкафов. Кстати, за закрытыми дверцами шкафов также должен царить порядок. Но вот все другие кухонные запахи желательно нейтрализовать. Кстати, прекрасно справляющаяся с этой задачей вытяжка, поможет избавиться и от запаха прогорклого жира, а также от самого жирного налета и копоти на стенах и кухонной мебели.
Но вот все другие кухонные запахи желательно нейтрализовать. Кстати, прекрасно справляющаяся с этой задачей вытяжка, поможет избавиться и от запаха прогорклого жира, а также от самого жирного налета и копоти на стенах и кухонной мебели. Хотя присутствие ярких цветов в качестве отдельных акцентных пятен приветствуется многими дизайнерами интерьера. Что ж, у каждого художника свое виденье эстетического совершенства, а у каждого хозяина свое представление об удобстве. Поэтому главное правило выбора основного цвета интерьера — чтобы глазу было приятно, а сердцу радостно.
Хотя присутствие ярких цветов в качестве отдельных акцентных пятен приветствуется многими дизайнерами интерьера. Что ж, у каждого художника свое виденье эстетического совершенства, а у каждого хозяина свое представление об удобстве. Поэтому главное правило выбора основного цвета интерьера — чтобы глазу было приятно, а сердцу радостно. Это касается не только декоративных элементов или обивочной ткани на мягкой мебели, но вещей вполне практического назначения (полотенца, постельное белье, одеяла пледы).
Это касается не только декоративных элементов или обивочной ткани на мягкой мебели, но вещей вполне практического назначения (полотенца, постельное белье, одеяла пледы).

 Желательно, чтобы освещение в спальне было рассеянным.
Желательно, чтобы освещение в спальне было рассеянным. Из-за ежедневной суеты большинство людей не замечают того, что от домашнего очага уже не веет теплом, да и былой уют куда-то испарился. А ведь так быть не должно, дом – это место, в котором каждый его житель должен чувствовать себя комфортно и умиротворенно. Если вас беспокоит данная проблема, и вы ищите ответ на вопрос: «Как сделать квартиру уютной?», – то данная статья именно для вас!
Из-за ежедневной суеты большинство людей не замечают того, что от домашнего очага уже не веет теплом, да и былой уют куда-то испарился. А ведь так быть не должно, дом – это место, в котором каждый его житель должен чувствовать себя комфортно и умиротворенно. Если вас беспокоит данная проблема, и вы ищите ответ на вопрос: «Как сделать квартиру уютной?», – то данная статья именно для вас!
 Но, к сожалению, чаще всего она расставляется по принципу максимального заполнения пространства в комнате.
Но, к сожалению, чаще всего она расставляется по принципу максимального заполнения пространства в комнате.
 Цвет необходимо подбирать в соответствии с отделкой стен. К примеру, если они оклеены светлыми обоями, то мебель в квартире должна быть темной и наоборот.
Цвет необходимо подбирать в соответствии с отделкой стен. К примеру, если они оклеены светлыми обоями, то мебель в квартире должна быть темной и наоборот.
 Но бывают случаи, когда в квартире идеальная чистота, красивая, грамотно расставленная мебель, но при этом находиться в помещении все равно неуютно, значит, стоит задуматься о ремонте. С этой целью следуют опять «погулять» по Всемирной паутине и ознакомиться с современными дизайнами уютных квартир.
Но бывают случаи, когда в квартире идеальная чистота, красивая, грамотно расставленная мебель, но при этом находиться в помещении все равно неуютно, значит, стоит задуматься о ремонте. С этой целью следуют опять «погулять» по Всемирной паутине и ознакомиться с современными дизайнами уютных квартир.
 Такое ночное освещение создаст в вашей уютной квартире романтическую атмосферу.
Такое ночное освещение создаст в вашей уютной квартире романтическую атмосферу.

 Ведь в единственной комнатушке необходимо сделать зону для отдыха, гостиную и рабочий уголок. Однако даже однокомнатную квартиру сделать уютной вполне реально.
Ведь в единственной комнатушке необходимо сделать зону для отдыха, гостиную и рабочий уголок. Однако даже однокомнатную квартиру сделать уютной вполне реально.
 Также благодаря этому каждый сантиметр в помещении будет функционально и грамотно задействован.
Также благодаря этому каждый сантиметр в помещении будет функционально и грамотно задействован.

 Представьте, что здесь, трудясь в уюте и комфорте, вы сможете быстрее заработать средства на новую просторную квартиру.
Представьте, что здесь, трудясь в уюте и комфорте, вы сможете быстрее заработать средства на новую просторную квартиру.
 А чтобы в кратчайшие сроки обновить квартиру без приобретения новой мебели, попробуйте сменить осветительные приборы и повесьте оригинальные картины.
А чтобы в кратчайшие сроки обновить квартиру без приобретения новой мебели, попробуйте сменить осветительные приборы и повесьте оригинальные картины.

 При создании кухонного интерьера нужно обязательно использовать яркую и насыщенную цветовую палитру.
При создании кухонного интерьера нужно обязательно использовать яркую и насыщенную цветовую палитру.

 Но нельзя включать машину полупустой. Согласно инструкции по эксплуатации, в таком случае техника быстрее выходит из строя, и расходуется много лишней воды.
Но нельзя включать машину полупустой. Согласно инструкции по эксплуатации, в таком случае техника быстрее выходит из строя, и расходуется много лишней воды. 
 Еще один вариант, более бюджетный, приобрести душевую лейку
меньшего диаметра.
Еще один вариант, более бюджетный, приобрести душевую лейку
меньшего диаметра.
 И еще: кто потребляет меньше водопроводной воды, также платит меньше за водоотведение. Экономнее всего принимать душ с ручным душем Crometta 85 Green от hansgrohe. Он потребляет всего 6 литров воды в минуту (при давлении 3 бар). Кстати, несмотря на низкий расход воды душ EcoSmart может побаловать вас несколькими типами струи.
И еще: кто потребляет меньше водопроводной воды, также платит меньше за водоотведение. Экономнее всего принимать душ с ручным душем Crometta 85 Green от hansgrohe. Он потребляет всего 6 литров воды в минуту (при давлении 3 бар). Кстати, несмотря на низкий расход воды душ EcoSmart может побаловать вас несколькими типами струи. Все души hansgrohe, оснащенные этой функцией, подарят вам насыщенное удовольствие, которое можно смело назвать и экологичным.
Все души hansgrohe, оснащенные этой функцией, подарят вам насыщенное удовольствие, которое можно смело назвать и экологичным. В итоге экономится вода, время и деньги (моющие средства). Посудомоечная машина сбережет вам до 2/3 воды, которую раньше вы тратили на мытье посуды.
В итоге экономится вода, время и деньги (моющие средства). Посудомоечная машина сбережет вам до 2/3 воды, которую раньше вы тратили на мытье посуды.  Используйте душ вместо ванны.
Используйте душ вместо ванны.

 Качественная питьевая вода необходима для поддержания жизни и имеет первостепенное значение для человеческого здоровья. Поэтому, экономя воду, можно заботиться и об окружающей среде, и о семейном бюджете одновременно.
Качественная питьевая вода необходима для поддержания жизни и имеет первостепенное значение для человеческого здоровья. Поэтому, экономя воду, можно заботиться и об окружающей среде, и о семейном бюджете одновременно.
 Устройство автоматически открывает воду, когда к датчику подносят руку. Это особенно полезно для большой семьи.
Устройство автоматически открывает воду, когда к датчику подносят руку. Это особенно полезно для большой семьи. В этом смысле комфортнее всего однорычажные системы, поскольку традиционные ручки («горячая» и «холодная») заставят вас потратить на настройку душа лишние полминуты, а, значит, и 5-7 литров воды.
В этом смысле комфортнее всего однорычажные системы, поскольку традиционные ручки («горячая» и «холодная») заставят вас потратить на настройку душа лишние полминуты, а, значит, и 5-7 литров воды. Вам наверняка случалось видеть, как кастрюлю со сваренными яйцами ставят под сильную струю воды для охлаждения. А некоторые любят размораживать продукты под струей воды, мол, «так быстрее». Все это драматически увеличивает ежемесячные счета за коммунальные услуги, хотя возможности для экономии находятся совсем рядом, а, точнее, в холодильнике.
Вам наверняка случалось видеть, как кастрюлю со сваренными яйцами ставят под сильную струю воды для охлаждения. А некоторые любят размораживать продукты под струей воды, мол, «так быстрее». Все это драматически увеличивает ежемесячные счета за коммунальные услуги, хотя возможности для экономии находятся совсем рядом, а, точнее, в холодильнике. Благодаря современной и безопасной формуле, это моющее средство справляется с самыми сложными загрязнениями даже в прохладной воде. Если вы любите все новое, можно попробовать Fairy «Активная пена». Новинка имеет уже вспененную текстуру и удобный дозатор, а отмывает практически в три раза больше посуды, чем более дешевое средство*.
Благодаря современной и безопасной формуле, это моющее средство справляется с самыми сложными загрязнениями даже в прохладной воде. Если вы любите все новое, можно попробовать Fairy «Активная пена». Новинка имеет уже вспененную текстуру и удобный дозатор, а отмывает практически в три раза больше посуды, чем более дешевое средство*. Fairy Platinum Plus – это моющее средство формата «все в одном», которое позволяет отмывать посуду без замачивания. В капсулах содержатся все необходимые компоненты для удаления пригоревших загрязнений и жира, возвращения блеска даже потускневшей от времени стеклянной посуды, смягчения воды и защиты фильтра посудомоечной машины от накипи и жира. В результате ваша посуда будет идеально чистой даже без замачивания и уж точно не будет необходимости ее перемывать.
Fairy Platinum Plus – это моющее средство формата «все в одном», которое позволяет отмывать посуду без замачивания. В капсулах содержатся все необходимые компоненты для удаления пригоревших загрязнений и жира, возвращения блеска даже потускневшей от времени стеклянной посуды, смягчения воды и защиты фильтра посудомоечной машины от накипи и жира. В результате ваша посуда будет идеально чистой даже без замачивания и уж точно не будет необходимости ее перемывать. В них используется на 80% меньше воды по сравнению с жидкими гелями. По этой же причине стоит отдать предпочтение концентрированному кондиционеру для белья.
В них используется на 80% меньше воды по сравнению с жидкими гелями. По этой же причине стоит отдать предпочтение концентрированному кондиционеру для белья. Учимся экономить на воде законными способами со специальными приборами и без них вместе с авторами интернет-журнала DorogoiTehniki.net!
Учимся экономить на воде законными способами со специальными приборами и без них вместе с авторами интернет-журнала DorogoiTehniki.net! Если же у вас дома стоит газовый либо электрический водонагреватель, то купаясь под душем и не набирая ванну, вы сэкономите не только воду, но и соответственно газ или электричество.
Если же у вас дома стоит газовый либо электрический водонагреватель, то купаясь под душем и не набирая ванну, вы сэкономите не только воду, но и соответственно газ или электричество. Теперь
вам не надо будет сливать воду, дожидаясь холодной, и переплачивать за ее
большой расход.
Теперь
вам не надо будет сливать воду, дожидаясь холодной, и переплачивать за ее
большой расход. А ведь решение проблемы элементарное! Просто устраните все имеющиеся протечки и
сохраните тем самым свои деньги и нервы.
А ведь решение проблемы элементарное! Просто устраните все имеющиеся протечки и
сохраните тем самым свои деньги и нервы. Гораздо разумнее мыть машину из ведра и лишь на
завершающей стадии при наличии такой необходимости ополаскивать кузов,
пользуясь шлангом.
Гораздо разумнее мыть машину из ведра и лишь на
завершающей стадии при наличии такой необходимости ополаскивать кузов,
пользуясь шлангом.

 Прибегнув к нему, вы также сможете уменьшить количество воды, поступающей в бак после каждого смыва. Рассчитать суточную экономию сможет каждый школьник. Она равна объему бутылки, умноженному на количество смываний в течение 24 часов.
Прибегнув к нему, вы также сможете уменьшить количество воды, поступающей в бак после каждого смыва. Рассчитать суточную экономию сможет каждый школьник. Она равна объему бутылки, умноженному на количество смываний в течение 24 часов. При использовании сенсорного смесителя для раковины на кухне в процессе готовки вам не придется пачкать кран грязными руками.
При использовании сенсорного смесителя для раковины на кухне в процессе готовки вам не придется пачкать кран грязными руками. Как показывает практика, наибольшая эффективность достигается при сочетании как можно большего количества способов. Экономьте вместе с нами на покупке бытовой техники, автомобильной электроники, на электроэнергии, на бензине при езде на автомобиле и на многом другом!
Как показывает практика, наибольшая эффективность достигается при сочетании как можно большего количества способов. Экономьте вместе с нами на покупке бытовой техники, автомобильной электроники, на электроэнергии, на бензине при езде на автомобиле и на многом другом! Кроме того, перед тем, как попасть в кран, и после ухода в слив, вода проходит очистку, а это ресурсо- и энергоемкий процесс. С ростом мирового населения и изменением климата потребность в воде увеличивается, а разрыв между потреблением и восстановлением ресурса становится драматичным.
Кроме того, перед тем, как попасть в кран, и после ухода в слив, вода проходит очистку, а это ресурсо- и энергоемкий процесс. С ростом мирового населения и изменением климата потребность в воде увеличивается, а разрыв между потреблением и восстановлением ресурса становится драматичным.
 Есть такой способ: налейте в сливной бачок немного свекольного сока. Если через какое-то время чаша унитаза окрасится в розовый, значит, он все-таки где-то протекает, и вам пора звать мастера.
Есть такой способ: налейте в сливной бачок немного свекольного сока. Если через какое-то время чаша унитаза окрасится в розовый, значит, он все-таки где-то протекает, и вам пора звать мастера. Посмотрите — изменится ли показатель. Если да — в квартире или даже в доме есть утечка. Вызывайте Марио, а пока он мчится, собирайте воду и поливайте ей цветы.
Посмотрите — изменится ли показатель. Если да — в квартире или даже в доме есть утечка. Вызывайте Марио, а пока он мчится, собирайте воду и поливайте ей цветы. Последний красиво выглядит, но в засушливые периоды требует частого полива, не принося пользы местной фауне.
Последний красиво выглядит, но в засушливые периоды требует частого полива, не принося пользы местной фауне.

 Если без промывки в емкости начинает проявляться окраска, значит, у вас утечка, из-за которой может тратиться более 100 галлонов воды в день.
Если без промывки в емкости начинает проявляться окраска, значит, у вас утечка, из-за которой может тратиться более 100 галлонов воды в день. В обычном доме бутылка может сэкономить пять или более галлонов воды каждый день без ущерба для эффективности туалета. Если ваш резервуар достаточно большой, вы можете даже поместить в него две бутылки.
В обычном доме бутылка может сэкономить пять или более галлонов воды каждый день без ущерба для эффективности туалета. Если ваш резервуар достаточно большой, вы можете даже поместить в него две бутылки. Их легко установить, и душ по-прежнему будет очищать и освежать.
Их легко установить, и душ по-прежнему будет очищать и освежать.

 Если у вас только одна раковина, сначала соберите всю вымытую посуду на решетку для посуды, а затем быстро ополосните ее с помощью распылителя или кастрюли с водой.
Если у вас только одна раковина, сначала соберите всю вымытую посуду на решетку для посуды, а затем быстро ополосните ее с помощью распылителя или кастрюли с водой. Наступите на траву. Если он отскакивает, когда вы двигаете ногой, вода ему не нужна.
Наступите на траву. Если он отскакивает, когда вы двигаете ногой, вода ему не нужна. Не поливать желоб
Не поливать желоб 
 К сожалению, такая практика приводит к чрезвычайно расточительному расходу драгоценной воды, и от нее следует отказаться.
К сожалению, такая практика приводит к чрезвычайно расточительному расходу драгоценной воды, и от нее следует отказаться.
 Также избегайте постоянного цикла отжима, так как в нем используется как теплая, так и холодная вода, а также дополнительное полоскание.
Также избегайте постоянного цикла отжима, так как в нем используется как теплая, так и холодная вода, а также дополнительное полоскание. Еще лучше — если вы готовите рис или макароны, готовьте овощи в корзине над кастрюлей!
Еще лучше — если вы готовите рис или макароны, готовьте овощи в корзине над кастрюлей! Просто поставьте ведро в раковину или душ, чтобы собрать лишнюю воду, или используйте ведро, чтобы зачерпнуть воду, прежде чем сливать воду из ванны, а затем используйте эту воду, поливая растения, лужайку или машину. Вы также можете сделать это со стаканом воды, который застаивается на тумбочке каждую ночь.
Просто поставьте ведро в раковину или душ, чтобы собрать лишнюю воду, или используйте ведро, чтобы зачерпнуть воду, прежде чем сливать воду из ванны, а затем используйте эту воду, поливая растения, лужайку или машину. Вы также можете сделать это со стаканом воды, который застаивается на тумбочке каждую ночь.
 Согласно исследованию Университета Лома Линда, согласно исследованию EcoWatch, если вы хотите сделать замену с низким уровнем воздействия, фасолью требуется лишь десятая часть воды, необходимой говядине.
Согласно исследованию Университета Лома Линда, согласно исследованию EcoWatch, если вы хотите сделать замену с низким уровнем воздействия, фасолью требуется лишь десятая часть воды, необходимой говядине. Экономия воды дома не только помогает сохранить этот ценный ресурс, но и помогает потребителям в Колорадо экономить деньги. Вот 10 простых способов сэкономить воду и сэкономить кошелек.
Экономия воды дома не только помогает сохранить этот ценный ресурс, но и помогает потребителям в Колорадо экономить деньги. Вот 10 простых способов сэкономить воду и сэкономить кошелек.  Как сообщает EPA, если вы принимаете душ в течение пяти минут или меньше, вы используете от 10 до 15 галлонов воды. Сравните это число с ваннами, в которых используется до 70 галлонов воды. Если вы все же принимаете ванну, попробуйте повторно использовать часть воды в своем саду.
Как сообщает EPA, если вы принимаете душ в течение пяти минут или меньше, вы используете от 10 до 15 галлонов воды. Сравните это число с ваннами, в которых используется до 70 галлонов воды. Если вы все же принимаете ванну, попробуйте повторно использовать часть воды в своем саду. Это позволит сэкономить не только воду, но и электричество. Если вам нужен только один предмет, для быстрой ручной стирки потребуется меньше воды, чем для посудомоечной машины с несколькими предметами.
Это позволит сэкономить не только воду, но и электричество. Если вам нужен только один предмет, для быстрой ручной стирки потребуется меньше воды, чем для посудомоечной машины с несколькими предметами. Обратитесь к ним напрямую, чтобы узнать о программах водной помощи.
Обратитесь к ним напрямую, чтобы узнать о программах водной помощи. Эффективные приборы и приспособления могут помочь, но небольшая осторожность и здравый смысл имеют большое значение для минимизации отходов.Вот 11 советов по сокращению потребления воды в домашних условиях.
Эффективные приборы и приспособления могут помочь, но небольшая осторожность и здравый смысл имеют большое значение для минимизации отходов.Вот 11 советов по сокращению потребления воды в домашних условиях. Сделайте то же самое, пока дожидаетесь подачи горячей воды.
Сделайте то же самое, пока дожидаетесь подачи горячей воды. Ящики, на каждый из которых расходуется менее 2 галлонов воды, работают независимо, экономя воду, электроэнергию и моющие средства.
Ящики, на каждый из которых расходуется менее 2 галлонов воды, работают независимо, экономя воду, электроэнергию и моющие средства. Таким образом, это также место, где вы можете значительно сэкономить на воде, сделав правильный выбор.
Таким образом, это также место, где вы можете значительно сэкономить на воде, сделав правильный выбор. Прикрыть. Покрытия для бассейна могут стать лучшим другом владельца бассейна. Покрытие не только сохраняет температуру бассейна с подогревом, но и уменьшает испарение. Министерство энергетики сообщает, что покрытие бассейна сокращает количество необходимой замены воды на 30-50 процентов.
Прикрыть. Покрытия для бассейна могут стать лучшим другом владельца бассейна. Покрытие не только сохраняет температуру бассейна с подогревом, но и уменьшает испарение. Министерство энергетики сообщает, что покрытие бассейна сокращает количество необходимой замены воды на 30-50 процентов. Установите новый трубопровод капельного орошения и шланги для замачивания для повышения эффективности полива.
Установите новый трубопровод капельного орошения и шланги для замачивания для повышения эффективности полива. Подумайте о приобретении насадки для душа с аэрацией, в которой сочетаются вода и воздух, или о установке регулятора в душ, который устанавливает верхний предел скорости потока.
Подумайте о приобретении насадки для душа с аэрацией, в которой сочетаются вода и воздух, или о установке регулятора в душ, который устанавливает верхний предел скорости потока. Это означает, что вам не нужно оставлять кран открытым, чтобы вода остыла, прежде чем вы наполните стакан.
Это означает, что вам не нужно оставлять кран открытым, чтобы вода остыла, прежде чем вы наполните стакан.



 Невозможно переоценить важность экономии воды.Итак, вот несколько быстрых советов о том, как сэкономить воду или, что более важно, как сэкономить воду, которым мы все должны неуклонно следовать. Эти простые советы по экономии воды в повседневной жизни могут помочь эффективно бороться с проблемами, связанными с нехваткой воды.
Невозможно переоценить важность экономии воды.Итак, вот несколько быстрых советов о том, как сэкономить воду или, что более важно, как сэкономить воду, которым мы все должны неуклонно следовать. Эти простые советы по экономии воды в повседневной жизни могут помочь эффективно бороться с проблемами, связанными с нехваткой воды. Чтобы сэкономить воду, идеально принимать душ не более 5 минут, и это простое изменение в вашем распорядке дня поможет сэкономить до 70 литров воды на каждый душ.Кроме того, вы также можете заменить головку душа на насадку с низким потоком для экономии воды.
Чтобы сэкономить воду, идеально принимать душ не более 5 минут, и это простое изменение в вашем распорядке дня поможет сэкономить до 70 литров воды на каждый душ.Кроме того, вы также можете заменить головку душа на насадку с низким потоком для экономии воды. .
. Здесь один из рекомендуемых советов по экономии воды — дождаться наполнения раковины и сразу мыть посуду вместо того, чтобы мыть ее одну за другой под проточным краном.
Здесь один из рекомендуемых советов по экономии воды — дождаться наполнения раковины и сразу мыть посуду вместо того, чтобы мыть ее одну за другой под проточным краном.

 Чтобы прогреть кирпичный дом до комфортных условий, может уйти несколько суток, из-за большой теплоемкости. Кирпичные стены из-за своей прочности и устойчивости к внешним факторам теоретически могут обойтись и без грунтования, но это нежелательно. Грунтовка – это праймер, то есть подготовительное и выравнивающее средство, а кирпичные стены гладкостью и равномерностью не отличаются. Поэтому, с ним проще будет добиться идеального покрытия. Также это увеличит долговечность отделки.
Чтобы прогреть кирпичный дом до комфортных условий, может уйти несколько суток, из-за большой теплоемкости. Кирпичные стены из-за своей прочности и устойчивости к внешним факторам теоретически могут обойтись и без грунтования, но это нежелательно. Грунтовка – это праймер, то есть подготовительное и выравнивающее средство, а кирпичные стены гладкостью и равномерностью не отличаются. Поэтому, с ним проще будет добиться идеального покрытия. Также это увеличит долговечность отделки. Подвержены гниению и воздействию насекомых, поэтому нуждаются в специальной обработке и защите. Грунтовка как раз создаст защитный слой и сделает стены более устойчивыми к отрицательному воздействию окружающей среды.
Подвержены гниению и воздействию насекомых, поэтому нуждаются в специальной обработке и защите. Грунтовка как раз создаст защитный слой и сделает стены более устойчивыми к отрицательному воздействию окружающей среды. Подойдёт для стен из дерева.
Подойдёт для стен из дерева. Они не дадут появиться ржавчине и увеличат долговечность.
Они не дадут появиться ржавчине и увеличат долговечность.
 А когда вы решите вновь перекрасить стены, свежая краска смочит стену, а старая краска начнет отставать от шпатлевки, что добавит ещё большие хлопоты.
А когда вы решите вновь перекрасить стены, свежая краска смочит стену, а старая краска начнет отставать от шпатлевки, что добавит ещё большие хлопоты.
 Если же на стенах явно заметны следы пыли и т.п, то следует перед покраской нанести грунт.
Если же на стенах явно заметны следы пыли и т.п, то следует перед покраской нанести грунт.
.jpg) После нее стена становится гладкой и чистой. Но даже хорошо выполненная шпаклевка не избавляет поверхность от мельчайших бугорков, трещинок и пыли. Эти дефекты будут особенно заметны при наклеивании тонких бумажных обоев.
После нее стена становится гладкой и чистой. Но даже хорошо выполненная шпаклевка не избавляет поверхность от мельчайших бугорков, трещинок и пыли. Эти дефекты будут особенно заметны при наклеивании тонких бумажных обоев. Подходит для стен из дерева, ДСП или ДВП, неоштукатуренного бетона. Обеспечивает хорошее сцепление обоев со структурой дерева. Время высыхания 15 часов. Наиболее известны грунты этого типа марки «Тиккурила».
Подходит для стен из дерева, ДСП или ДВП, неоштукатуренного бетона. Обеспечивает хорошее сцепление обоев со структурой дерева. Время высыхания 15 часов. Наиболее известны грунты этого типа марки «Тиккурила».
 Также понадобится пластиковое корытце, в которое грунтовка наливается в небольшом количестве.
Также понадобится пластиковое корытце, в которое грунтовка наливается в небольшом количестве. Перед нанесением второго слоя первый должен до конца просохнуть. Время высыхания указано на упаковке. При этом нужно учитывать уровень влажности в помещении — чем он выше, тем дольше сохнет грунт.
Перед нанесением второго слоя первый должен до конца просохнуть. Время высыхания указано на упаковке. При этом нужно учитывать уровень влажности в помещении — чем он выше, тем дольше сохнет грунт. Речь о грунтовочной смеси и ее мощных функциях. Благодаря ей настенные и потолочные покрытия отлично держатся и прекрасно смотрятся.
Речь о грунтовочной смеси и ее мощных функциях. Благодаря ей настенные и потолочные покрытия отлично держатся и прекрасно смотрятся.


 Для удобства и наилучшего результата необходимо воспользоваться специальным лотком — малярной ванночкой, куда следует перелить часть строительной пропитки. Валик, смоченный в составе, раскатывается по ванночке, отжимая излишки. Это обязательное условие, чтобы во время обработки жидкая смесь не стекала с поверхности.
Для удобства и наилучшего результата необходимо воспользоваться специальным лотком — малярной ванночкой, куда следует перелить часть строительной пропитки. Валик, смоченный в составе, раскатывается по ванночке, отжимая излишки. Это обязательное условие, чтобы во время обработки жидкая смесь не стекала с поверхности. Силикатной обрабатывают кирпич и наружную штукатурку.
Силикатной обрабатывают кирпич и наружную штукатурку. youtube.com/embed/WZ0WQXU1MhQ?feature=oembed» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»/>
youtube.com/embed/WZ0WQXU1MhQ?feature=oembed» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»/> Праймер позволяет краске лучше удержаться на поверхности, не давая ей отслаиваться и растрескиваться. Впоследствии не представляет труда вести подготовку к перекрашиванию;
Праймер позволяет краске лучше удержаться на поверхности, не давая ей отслаиваться и растрескиваться. Впоследствии не представляет труда вести подготовку к перекрашиванию;
 Быстрее сохнет вещество в жарких и сухих условиях. Когда поверхности будут ровными, можно приступать к покраске.
Быстрее сохнет вещество в жарких и сухих условиях. Когда поверхности будут ровными, можно приступать к покраске.
 Вследствие обработки укрепляется покрытие и защищается от негативного воздействия окружающей среды. Наносят раствор следующим образом:
Вследствие обработки укрепляется покрытие и защищается от негативного воздействия окружающей среды. Наносят раствор следующим образом: После полного высыхания вещества стена грунтуется. После подсыхания слоя поверхность окрашивается подходящей водоэмульсионкой. Специалисты гарантируют хороший вариант, ровность нанесения, отсутствие трещин в случае использования стеклохолста.
После полного высыхания вещества стена грунтуется. После подсыхания слоя поверхность окрашивается подходящей водоэмульсионкой. Специалисты гарантируют хороший вариант, ровность нанесения, отсутствие трещин в случае использования стеклохолста.
 Это способствует лучшему распределению красочного слоя и сокращению расходных материалов, благодаря чему можно сэкономить значительные финансовые средства.
Это способствует лучшему распределению красочного слоя и сокращению расходных материалов, благодаря чему можно сэкономить значительные финансовые средства.
 Если выполнить грунтование, то швы обоев не будут расходиться и отставать и помещение сохранить привлекательный и аккуратный внешний вид во время срока эксплуатации.
Если выполнить грунтование, то швы обоев не будут расходиться и отставать и помещение сохранить привлекательный и аккуратный внешний вид во время срока эксплуатации.
 Обладают свойством глубокого проникновения, за счет чего распространяют свойства на достаточную глубину;
Обладают свойством глубокого проникновения, за счет чего распространяют свойства на достаточную глубину; Выдержать определенное время и только потом использовать по назначению;
Выдержать определенное время и только потом использовать по назначению;

 Выбор должен основываться на тех целях, которые нужно достичь с оглядкой на то, из чего возведено строение и какая у него финишная отделка внутренних стен.
Выбор должен основываться на тех целях, которые нужно достичь с оглядкой на то, из чего возведено строение и какая у него финишная отделка внутренних стен. Такой же, но неразбавленный, потребует до 130 г. на м². Таким образом, грунтовка (с акрилом в составе) на любой поверхности в среднем требует 110 г/м2.;
Такой же, но неразбавленный, потребует до 130 г. на м². Таким образом, грунтовка (с акрилом в составе) на любой поверхности в среднем требует 110 г/м2.; Такой вариант более быстрый, а так же легкий с точки зрения доступности к высоким местам.
Такой вариант более быстрый, а так же легкий с точки зрения доступности к высоким местам. Не превышать концентрацию.
Не превышать концентрацию. Это действенно для обоев, краски и штукатурки.
Это действенно для обоев, краски и штукатурки.
 Продаются готовые смеси, либо в сухом виде, тогда не обойтись без предварительного разведения водой. Обычно это жидкость, прозрачная или белая, у которой нет какого-либо запаха. Поэтому грунтование стен безопасно.
Продаются готовые смеси, либо в сухом виде, тогда не обойтись без предварительного разведения водой. Обычно это жидкость, прозрачная или белая, у которой нет какого-либо запаха. Поэтому грунтование стен безопасно.
 Если быть точнее – срезы брусков, досок. Для работы с водорастворимыми морилками применяется чаще всего. Клей в этом случае не нужен;
Если быть точнее – срезы брусков, досок. Для работы с водорастворимыми морилками применяется чаще всего. Клей в этом случае не нужен; Прочность грунтовочного покрытия становится главным преимуществом. Перед дальнейшей отделкой создаёт надёжную фиксацию материалов. Но из-за химического состава не допускает работы внутри помещений. Обеспечивает надёжную защиту от воздействий из окружающей среды;
Прочность грунтовочного покрытия становится главным преимуществом. Перед дальнейшей отделкой создаёт надёжную фиксацию материалов. Но из-за химического состава не допускает работы внутри помещений. Обеспечивает надёжную защиту от воздействий из окружающей среды;
 То же касается стен, обшитых деревом на площадь 3-10 м2. Наноситься на них может любой материал.
То же касается стен, обшитых деревом на площадь 3-10 м2. Наноситься на них может любой материал.

 Мастера рекомендуют останавливаться минимум на двух слоях, чтобы результат был качественный. После каждого слоя надо дать ему окончательно высохнуть, только после этого приступать к следующему. Что такое грунтовки стен, в статье уже разобрали.
Мастера рекомендуют останавливаться минимум на двух слоях, чтобы результат был качественный. После каждого слоя надо дать ему окончательно высохнуть, только после этого приступать к следующему. Что такое грунтовки стен, в статье уже разобрали. Кроме того, грунтование уменьшает впитывающие способности стены, что делает расход краски меньшим. Далее в статье примеры поэтапного проведения работ по грунтовке разных поверхностей.
Кроме того, грунтование уменьшает впитывающие способности стены, что делает расход краски меньшим. Далее в статье примеры поэтапного проведения работ по грунтовке разных поверхностей.

 Однако часто масляная краска, нанесенная без грунт-состава, сама выступает непревзойденным материалом для отделочных работ, так как хорошо держится на поверхности.
Однако часто масляная краска, нанесенная без грунт-состава, сама выступает непревзойденным материалом для отделочных работ, так как хорошо держится на поверхности.
 При этом важно просушить каждый слой грунтовки то время, которое рекомендовано на упаковке (обычно несколько часов).
При этом важно просушить каждый слой грунтовки то время, которое рекомендовано на упаковке (обычно несколько часов).

 youtube.com/embed/CnUpJfb0DLc?feature=oembed» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»/>
youtube.com/embed/CnUpJfb0DLc?feature=oembed» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»/>
 Второй слой наносится после полного высыхания первого слоя.Для больших поверхностей используйте пистолет-распылитель.
Второй слой наносится после полного высыхания первого слоя.Для больших поверхностей используйте пистолет-распылитель.
 Когда клей для обоев вступает в контакт с латексной краской, существует реальная вероятность того, что целостность краски ухудшится, она станет мягкой, рыхлой или эластичной.Также есть вероятность, что клей может пройти сквозь латексную краску, повредив гипсокартон под ней.
Когда клей для обоев вступает в контакт с латексной краской, существует реальная вероятность того, что целостность краски ухудшится, она станет мягкой, рыхлой или эластичной.Также есть вероятность, что клей может пройти сквозь латексную краску, повредив гипсокартон под ней. Хотя грунтовка на акриловой основе используется часто, могут быть определенные поверхности, которые лучше всего подходят для грунтовки на основе алкидных или ПВА.
Хотя грунтовка на акриловой основе используется часто, могут быть определенные поверхности, которые лучше всего подходят для грунтовки на основе алкидных или ПВА.
 Если вас интересует грунтовка поверхности левкасом, мне понравится Liquitex Gesso.
Если вас интересует грунтовка поверхности левкасом, мне понравится Liquitex Gesso.
 Качественная грунтовка всегда содержит антисептики.
Качественная грунтовка всегда содержит антисептики. Можно грунтовать поверхности из гипса, гипсокартонного листа, бетона, древесных оснований или цемента в обычном жилье или местах с пониженной влажностью. На полное высыхание уходит до 20 минут.
Можно грунтовать поверхности из гипса, гипсокартонного листа, бетона, древесных оснований или цемента в обычном жилье или местах с пониженной влажностью. На полное высыхание уходит до 20 минут.

 Рады, что вы решили посетить наш ремонтно-строительный портал. На завершающем этапе ремонтных работ в квартире часто возникает один вопрос, с которым однажды пришлось столкнуться и мне: нужно ли грунтовать стены перед поклейкой обоев. Стоит ли сделать это обязательно, зачем вообще выполнять грунтовку стен, чем грунтовать рабочую поверхность?
Рады, что вы решили посетить наш ремонтно-строительный портал. На завершающем этапе ремонтных работ в квартире часто возникает один вопрос, с которым однажды пришлось столкнуться и мне: нужно ли грунтовать стены перед поклейкой обоев. Стоит ли сделать это обязательно, зачем вообще выполнять грунтовку стен, чем грунтовать рабочую поверхность? Безусловно, причины на то у каждого свои, — но, все-таки, стены следует подготовить. Так будет лучше и для обоев, и для вас.
Безусловно, причины на то у каждого свои, — но, все-таки, стены следует подготовить. Так будет лучше и для обоев, и для вас. Она в буквальном смысле съедает не только обои, но и штукатурку, кирпич и даже бетон. Для наглядности обратите внимание на снимок, сделанный в одной из квартир обычного девятиэтажного дома:
Она в буквальном смысле съедает не только обои, но и штукатурку, кирпич и даже бетон. Для наглядности обратите внимание на снимок, сделанный в одной из квартир обычного девятиэтажного дома: Здесь мы имеем в виду то, что если при выравнивании стен вы использовали ГКЛ, — то к не загрунтованным и не зашпаклеванным стенам обои приклеятся просто намертво. Это значит, что при следующем косметическом ремонте, когда-таки возникнет необходимость менять эти самые обои, — снять их будет весьма и весьма затруднительно, не повредив при этом гипсокартон.
Здесь мы имеем в виду то, что если при выравнивании стен вы использовали ГКЛ, — то к не загрунтованным и не зашпаклеванным стенам обои приклеятся просто намертво. Это значит, что при следующем косметическом ремонте, когда-таки возникнет необходимость менять эти самые обои, — снять их будет весьма и весьма затруднительно, не повредив при этом гипсокартон.
 Подходят для помещений только с умеренной влажностью. Высыхают примерно за 24 часа;
Подходят для помещений только с умеренной влажностью. Высыхают примерно за 24 часа; На материале не следует экономить: грунтовку необходимо распределить по всей поверхности, при этом не нужно бояться переборщить.
На материале не следует экономить: грунтовку необходимо распределить по всей поверхности, при этом не нужно бояться переборщить. Если неровности незначительные, то исправить их при помощи стартовой шпаклевки не составит труда. Но если на вашей стене располагается что-то вроде того, что изображено на фото ниже, при чем, такие дефекты встречаются повсеместно, — то без штукатурки по маякам не обойтись.
Если неровности незначительные, то исправить их при помощи стартовой шпаклевки не составит труда. Но если на вашей стене располагается что-то вроде того, что изображено на фото ниже, при чем, такие дефекты встречаются повсеместно, — то без штукатурки по маякам не обойтись.
 О том, как правильно это сделать, посмотрите на видео:
О том, как правильно это сделать, посмотрите на видео: Те ямки, которые неизбежно останутся после того, как вы в N-ный раз пройдетесь правилом по маякам, мы благополучно замажем после того, как состав высохнет;
Те ямки, которые неизбежно останутся после того, как вы в N-ный раз пройдетесь правилом по маякам, мы благополучно замажем после того, как состав высохнет;
 И, в конце-концов, получили идеально ровные, гладкие стены. Что дальше?
И, в конце-концов, получили идеально ровные, гладкие стены. Что дальше? Вода ее просто размывает. Поэтому выжимаем очень хорошо тряпку и протираем стену. В этом случае, перед началом следующей операции обязательно нужно подождать, пока стена высохнет.
Вода ее просто размывает. Поэтому выжимаем очень хорошо тряпку и протираем стену. В этом случае, перед началом следующей операции обязательно нужно подождать, пока стена высохнет. Для этих целей отлично подойдет резиновый шпатель, о котором я упоминал в статье: Как шпаклевать стены в квартире.
Для этих целей отлично подойдет резиновый шпатель, о котором я упоминал в статье: Как шпаклевать стены в квартире.
 Антибактериальный или фунгицидный грунт предотвратит появление плесени. Единственным ограничением для использования акрилового грунта являются металлические стены ли стены с выходом металла на поверхность: акриловый грунт будет способствовать коррозии, и ржавые пятна могут проступить на обоях.
Антибактериальный или фунгицидный грунт предотвратит появление плесени. Единственным ограничением для использования акрилового грунта являются металлические стены ли стены с выходом металла на поверхность: акриловый грунт будет способствовать коррозии, и ржавые пятна могут проступить на обоях.

 Как правило, на грунтовке написан расход на квадратный метр в литрах, а также указана степень разведения, если это грунт-концентрат. Однако даже техника нанесения грунта может влиять на его расход, поэтому будьте готовы к тому, что вы потратите больше (или меньше) грунта, чем указано на упаковке; это можно выявить только эмпирически. Поэтому возьмите в магазине тару с небольшим запасом, если не хотите идти за грунтом повторно, или берите самую маленькую емкость, чтобы определить фактический расход, а потом докупите необходимый объём.
Как правило, на грунтовке написан расход на квадратный метр в литрах, а также указана степень разведения, если это грунт-концентрат. Однако даже техника нанесения грунта может влиять на его расход, поэтому будьте готовы к тому, что вы потратите больше (или меньше) грунта, чем указано на упаковке; это можно выявить только эмпирически. Поэтому возьмите в магазине тару с небольшим запасом, если не хотите идти за грунтом повторно, или берите самую маленькую емкость, чтобы определить фактический расход, а потом докупите необходимый объём. д. Новые отверстия для подрозеточных коробок, штробы для проводов нужно сделать к этому моменту, чтобы не пылить на загрунтованные стены; также следует заделать все дыры и отверстия, которые больше не нужны. Старые обои — самый коварный «враг» оклейщика: часто их небольшие фрагменты, а то и целые шпалеры, никакими силами не удалить со стены: мало спасает размачивание и обработка специальными составами. Исполнитель принимает решение оставить эти остатки, особенно если новые обои толстые и скроют неровности. Но после грунтовки эти куски начинают обваливаться, потом отстают при нанесении клея и вспучиваются уже под новыми обоями. Поэтому лучше всё-таки их удалить полностью, несмотря на большие трудозатраты.
д. Новые отверстия для подрозеточных коробок, штробы для проводов нужно сделать к этому моменту, чтобы не пылить на загрунтованные стены; также следует заделать все дыры и отверстия, которые больше не нужны. Старые обои — самый коварный «враг» оклейщика: часто их небольшие фрагменты, а то и целые шпалеры, никакими силами не удалить со стены: мало спасает размачивание и обработка специальными составами. Исполнитель принимает решение оставить эти остатки, особенно если новые обои толстые и скроют неровности. Но после грунтовки эти куски начинают обваливаться, потом отстают при нанесении клея и вспучиваются уже под новыми обоями. Поэтому лучше всё-таки их удалить полностью, несмотря на большие трудозатраты. Тогда вы не допустите «непрокрасов» и сможете качественно загрунтовать стену даже в один слой.
Тогда вы не допустите «непрокрасов» и сможете качественно загрунтовать стену даже в один слой. В противном случае грунтовка может начать размывать стену, и придется её шпаклевать заново.
В противном случае грунтовка может начать размывать стену, и придется её шпаклевать заново.
 Она не дает развиваться плесени и препятствует возникновению грибка, изолирует проникновение ржавчины на поверхность, сокращает расход краски и обойного клея. Применение грунтовки при наклейке обоев повышает комфортность и качество работ и уменьшает трудозатраты.
Она не дает развиваться плесени и препятствует возникновению грибка, изолирует проникновение ржавчины на поверхность, сокращает расход краски и обойного клея. Применение грунтовки при наклейке обоев повышает комфортность и качество работ и уменьшает трудозатраты. Одни из них сделаны на водной основе. Это акриловые, латексные, силикатные и силиконовые грунтовки. Другие производятся на основе гипса, цемента или извести. Это природные материалы. Есть грунтовки на органических растворителях. Это растворы с латексом, алкидами или полиуретаном.
Одни из них сделаны на водной основе. Это акриловые, латексные, силикатные и силиконовые грунтовки. Другие производятся на основе гипса, цемента или извести. Это природные материалы. Есть грунтовки на органических растворителях. Это растворы с латексом, алкидами или полиуретаном.
 Проникая глубоко внутрь поверхности, она увеличивает адгезию материалов, удаляет мелкие частицы пыли. Она универсальная, потому что применяется для различных оснований и материалов. Подходит как для внутреннего, так и для внешнего применения.
Проникая глубоко внутрь поверхности, она увеличивает адгезию материалов, удаляет мелкие частицы пыли. Она универсальная, потому что применяется для различных оснований и материалов. Подходит как для внутреннего, так и для внешнего применения. В основном, грунтовки при высыхании не изменяют цвет покрытия, на которые их наносят. Они прозрачные. Но бывает укрывающая пропитка, которая красит стену в белый цвет. Происходит это благодаря содержанию в ней большого количества пигментирующих веществ;
В основном, грунтовки при высыхании не изменяют цвет покрытия, на которые их наносят. Они прозрачные. Но бывает укрывающая пропитка, которая красит стену в белый цвет. Происходит это благодаря содержанию в ней большого количества пигментирующих веществ;
 Разбавляется уайт-спиритом. Не подходит для работы с гипсокартоном и штукатуркой. Благодаря содержанию в ней пигментирующих частиц образует белую поверхность. Может применяться как финишное покрытие.
Разбавляется уайт-спиритом. Не подходит для работы с гипсокартоном и штукатуркой. Благодаря содержанию в ней пигментирующих частиц образует белую поверхность. Может применяться как финишное покрытие.
